
La fabrication de tôles de cuivre est essentielle au formage précis des barres omnibus en cuivre épais utilisées dans les applications à fort courant. Elle constitue un facteur déterminant pour la sécurité de fonctionnement et l'efficacité de transmission de puissance d'équipements tels que les batteries haute tension pour véhicules électriques et les armoires de distribution électrique des centres de données. Le cuivre de haute pureté est un excellent conducteur d'électricité, mais son extrême ductilité et sa tendance à l'écrouissage le rendent sensible aux défauts (microfissures, rayures superficielles, etc.) lors des opérations de fabrication courantes.
Les méthodes de traitement traditionnelles ne permettent pas d'atteindre des tolérances dimensionnelles et de positionnement de 0,1 mm, ni des normes de faible résistance de contact, sans risquer la surchauffe des équipements et des pics de résistance . Cet article présente en détail le processus de fabrication des barres omnibus en cuivre, depuis la sélection du cuivre et l'optimisation du cintrage jusqu'au traitement de surface par électrodéposition, en passant par les obstacles techniques et les solutions de livraison intégrées pour la fabrication de barres omnibus en cuivre de précision.

Aperçu rapide des principaux paramètres de fabrication des barres omnibus en cuivre à courant élevé
Ce document résume les principaux indices d'ingénierie, les matériaux choisis, les procédés de fabrication et les normes de contrôle qualité de la fabrication de barres omnibus en cuivre de précision, permettant ainsi aux ingénieurs de bien comprendre et de mémoriser les principaux indicateurs et d'éviter toute erreur de conception et de processus.
| Dimensions du processus | Normes des paramètres de base | Scénarios applicables | Valeur de l'ingénierie |
| Sélection des matériaux | C11000 (≥99,90 % de cuivre), C10200 cuivre sans oxygène | Convient aux conditions de fonctionnement conventionnelles de transport de courant, sous vide et à haute température . | Garantit une conductivité ≥ 100 %. IACS, éliminant le risque de fragilisation par l'hydrogène. |
| Formage par pliage | Rayon de courbure R=1,0T-1,5T, courbure perpendiculaire à la direction de laminage. | Tous les procédés de pliage de tôles de cuivre pur. | Permet d'obtenir une conductivité nulle , éliminant ainsi les microfissures. |
| Contrôle de la rugosité de surface | Rugosité Ra 1,6-3,2 μm, épaisseur de placage ≥ 5 μm | Adapté aux interfaces de connexion haute tension et courant élevé. | Résistance de contact stablement inférieure à 15 μΩ. |
| Tolérances dimensionnelles de précision | Tolérance géométrique ±0,1 mm, espacement des trous ±0,05 mm | Adapté aux chaînes de montage automatisées. | Adaptable à l'assemblage en production de masse, réduisant ainsi le taux de défauts d'assemblage. |
| Protection contre la corrosion par électroplacage | Conformité au test de brouillard salin neutre de 48 heures , placage argent sur base nickel ≥ 3 μm | Convient aux équipements fonctionnant en milieu humide et à haute température. | Élimine complètement l'oxydation et la corrosion électrochimique des barres omnibus en cuivre. |
Points clés à retenir
- Logique de sélection des matériaux : Les principaux composants conducteurs du noyau sont généralement fabriqués en cuivre C11000, un alliage robuste d’une pureté de 99,90 % ou plus. Pour les environnements sous vide à très haute étanchéité , un cuivre C10200 sans oxygène, spécialement conçu à cet effet, est nécessaire afin d’éliminer tout risque de fragilisation par l’hydrogène à haute température.
- Norme de pliage : Le rayon de pliage R doit être de 1,0 à 1,5 fois l'épaisseur T (R 1,0T) du cuivre pur, et la ligne de pliage doit être maintenue strictement perpendiculaire à la direction de laminage pour garantir l'absence de perte de conductivité dans le pli.
- Norme relative aux surfaces de contact : La rugosité des surfaces de contact électriques de haute qualité doit être comprise entre Ra 1,6 µm et Ra 3,2 µm . Grâce à des procédés de placage local à l’étain ou à l’argent de 5 µm, la résistance de contact du système peut être réduite à moins de 15 µΩ.
Pourquoi choisir LS Manufacturing pour vos barres omnibus à haute conductivité avec service de fabrication de tôles de cuivre ?
Le contrôle des processus standardisés et les données mesurées ont été utilisés pour soutenir la fabrication de barres omnibus en cuivre de précision, qui peut surpasser les défauts de performance électrique des méthodes de traitement traditionnelles et être conforme aux normes de fabrication industrielle haut de gamme.
Les données recueillies lors de la fabrication de barres omnibus en cuivre transportant un courant élevé révèlent que 18 % des barres omnibus en cuivre traitées par des méthodes traditionnelles présentent des défauts tels que des microfissures et une résistance de contact élevée , ne respectant pas la norme IEC 60287 relative aux pertes de courant. En raison de l'écrouissage, le cuivre de haute pureté est très sensible aux défauts, et une usine classique dépourvue de mécanismes de compensation de processus ne pourra pas satisfaire aux exigences de fonctionnement à long terme des équipements haute tension pour les énergies nouvelles .
La production à l'échelle industrielle a démontré que 90 % des emballements thermiques des barres omnibus en cuivre sont dus à l'utilisation de paramètres de processus non conformes aux normes. Notre service de traitement, certifié ISO 9001 , met en œuvre un contrôle statistique SPC sur l'ensemble du processus, garantissant un coefficient de corrélation (Cpk) stable de 1,33. Ce contrôle permet ainsi de prévenir l'apparition de défauts à la source et d'assurer la stabilité électrique et la robustesse mécanique des barres omnibus en cuivre.
Corollaire des services de fabrication de barres omnibus en cuivre de haute précision : moins de pannes d’équipement, une durée de vie plus longue des pièces et un coût moindre pour la maintenance et les retouches ultérieures.
Pour comprendre intuitivement les différences de qualité dans la fabrication de barres omnibus en cuivre de précision, vous pouvez télécharger gratuitement le livre blanc comparatif des procédés afin de distinguer rapidement les principales différences entre la fabrication ordinaire et la fabrication de tôles de cuivre de niveau de référence.
Pourquoi choisir la fabrication sur mesure de barres omnibus en cuivre pour les systèmes de batteries de véhicules électriques ?
La fabrication sur mesure de barres omnibus en cuivre permet une adaptation très précise à l'espace interne très restreint des batteries haute tension des véhicules à énergies nouvelles. Grâce à une optimisation de leur forme, la résistance électrique du système est réduite (20 µΩ) et, simultanément , la dissipation thermique et la rigidité sous tension sont améliorées de 40 % par rapport aux câbles traditionnels. Ce chapitre démontre quantitativement la supériorité des barres omnibus en cuivre sur mesure dans les systèmes de distribution d'énergie haute tension des véhicules à énergies nouvelles, expliquant ainsi comment cette nouvelle conception contribue à améliorer la sécurité et l'efficacité énergétique des batteries.
Différences de performance entre les câbles traditionnels et les barres omnibus en cuivre sur mesure
La durée de vie de la batterie dépend des performances du système d'alimentation automobile . Les barres omnibus en cuivre sont fabriquées exclusivement à partir de tôles de cuivre et apportent des changements essentiels sur trois points :
- Utilisation de la section transversale : La fabrication sur mesure des barres omnibus en cuivre permet de correspondre exactement à la section transversale du bloc-batterie, ce qui réduit l'utilisation de faisceaux de câbles inutiles et augmente l'utilisation de l'espace de plus de 35 %.
- Maîtrise des pertes thermiques : Les barres omnibus en cuivre sont rigides, ce qui réduit considérablement leurs pertes par effet Joule (IR). De ce fait, le desserrage des câbles et les mauvais contacts sont évités, même en présence de vibrations à haute fréquence.
- Capacité de dissipation thermique : Les barres omnibus en cuivre étant plates, elles offrent une grande surface de dissipation thermique. C’est pourquoi la vitesse d’élévation de température est bien moindre, même sous courant élevé et prolongé, comparée aux câbles multibrins traditionnels.
Logique derrière l'amélioration de la sécurité électrique des barres omnibus en cuivre sur mesure
La pureté et la précision dimensionnelle des connecteurs conducteurs de batterie sont essentielles à la sécurité. Les pièces en cuivre électrique de haute pureté présentent un minimum d'impuretés et une conductivité stable, ce qui empêche toute augmentation soudaine de la résistance lors d'une utilisation prolongée. Les procédés de moulage sur mesure peuvent engendrer des défauts dus au pliage et au poinçonnage. Cependant, grâce à ces procédés personnalisés, il est possible d'obtenir une stabilité des batteries haute tension sur plus de 1 000 cycles de charge-décharge , tout en répondant aux exigences de développement des véhicules à énergies nouvelles, légers et à haute densité énergétique.
Pour calculer avec précision le coût de production en série de barres omnibus en cuivre sur mesure, soumettez vos dessins pour obtenir un devis gratuit et une solution de fabrication de barres omnibus en cuivre sur mesure pour les systèmes de batteries de véhicules électriques.
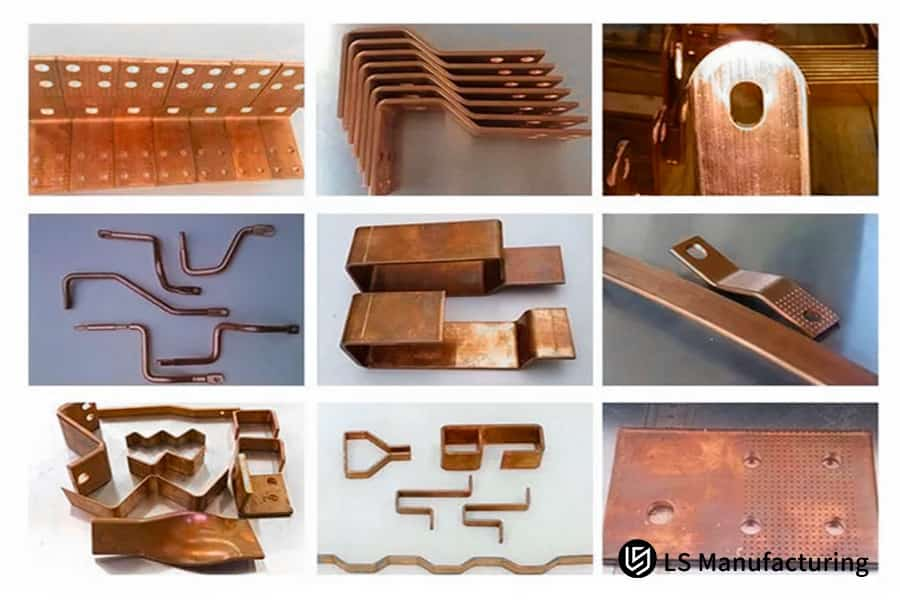
Figure 1 : Barres omnibus en cuivre avec coudes prononcés et trous de vis, fabriquées pour les connexions et l'assemblage électriques.
Comment sélectionner des matériaux de fabrication en cuivre de haute pureté pour une conductivité optimale ?
La fabrication de composants électriques en cuivre de haute pureté et à haute conductivité repose sur une classification rigoureuse des nuances : le cuivre C11000 (ETP), grâce à son ultra-haute conductivité (100 % IACS), est le plus couramment utilisé pour le transport du courant conventionnel , tandis que le cuivre sans oxygène C10200 (OF), contenant moins de 0,001 % d’oxygène, est le matériau de référence pour éviter la fragilisation par l’hydrogène lors du soudage à haute température . Cet article propose une méthode de sélection multidimensionnelle des matériaux permettant aux ingénieurs de définir les limites de résistivité.
Comparaison des paramètres de performance des principaux matériaux en cuivre de haute pureté
Les caractéristiques des matières premières conductrices déterminent les performances du produit final. Un composant électrique en cuivre de haute qualité exige une adéquation précise aux conditions de fonctionnement. Les principaux indicateurs des différents matériaux en cuivre sont :
| Qualité cuivre | Conductivité (IACS%) | Résistance à la traction (MPa) | Teneur en oxygène (%) | Conditions de fonctionnement applicables |
| C11000 | ≥100% | 220-280 | ≤0,03 | Scénarios conventionnels de transport de courant à haute tension |
| C10200 | ≥102% | 240-320 | ≤0,001 | Scénarios de soudage sous vide à haute température |
| C12200 | ≥95% | 210-290 | ≤0,01 | Composants électriques généraux à faible courant |
| Cuivre ordinaire | ≤90% | 190-250 | ≥0,05 | Accessoires électriques civils non précis |
Méthodes d'inspection et de contrôle de la qualité des matières premières
Le contrôle de la qualité des matériaux est essentiel à leur sélection, et un service professionnel de fabrication de cuivre de précision joue un rôle majeur. Notre service contribue à éviter les problèmes de conductivité grâce aux étapes suivantes :
- Inspection des matériaux : Un acheteur de matériaux de fabrication en cuivre de haute pureté doit toujours faire vérifier le certificat de matériau MTR (Medium to Rate) pour s'assurer que la quantité totale d'impuretés telles que le phosphore et l'arsenic est inférieure à 0,005 % , ce qui permet d'éviter toute perte de conductivité.
- Échantillonnage de la qualité des produits sur site : à l’aide d’un conductimètre à courants de Foucault, des échantillons sont prélevés au hasard pour vérifier si la conductivité du produit fini est conforme aux normes et pour prévenir les défauts de qualité par lot .
- Inspection du sens d'écoulement des grains : Nous vérifions que le sens d'écoulement des grains du matériau en cuivre laminé est constant afin d'éliminer le risque de déformation lors des processus d'emboutissage et de pliage ultérieurs.
Un système rigoureux de sélection et d'inspection des matériaux permet de détecter les défaillances électriques dès la phase de transformation des matières premières, et ce, pour plus de 90 % des composants. Afin d'éviter les risques liés à une mauvaise sélection des matériaux, bénéficiez d'une consultation personnalisée et gratuite. Notre service de fabrication de cuivre de précision vous garantit le choix du cuivre optimal.
Comment le service de fabrication de tôles de cuivre prévient-il les microfissures lors d'un pliage brusque ?
La méthode fondamentale pour prévenir la microfissuration lors du pliage de tôles de cuivre pur repose sur une maîtrise rigoureuse du processus de fabrication . Elle consiste principalement à maintenir le rayon de courbure intérieur (R ≥ 1,2T) à un niveau précis et à garantir que la ligne de pliage forme un angle de 90° avec la direction de laminage de la tôle.
Ces mesures visent à éliminer les concentrations de contraintes dues à la flexion localisée. La microfissuration constitue un défaut majeur, souvent invisible, des barres omnibus en cuivre haute tension ; elle entraîne directement des points chauds et des emballements thermiques.
Raisons fondamentales de la microfissuration en flexion
Les propriétés d'écrouissage du cuivre lors du pliage constituent sa principale source de défauts. La standardisation des procédés de fabrication de tôles de cuivre permet d'atténuer considérablement ces problèmes de mise en œuvre. Le cuivre de haute pureté est très ductile. De ce fait, lors de pliages successifs, une concentration de contraintes apparaît dans la zone d'étirage externe.
Les moules traditionnels ne comportent pas de système de compensation des contraintes, ce qui peut engendrer des microfissures intergranulaires, quasiment invisibles. D'après notre expérience en matière de pliage de cuivre épais, le taux de microfissures lors d'un pliage conventionnel de feuilles de cuivre pur de 3 mm d'épaisseur peut atteindre 65 %.
Une solution industrielle sans fissures
De plus, grâce à des paramètres de fabrication de tôlerie améliorés et à des paramètres de processus standard, les défauts sont totalement éliminés pour les matériaux en cuivre de différentes épaisseurs :
- Adaptation du moule : Un moule supérieur de taille appropriée avec un diamètre R=6 mm est utilisé pour les matériaux en cuivre de 5 mm d'épaisseur, tandis qu'un moule à rouleaux avec un diamètre R=7,5 mm est appliqué aux matériaux en cuivre de 6 mm d'épaisseur, ce qui permet d'éliminer la concentration des contraintes .
- Compensation des paramètres : La compensation de la flexion est effectuée à l’aide d’une formule unique : Angle de compensation = Valeur de retour élastique de base + 0,08 Épaisseur du matériau , ce qui correspond à la mesure exacte permettant de compenser la déformation de retour élastique du matériau en cuivre.
- Contrôle qualité : Deux méthodes, un microscope optique 50x et l'imagerie thermique infrarouge, sont utilisées pour détecter les microfissures cachées et éviter les défaillances en cours de fonctionnement.
Ce procédé de pliage sur mesure permet à la barre omnibus en cuivre d'atteindre un fonctionnement stable sans élévation de température ni fissures aux points de pliage, même dans des conditions de courant élevé.
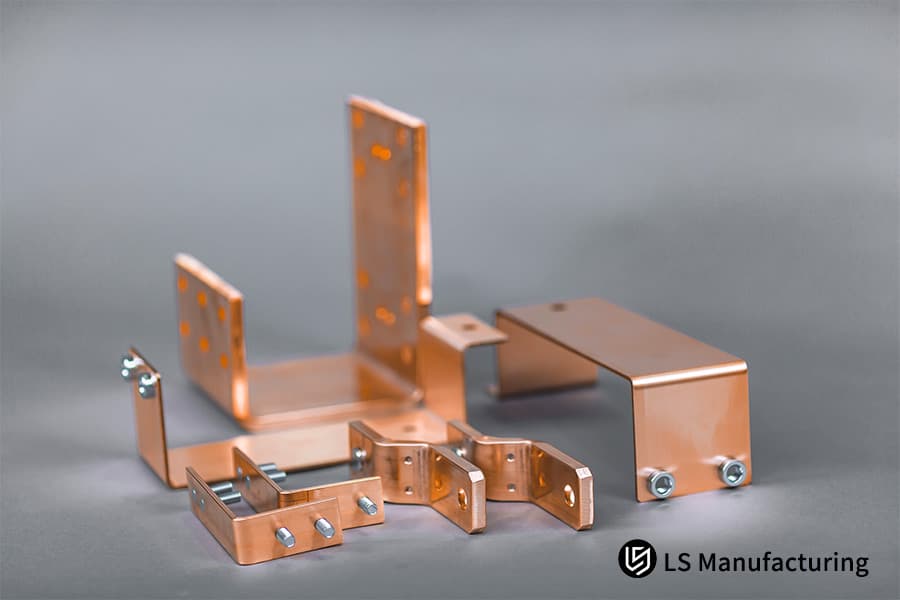
Figure 2 : Gros plan d'une feuille de cuivre soumise à un test de pliage à angle aigu, montrant des courbes lisses et aucune fissure.
Comment la fabrication de barres omnibus en tôle peut-elle minimiser la résistance de contact aux interfaces ?
L'un des critères essentiels de contrôle qualité dans la fabrication des barres omnibus en tôle est la surveillance précise de l'impédance de la surface de contact électrique. Ceci n'est possible qu'en contrôlant rigoureusement la rugosité de surface des zones de poinçonnage et de contact, pour atteindre des valeurs comprises entre 1,6 µm et 3,2 µm (Ra). Une rugosité de surface trop faible ou trop élevée entraîne une diminution de la surface de contact effective (points A) et, par conséquent, une forte augmentation de la résistance locale . La précision des opérations de surface et de poinçonnage est donc primordiale pour réduire la résistance de contact.
Comment les défauts de surface affectent la résistance
La présence de petits fragments métalliques (bavures) et la déformation des angles de la surface de contact de la barre omnibus en cuivre contribuent de manière significative à l'augmentation de la résistance . Ces problèmes peuvent être évités par un polissage fin de la tôle . Une utilisation prolongée en présence de bulles supérieures à 0,05 mm après poinçonnage entraîne une détérioration de la rigidité du composant, avec des variations d'impédance supérieures à 300 % et, finalement, un échauffement localisé de l'équipement.
Fabrication de cuivre de précision en impédance réduite
Grâce à de multiples contrôles de processus, un service de fabrication de cuivre de précision et fiable maintient les normes d'impédance les plus basses , éliminant totalement le problème de la résistance de contact des barres omnibus en cuivre :
- Correction de la planéité : grâce à une technique de nivellement de précision, l’écart de planéité de la barre omnibus en cuivre est contrôlé à 0,2 mm par 100 mm , assurant ainsi un ajustement parfait.
- Procédé de poinçonnage de précision : les bavures et les affaissements d’angles au niveau des trous, normalement causés par le poinçonnage, sont complètement éliminés grâce à l’utilisation d’un traitement de douille anti-déformation avec une limite stricte fixée à la hauteur moyenne des bavures à 0,05 mm.
- Traitement de polissage de surface : Le contrôle précis de la plage de rugosité permet de maximiser la surface de contact effective, c'est pourquoi la résistance de contact est maintenue stable à 15 μΩ .

Figure 3 : Les barres omnibus en cuivre multicouches avec entretoises isolantes optimisent le contact électrique pour minimiser la résistance.
Comment déterminer l'épaisseur de placage idéale pour prévenir l'oxydation du cuivre ?
Un traitement de protection de surface adéquat est essentiel à la fabrication de composants électriques en cuivre de haute qualité. La méthode courante pour traiter une barre omnibus en cuivre oxydée et corrodée électrochimiquement consiste à la revêtir d'une couche d'étain mat de 5 µm ou d'argent à base de nickel (3 µm d'argent). La qualité du revêtement est ensuite vérifiée par un test rigoureux de corrosion sous brouillard salin neutre de 48 heures avant la mise en production. L'épaisseur du revêtement et le choix du procédé sont les principaux facteurs déterminant la durabilité des barres omnibus en cuivre.
Procédés de galvanoplastie courants et leurs applications
La protection des surfaces en cuivre contre la corrosion doit être adaptée à l'environnement de travail. Les produits en cuivre de haute pureté nécessitent une meilleure compatibilité de placage. De plus, les différentes couches de placage offrent des performances très différentes.
| Procédé de galvanoplastie | Épaisseur du placage | Durée de résistance au brouillard salin | Conditions de fonctionnement applicables | Fourchette de prix (USD/pièce) |
| Placage à l'étain mat | ≥5μm | Achèvement en 48h | Équipement conventionnel de transport de courant à température ambiante | 0,8-2,5 |
| Placage argent à base de nickel | Nickel 2 μm + Argent 3 μm | 96h d'achèvement | Conditions de fonctionnement à haute fréquence, courant élevé et température élevée | 2,8-6,5 |
| Étamage brillant ordinaire | 3-4 μm | Achèvement en 24h | Composants civils à faible courant | 0,5-1,2 |
Normes d'inspection de la qualité du placage
Après le plaquage et autres traitements, les pièces haut de gamme plaquées par un service professionnel de fabrication de tôles de cuivre doivent subir un double contrôle qualité afin de garantir l'efficacité des mesures de protection :
- Contrôle d'épaisseur : Un appareil de mesure d'épaisseur à rayons X sera utilisé pour un contrôle complet de la zone afin de s'assurer de l'absence d'oxydation localisée due aux variations d'épaisseur du placage .
- Test d'adhérence : L'adhérence du revêtement est examinée par un test d'adhérence par quadrillage afin d'éviter le détachement du revêtement dû aux vibrations pendant le fonctionnement.

Figure 4 : Échantillons de cuivre avec revêtements électroplaqués sur un panneau de test, utilisés pour l'analyse de la résistance à la corrosion.
Quelles sont les tolérances qui définissent un service de fabrication de cuivre de précision qualifié ?
L'un des principes fondamentaux pour garantir un service fiable de fabrication de pièces en cuivre de précision est d' imposer des exigences strictes en matière de précision d'usinage . Cela implique de maîtriser les tolérances dimensionnelles et de position à 0,1 mm près dans le sens transversal, de garantir un espacement des trous à 0,05 mm près et de s'assurer que la déformation de planéité ne dépasse pas 0,2 mm pour 100 mm afin de répondre aux exigences des lignes d'assemblage automatisées . La précision des tolérances est un facteur clé qui distingue les prestataires de services d'usinage du cuivre de haut niveau de ceux de bas niveau.
Principales difficultés techniques liées à l'usinage de précision
Le contrôle dimensionnel du cuivre est bien plus complexe que celui de l'acier de même qualité. La fabrication de barres omnibus en cuivre sur mesure exige une très grande précision dimensionnelle . Le cuivre de haute pureté est un métal très mou qui se déforme facilement et présente un retour élastique après usinage. L'association de groupes de trous multiples et de pièces pliées en trois dimensions est susceptible d'entraîner des dépassements de tolérance, ce qui provoque des retards dans l'assemblage automatisé et une baisse du rendement .
Stratégie de contrôle de tolérance de précision
La production de barres omnibus en tôle de pointe repose sur une compréhension approfondie des processus et l'utilisation d'équipements adaptés afin de maintenir constamment un niveau de tolérance précis :
- Assistance technique : Elles sont assistées par des poinçonneuses CNC servo entièrement automatiques et des moules anti-rayures en polyuréthane sur mesure afin de réduire les erreurs de déformation provenant de la phase de traitement.
- Inspection en temps réel : grâce à une machine à mesurer tridimensionnelle permettant une inspection en boucle fermée tout au long du processus, les pièces défectueuses sont éliminées en temps réel .
- Étalonnage standardisé : L’étalonnage de l’équipement est effectué avant chaque lot de traitement afin de garantir le même niveau de tolérance d’un lot à l’autre.
Comment la fabrication basée sur la conception (DFM) permet-elle de réduire les coûts dans les services de fabrication de barres omnibus sur mesure ?
Un service de fabrication de barres omnibus sur mesure et de haute qualité peut contribuer à une restructuration efficace de vos coûts dès la phase de conception. En effet, le moyen le plus efficace de réduire les coûts de traitement des barres omnibus en cuivre est d'intégrer la conception pour la fabrication (DFM) lors de la revue des plans. Ce processus permet de remplacer l'emboutissage irrégulier multi-stations par un motif normalisé, d' améliorer l'efficacité de l'agencement et d'optimiser l'utilisation des plaques de cuivre jusqu'à 88 % , ce qui réduit directement les coûts des matières premières de 15 %. La conception DFM constitue l'un des principaux moyens d'atteindre un équilibre optimal entre qualité et coût.
Principales caractéristiques de l'optimisation des dessins DFM
S’appuyant sur la riche expérience acquise dans le domaine de la fabrication de tôles de cuivre, l’optimisation préliminaire des dessins peut constituer une assurance efficace contre les problèmes liés à la production en série :
- Optimisation structurelle : Correction des conceptions absurdes telles que les trous avec une marge trop petite (généralement 2 fois l’épaisseur de la carte) et les angles de pliage très aigus par mesure de sécurité, car les déchets de traitement pourraient devenir incontrôlables.
- Optimisation de la disposition : Avec une conception de disposition standard, l'utilisation des feuilles de cuivre peut être augmentée jusqu'à plus de 88 %, éliminant ainsi totalement le gaspillage de matières premières .
- Simplification des processus : Le remplacement des structures complexes assemblées manuellement par des structures empilées mécaniquement contribue à réduire les coûts de main-d'œuvre et les erreurs d'assemblage.
Résultats de la mise en œuvre de l'optimisation des coûts
En réintégrant la fabrication standardisée de barres omnibus en tôle grâce à la méthode DFM, non seulement le coût des matières premières peut être réduit de 15 %, mais les défauts de production peuvent être contrôlés à moins de 0,5 % lors de la production en série , et le délai de production peut être raccourci de 10 %, ce qui entraîne à la fois une réduction significative des coûts et une efficacité accrue des projets d'approvisionnement multinationaux.
Pour optimiser précisément vos dessins et réduire les coûts de fabrication, soumettez-les pour recevoir gratuitement une solution d'optimisation DFM , et ainsi améliorer à la fois la qualité et la rentabilité.
Pourquoi LS Manufacturing est-elle le partenaire de choix pour la fabrication de tôles de cuivre ?
La fabrication de tôles de cuivre haut de gamme est une tâche extrêmement complexe. LS Manufacturing, grâce à son système SPC (Contrôle Statistique des Processus) interne, a continuellement amélioré son indice de capabilité (Cpk) jusqu'à 1,33. Certifiée ISO 9001 et IATF 16949 sur l'ensemble de sa chaîne de production, l'entreprise offre une expérience client optimale, depuis la conception d'échantillons gratuits jusqu'aux livraisons en grande série en toute sérénité. Un système de gestion de production rigoureux est le principal garant de la qualité des livraisons.
Système de contrôle qualité complet du processus
Le contrôle qualité en usine s'apparente à une surveillance rigoureuse de l'ensemble de la chaîne, du début à la fin. Les services experts de fabrication de tôles de cuivre reposent sur un système complet d'assurance qualité des produits finis.
- Inspection en ligne : Les processus sont équipés d'appareils de mesure de température infrarouge et de test d'impédance micro-ohmique, permettant ainsi une inspection en ligne à 100 % .
- Garantie des matières premières : Nous disposons d’un stock important de feuilles de cuivre de haute pureté. Chaque unité de matière première est certifiée MTR (rapport d’essai des matériaux), ce qui exclut l’utilisation de matériaux de qualité inférieure .
- Garantie de livraison : Possibilité d’échantillonnage et de production rapides en 48 heures sans quantité minimale de commande, utilisable respectivement pour le prototypage R&D et la production en série.
Capacité de garantie de traçabilité après-vente
Tous les produits finis sont intégrés au système ERP selon un processus de fabrication de barres omnibus personnalisées éprouvé, garantissant une traçabilité complète depuis le numéro de rouleau de matière première jusqu'à l'inspection en usine , offrant une garantie de qualité de 12 mois et résolvant complètement les problèmes liés aux risques élevés de la chaîne d'approvisionnement et aux coûts d'essais et d'erreurs pour les clients.
Étude de cas : Fabrication par LS Manufacturing de barres omnibus en cuivre sur mesure pour un client de premier plan dans l’assemblage de modules de batteries pour véhicules électriques
Dans la production de batteries haut de gamme pour énergies nouvelles , les exigences en matière de précision et de stabilité des barres omnibus en cuivre sont extrêmement strictes ; même de minuscules défauts de fabrication peuvent entraîner des problèmes de qualité pour un lot. Un projet de batterie haute tension 800 V d'un fournisseur de premier rang pour un constructeur automobile a failli être compromis car ce dernier utilisait des procédés de moindre qualité provenant d'un concurrent. Ce cas illustre parfaitement la valeur pratique considérable des barres omnibus en cuivre de précision sur mesure.
Problème du client :
Le fournisseur de premier rang de ce constructeur automobile a utilisé des barres omnibus en cuivre haute pureté C11000 de 6 mm d'épaisseur dans ses modules de batteries à semi-conducteurs haute tension de 800 V pour la production en série. Le pliage CNC ordinaire de ses concurrents ne disposait pas de la technique de compensation des contraintes de pliage FMM ( Fabrication de tôles par pliage) indispensable pour prévenir les microfissures, ce qui a entraîné la formation de microfissures intergranulaires de 0,15 mm sur la face externe des sections pliées dans certains lots de produits finis.
Les données des tests ont montré que des microfissures supérieures à 0,05 mm peuvent provoquer des points chauds lorsque le courant dépasse 320 A. Après avoir subi des milliers de tests de choc thermique, ce lot de barres omnibus en cuivre a présenté une augmentation marquée de la résistance de contact et une élévation de la température des équipements au-delà de la limite, ce qui a entraîné la destruction de l'unité de distribution d'énergie haute tension et, par conséquent, des risques de retards de projet et de réclamations.
Solution de fabrication LS :
En moins de deux heures, nous avons réagi à cette situation soudaine en lançant un mécanisme d'optimisation inverse DFM d'urgence et en refondant intégralement le processus de production.
- Du cuivre C11000 de haute pureté, testé à 100 % en termes de granulométrie, a été choisi comme matière première, et le pliage a été effectué strictement à angle droit par rapport à la direction de laminage.
- Au lieu de s'en tenir aux moules en forme de V traditionnels, un moule de pliage flexible à rouleaux personnalisé a été utilisé , ce qui a permis d'optimiser le rayon de pliage de la tôle de 6 mm à 7,5 mm et de libérer complètement les contraintes de pliage.
- Le post-traitement a été modifié pour un procédé d'électroplacage composite de nickel de 2,0 μm + étain mat de 6,5 μm , ce qui offre le double avantage de la résistance à l'oxydation et de la stabilité de la conductivité.
- Avant l'expédition, les tolérances ont été maintenues à 0,08 mm près grâce à une machine à mesurer tridimensionnelle, et chaque pièce a été mesurée en impédance avec un micro-ohmmètre afin d'atteindre une qualification d'inspection complète à 100 %.
Résultats et valeur :
Grâce à nos capacités avancées de fabrication et de livraison de pièces de tôlerie haut de gamme, nous avons pu livrer des échantillons de référence en 72 heures. Les produits finis ont subi 1 500 cycles de tests de choc thermique extrême et n'ont présenté aucun défaut à l'examen microscopique, ainsi qu'une résistance de contact stable . Le projet a permis d'éliminer totalement le risque d'emballement thermique et de respecter le calendrier de démarrage de la production avec deux semaines d'avance.
Nous avons été promus au niveau de fournisseur principal de catégorie A, ce qui nous assure une commande à long terme de 250 000 pièces par an et démontre parfaitement l’application de la valeur fondamentale de la technologie avancée des barres omnibus en cuivre.
Pour éviter les crises de qualité liées à la production de masse et répondre aux normes strictes des constructeurs automobiles, vous pouvez consulter davantage d'études de cas sur la mise en œuvre de barres omnibus en cuivre pour les nouvelles énergies et vous référer à des solutions personnalisées éprouvées.

FAQ
Q1 : Quel est le rayon de courbure minimal pour les feuilles de cuivre standard C11000 ?
Pour garantir l'absence totale de microfissures intergranulaires et d'altération de la conductivité électrique, le rayon de courbure interne minimal R du cuivre pur C11000 doit être supérieur ou égal à 1,0 à 1,2 fois l'épaisseur du matériau . Ce critère s'applique aux épaisseurs comprises entre 1 et 10 mm et constitue une limite de sécurité largement reconnue dans la production industrielle de masse.
Q2 : Quel revêtement de surface est le meilleur pour les barres omnibus en cuivre électroniques, l'étain ou l'argent ?
Pour les applications générales de transport de courant et de protection contre l'oxydation, un étamage de 5 µm est optimal, offrant un excellent rapport qualité-prix et une bonne résistance à l'usure . Pour les applications militaires, radiofréquences et autres nécessitant une résistance ultra-faible, il convient d'utiliser un plaquage argent, permettant de réduire la résistance de contact du système à 10 µΩ.
Q3 : Quelles tolérances de fabrication linéaires LS Manufacturing peut-elle atteindre pour la fabrication du cuivre ?
En utilisant une combinaison de machines CNC de haute précision et de dispositifs sur mesure, nous sommes en mesure de maintenir de manière constante les tolérances de forme et de position des barres omnibus en cuivre de 1 à 10 mm à moins de 0,1 mm , et en même temps de maintenir avec précision la tolérance de distance centre à centre des trous principaux à 0,05 mm, ce qui peut répondre aux exigences de l'assemblage automatisé de précision.
Q4 : Pourquoi ma pièce en tôle de cuivre présente-t-elle des marques de chaleur décolorées après la découpe au laser ?
La réflectivité lumineuse et la conductivité thermique élevées du cuivre pur entraînent la formation de larges zones affectées thermiquement, puis une oxydation et une décoloration après une découpe laser classique. Nos procédés de découpe au laser à fibre et au jet d'eau permettent d'éliminer complètement les dommages liés aux contraintes thermiques et les marques de brûlure .
Q5 : LS Manufacturing propose-t-il des analyses d’ingénierie DFM automatisées et gratuites avant l’établissement d’un devis ?
Nos ingénieurs expérimentés analysent les dessins CAO transmis par nos clients et y répondent généralement sous 24 heures maximum. Nous générons des rapports DFM gratuits et calculons même les coûts de production à partir des fichiers STEP et DXF, permettant ainsi à nos clients d' obtenir rapidement un devis fiable pour la production en série. Ces rapports examinent tous les aspects de l'optimisation de la fabricabilité et proposent des solutions telles que la compensation du pliage, l'optimisation de l'agencement et la maîtrise des coûts.
Q6 : Comment garantissez-vous que la pureté du cuivre brut répond aux normes électriques de l'industrie ?
Chaque lot de matériaux en cuivre est accompagné d'un certificat de matériau MTR original du fabricant, attestant d'une teneur en cuivre de 99,90 %. L'usine est équipée de conductimètres à courants de Foucault pour effectuer des contrôles aléatoires afin de garantir que la conductivité des produits finis reste constamment supérieure à 101 % IACS et conforme aux normes de l'industrie électrique.
Q7 : Quelle est votre quantité minimale de commande pour les services de fabrication de barres omnibus sur mesure ?
Nous souhaitons faciliter le développement des projets clients et les essais et erreurs, c'est pourquoi nous n'imposons aucune quantité minimale de commande . Un seul échantillon de notre processus de fabrication standard, conforme aux normes automobiles, suffit amplement pour répondre aux besoins de prototypage en petites séries comme pour la production en grande série.
Q8 : Quelle est la période de garantie et l'historique de traçabilité de vos pièces électriques en cuivre fabriquées ?
Nous garantissons officiellement toutes nos pièces en tôle de cuivre et nos barres omnibus en cuivre pendant 12 mois. Chaque lot de production est enregistré dans notre système ERP afin d'assurer une traçabilité complète , depuis le numéro de bobine de matière première jusqu'aux données de tests en usine . Ce système a été mis en place pour protéger nos droits après-vente.
Résumé
Dans les applications liées aux énergies nouvelles et au transport et à la distribution d'énergie à haute densité, les barres omnibus en cuivre constituent des composants essentiels qui intègrent de multiples technologies. Malheureusement, même de légères variations dans la composition du matériau, le traitement de surface par pliage et les tolérances peuvent engendrer des problèmes de sécurité sous courant élevé. Les exigences de sécurité et d'efficacité énergétique des équipements de pointe ne peuvent plus être satisfaites de manière satisfaisante par les méthodes d'usinage traditionnelles et rudimentaires.
Grâce à l'utilisation de processus de contrôle de fabrication de tôles de cuivre standardisés et basés sur les données, nous sommes capables de fabriquer des barres omnibus en cuivre de précision à faible résistance, sans défaut et très durables , ce qui est une condition préalable au fonctionnement stable de divers équipements électriques haut de gamme.
Un traitement inadéquat des barres omnibus en cuivre peut rapidement engendrer des risques pour la sécurité des équipements. Fournisseur de premier rang pour les constructeurs automobiles, LS Manufacturing propose un service clé en main et personnalisé pour les barres omnibus en cuivre : sélection du cuivre, optimisation DFM, usinage de précision, protection par électroplacage et garantie après-vente. Ce service convient aussi bien au prototypage R&D qu'à la production en série. Téléchargez vos dessins 3D et recevez une évaluation technique et un devis de production en série de la part d'un ingénieur sous 24 heures !
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.lsrpf.com 
