
La lavorazione della lamiera di rame riveste un ruolo essenziale nella formatura di precisione delle spesse barre collettrici in rame, utilizzate in situazioni di elevato trasporto di corrente. È uno dei fattori principali che determinano la sicurezza operativa e l'efficienza di trasmissione di energia di apparecchiature come i pacchi batteria ad alta tensione per veicoli a energia alternativa e i quadri di distribuzione elettrica dei data center. Il rame ad alta purezza è un ottimo conduttore di elettricità, ma a causa della sua estrema duttilità e delle sue caratteristiche di incrudimento , è soggetto a difetti (come microfratture e graffi superficiali) durante le tipiche lavorazioni.
I metodi di lavorazione tradizionali non sono in grado di soddisfare tolleranze dimensionali e di posizione di 0,1 mm, unitamente a bassi standard di resistenza di contatto, senza causare surriscaldamento delle apparecchiature e picchi di resistenza . In questo articolo, esaminiamo in dettaglio il processo di produzione delle barre collettrici in rame, partendo dalla selezione del materiale in rame, passando per l'ottimizzazione della piegatura , fino alla galvanizzazione superficiale e alla discussione delle barriere tecniche e delle soluzioni complete per la produzione di barre collettrici in rame di precisione.

Panoramica rapida dei parametri fondamentali nella produzione di barre collettrici in rame ad alta corrente
Questo documento riassume i principali indici ingegneristici, i materiali scelti, i processi di produzione e gli standard di controllo qualità per la fabbricazione di barre collettrici di rame di precisione, in modo che gli ingegneri possano comprendere e memorizzare chiaramente gli indicatori principali ed evitare errori di progettazione e di processo.
| Dimensioni del processo | Standard dei parametri fondamentali | Scenari applicabili | Valore ingegneristico |
| Selezione dei materiali | C11000 (≥99,90% Rame), C10200 Rame privo di ossigeno | Adatto per il trasporto di corrente convenzionale, il vuoto e le condizioni operative ad alta temperatura . | Garantisce una conduttività ≥100%. IACS, eliminando il rischio di infragilimento da idrogeno. |
| Piegatura Formatura | Raggio di curvatura R=1,0T-1,5T, curvatura perpendicolare alla direzione di laminazione. | Tutti i processi di piegatura della lamiera di rame puro. | Raggiunge un decadimento della conduttività pari a zero , eliminando le microfratture. |
| Controllo della rugosità superficiale | Rugosità Ra1.6-3.2μm, Placcatura ≥5μm | Adatto per interfacce di connessione ad alta tensione e alta corrente. | Resistenza di contatto stabilmente inferiore a 15 μΩ. |
| Tolleranze dimensionali di precisione | Tolleranza geometrica ±0,1 mm, spaziatura dei fori ±0,05 mm | Adatto per linee di assemblaggio automatizzate. | Adattabile all'assemblaggio in serie, riducendo il tasso di difetti di montaggio. |
| Protezione anticorrosione mediante galvanizzazione | Conformità al test di nebbia salina neutra di 48 ore , placcatura in argento a base di nichel ≥3μm | Adatto per apparecchiature che operano in ambienti umidi e ad alte temperature. | Elimina completamente l'ossidazione e la corrosione elettrochimica delle barre collettrici in rame. |
Punti chiave
- Logica di selezione dei materiali: i principali componenti del nucleo conduttore di corrente sono generalmente realizzati in rame C11000 ad alta resistenza con un contenuto di rame pari o superiore al 99,90%. Per ambienti sottovuoto con elevatissima ermeticità , è richiesto l'impiego di rame C10200 privo di ossigeno, appositamente realizzato, per eliminare completamente il rischio di infragilimento da idrogeno ad alta temperatura.
- Standard di piegatura: Il raggio di curvatura R deve essere da 1,0 a 1,5 volte lo spessore T (R 1,0T) del rame puro e la linea di piegatura deve essere mantenuta rigorosamente perpendicolare alla direzione di laminazione per garantire che non vi siano perdite di conduttività nella curvatura.
- Standard della superficie di contatto: la rugosità superficiale delle superfici di contatto elettrico di alta qualità deve essere regolata entro l' intervallo da Ra 1,6 μm a Ra 3,2 μm . E con processi di stagnatura o argentatura locale di 5 μm, la resistenza di contatto del sistema può essere ridotta a meno di 15 μΩ.
Perché scegliere LS Manufacturing per le vostre barre collettrici ad alta conduttività con servizio di lavorazione della lamiera di rame?
Il controllo di processo standardizzato e i dati misurati sono stati utilizzati per supportare la produzione di barre collettrici in rame di precisione, in grado di superare i difetti di prestazione elettrica dei metodi di lavorazione tradizionali e di essere in linea con gli standard di produzione industriale di fascia alta.
I dati ricavati dalle operazioni di produzione di barre collettrici in rame che trasportano correnti elevate rivelano che il 18% delle barre collettrici in rame lavorate con metodi tradizionali presenta difetti come microfratture e un elevato livello di resistenza di contatto , non conforme allo standard IEC 60287 sulle perdite di corrente. A causa dell'incrudimento, il rame ad alta purezza è altamente soggetto a difetti e una tipica fabbrica priva di meccanismi di compensazione del processo non sarà in grado di soddisfare i requisiti di funzionamento a lungo termine delle nuove apparecchiature ad alta tensione .
La produzione su scala industriale ha dimostrato che il 90% degli incidenti di fuga termica delle barre collettrici in rame è dovuto all'utilizzo di parametri di processo non conformi. Il nostro servizio di lavorazione, conforme al sistema ISO 9001 , implementa il controllo statistico SPC sull'intero processo, garantendo una prestazione Cpk stabile di 1,33 e prevenendo così la generazione di difetti alla fonte, assicurando al contempo che le barre collettrici in rame rimangano elettricamente stabili e meccanicamente robuste.
Corollario di servizi di fabbricazione di barre collettrici in rame di alta precisione: meno guasti alle apparecchiature, maggiore durata dei componenti e minori costi di manutenzione e rilavorazione successivi.
Per comprendere intuitivamente le differenze qualitative nella fabbricazione di barre di rame di precisione , è possibile scaricare gratuitamente il white paper di confronto dei processi, che permette di individuare rapidamente le principali differenze tra la fabbricazione ordinaria e la fabbricazione di lamiere di rame di livello standard.
Perché scegliere la fabbricazione su misura di barre collettrici in rame per i sistemi di batterie dei veicoli elettrici?
La realizzazione di barre collettrici in rame personalizzate consente di adattarle con estrema precisione allo spazio interno estremamente limitato dei pacchi batteria ad alta tensione dei veicoli a energia alternativa. Rimodellando la loro forma fisica, si riduce la resistenza elettrica del sistema (20 μΩ) e, allo stesso tempo , si ottiene un'efficienza di dissipazione del calore e una rigidità di conduzione della corrente superiori del 40% rispetto alla vecchia tecnologia dei cavi. Questo capitolo illustra quantitativamente la superiorità delle barre collettrici in rame personalizzate nei sistemi di distribuzione di energia ad alta tensione dei veicoli a energia alternativa, spiegando come il nuovo design possa migliorare la sicurezza e l'efficienza energetica del pacco batteria.
Differenze prestazionali tra cavi tradizionali e barre collettrici in rame personalizzate
La durata del pacco batterie dipende dalle prestazioni del componente di alimentazione del veicolo . Le barre collettrici in rame sono realizzate esclusivamente con la tecnologia di lavorazione della lamiera di rame e apportano modifiche essenziali in questi tre aspetti:
- Utilizzo della sezione trasversale: la realizzazione di barre collettrici in rame su misura consente di adattarle perfettamente alla sezione trasversale del pacco batterie, riducendo così l'utilizzo di cablaggi superflui e aumentando l'utilizzo dello spazio di oltre il 35%.
- Controllo della dispersione termica: le barre collettrici in rame sono rigide, pertanto le loro perdite di resistenza (IR) sono piuttosto basse. Grazie a ciò, si possono evitare l'allentamento dei cavi e i contatti difettosi anche in condizioni di vibrazione ad alta frequenza.
- Capacità di dissipazione del calore: le barre collettrici in rame sono piatte, quindi hanno un'ampia superficie di dissipazione del calore. Per questo motivo , l'aumento di temperatura è molto inferiore quando la corrente è elevata e mantenuta a lungo, rispetto ai tradizionali cavi multifilari.
La logica alla base della maggiore sicurezza elettrica delle barre collettrici in rame personalizzate
La purezza e la precisione dimensionale dei connettori conduttivi delle batterie sono fondamentali per la sicurezza. I componenti realizzati in rame elettrico ad elevata purezza presentano impurità minime e una conduttività stabile , che impediscono improvvisi aumenti di resistenza durante l'utilizzo prolungato. I processi di stampaggio personalizzati possono generare difetti dovuti a piegatura e punzonatura. Tuttavia, grazie a tali procedure personalizzate, è possibile ottenere pacchi batteria ad alta tensione stabili per oltre 1000 cicli di carica-scarica e, al contempo, soddisfare le esigenze di sviluppo di veicoli a energia alternativa leggeri e ad alta densità energetica.
Per calcolare con precisione il costo di produzione in serie di barre collettrici in rame personalizzate, inviate i vostri disegni per un preventivo gratuito e ottenete una soluzione di fabbricazione di barre collettrici in rame su misura per i sistemi di batterie dei veicoli elettrici.
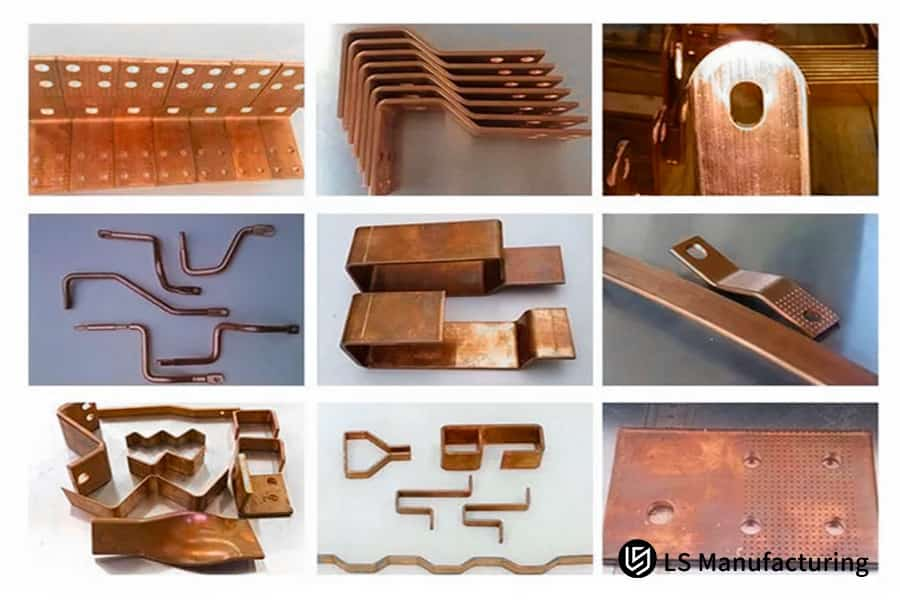
Figura 1: Barre collettrici in rame con curve strette e fori per viti, realizzate per connessioni e assemblaggi elettrici.
Come selezionare materiali di fabbricazione in rame ad elevata purezza per ottenere una conduttività ottimale?
La lavorazione di componenti elettrici con elevata conduttività e la fabbricazione di rame ad alta purezza devono basarsi su una rigorosa classificazione dei gradi: il C11000 (ETP) è il grado di rame più utilizzato per il trasporto di corrente convenzionale grazie alla sua altissima conduttività del 100% IACS, mentre il rame privo di ossigeno C10200 (OF), contenente meno dello 0,001% di ossigeno, è il materiale standard utilizzato per evitare la fragilità da idrogeno durante la saldatura ad alta temperatura . Questo articolo offre una selezione multidimensionale di materiali per consentire agli ingegneri di definire il limite di resistività.
Confronto dei parametri prestazionali dei principali materiali in rame ad alta purezza
I parametri delle materie prime conduttive determinano le prestazioni del prodotto finale. Un componente elettrico in rame di alta qualità richiede una perfetta corrispondenza con le condizioni operative. I principali indicatori dei diversi materiali in rame sono:
| Grado del rame | Conduttività (IACS%) | Resistenza alla trazione (MPa) | Contenuto di ossigeno (%) | Condizioni operative applicabili |
| C11000 | ≥100% | 220-280 | ≤0,03 | Scenari convenzionali di trasporto di corrente ad alta tensione |
| C10200 | ≥102% | 240-320 | ≤0,001 | Scenari di saldatura sottovuoto ad alta temperatura |
| C12200 | ≥95% | 210-290 | ≤0,01 | Componenti elettrici generici a bassa corrente |
| rame ordinario | ≤90% | 190-250 | ≥0,05 | Accessori elettrici civili non di precisione |
Metodi di ispezione e selezione della qualità delle materie prime
Il controllo della qualità dei materiali è fondamentale nella selezione dei materiali stessi, e un servizio professionale di lavorazione di precisione del rame riveste un ruolo di primaria importanza. Il nostro servizio contribuisce a evitare problemi di conduttività attraverso le seguenti fasi:
- Ispezione dei materiali: chi acquista materiali di lavorazione in rame ad alta purezza dovrebbe sempre far controllare il certificato MTR (Medium to Rate) per assicurarsi che la quantità totale di impurità come fosforo e arsenico sia inferiore allo 0,005% , in modo da evitare perdite di conduttività.
- Campionamento della qualità del prodotto in loco: utilizzando un conduttimetro a correnti parassite, vengono prelevati campioni a caso per verificare se la conduttività del prodotto finito è conforme agli standard e per prevenire difetti di qualità tra i lotti .
- Controllo della direzione di flusso delle fibre : Verifichiamo che la direzione di flusso delle fibre del materiale di rame laminato sia uniforme per eliminare il rischio di deformazione durante le successive fasi di stampaggio e piegatura.
Un sistema completo di selezione e ispezione dei materiali potrebbe mettere in dubbio le prestazioni elettriche di oltre il 90% delle materie prime. Per evitare rischi di prestazioni causati da errori di selezione dei materiali, puoi usufruire di una consulenza personalizzata gratuita, affidandoti al nostro servizio di lavorazione di precisione del rame per individuare il grado di rame ottimale.
In che modo il servizio di lavorazione della lamiera di rame previene le microfratture durante le piegature acute?
Il metodo fondamentale per prevenire le microfratture nella piegatura di lamiere di rame puro consiste nella gestione professionale del processo di lavorazione . Ciò include principalmente il mantenimento del raggio di curvatura interno (R≥1,2T) a un certo livello e la formazione di una linea di piegatura perpendicolare di 90° alla direzione di laminazione della lamiera di rame.
Questi passaggi mirano a rilasciare la concentrazione di stress causata dalla flessione localizzata. La microfrattura è il rischio di qualità profondamente nascosto delle barre collettrici in rame ad alta tensione che porta direttamente a effetti di hot spot e guasti dovuti a instabilità termica.
Motivi fondamentali per la formazione di microfratture nella flessione
Le proprietà di incrudimento dovute alla piegatura del rame sono la principale fonte di difetti. Processi standardizzati di lavorazione della lamiera di rame possono ridurre significativamente tali problemi di lavorazione. Il rame ad alta purezza è molto duttile. Per questo motivo, in presenza di più stazioni di piegatura, si verifica una concentrazione di stress nella zona di stiramento esterna.
Gli stampi tradizionali non sono dotati di compensazione delle sollecitazioni e, per questo motivo, possono causare microfratture intergranulari, difficilmente visibili. In base alla nostra esperienza in un progetto di piegatura di rame spesso, il tasso di microfratture per un processo di piegatura convenzionale di lamiere di rame puro con uno spessore di 3 mm può raggiungere il 65%.
Una soluzione di qualità industriale, resistente alle crepe.
Grazie ai parametri di lavorazione della lamiera migliorati , i parametri di processo standard escludono completamente i difetti per i materiali in rame di diverso spessore:
- Adattamento dello stampo: per materiali in rame di spessore 5 mm si utilizza uno stampo superiore di dimensioni adeguate con un diametro R=6 mm, mentre per materiali in rame di spessore 6 mm si utilizza uno stampo a rulli con un diametro R=7,5 mm, in modo da eliminare la concentrazione di stress .
- Compensazione dei parametri: la compensazione della flessione viene effettuata utilizzando un'unica formula: Angolo di compensazione = Valore di ritorno elastico di base + 0,08 Spessore del materiale , che è la misura esatta per coprire la deformazione di ritorno elastico del materiale in rame.
- Controllo qualità: per rilevare microfratture nascoste ed evitare guasti durante le operazioni, vengono utilizzati due metodi: un microscopio ottico 50x e una termocamera a infrarossi.
Questo processo di piegatura personalizzato consente alla barra di rame di funzionare in modo stabile, senza alcun aumento di temperatura e senza crepe nei punti di piegatura, anche in condizioni di corrente elevata.
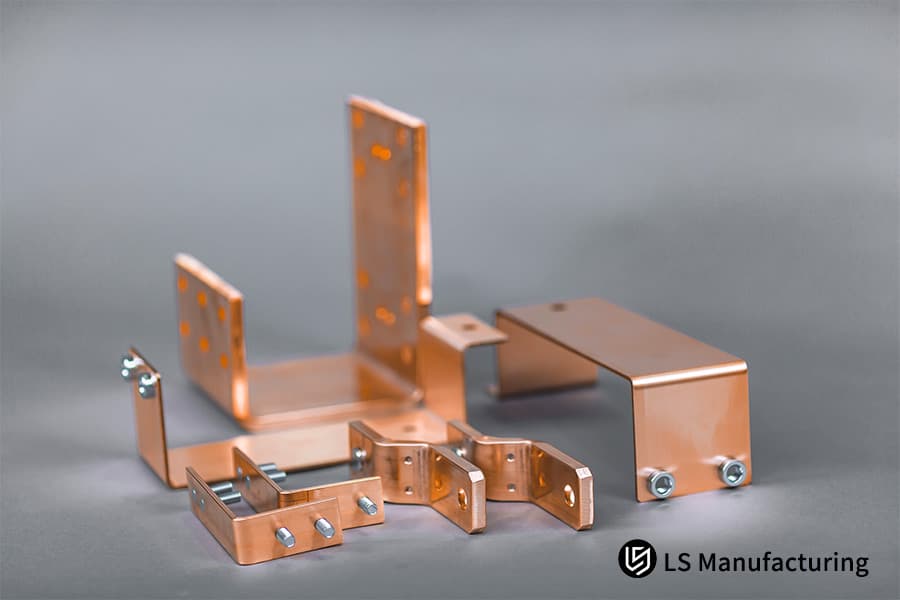
Figura 2: Primo piano di una lamiera di rame sottoposta a una prova di piegatura ad angolo acuto, che mostra curve lisce e nessuna crepa.
In che modo la produzione di barre collettrici in lamiera può ridurre al minimo la resistenza di contatto alle interfacce?
Uno dei criteri essenziali per il controllo qualità nella produzione di barre collettrici in lamiera è il monitoraggio accurato dell'impedenza di contatto elettrico superficiale. Ciò è possibile solo attraverso un controllo preciso della rugosità superficiale delle aree punzonate e di contatto, mantenendola nell'intervallo Ra 1,6 μm - Ra 3,2 μm. Una rugosità superficiale di contatto, sia essa troppo bassa o troppo alta, provoca un deterioramento dell'area di contatto effettiva (punti A) e quindi un forte aumento della resistenza locale . La chiave per ridurre la resistenza di contatto risiede in operazioni di punzonatura e di lavorazione superficiale precise.
Come i difetti superficiali influenzano la resistenza
La presenza di piccoli frammenti metallici (bave) e la deformazione degli angoli sulla superficie di contatto della barra di rame contribuiscono in modo significativo all'aumento della resistenza . Tali problemi possono essere evitati mediante la lucidatura della lamiera . L'utilizzo prolungato della corrente in presenza di bolle superiori a 0,05 mm dopo la punzonatura provoca un deterioramento della rigidità del componente, con variazioni di impedenza superiori al 300% e, infine, un surriscaldamento localizzato dell'apparecchiatura.
Fabbricazione di precisione in rame a impedenza ridotta
Grazie al controllo di molteplici processi, un servizio affidabile di lavorazione di precisione del rame garantisce i più bassi standard di impedenza , eliminando completamente il problema della resistenza di contatto delle barre collettrici in rame:
- Correzione della planarità: grazie a una tecnica di livellamento di precisione, la deviazione di planarità della barra di rame viene controllata a 0,2 mm ogni 100 mm , garantendo così un montaggio impeccabile.
- Processo di punzonatura di precisione: le bave e i cedimenti degli angoli nelle aree dei fori, normalmente causati dalla punzonatura, vengono completamente eliminati grazie all'utilizzo di un processo di lavorazione con boccole antideformazione, con un limite rigoroso per l'altezza media delle bave fissato a 0,05 mm.
- Trattamento di lucidatura superficiale: il controllo preciso della gamma di rugosità consente di massimizzare l'area di contatto effettiva, mantenendo così la resistenza di contatto stabile a 15 μΩ .

Figura 3: Le barre collettrici in rame stratificate con distanziatori isolanti ottimizzano il contatto elettrico per ridurre al minimo la resistenza.
Come determinare lo spessore ideale della placcatura per prevenire l'ossidazione del rame?
Un adeguato trattamento di protezione superficiale è un elemento fondamentale e imprescindibile per la produzione di componenti elettrici in rame di alta qualità. L'approccio principale utilizzato nel settore per la finitura di barre collettrici in rame esposte, ossidate e corrose elettrochimicamente, consiste nel rivestire la superficie con uno strato di stagno opaco di 5 μm o con una placcatura in argento a base di nichel (3 μm di argento), verificandone la qualità mediante un accurato test in nebbia salina neutra di 48 ore prima di avviare la produzione. Lo spessore della placcatura galvanica e la scelta del processo sono i fattori principali che determinano le prestazioni a lungo termine delle barre collettrici in rame.
Processi di galvanostegia tradizionali e loro applicazioni
La protezione delle superfici in rame dalla corrosione deve essere adattata allo specifico ambiente di lavoro. I prodotti in rame ad alta purezza richiedono una migliore compatibilità con i rivestimenti. Inoltre, i diversi strati di rivestimento offrono caratteristiche prestazionali molto diverse:
| Processo di galvanizzazione | Spessore della placcatura | Tempo di resistenza alla nebbia salina | Condizioni operative applicabili | Fascia di prezzo (USD/pezzo) |
| Placcatura in stagno opaco | ≥5μm | Completamento in 48 ore | Apparecchiature convenzionali per il trasporto di corrente a temperatura ambiente | 0,8-2,5 |
| Placcatura in argento a base di nichel | Nichel 2μm + Argento 3μm | Completamento in 96 ore | Condizioni operative ad alta frequenza, alta corrente e alta temperatura | 2,8-6,5 |
| Placcatura in stagno lucido ordinaria | 3-4 μm | Completamento in 24 ore | Componenti civili a bassa corrente | 0,5-1,2 |
Standard di controllo qualità della placcatura
Dopo la placcatura e altri processi, i componenti di alta gamma, placcati tramite un servizio professionale di lavorazione della lamiera di rame, devono essere sottoposti a un doppio controllo di qualità per garantire l'efficacia delle misure protettive:
- Controllo dello spessore: verrà utilizzato un misuratore di spessore a raggi X per un controllo completo dell'area al fine di garantire l'assenza di ossidazione localizzata dovuta a variazioni dello spessore della placcatura .
- Test di adesione: l'adesione del rivestimento viene esaminata mediante un test di adesione a sezione trasversale per evitare il distacco del rivestimento dovuto alle vibrazioni durante il funzionamento.

Figura 4: Campioni di rame con rivestimenti galvanici su un pannello di prova, utilizzati per l'analisi della resistenza alla corrosione.
Quali tolleranze definiscono un servizio qualificato di lavorazione di precisione del rame?
Uno dei principi fondamentali per la creazione di un servizio affidabile di lavorazione di precisione del rame è l' adozione di requisiti rigorosi per la precisione della lavorazione del rame . Ciò implica il controllo delle tolleranze dimensionali e di posizione entro 0,1 mm in direzione trasversale, la garanzia di una tolleranza di spaziatura dei fori di 0,05 mm e che la deformazione di planarità non superi 0,2 mm ogni 100 mm per soddisfare le esigenze della linea di assemblaggio automatizzata . La precisione nelle tolleranze è uno dei fattori chiave che distinguono i fornitori di servizi di lavorazione del rame di alto livello da quelli di basso livello.
Principali difficoltà tecniche per la lavorazione di precisione
Il controllo dimensionale del rame è molto più complesso rispetto a quello dell'acciaio di pari qualità. La fabbricazione di barre collettrici in rame su misura richiede un livello di precisione dimensionale molto elevato . Il rame ad alta purezza è un metallo molto morbido che può facilmente deformarsi e ritornare alla forma originale dopo la lavorazione. La combinazione di gruppi di fori multipli e pezzi da piegare in tre dimensioni può facilmente causare violazioni delle tolleranze che, a loro volta, provocano ritardi nell'assemblaggio automatizzato e una riduzione della resa produttiva .
Strategia di controllo della tolleranza di precisione
La produzione di barre collettrici in lamiera di alta qualità si basa su una profonda conoscenza dei processi e sull'utilizzo delle attrezzature più adatte per mantenere costantemente un livello di tolleranza preciso:
- Supporto alle attrezzature: sono supportati da punzonatrici CNC servoassistite completamente automatiche e da stampi antigraffio in poliuretano personalizzati per ridurre gli errori di deformazione derivanti dalla fase di lavorazione.
- Ispezione in tempo reale: grazie a una macchina di misura a tre coordinate per l'ispezione a circuito chiuso durante l'intero processo, i pezzi difettosi vengono rimossi in tempo reale .
- Calibrazione standardizzata: la calibrazione dell'apparecchiatura viene eseguita ogni volta prima dell'avvio di un lotto di lavorazione per garantire lo stesso livello di tolleranza tra lotti diversi.
In che modo DFM riduce i costi nel servizio di fabbricazione di sbarre collettrici personalizzate?
Un servizio di fabbricazione di sbarre collettrici personalizzate di alta qualità può contribuire a ristrutturare i costi in modo efficace fin dalla fase di progettazione. Infatti, lo strumento più efficace per ridurre i costi di lavorazione delle sbarre collettrici in rame è l'integrazione della progettazione per la producibilità (DFM) durante la fase di revisione dei disegni. Attraverso questo processo, la stampatura irregolare a più stazioni viene sostituita da uno schema standardizzato, migliorando l'efficienza del layout e portando a un utilizzo della lamiera di rame superiore all'88% , il che riduce direttamente i costi delle materie prime del 15%. La progettazione DFM rappresenta uno dei metodi principali per raggiungere un equilibrio tra qualità e costi.
Caratteristiche principali dell'ottimizzazione del disegno DFM
Sfruttando la vasta esperienza nella tecnologia di lavorazione della lamiera di rame, l'ottimizzazione preliminare dei disegni può fungere efficacemente da garanzia contro i problemi derivanti dalla produzione di massa:
- Ottimizzazione strutturale: Correggere progetti assurdi come fori con margini troppo piccoli (generalmente il doppio dello spessore della scheda) e angoli di piegatura molto acuti per essere sicuri che la lavorazione degli scarti possa sfuggire al controllo.
- Ottimizzazione del layout: con un layout standard, l'utilizzo delle lamiere di rame può essere aumentato fino a oltre l'88%, eliminando completamente gli sprechi di materia prima .
- Semplificazione del processo: la sostituzione di strutture complesse assemblate manualmente con strutture impilate meccanicamente contribuisce a ridurre i costi di manodopera e gli errori di assemblaggio.
Risultati dell'implementazione dell'ottimizzazione dei costi
Grazie all'approccio DFM (Design for Manufacturability), che rivoluziona la produzione standardizzata di barre collettrici in lamiera, non solo è possibile ridurre del 15% il costo delle materie prime, ma anche contenere i difetti di produzione entro lo 0,5% durante la produzione di massa , accorciando i tempi di consegna del 10%, con conseguente significativa riduzione dei costi e maggiore efficienza nei progetti di approvvigionamento multinazionali.
Per ottimizzare con precisione i disegni e ridurre i costi di produzione, inviate i vostri disegni per ricevere una soluzione di ottimizzazione DFM gratuita , ottenendo un duplice miglioramento in termini di qualità e rapporto costi-benefici.
Perché LS Manufacturing è il partner leader nella lavorazione di lamiere di rame?
La lavorazione di lamiere di rame di alta qualità è un'impresa davvero ardua. LS Manufacturing, grazie al suo sistema SPC (Controllo Statistico di Processo) interno, ha costantemente migliorato il suo indice di capacità (Cpk) fino a raggiungere 1,33. Con le certificazioni ISO 9001 e IATF 16949 che coprono l'intera catena produttiva, l'azienda offre un'esperienza di prim'ordine, dalla fornitura gratuita di campioni DFM (Design for Manufacturing) fino a consegne di grandi volumi senza problemi. Un sistema di gestione della produzione completo e accurato è il principale elemento a supporto di consegne di alta qualità.
Sistema di controllo qualità dell'intero processo
Il controllo qualità in fabbrica è come una sorveglianza scrupolosa dell'intera catena, dall'inizio alla fine. I servizi di lavorazione di lamiere di rame di alta qualità si basano su un sistema completo per la garanzia della qualità del prodotto finito:
- Ispezione online: i processi prevedono la misurazione della temperatura a infrarossi e il test dell'impedenza micro-ohmica, garantendo così un'ispezione online al 100% .
- Garanzia delle materie prime: Disponiamo di un ampio stock di lamiere di rame ad alta purezza. Ogni unità di materia prima è certificata MTR (rapporto di prova del materiale), escludendo così l'utilizzo di materiali di bassa qualità .
- Garanzia di consegna: possibilità di effettuare campionature e produzione rapide in 48 ore senza quantitativo minimo d'ordine, ideali rispettivamente per la prototipazione in ambito R&S e per la produzione di massa.
Capacità di garanzia di tracciabilità post-vendita
Tutti i prodotti finiti vengono inseriti nel sistema ERP sulla base di un consolidato processo di fabbricazione di barre collettrici personalizzate, garantendo la completa tracciabilità dal numero di lotto della materia prima all'ispezione in fabbrica , offrendo una garanzia di qualità di 12 mesi e risolvendo completamente i problemi legati agli elevati rischi della catena di approvvigionamento e ai costi derivanti da prove ed errori per i clienti.
Caso di studio: Realizzazione di barre collettrici in rame personalizzate da parte di LS Manufacturing per un cliente di primo livello specializzato nell'assemblaggio di moduli per batterie per veicoli elettrici.
Nella produzione di batterie di fascia alta per le energie rinnovabili , i requisiti di precisione e stabilità delle barre collettrici in rame sono estremamente stringenti; anche i più piccoli difetti di processo possono compromettere la qualità del lotto. Un progetto di batterie ad alta tensione da 800 V per un'azienda automobilistica, commissionato da un fornitore di primo livello, è quasi fallito a causa dell'utilizzo di processi di qualità inferiore da parte di un concorrente. Questo caso illustra perfettamente il valore pratico delle barre collettrici in rame di precisione personalizzate.
Problema del cliente:
Il fornitore di primo livello di questa casa automobilistica ha utilizzato barre collettrici in rame ad alta purezza C11000 di 6 mm di spessore nei suoi moduli di batterie a stato solido ad alta tensione da 800 V per la produzione di massa. La piegatura CNC ordinaria dei suoi concorrenti non disponeva della tecnica di compensazione delle sollecitazioni FMM ( Framework Fabrication Compensation) per la piegatura impeccabile della lamiera , necessaria per le microfratture, con conseguente formazione di microfratture intergranulari di 0,15 mm sul lato esterno delle sezioni piegate in lotti di prodotti finiti.
I dati dei test hanno dimostrato che le microfratture di dimensioni superiori a 0,05 mm possono causare effetti di hotspot quando la corrente supera i 320 A. Dopo aver subito migliaia di test di shock termico, questo lotto di barre collettrici in rame ha mostrato un notevole aumento della resistenza di contatto e un innalzamento della temperatura delle apparecchiature oltre il limite che ha provocato il guasto dell'unità di distribuzione di energia ad alta tensione, introducendo così il rischio di ritardi nel progetto e richieste di risarcimento.
Soluzione di produzione LS:
Nel giro di due ore, abbiamo reagito all'improvvisa situazione avviando un meccanismo di ottimizzazione inversa DFM di emergenza e riprogettando completamente il processo produttivo.
- Come materia prima è stato scelto rame C11000 ad alta purezza, testato al 100% sulla granulometria, e la piegatura è stata eseguita rigorosamente ad angolo retto rispetto alla direzione di laminazione.
- Anziché utilizzare i tradizionali stampi a V, è stato impiegato uno stampo flessibile a rulli personalizzato , che ha permesso di ottimizzare il raggio di curvatura della lamiera da 6 mm a 7,5 mm e di eliminare completamente le tensioni di piegatura.
- Il processo di post-elaborazione è stato modificato in un processo di elettrodeposizione composita con base di nichel da 2,0 μm e stagno opaco da 6,5 μm , che offre il duplice vantaggio della resistenza all'ossidazione e della stabilità della conduttività.
- Prima della spedizione, le tolleranze sono state mantenute entro 0,08 mm mediante l'utilizzo di una macchina di misura a coordinate, e ogni pezzo è stato sottoposto a misurazione dell'impedenza con un micro-ohmmetro, in modo da raggiungere una qualifica di ispezione completa al 100%.
Risultati e valore:
Grazie alle nostre competenze avanzate nella lavorazione di lamiere di alta gamma, siamo riusciti a consegnare campioni di riferimento in 72 ore. I prodotti finiti sono stati sottoposti a 1500 cicli di test di shock termico ultra-intensivo e, all'esame microscopico, non hanno mostrato difetti, presentando inoltre una resistenza di contatto stabile . Il progetto ha eliminato completamente il rischio di instabilità termica e ha consentito l'avvio della produzione con due settimane di anticipo.
Siamo stati promossi al livello di fornitore principale di Classe A, il che ci ha garantito un ordine a lungo termine di 250.000 pezzi all'anno e ha dimostrato perfettamente il valore applicativo fondamentale della tecnologia avanzata delle barre collettrici in rame.
Per evitare crisi di qualità nella produzione di massa e soddisfare i rigorosi standard delle case automobilistiche, è possibile consultare ulteriori casi di studio sull'implementazione di barre collettrici in rame per le energie rinnovabili e fare riferimento a soluzioni personalizzate già consolidate.

FAQ
D1: Qual è il raggio di curvatura minimo per le lamiere di rame standard C11000?
Per garantire la completa assenza di microfratture intergranulari e di alterazioni fisiche della conduttività elettrica, il raggio di curvatura interno minimo R del rame puro C11000 deve essere maggiore o uguale a 1,0-1,2 volte lo spessore del materiale . Questo criterio può essere applicato a spessori compresi tra 1 e 10 mm ed è un limite di sicurezza ampiamente riconosciuto nella produzione industriale di massa.
D2: Quale tipo di placcatura superficiale è migliore per le barre collettrici in rame per applicazioni elettroniche, stagno o argento?
Per applicazioni generiche di conduzione di corrente e protezione dall'ossidazione, un processo di stagnatura di 5 μm rappresenta la scelta migliore, offrendo un elevato rapporto qualità-prezzo e resistenza all'usura . Per applicazioni militari, a radiofrequenza e altre che richiedono una resistenza estremamente bassa, è consigliabile utilizzare una placcatura in argento, che può ridurre la resistenza di contatto del sistema fino a 10 μΩ.
D3: Quali tolleranze di produzione lineari può raggiungere LS Manufacturing per la lavorazione del rame?
Grazie all'utilizzo combinato di macchinari CNC ad alta precisione e attrezzature personalizzate, siamo in grado di mantenere costantemente tolleranze di forma e posizione delle barre collettrici in rame comprese tra 1 e 10 mm entro 0,1 mm e, allo stesso tempo, di mantenere con precisione la tolleranza della distanza centro-centro dei fori principali a 0,05 mm, soddisfacendo così i requisiti dell'assemblaggio automatizzato di precisione.
D4: Perché il mio componente in lamiera di rame presenta segni di calore scoloriti dopo il taglio laser?
L'elevata riflettività della luce e l'alta conduttività termica del rame puro provocano ampie zone termicamente alterate e, di conseguenza, ossidazione e scolorimento dopo il taglio laser tradizionale. I nostri processi di taglio laser a fibra e a getto d'acqua eliminano completamente i danni da stress termico e le bruciature .
D5: LS Manufacturing offre revisioni ingegneristiche DFM gratuite e automatizzate prima di fornire un preventivo?
I nostri ingegneri esperti sono in grado di analizzare e rispondere ai disegni CAD caricati dai clienti entro 24 ore al massimo. Di norma, generiamo gratuitamente report DFM (Design for Manufacturing) e calcoliamo anche i costi di produzione basandoci su disegni STEP e DXF, consentendo ai clienti di ottenere rapidamente un preventivo affidabile per la produzione in serie. I report esaminano tutti gli aspetti dell'ottimizzazione della producibilità e offrono suggerimenti come la compensazione della curvatura, l'ottimizzazione del layout e il controllo dei costi.
D6: Come garantite che la purezza del rame grezzo soddisfi i requisiti elettrici del settore?
Ogni lotto di materiali in rame è accompagnato da un certificato originale MTR del produttore, che attesta un contenuto di rame del 99,90%. Lo stabilimento è dotato di misuratori di conducibilità a correnti parassite per effettuare controlli a campione, in modo che la conducibilità dei prodotti finiti rimanga costantemente superiore al 101% IACS e soddisfi gli standard del settore elettrico.
D7: Qual è la quantità minima d'ordine per i servizi di fabbricazione di barre collettrici personalizzate?
Vogliamo agevolare lo sviluppo dei progetti dei clienti e la sperimentazione, per questo non abbiamo alcun quantitativo minimo d'ordine . Un singolo campione del nostro processo standard di produzione per il settore automobilistico è in grado di supportare e adattarsi perfettamente sia alle esigenze di prototipazione in piccoli lotti che a quelle di produzione di massa su larga scala.
D8: Qual è il periodo di garanzia e la tracciabilità storica dei vostri componenti elettrici in rame?
Offriamo una garanzia ufficiale di 12 mesi su tutte le lamiere e le barre collettrici in rame. Ogni lotto di produzione è stato inserito nel sistema ERP per facilitare la tracciabilità, a partire dal numero di bobina della materia prima fino ai dati di collaudo in fabbrica . Questo sistema è stato implementato per tutelare i diritti post-vendita.
Riepilogo
Nelle applicazioni di trasmissione e distribuzione di energia elettrica ad alta densità e nelle nuove energie, le barre collettrici in rame costituiscono componenti vitali che integrano molteplici tecnologie. Anche lievi variazioni nella composizione del materiale, nel trattamento superficiale di piegatura e nelle tolleranze possono purtroppo causare problemi di sicurezza in condizioni di corrente elevata. I requisiti di sicurezza ed efficienza energetica delle apparecchiature di fascia alta non possono più essere soddisfatti adeguatamente con i metodi di lavorazione tradizionali e approssimativi.
Grazie all'utilizzo di processi di lavorazione della lamiera di rame standardizzati e basati sui dati, siamo in grado di produrre barre collettrici di rame di precisione a bassa resistenza, prive di difetti e altamente durevoli , requisito fondamentale per il funzionamento stabile di diverse apparecchiature elettriche di fascia alta.
Una lavorazione impropria delle barre collettrici in rame può rapidamente causare rischi per la sicurezza delle apparecchiature. In qualità di fornitore di primo livello per le case automobilistiche, LS Manufacturing offre un servizio chiavi in mano personalizzato per le barre collettrici in rame , dalla selezione del materiale in rame all'ottimizzazione DFM, dalla lavorazione di precisione alla protezione galvanica e alla garanzia post-vendita, adatto sia alla prototipazione per la ricerca e sviluppo che alla produzione di massa. Carica i tuoi disegni 3D e ricevi una valutazione tecnica e un preventivo per la produzione di massa da un ingegnere entro 24 ore!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com 
