
Die Bearbeitung von Kupferblechen spielt eine entscheidende Rolle bei der präzisen Formgebung dicker Kupferstromschienen, die in Anwendungen mit hohen Strömen eingesetzt werden. Sie ist einer der Hauptfaktoren für die Betriebssicherheit und die Effizienz der Energieübertragung von Geräten wie Hochvolt-Akkus für Elektrofahrzeuge und Stromverteilerschränken in Rechenzentren. Hochreines Kupfer leitet Strom sehr gut, ist aber aufgrund seiner extremen Duktilität und Kaltverfestigung anfällig für Defekte (wie Mikrorisse und Oberflächenkratzer) bei der üblichen Bearbeitung.
Herkömmliche Verarbeitungsmethoden können die geforderten Maß- und Positionstoleranzen von 0,1 mm in Verbindung mit niedrigen Kontaktwiderständen nicht einhalten, ohne dass es zu Überhitzung der Anlagen und Widerstandsspitzen kommt . In diesem Artikel beleuchten wir den Herstellungsprozess von Kupfersammelschienen detailliert – von der Auswahl des Kupfermaterials über die Optimierung des Biegeprozesses bis hin zur Oberflächengalvanisierung. Wir erörtern außerdem die technischen Herausforderungen und Komplettlösungen für die Präzisionsfertigung von Kupfersammelschienen.

Kurzer Überblick über die wichtigsten Parameter bei der Herstellung von Kupfersammelschienen für hohe Ströme
Es fasst die wichtigsten technischen Kennzahlen, die Materialauswahl, die Fertigungsprozesse und die Qualitätsprüfungsstandards für die Herstellung von Präzisionskupfersammelschienen zusammen, damit die Ingenieure ein klares Verständnis und eine Einprägung der wichtigsten Indikatoren erhalten und Fehler in Konstruktion und Prozessen vermeiden können.
| Prozessdimensionen | Kernparameterstandards | Anwendbare Szenarien | Technischer Wert |
| Materialauswahl | C11000 (≥99,90 % Kupfer), C10200 Sauerstofffreies Kupfer | Geeignet für konventionelle Stromführung, Vakuum und Hochtemperaturbetrieb . | Gewährleistet eine Leitfähigkeit von ≥100 %. IACS, wodurch das Risiko der Wasserstoffversprödung ausgeschlossen wird. |
| Biegen Umformen | Biegeradius R=1,0T-1,5T, Biegung senkrecht zur Walzrichtung. | Alle Biegeverfahren für reines Kupferblech. | Erreicht einen vollständigen Verlust der Leitfähigkeit und eliminiert Mikrorisse. |
| Oberflächenrauheitskontrolle | Rauheit Ra 1,6–3,2 μm, Beschichtung ≥ 5 μm | Geeignet für Hochspannungs- und Hochstrom-Anschlussschnittstellen. | Der Kontaktwiderstand liegt stabil unter 15μΩ. |
| Präzisions-Maßtoleranzen | Geometrische Toleranz ±0,1 mm, Lochabstand ±0,05 mm | Geeignet für automatisierte Montagelinien. | Geeignet für die Massenproduktion, wodurch die Montagefehlerrate reduziert wird. |
| Korrosionsschutz durch Galvanisierung | Einhaltung des 48-Stunden-Salzsprühtests (neutral) , Nickelbasis-Silberplattierung ≥3 μm | Geeignet für Anlagen, die in feuchter und heißer Umgebung betrieben werden. | Verhindert vollständig die Oxidation von Kupfersammelschienen und die elektrochemische Korrosion. |
Wichtigste Erkenntnisse
- Logik der Materialauswahl: Wichtige stromführende Kernbauteile bestehen in der Regel aus robustem Kupfer C11000 mit einem Kupfergehalt von 99,90 % oder höher. Für Vakuumumgebungen mit sehr hoher Hermetizität ist speziell hergestelltes sauerstofffreies Kupfer C10200 erforderlich, um das Risiko einer Wasserstoffversprödung bei hohen Temperaturen vollständig auszuschließen.
- Biegenorm: Der Biegeradius R sollte das 1,0- bis 1,5-fache der Dicke T (R 1,0T) des reinen Kupfers betragen, und die Biegelinie sollte streng senkrecht zur Walzrichtung verlaufen, um sicherzustellen, dass es beim Biegen zu keinen Leitfähigkeitsverlusten kommt.
- Standard für Kontaktflächen: Die Oberflächenrauheit hochwertiger elektrischer Kontaktflächen sollte im Bereich von Ra 1,6 μm bis Ra 3,2 μm liegen. Durch lokale Verzinnungs- oder Versilberungsprozesse mit einer Dicke von 5 μm kann der Systemkontaktwiderstand auf unter 15 μΩ reduziert werden.
Warum sollten Sie sich für LS Manufacturing entscheiden, wenn es um hochleitfähige Stromschienen mit Kupferblechbearbeitungsservice geht?
Zur Unterstützung der präzisen Kupfersammelschienenfertigung wurden standardisierte Prozesskontrollen und Messdaten eingesetzt, die die elektrischen Leistungsmängel herkömmlicher Verarbeitungsmethoden übertreffen und den hohen industriellen Fertigungsstandards entsprechen können.
Daten aus dem Betrieb von Kupfersammelschienen mit hohen Strömen zeigen, dass 18 % der nach traditionellen Verfahren hergestellten Kupfersammelschienen Defekte wie Mikrorisse aufweisen und einen hohen Kontaktwiderstand besitzen . Sie erfüllen somit nicht die Anforderungen der Norm IEC 60287 hinsichtlich der Stromtragfähigkeit. Aufgrund der Kaltverfestigung ist hochreines Kupfer sehr anfällig für Defekte, und ein typisches Werk ohne Prozesskompensationsmechanismen kann die Anforderungen an den Langzeitbetrieb von Hochspannungsanlagen der neuen Energieerzeugung nicht erfüllen .
Die industrielle Fertigung hat gezeigt, dass 90 % der Fälle von thermischem Durchgehen in Kupferstromschienen auf unzureichende Prozessparameter zurückzuführen sind. Unser nach ISO 9001 zertifizierter Verarbeitungsservice setzt eine statistische Prozesskontrolle (SPC) ein, die einen stabilen Cpk-Wert von 1,33 erreicht. Dadurch werden Fehler von vornherein vermieden und gleichzeitig die elektrische Stabilität und mechanische Robustheit der Kupferstromschienen sichergestellt.
Folge der Fertigung hochwertiger Präzisions-Kupfersammelschienen: weniger Geräteausfälle, längere Lebensdauer der Teile und geringere Kosten für die anschließende Wartung und Nachbearbeitung.
Um die Qualitätsunterschiede bei der Fertigung von Präzisions-Kupfer-Busbars intuitiv zu verstehen, können Sie das Whitepaper zum Prozessvergleich kostenlos herunterladen, um die Kernunterschiede zwischen gewöhnlicher Fertigung und Kupferblechfertigung auf Benchmark-Niveau schnell zu erkennen.
Warum sollte man sich für die Fertigung kundenspezifischer Kupfersammelschienen für EV-Batteriesysteme entscheiden?
Die Fertigung kundenspezifischer Kupfersammelschienen ermöglicht eine präzise Anpassung an den begrenzten Innenraum von Hochvolt-Akkus in Elektrofahrzeugen. Durch die optimierte Formgebung wird der elektrische Widerstand des Systems (20 µΩ) gesenkt und gleichzeitig die Wärmeableitungseffizienz sowie die Stromtragfähigkeit im Vergleich zu herkömmlichen Kabeln um 40 % verbessert . Dieses Kapitel verdeutlicht quantitativ die Vorteile kundenspezifischer Kupfersammelschienen im Hochvolt-Stromverteilungssystem von Elektrofahrzeugen und erläutert, wie das neue Design die Sicherheit und Energieeffizienz der Akkus erhöht.
Leistungsunterschiede zwischen herkömmlichen Kabeln und kundenspezifischen Kupfersammelschienen
Die Lebensdauer des Akkus hängt von der Leistungsfähigkeit der Fahrzeugelektronik ab. Kupfersammelschienen werden ausschließlich mittels Kupferblechbearbeitung hergestellt und bringen in dreierlei Hinsicht wesentliche Veränderungen mit sich:
- Optimale Querschnittsnutzung: Durch die Fertigung kundenspezifischer Kupfersammelschienen kann der Querschnitt exakt an den des Batteriepacks angepasst werden. Dadurch wird der Einsatz unnötiger Kabelbäume reduziert und die Raumausnutzung um über 35 % erhöht.
- Kontrolle des Wärmeverlusts: Die Kupfersammelschienen sind starr, daher sind ihre Widerstandsverluste (IR) sehr gering. Dadurch lassen sich Kabellockerungen und Kontaktprobleme selbst bei hochfrequenten Vibrationen vermeiden.
- Wärmeableitungsfähigkeit: Kupferschienen sind flach und bieten daher eine große Wärmeableitungsfläche. Aus diesem Grund ist der Temperaturanstieg bei hohem und lang anhaltendem Stromfluss im Vergleich zu herkömmlichen mehradrigen Kabeln deutlich geringer .
Die Logik hinter der erhöhten elektrischen Sicherheit von kundenspezifischen Kupfersammelschienen
Die Reinheit und Maßgenauigkeit leitfähiger Batterieverbinder sind entscheidend für die Sicherheit. Bauteile aus hochreinem elektrischem Kupfer weisen minimale Verunreinigungen und eine stabile Leitfähigkeit auf, wodurch ein plötzlicher Widerstandsanstieg bei Langzeitbetrieb verhindert wird. Kundenspezifische Formgebungsverfahren können durch Biegen und Stanzen Defekte verursachen. Mithilfe solcher kundenspezifischer Verfahren lässt sich jedoch die Stabilität von Hochvolt-Akkupacks über 1000 Lade-Entlade-Zyklen erreichen und gleichzeitig die Entwicklungsanforderungen leichter und hochenergetischer Elektrofahrzeuge erfüllen.
Um die Kosten für die Massenproduktion von kundenspezifischen Kupfersammelschienen genau zu berechnen, reichen Sie Ihre Zeichnungen für einen kostenlosen Kostenvoranschlag ein und erhalten Sie eine individuelle Lösung für die Fertigung von Kupfersammelschienen für EV-Batteriesysteme.
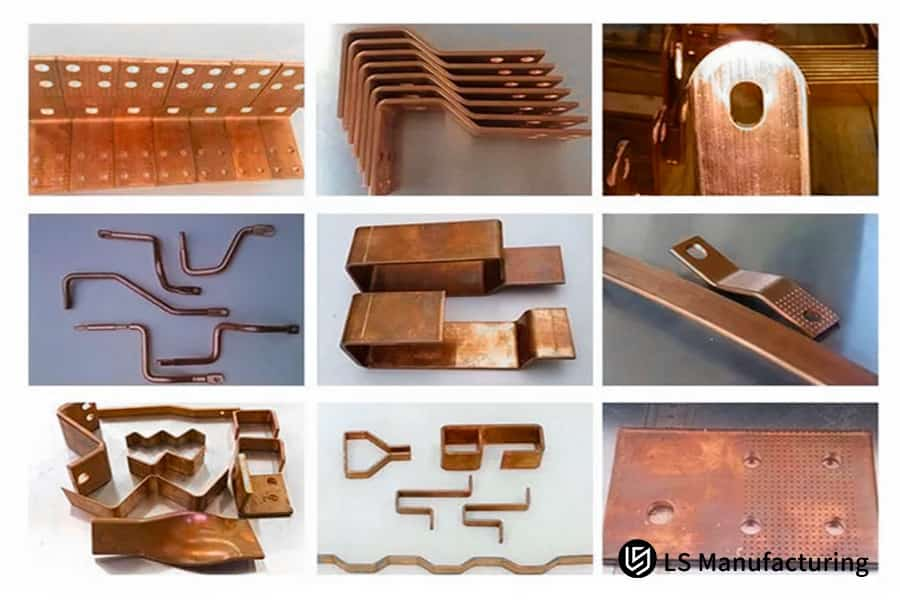
Abbildung 1: Kupferschienen mit scharfen Biegungen und Schraubenlöchern, gefertigt für elektrische Verbindungen und Montage.
Wie wählt man hochreine Kupferverarbeitungsmaterialien für optimale Leitfähigkeit aus?
Die Verarbeitung elektrischer Bauteile mit hochleitfähigem und hochreinem Kupfer erfordert eine strenge Klassifizierung nach Güteklassen: C11000 (ETP) ist die am häufigsten verwendete Kupfersorte für konventionelle Stromleitungen dank ihrer extrem hohen Leitfähigkeit von 100 % IACS, während sauerstofffreies Kupfer (C10200 (OF)) mit einem Sauerstoffgehalt von unter 0,001 % als Standardmaterial dient, um Wasserstoffversprödung beim Hochtemperaturschweißen zu vermeiden . Dieser Artikel bietet Ingenieuren eine umfassende Materialauswahl zur Festlegung der spezifischen Widerstandsgrenze.
Vergleich der Leistungsparameter gängiger hochreiner Kupfermaterialien
Die Parameter der leitfähigen Rohmaterialien bestimmen die Leistung des Endprodukts. Ein hochwertiges elektrisches Kupferbauteil erfordert eine präzise Abstimmung auf die Betriebsbedingungen. Die wichtigsten Kennwerte verschiedener Kupfermaterialien sind:
| Kupferqualität | Leitfähigkeit (IACS%) | Zugfestigkeit (MPa) | Sauerstoffgehalt (%) | Anwendbare Betriebsbedingungen |
| C11000 | ≥100% | 220-280 | ≤0,03 | Konventionelle Hochspannungs-Stromführungsszenarien |
| C10200 | ≥102% | 240-320 | ≤0,001 | Hochtemperatur-Vakuumschweißszenarien |
| C12200 | ≥95% | 210-290 | ≤0,01 | Allgemeine elektrische Bauteile für niedrige Ströme |
| Gewöhnliches Kupfer | ≤90% | 190-250 | ≥0,05 | Nichtpräzisions-Elektrozubehör für den zivilen Bereich |
Methoden zur Qualitätsprüfung und zum Screening von Rohmaterialien
Die Materialqualitätsprüfung ist ein wichtiger Bestandteil der Materialauswahl, wobei die professionelle Präzisionsverarbeitung von Kupfer eine entscheidende Rolle spielt. Unser Service hilft, Leitfähigkeitsprobleme durch folgende Schritte zu vermeiden:
- Materialprüfung: Käufer von hochreinen Kupferverarbeitungsmaterialien sollten stets das MTR-Materialzertifikat (Medium to Rate) prüfen lassen, um sicherzustellen, dass die Gesamtmenge an Verunreinigungen wie Phosphor und Arsen weniger als 0,005 % beträgt, da sonst kein Leitfähigkeitsverlust auftreten würde.
- Vor-Ort-Produktqualitätsprüfung: Mithilfe eines Wirbelstromleitfähigkeitsmessgeräts werden stichprobenartig Proben entnommen, um zu prüfen, ob die Leitfähigkeit des fertigen Produkts den Normen entspricht und um chargenweise Qualitätsmängel zu vermeiden .
- Prüfung der Faserrichtung : Wir prüfen, ob die Faserrichtung des gewalzten Kupfermaterials einheitlich ist, um das Risiko von Verformungen während der weiteren Stanz- und Biegeprozesse auszuschließen.
Ein umfassendes System zur Materialauswahl und -prüfung kann elektrische Leistungseinbußen in über 90 % der Rohmaterialphase aufdecken. Um Leistungsrisiken durch Fehlentscheidungen bei der Materialauswahl zu vermeiden, bieten wir Ihnen eine kostenlose, individuelle Beratung zur Materialauswahl an. Dabei können Sie auf unseren präzisen Kupferverarbeitungsservice zurückgreifen, um die optimale Kupferqualität zu ermitteln.
Wie verhindert die Kupferblechbearbeitung die Entstehung von Mikrorissen bei starker Biegung?
Die grundlegende Methode zur Vermeidung von Mikrorissen beim Biegen von Reinkupferblechen besteht in der fachgerechten Steuerung des Biegeprozesses. Dies umfasst im Wesentlichen die Einhaltung eines bestimmten inneren Biegeradius (R ≥ 1,2T) und die Ausrichtung der Biegelinie im 90°-Winkel zur Walzrichtung des Kupferblechs .
Diese Maßnahmen zielen darauf ab, Spannungskonzentrationen, die durch lokale Biegung entstehen, abzubauen. Mikrorisse stellen eine oft übersehene Qualitätsgefahr bei Hochspannungs-Kupferschienen dar, die direkt zu Hotspots und thermischen Durchgehausfällen führt.
Grundlegende Gründe für Mikrorisse bei Biegung
Die Kaltverfestigungseigenschaften von Kupfer beim Biegen sind die Hauptursache für Defekte. Standardisierte Verfahren zur Bearbeitung von Kupferblechen können solche Verarbeitungsprobleme deutlich reduzieren. Hochreines Kupfer ist sehr duktil. Daher kommt es bei mehreren Biegestationen zu Spannungskonzentrationen in der äußeren Streckzone.
Herkömmliche Formen verfügen nicht über einen Spannungsausgleich und können daher interkristalline Mikrorisse verursachen, die kaum sichtbar sind. Erfahrungsgemäß kann die Mikrorissrate bei einem konventionellen Biegeprozess von 3 mm dicken Reinkupferblechen bis zu 65 % betragen.
Eine rissfreie Lösung in Industriequalität
Zusätzlich sorgen verbesserte Parameter für die Blechbearbeitung und Standardprozessparameter dafür, dass Defekte bei Kupfermaterialien unterschiedlicher Dicke vollständig ausgeschlossen werden:
- Formanpassung: Für 5 mm dicke Kupfermaterialien wird eine passende Oberform mit einem Durchmesser von R=6 mm verwendet, während für 6 mm dicke Kupfermaterialien eine Walzenform mit einem Durchmesser von R=7,5 mm zum Einsatz kommt, um Spannungsspitzen zu vermeiden .
- Parameterkompensation: Die Biegekompensation erfolgt mit einer einzigen Formel: Kompensationswinkel = Grundrückfederungswert + 0,08 Materialdicke , was das genaue Maß ist, um die Rückfederungsverformung des Kupfermaterials auszugleichen.
- Qualitätsprüfung: Zur Erkennung versteckter Mikrorisse und zur Vermeidung von Betriebsstörungen werden zwei Methoden eingesetzt: ein 50-fach optisches Mikroskop und eine Infrarot-Wärmebildkamera.
Durch dieses maßgeschneiderte Biegeverfahren wird ein stabiler Betrieb der Kupfersammelschiene ohne Temperaturanstieg und ohne Risse an den Biegestellen auch unter hohen Strombedingungen gewährleistet.
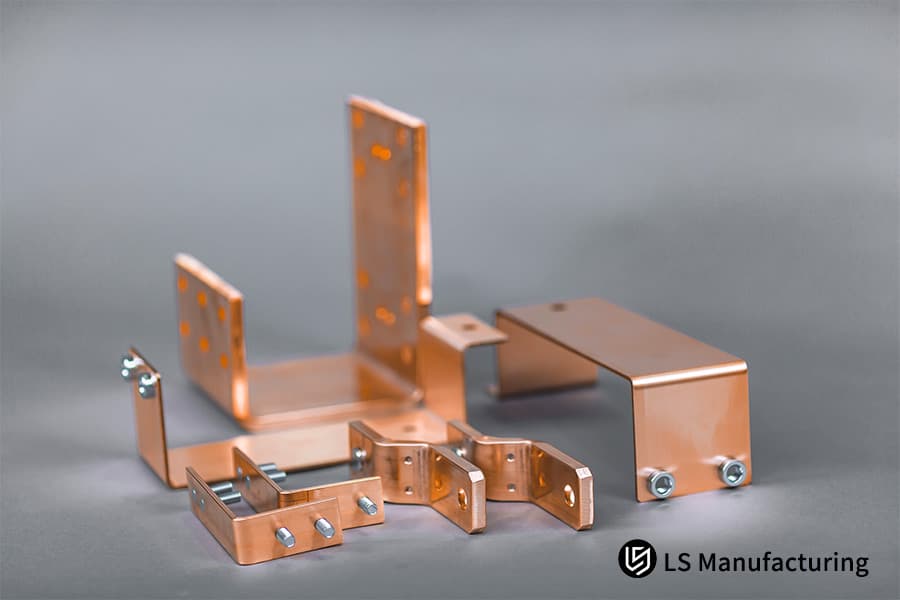
Abbildung 2: Nahaufnahme eines Kupferblechs während eines Biegeversuchs unter scharfem Winkel; die Kurven verlaufen glatt und es sind keine Risse zu erkennen.
Wie kann bei der Herstellung von Blechsammelschienen der Kontaktwiderstand an den Schnittstellen minimiert werden?
Eines der wichtigsten Qualitätskriterien bei der Herstellung von Blechstromschienen ist die präzise Überwachung der elektrischen Kontaktflächenimpedanz. Dies lässt sich nur durch exakte Kontrolle der Oberflächenrauheit der Stanz- und Kontaktflächen im Bereich von Ra 1,6 µm bis Ra 3,2 µm erreichen. Eine zu geringe oder zu hohe Kontaktflächenrauheit führt zu einer Verringerung der effektiven Kontaktfläche (A-Punkte) und damit zu einem starken Anstieg des lokalen Widerstands . Präzise Oberflächenbearbeitung und Stanzvorgänge sind daher entscheidend für die Reduzierung des Kontaktwiderstands.
Wie Oberflächenfehler den Widerstand beeinflussen
Das Vorhandensein kleiner Metallfragmente (Grate) und die Verformung von Ecken an der Kontaktfläche der Kupfersammelschiene tragen wesentlich zum Widerstandsanstieg bei . Solche Probleme lassen sich durch Polieren der Blechbearbeitung vermeiden. Der Langzeitbetrieb mit Strom, wenn nach dem Stanzen Blasen von mehr als 0,05 mm vorhanden sind, führt zu einer Verschlechterung der Bauteilsteifigkeit, Impedanzänderungen von über 300 % und schließlich zu lokaler Erwärmung des Geräts.
Präzisions-Kupferverarbeitung mit reduzierter Impedanz
Durch mehrstufige Prozesskontrolle gewährleistet ein zuverlässiger Präzisionsfertigungsservice für Kupfer die Einhaltung niedrigster Impedanzstandards und beseitigt so das Problem des Kontaktwiderstands von Kupfersammelschienen vollständig:
- Ebenheitskorrektur: Durch den Einsatz einer Präzisionsnivellierungstechnik wird die Ebenheitsabweichung der Kupfersammelschiene auf 0,2 mm pro 100 mm begrenzt , wodurch eine einwandfreie Passform gewährleistet wird.
- Präzisionsstanzverfahren: Durch die Verwendung von Anti-Verformungs-Buchsen mit einer strengen Grenze für die durchschnittliche Grathöhe von 0,05 mm werden Grate und Eckeneinbrüche im Bereich der Löcher, die normalerweise beim Stanzen entstehen, vollständig beseitigt.
- Oberflächenpolierbehandlung: Die genaue Kontrolle des Rauheitsbereichs führt zur Maximierung der effektiven Kontaktfläche, weshalb der Kontaktwiderstand bei 15μΩ stabil gehalten wird .

Abbildung 3: Mehrlagige Kupfersammelschienen mit isolierenden Abstandshaltern optimieren den elektrischen Kontakt, um den Widerstand zu minimieren.
Wie lässt sich die ideale Schichtdicke bestimmen, um Kupferoxidation zu verhindern?
Eine sachgemäße Oberflächenbehandlung ist unerlässlich für die Herstellung hochwertiger elektrischer Kupferbauteile . In der Industrie werden freiliegende, oxidierte und elektrochemisch korrodierte Kupferschienen üblicherweise mit einer 5 µm dicken, matten Zinn- oder Nickel-basierten Silberschicht (3 µm Silber) beschichtet. Die Qualität der Beschichtung wird vor Produktionsbeginn mit einem gründlichen 48-stündigen Salzsprühtest unter neutralen Bedingungen geprüft. Die Schichtdicke und das gewählte Verfahren sind entscheidend für die Langzeitstabilität der Kupferschienen.
Gängige Galvanisierungsverfahren und ihre Anwendungen
Der Korrosionsschutz von Kupferoberflächen muss auf die jeweilige Einsatzumgebung abgestimmt sein. Hochreine Kupferprodukte erfordern eine bessere Beschichtungsverträglichkeit. Unterschiedliche Beschichtungsschichten weisen zudem sehr unterschiedliche Leistungseigenschaften auf.
| Galvanisierungsverfahren | Schichtdicke | Salzsprühbeständigkeit | Anwendbare Betriebsbedingungen | Preisspanne (USD/Stück) |
| Matte Zinnbeschichtung | ≥5μm | Abschluss innerhalb von 48 Stunden | Konventionelle stromführende Geräte bei Raumtemperatur | 0,8-2,5 |
| Nickelbasierte Silberplattierung | Nickel 2 μm + Silber 3 μm | Abschluss nach 96 Stunden | Betriebsbedingungen: Hohe Frequenz, hoher Strom, hohe Temperatur | 2,8-6,5 |
| Gewöhnliche helle Zinnplattierung | 3-4 μm | Abschluss innerhalb von 24 Stunden | Zivile Bauteile mit geringer Strombelastbarkeit | 0,5-1,2 |
Prüfstandards für die Beschichtungsqualität
Nach der Beschichtung und weiteren Bearbeitungsschritten müssen hochwertige Teile, die durch professionelle Kupferblechbearbeitungsdienstleistungen beschichtet wurden, einer doppelten Qualitätsprüfung unterzogen werden, um die Wirksamkeit der Schutzmaßnahmen zu gewährleisten:
- Dickenprüfung: Zur Überprüfung der gesamten Fläche wird ein Röntgendickenmessgerät eingesetzt, um sicherzustellen, dass keine lokale Oxidation aufgrund von Schwankungen der Beschichtungsdicke auftritt .
- Haftungsprüfung: Die Haftung der Beschichtung wird mittels eines Gitterschnitt-Haftungstests geprüft, um ein Ablösen der Beschichtung durch Vibrationen während des Betriebs zu vermeiden.

Abbildung 4: Kupferproben mit galvanisch abgeschiedenen Beschichtungen auf einer Testplatte, die für Korrosionsbeständigkeitsanalysen verwendet wurden.
Welche Toleranzen definieren einen qualifizierten Präzisions-Kupferfertigungsdienstleister?
Eine der Grundvoraussetzungen für einen zuverlässigen Präzisionsfertigungsservice für Kupfer ist die Einhaltung strenger Anforderungen an die Präzision der Kupferbearbeitung . Dies beinhaltet die Kontrolle von Maß- und Positionstoleranzen innerhalb von 0,1 mm in Querrichtung, die Sicherstellung einer Lochabstandstoleranz von 0,05 mm und die Begrenzung der Ebenheitsverformung auf maximal 0,2 mm pro 100 mm, um die Anforderungen der automatisierten Montagelinie zu erfüllen . Präzision bei den Toleranzen ist einer der Schlüsselfaktoren, der leistungsstarke von weniger leistungsstarken Anbietern von Kupferbearbeitungsdienstleistungen unterscheidet.
Wichtigste technische Schwierigkeiten bei der Präzisionsbearbeitung
Die Maßgenauigkeit von Kupfer zu kontrollieren ist deutlich anspruchsvoller als die von Stahl gleicher Qualität. Die Fertigung kundenspezifischer Kupferstromschienen erfordert höchste Maßgenauigkeit . Hochreines Kupfer ist ein sehr weiches Metall, das sich leicht verformen und nach der Bearbeitung zurückfedern kann. Die Kombination von Mehrlochgruppen und dreidimensionalen Biegearbeiten führt mit hoher Wahrscheinlichkeit zu Toleranzüberschreitungen, was wiederum Verzögerungen in der automatisierten Montage und eine geringere Ausbeute zur Folge hat .
Strategie zur Kontrolle von Präzisionstoleranzen
Die führende Fertigung von Stromschienen aus Blech basiert auf einem gründlichen Verständnis der Prozesse und dem Einsatz der richtigen Ausrüstung, um ein präzises Toleranzniveau konstant einzuhalten:
- Ausrüstungsunterstützung: Unterstützt werden sie durch vollautomatische Servo-CNC-Stanzmaschinen und kundenspezifische Polyurethan-Antikratzformen, um Verformungsfehler am Ende der Bearbeitung zu reduzieren.
- Echtzeitprüfung: Durch den Einsatz einer Drei-Koordinaten-Messmaschine für die geschlossene Regelkreisprüfung während des gesamten Prozesses werden fehlerhafte Werkstücke in Echtzeit aussortiert .
- Standardisierte Kalibrierung: Die Kalibrierung der Geräte erfolgt jedes Mal vor Beginn eines Verarbeitungsvorgangs, um bei verschiedenen Chargen das gleiche Toleranzniveau zu gewährleisten.
Wie senkt DFM die Kosten bei der kundenspezifischen Stromschienenfertigung?
Ein hochwertiger , kundenspezifischer Stromschienenfertigungsservice kann bereits ab der Zeichnungsphase zu einer kosteneffizienten Restrukturierung beitragen. Tatsächlich ist die Integration von Design for Manufacturability (DFM) in die Zeichnungsprüfung das effektivste Mittel zur Senkung der Verarbeitungskosten von Kupferstromschienen. Durch diesen Prozess wird das unregelmäßige Stanzverfahren mit mehreren Stationen in ein standardisiertes Muster umgewandelt, die Layout-Effizienz verbessert und eine höhere Kupferplattenausnutzung von 88 % erreicht , wodurch die Rohmaterialkosten direkt um 15 % sinken. DFM-Design ist somit einer der wichtigsten Wege, um ein optimales Verhältnis zwischen Qualität und Kosten zu erzielen.
Hauptmerkmale der DFM-Zeichnungsoptimierung
Durch die Nutzung der umfangreichen Erfahrung in der Kupferblechverarbeitungstechnologie kann die Optimierung der Vorzeichnungen wirksam als Absicherung gegen Probleme dienen, die bei der Massenproduktion auftreten:
- Strukturoptimierung: Unsinnige Konstruktionen wie Löcher mit zu geringem Rand (in der Regel das Zweifache der Plattendicke) und sehr scharfe Biegewinkel werden korrigiert, um sicherzugehen, dass der Verarbeitungsabfall nicht mehr kontrollierbar ist.
- Layoutoptimierung: Mit einer Standardausgabe des Layoutdesigns kann die Kupferblechnutzung auf über 88 % gesteigert werden, wodurch Rohmaterialverschwendung vollständig vermieden wird .
- Prozessvereinfachung: Der Ersatz von manuell montierten, komplizierten Strukturen durch mechanisch gestapelte Strukturen trägt zur Reduzierung der Arbeitskosten und Montagefehler bei.
Ergebnisse der Kostenoptimierung
Durch die Rückführung der standardisierten Blechstromschienenfertigung mit DFM können nicht nur die Rohmaterialkosten um 15 % gesenkt, sondern auch die Produktionsfehlerquote bei der Massenproduktion auf unter 0,5 % begrenzt und die Produktionsvorlaufzeit um 10 % verkürzt werden, was sowohl zu einer signifikanten Kostenreduzierung als auch zu einer gesteigerten Effizienz multinationaler Beschaffungsprojekte führt.
Um Zeichnungen präzise zu optimieren und die Fertigungskosten zu senken, reichen Sie Ihre Zeichnungen ein und erhalten Sie eine kostenlose DFM-Optimierungslösung , die eine doppelte Verbesserung von Qualität und Kosteneffizienz ermöglicht.
Warum ist LS Manufacturing der führende Partner für die Verarbeitung von Kupferblech?
Die Fertigung hochwertiger Kupferbleche ist eine anspruchsvolle Aufgabe. LS Manufacturing hat mithilfe seines selbstentwickelten SPC-Systems (Statistische Prozesskontrolle) seinen Fähigkeitsindex (Cpk) kontinuierlich auf 1,33 verbessert. Dank der Zertifizierung nach ISO 9001 und IATF 16949 bietet das Unternehmen erstklassigen Service – von der kostenlosen Mustererstellung (DFM) bis hin zur problemlosen Lieferung großer Stückzahlen. Ein umfassendes Werksmanagementsystem bildet die Grundlage für die hohe Lieferqualität.
Vollständiges Qualitätskontrollsystem
Die Qualitätskontrolle im Werk gleicht einer sorgfältigen Überwachung der gesamten Produktionskette von Anfang bis Ende. Professionelle Kupferblechbearbeitungsdienstleistungen setzen ein umfassendes System zur Qualitätssicherung des Endprodukts voraus.
- Online-Inspektion: Die Prozesse verfügen über Infrarot-Temperaturmess- und Mikroohm-Impedanzprüfgeräte, sodass eine 100%ige Online-Inspektion durchgeführt wird .
- Rohstoffgarantie: Es ist ein großer Lagerbestand an hochreinen Kupferblechen vorhanden. Jede Rohstoffeinheit ist MTR-zertifiziert (Materialprüfbericht), wodurch die Verwendung minderwertiger Materialien ausgeschlossen ist .
- Liefergarantie: Schnelle Mustererstellung und Produktion innerhalb von 48 Stunden ohne Mindestbestellmenge möglich; geeignet für Prototypenentwicklung in Forschung und Entwicklung sowie für die Massenproduktion.
Rückverfolgbarkeitsgarantie nach dem Kauf
Alle fertigen Produkte werden auf Basis eines ausgereiften Prozesses zur Herstellung kundenspezifischer Stromschienen in das ERP-System eingepflegt. Dadurch wird eine vollständige Rückverfolgbarkeit von der Rohmaterialrollennummer bis zur Werksabnahme gewährleistet und eine 12-monatige Qualitätsgarantie angeboten. So werden die Probleme hoher Lieferkettenrisiken und der Kosten für Versuch und Irrtum für die Kunden vollständig gelöst.
Fallstudie: LS Manufacturing fertigt kundenspezifische Kupfersammelschienen für einen Tier-1-Kunden im Bereich der Montage von EV-Batteriemodulen.
In der High-End -Produktion von Batterien für neue Energien sind die Anforderungen an die Präzision und Stabilität von Kupfersammelschienen extrem hoch . Selbst kleinste Prozessfehler können zu Qualitätsproblemen in der gesamten Charge führen. Das Projekt eines Tier-1-Zulieferers für eine 800-V-Hochvoltbatterie eines Automobilherstellers wäre beinahe gescheitert, weil er die minderwertigen Fertigungsprozesse der Konkurrenz nutzte. Dieser Fall verdeutlicht eindrucksvoll, wie wertvoll kundenspezifische Präzisionskupfersammelschienen in der Praxis sind.
Problem des Kunden:
Der Tier-1-Zulieferer dieses Automobilherstellers verwendete für die Serienproduktion seiner 800-V-Hochvolt-Festkörperbatteriemodule 6 mm dicke Stromschienen aus hochreinem C11000-Kupfer. Die herkömmliche CNC-Biegetechnik der Wettbewerber wies nicht die für die Vermeidung von Mikrorissen notwendige, fehlerfreie Spannungskompensationstechnik (FMM) für Blechbiegeverfahren auf. Dies führte zur Bildung von 0,15 mm großen interkristallinen Mikrorissen an der Außenseite der gebogenen Abschnitte in Chargen fertiger Produkte.
Testergebnisse zeigten, dass Mikrorisse mit einer Größe von mehr als 0,05 mm bei Strömen über 320 A zu Hotspot-Effekten führen können. Nach Tausenden von Thermoschocktests wies diese Charge Kupfersammelschienen einen deutlichen Anstieg des Kontaktwiderstands und eine so hohe Gerätetemperatur auf , dass die Hochspannungsverteilungseinheit durchbrannte. Dies birgt das Risiko von Projektverzögerungen und Schadensersatzansprüchen.
LS-Fertigungslösung:
Innerhalb von 2 Stunden reagierten wir auf die plötzliche Situation, indem wir einen Notfall-DFM-Rückwärtsoptimierungsmechanismus einleiteten und den Produktionsprozess umfassend umgestalteten.
- Als Rohmaterial wurde hochreines Kupfer der Sorte C11000 mit 100% Korngrößenprüfung ausgewählt, und das Biegen erfolgte streng rechtwinklig zur Walzrichtung.
- Statt der altmodischen V-förmigen Formen wurde eine speziell angefertigte, flexible Walzenbiegeform eingesetzt , was zu einer Optimierung des Biegeradius des 6 mm dicken Blechs auf 7,5 mm und zur vollständigen Beseitigung der Biegespannung führte.
- Die Nachbearbeitung wurde auf ein galvanisches Kompositverfahren mit einer 2,0 μm Nickelbasis und einer 6,5 μm matten Zinnschicht umgestellt, wodurch die Vorteile von Oxidationsbeständigkeit und Leitfähigkeitsstabilität doppelt zum Tragen kommen.
- Vor dem Versand wurden die Toleranzen mithilfe einer Koordinatenmessmaschine auf 0,08 mm genau eingehalten , und jedes Teil wurde mit einem Mikroohmmeter auf seine Impedanz geprüft, um eine 100%ige Prüfqualifikation zu erreichen.
Ergebnisse und Wert:
Dank unserer fortschrittlichen Fertigungsmöglichkeiten für hochwertige Blechbearbeitung konnten wir innerhalb von 72 Stunden Referenzmuster liefern. Die fertigen Produkte wurden 1500 Zyklen extremer Temperaturwechseltests unterzogen und zeigten mikroskopisch keine Defekte sowie einen stabilen Kontaktwiderstand . Das Projekt eliminierte das Risiko eines thermischen Durchgehens vollständig und ermöglichte den Produktionsstart zwei Wochen früher als geplant.
Wir wurden zum Kernlieferanten der Klasse A befördert, was uns einen langfristigen Auftrag über 250.000 Stück pro Jahr sicherte und den Kernnutzen der fortschrittlichen Kupfersammelschienentechnologie perfekt unter Beweis stellte.
Um Qualitätskrisen in der Massenproduktion zu vermeiden und die strengen Standards der Automobilhersteller zu erfüllen, können Sie weitere Fallstudien zu neuen Implementierungen von Kupfersammelschienen für Energiesysteme einsehen und sich auf ausgereifte, kundenspezifische Lösungen beziehen.

Häufig gestellte Fragen
Frage 1: Welchen minimalen Biegeradius müssen Standard-C11000-Kupferbleche haben?
Um die vollständige Abwesenheit von interkristallinen Mikrorissen und physikalischen Beeinträchtigungen der elektrischen Leitfähigkeit zu gewährleisten, sollte der minimale innere Biegeradius R von Reinkupfer der Güteklasse C11000 mindestens das 1,0- bis 1,2-Fache der Materialdicke betragen. Dieses Kriterium gilt für Dicken von 1 bis 10 mm und ist ein allgemein anerkannter Sicherheitsgrenzwert in der industriellen Massenproduktion.
Frage 2: Welche Oberflächenbeschichtung ist besser für elektronische Kupfersammelschienen, Zinn oder Silber?
Für allgemeine Stromleitungs- und Oxidationsschutzanwendungen ist eine 5 µm dicke Zinnbeschichtung die beste Wahl, da sie ein hohes Preis-Leistungs-Verhältnis und eine gute Verschleißfestigkeit bietet . Bei militärischen Anwendungen, Hochfrequenzanwendungen und anderen Anwendungen, die extrem niedrige Widerstände erfordern, sollte eine Silberbeschichtung verwendet werden, wodurch der Kontaktwiderstand des Systems auf bis zu 10 µΩ reduziert werden kann.
Frage 3: Welche linearen Fertigungstoleranzen kann LS Manufacturing bei der Kupferverarbeitung erreichen?
Durch den Einsatz einer Kombination aus hochpräzisen CNC-Maschinen und kundenspezifischen Vorrichtungen können wir die Form- und Positionstoleranzen der Kupfersammelschienen von 1-10 mm konstant innerhalb von 0,1 mm halten und gleichzeitig die Mittenabstandstoleranz der Hauptbohrungen genau auf 0,05 mm einhalten, was den Anforderungen der automatisierten Präzisionsmontage gerecht wird.
Frage 4: Warum weist mein Kupferblechbauteil nach dem Laserschneiden verfärbte Hitzespuren auf?
Die hohe Lichtreflexion und Wärmeleitfähigkeit von Reinkupfer führen nach dem herkömmlichen Laserschneiden zu großen Wärmeeinflusszonen und in der Folge zu Oxidation und Verfärbung. Unsere Faserlaser- und Wasserstrahlschneidverfahren minimieren thermische Spannungsschäden und Brandspuren vollständig .
Frage 5: Bietet LS Manufacturing vor der Angebotserstellung automatisierte, kostenlose DFM-Engineering-Reviews an?
Unsere erfahrenen Ingenieure analysieren und beantworten von Kunden hochgeladene CAD-Zeichnungen in der Regel innerhalb von 24 Stunden. Wir erstellen standardmäßig kostenlose DFM-Berichte und berechnen sogar die Produktionskosten auf Basis von STEP- und DXF-Zeichnungen, sodass Kunden schnell ein verlässliches Angebot für die Serienfertigung erhalten . Die Berichte untersuchen alle Aspekte der Fertigungsoptimierung und bieten Vorschläge wie Biegekompensation, Layoutoptimierung und Kostenkontrolle.
Frage 6: Wie stellen Sie sicher, dass die Reinheit des Kupferrohmaterials den elektrischen Normen der Branche entspricht?
Jeder Charge Kupfermaterialien liegt ein Original-Materialzertifikat des Herstellers (MTR) bei, das einen Kupfergehalt von 99,90 % ausweist. Das Werk ist mit Wirbelstrom-Leitfähigkeitsmessgeräten für Stichprobenkontrollen ausgestattet, um sicherzustellen, dass die Leitfähigkeit der Fertigprodukte konstant über 101 % IACS liegt und den Normen der Elektroindustrie entspricht.
Frage 7: Wie hoch ist Ihre Mindestbestellmenge für kundenspezifische Stromschienenfertigungen?
Wir möchten die Entwicklung von Kundenprojekten und das Ausprobieren verschiedener Ansätze erleichtern. Deshalb gibt es bei uns keine Mindestbestellmengen . Ein einzelnes Muster unseres standardisierten Prozessablaufs für die Automobilindustrie kann sowohl die Prototypenfertigung in Kleinserien als auch die Massenproduktion in großem Umfang unterstützen und anpassen.
Frage 8: Wie lange ist die Garantiezeit und wie lässt sich die Rückverfolgbarkeit Ihrer gefertigten elektrischen Kupferbauteile nachweisen?
Wir gewähren offiziell 12 Monate Garantie auf alle Kupferbleche und Kupfersammelschienen. Jede Produktionscharge wird im ERP-System erfasst, um die Rückverfolgbarkeit von der Rohmaterialspulennummer bis zu den Werksprüfdaten zu gewährleisten. Dieses System dient dem Schutz unserer Rechte nach dem Kauf.
Zusammenfassung
In Anwendungen für neue Energien und die Übertragung und Verteilung von Hochenergieanlagen sind Kupfersammelschienen unverzichtbare Komponenten, die verschiedene Technologien vereinen. Selbst geringfügige Änderungen in der Materialzusammensetzung, der Oberflächenbehandlung und den Toleranzen können unter Hochstrombedingungen leider zu Sicherheitsproblemen führen. Die Anforderungen an Sicherheit und Energieeffizienz von High-End-Anlagen lassen sich mit herkömmlichen, ungenauen Bearbeitungsverfahren nicht mehr ausreichend erfüllen.
Durch den Einsatz standardisierter, datengesteuerter, durchgängiger Fertigungskontrollprozesse für Kupferbleche sind wir in der Lage , niederohmige, fehlerfreie und äußerst langlebige Präzisionskupferschienen herzustellen, was eine Voraussetzung für den stabilen Betrieb verschiedener hochwertiger elektrischer Geräte ist.
Unsachgemäße Verarbeitung von Kupfersammelschienen kann schnell zu Sicherheitsrisiken an Anlagen führen. Als wichtiger Tier-1-Zulieferer für Automobilhersteller bietet LS Manufacturing einen schlüsselfertigen, kundenspezifischen Service für Kupfersammelschienen . Dieser umfasst die Auswahl des Kupfermaterials, die Optimierung der Fertigungsprozesse (DFM), die Präzisionsbearbeitung, den Schutz durch Galvanisierung sowie die Kundendienstgarantie und eignet sich sowohl für die Prototypenentwicklung in Forschung und Entwicklung als auch für die Serienproduktion. Laden Sie Ihre 3D-Zeichnungen hoch und erhalten Sie innerhalb von 24 Stunden eine technische Bewertung und ein Angebot für die Serienproduktion von einem unserer Ingenieure!
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com 
