
Обработка листового металла из меди играет важную роль в точном изготовлении толстых медных шин, используемых в условиях высоких токов. Это один из основных факторов, определяющих безопасность эксплуатации и эффективность передачи энергии в таком оборудовании, как высоковольтные аккумуляторные батареи для электромобилей и распределительные шкафы в центрах обработки данных. Медь высокой чистоты очень хорошо проводит электричество, но из-за своей исключительной пластичности и упрочнения при обработке она подвержена дефектам (таким как микротрещины и царапины на поверхности) в процессе обычной обработки.
Традиционные методы обработки не позволяют достичь допусков по размерам и положению в 0,1 мм, а также низких стандартов контактного сопротивления, что приводит к перегреву оборудования и скачкам сопротивления . В этой статье мы подробно рассмотрим процесс производства медных шин, начиная с выбора медного материала, оптимизации гибки , гальванического покрытия поверхности и заканчивая обсуждением технических барьеров и комплексных решений для производства прецизионных медных шин.

Краткий обзор основных параметров производства медных шин с высокой пропускной способностью по току
В нем обобщены основные инженерные показатели, выбранные материалы, производственные процессы и стандарты контроля качества при изготовлении прецизионных медных шин, что позволяет инженерам четко понимать и запоминать основные показатели и предотвращать ошибки в проектировании и процессах.
| Параметры процесса | Основные стандарты параметров | Применимые сценарии | Инженерная ценность |
| Выбор материалов | C11000 (≥99,90% меди), C10200 — бескислородная медь | Подходит для работы в обычных условиях: при протекании тока, в вакууме и при высоких температурах . | Обеспечивает проводимость ≥100%. Технология IACS исключает риск водородного охрупчивания. |
| Формование на гибку | Радиус изгиба R = 1,0–1,5 Тл, изгиб перпендикулярен направлению прокатки. | Все процессы гибки листового металла из чистой меди. | Обеспечивает нулевое снижение проводимости , исключая образование микротрещин. |
| Контроль шероховатости поверхности | Шероховатость Ra1,6-3,2 мкм, толщина покрытия ≥5 мкм | Подходит для высоковольтных и сильноточных соединений. | Контактное сопротивление стабильно ниже 15 мкОм. |
| Точные допуски на размеры | Геометрический допуск ±0,1 мм, расстояние между отверстиями ±0,05 мм | Подходит для автоматизированных сборочных линий. | Адаптируется для массового производства, что снижает процент брака при сборке. |
| Антикоррозионная защита методом гальванического покрытия | Соответствие требованиям 48-часового испытания в нейтральном солевом тумане , никелево-серебряное покрытие ≥3 мкм | Подходит для оборудования, работающего во влажных и высокотемпературных условиях. | Полностью исключает окисление медных шин и электрохимическую коррозию. |
Основные выводы
- Логика выбора материалов: Основные компоненты сердечника, несущие ток, обычно изготавливаются из прочной меди C11000 с содержанием меди 99,90% или выше. Для вакуумных сред с очень высокой герметичностью требуется специально изготовленная бескислородная медь C10200, чтобы полностью исключить риск высокотемпературного водородного охрупчивания.
- Стандарт гибки: радиус гибки R должен составлять от 1,0 до 1,5 толщины T (R 1,0T) чистой меди, а линия гибки должна быть строго перпендикулярна направлению прокатки, чтобы исключить потери проводимости при гибке.
- Стандарт контактной поверхности: Шероховатость поверхности высококачественных электрических контактных поверхностей должна соответствовать диапазону от Ra 1,6 мкм до Ra 3,2 мкм . При использовании процессов локального лужения или серебрения толщиной 5 мкм контактное сопротивление системы может быть снижено до менее 15 мкОм.
Почему стоит выбрать LS Manufacturing для изготовления высокопроводящих шин с услугой обработки листового медного металла?
Для обеспечения высокоточного производства медных шин используются стандартизированные методы контроля технологического процесса и данные измерений, что позволяет преодолеть недостатки электрических характеристик, характерные для традиционных методов обработки , и соответствовать высоким промышленным стандартам производства.
Данные, полученные в ходе эксплуатации медных шин, работающих с высокими токами, показывают, что 18% медных шин, обработанных традиционными методами, содержат дефекты, такие как микротрещины, и имеют высокий уровень контактного сопротивления , не соответствующий стандарту IEC 60287 по потерям тока. Из-за упрочнения при обработке высокочистая медь очень восприимчива к дефектам, и типичный завод без механизмов компенсации технологических процессов не сможет обеспечить долговременную эксплуатацию высоковольтного оборудования, работающего в новых энергетических системах .
Промышленное производство показало, что 90% случаев теплового разгона медных шин происходят из-за использования некачественных параметров процесса. Наша услуга по обработке, соответствующая системе ISO 9001 , внедряет статистический контроль процессов (SPC), что обеспечивает стабильное значение Cpk 1,33 и, следовательно, предотвращает возникновение дефектов на источнике, гарантируя при этом электрическую стабильность и механическую прочность медных шин.
Следствием высококачественных услуг по изготовлению прецизионных медных шин является: меньшее количество отказов оборудования, более длительный срок службы деталей и снижение затрат на последующее техническое обслуживание и доработку.
Чтобы наглядно понять различия в качестве при изготовлении прецизионных медных шин, вы можете бесплатно скачать сравнительный документ по технологическим процессам , который позволит быстро выявить основные отличия между обычным изготовлением и изготовлением медных листов на эталонном уровне.
Почему стоит выбрать изготовление медных шин на заказ для аккумуляторных систем электромобилей?
Изготовление медных шин по индивидуальному заказу позволяет очень точно подогнать их под ограниченное внутреннее пространство высоковольтных аккумуляторных батарей электромобилей. Благодаря изменению их физических габаритов, снижается электрическое сопротивление системы (до 20 мкОм), а также повышается эффективность теплоотвода и жесткость проводящей способности на 40% по сравнению со старой кабельной технологией. В этой главе количественно показаны преимущества медных шин, изготовленных по индивидуальному заказу, в высоковольтной системе распределения электроэнергии электромобилей, а также объясняется, как новая конструкция может повысить безопасность и энергоэффективность аккумуляторных батарей.
Различия в характеристиках традиционных кабелей и медных шин, изготовленных на заказ.
Срок службы аккумуляторной батареи зависит от производительности автомобильного силового компонента . Медные шины изготавливаются исключительно по технологии обработки листового металла из меди и вносят существенные изменения в следующие три аспекта:
- Использование площади поперечного сечения: Изготовление медных шин по индивидуальному заказу позволяет точно соответствовать поперечному сечению аккумуляторного блока, благодаря чему сокращается использование ненужных кабельных жгутов и повышается эффективность использования пространства более чем на 35%.
- Контроль тепловых потерь: медные шины жесткие, поэтому их потери сопротивления (IR) довольно низкие. Благодаря этому можно избежать ослабления кабеля и плохого контакта даже в условиях высокочастотной вибрации.
- Способность к рассеиванию тепла: Медные шины плоские, поэтому имеют большую площадь теплоотвода. Именно поэтому скорость повышения температуры при высоком токе и длительной работе значительно ниже по сравнению с традиционными многожильными кабелями.
Логика повышения электробезопасности медных шин, изготовленных на заказ.
Чистота и точность размеров проводящих разъемов батарей имеют ключевое значение для обеспечения безопасности. Детали, изготовленные из высокочистой электротехнической меди, имеют минимальное количество примесей и стабильную проводимость , что предотвращает резкое повышение сопротивления при длительной эксплуатации. Специальные процессы литья могут приводить к дефектам из-за изгиба и штамповки. Тем не менее, с помощью таких специализированных процедур можно добиться стабильности высоковольтных батарейных блоков в течение более чем 1000 циклов заряда-разряда и одновременно удовлетворить потребности в разработке легких и высокоэнергетических транспортных средств на новых источниках энергии.
Для точного расчета себестоимости массового производства медных шин на заказ, предоставьте свои чертежи для бесплатной оценки стоимости и получите индивидуальное решение по изготовлению медных шин для аккумуляторных систем электромобилей.
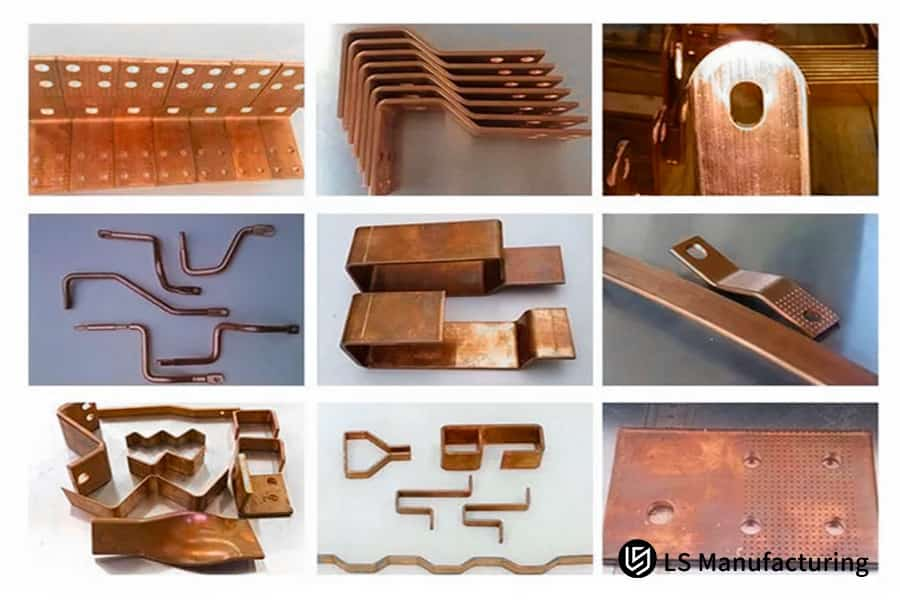
Рисунок 1: Медные шины с острыми изгибами и отверстиями для винтов, изготовленные для электрических соединений и сборки.
Как выбрать высокочистые медные материалы для изготовления проводников с целью достижения оптимальной проводимости?
Обработка электрических компонентов с высокой проводимостью и высокой чистотой меди должна основываться на строгой классификации марок: C11000 (ETP) — это марка меди , наиболее часто используемая для передачи обычного тока благодаря своей сверхвысокой проводимости 100% IACS, в то время как C10200 (OF) — бескислородная медь, содержащая менее 0,001% кислорода, — это стандартный материал, используемый для предотвращения водородного охрупчивания при высокотемпературной сварке . В данной статье предлагается многомерный выбор материалов для инженеров с целью определения предельного значения удельного сопротивления.
Сравнение эксплуатационных параметров распространенных высокочистых медных материалов
Параметры исходных проводящих материалов определяют характеристики конечного продукта. Высококачественная электротехническая медная деталь требует точного соответствия условиям эксплуатации. Основные показатели различных медных материалов:
| Медь высшего сорта | Проводимость (IACS%) | Предел прочности на растяжение (МПа) | Содержание кислорода (%) | Применимые условия эксплуатации |
| C11000 | ≥100% | 220-280 | ≤0,03 | Традиционные сценарии работы с высоковольтными токами |
| C10200 | ≥102% | 240-320 | ≤0,001 | Сценарии высокотемпературной вакуумной сварки |
| C12200 | ≥95% | 210-290 | ≤0,01 | Низкотоковые электротехнические компоненты общего назначения |
| Обычная медь | ≤90% | 190-250 | ≥0,05 | Неточные электротехнические принадлежности для гражданского строительства |
Методы контроля качества и просеивания сырья
Проверка качества материалов играет важную роль при выборе материалов, и профессиональная услуга по прецизионной обработке меди играет в этом ключевую роль. Наша услуга помогает избежать проблем с проводимостью благодаря следующим этапам:
- Контроль качества материала: Покупатель высокочистых медных материалов для изготовления изделий всегда должен проверять сертификат качества материала (MTR), чтобы убедиться, что общее количество примесей, таких как фосфор и мышьяк, составляет менее 0,005% , благодаря чему не произойдет потери проводимости.
- Отбор проб продукции на месте: с помощью вихретокового кондуктометра случайным образом отбираются пробы для проверки соответствия проводимости готовой продукции стандартам и предотвращения дефектов качества в отдельных партиях .
- Контроль направления потока зерен : Мы проверяем, соответствует ли направление потока зерен прокатанного медного материала заданному направлению, чтобы исключить риск деформации в процессе дальнейшей штамповки и гибки.
Обширная система отбора и контроля материалов может привести к проблемам с электрическими характеристиками более чем на 90% стадии обработки сырья. Чтобы избежать рисков, связанных с ошибками в выборе материалов, вы можете получить бесплатную индивидуальную консультацию по подбору материалов, воспользовавшись нашими услугами по высокоточной обработке меди для подбора оптимального сорта меди.
Как услуга по изготовлению изделий из листовой меди предотвращает микротрещины при сильном изгибе?
Основной способ предотвращения микротрещин при гибке листового металла из чистой меди заключается в профессиональном контроле процесса изготовления изделий из листовой меди . В основном это включает в себя поддержание внутреннего радиуса изгиба (R≥1,2T) на определенном уровне и формирование линии изгиба под углом 90 градусов к направлению прокатки медного листа.
Эти меры направлены на снятие концентрации напряжений, вызванной локальным изгибом. Микротрещины — это скрытая проблема, влияющая на качество высоковольтных медных шин, которая напрямую приводит к эффекту перегрева и отказам, вызванным тепловым разгоном.
Основные причины образования микротрещин при изгибе
Упрочнение меди при изгибе является основным источником дефектов. Стандартизированные процессы обработки листового металла из меди могут значительно уменьшить такие проблемы. Медь высокой чистоты очень пластична. Из-за этого при многократном изгибе возникает концентрация напряжений во внешней зоне растяжения.
Традиционные пресс-формы не имеют системы компенсации напряжений, и из-за этого они могут вызывать межзеренные микротрещины, которые практически незаметны. Согласно нашему опыту работы над проектами по гибке толстой меди, частота микротрещин при обычной гибке листов чистой меди толщиной 3 мм может достигать 65%.
Промышленное решение без трещин
Кроме того, благодаря усовершенствованным параметрам обработки листового металла , стандартные технологические параметры полностью исключают дефекты для медных материалов различной толщины:
- Адаптация пресс-формы: Для медных материалов толщиной 5 мм используется верхняя пресс-форма соответствующего размера с диаметром R=6 мм, а для медных материалов толщиной 6 мм — роликовая пресс-форма с диаметром R=7,5 мм, что позволяет избежать концентрации напряжений .
- Компенсация параметров: Компенсация изгиба осуществляется с помощью единой формулы: Угол компенсации = Базовое значение упругого восстановления + 0,08 Толщина материала , что является точным показателем для компенсации деформации упругого восстановления медного материала.
- Контроль качества: Для обнаружения скрытых микротрещин и предотвращения сбоев в процессе производства используются два метода: контроль с помощью 50-кратного оптического микроскопа и инфракрасной тепловизионной съемки.
Этот специально разработанный процесс гибки позволяет медной шине обеспечивать стабильную работу без повышения температуры и образования трещин в местах изгиба при высоких токах.
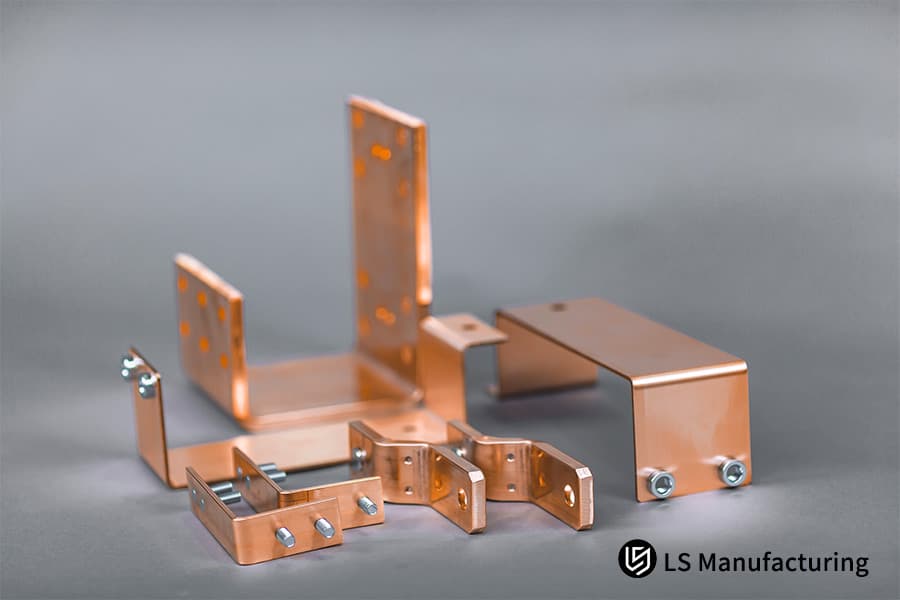
Рисунок 2: Крупный план медного листа, подвергающегося испытанию на изгиб под острым углом, демонстрирующий плавные изгибы и отсутствие трещин.
Как производство шин из листового металла позволяет минимизировать контактное сопротивление на границах раздела?
Одним из важнейших критериев контроля качества при производстве шин из листового металла является точный мониторинг импеданса контактной поверхности. Этого можно достичь только за счет точного контроля шероховатости поверхности штампованных и контактных участков до значений в диапазоне Ra 1,6 мкм - Ra 3,2 мкм. Слишком низкая или слишком высокая шероховатость контактной поверхности приводит к ухудшению фактической эффективной площади контакта (А-зон) и, следовательно, к резкому увеличению локального сопротивления . Ключевым фактором снижения контактного сопротивления являются точные операции обработки поверхности и штамповки.
Как дефекты поверхности влияют на сопротивление
Наличие мелких металлических фрагментов (заусенцев) и деформация углов на контактной поверхности медной шины в значительной степени обуславливают увеличение сопротивления . Таких проблем можно избежать путем полировки тонколистового металла . Длительная эксплуатация тока при наличии пузырьков размером более 0,05 мм после штамповки приводит к ухудшению жесткости компонента, колебаниям импеданса более чем на 300% и, в конечном итоге, к локальному нагреву оборудования.
Высокоточная медная обработка с пониженным импедансом.
Благодаря многоступенчатому контролю технологических процессов, надежная услуга по изготовлению прецизионных медных изделий обеспечивает соблюдение самых низких стандартов импеданса , полностью исключая проблему контактного сопротивления медных шин:
- Коррекция плоскостности: Благодаря применению высокоточной технологии выравнивания, отклонение плоскостности медной шины контролируется на уровне 0,2 мм на 100 мм , что обеспечивает безупречную посадку.
- Процесс высокоточной штамповки: Заусенцы и сколы в местах отверстий, обычно возникающие при штамповке, полностью устраняются благодаря использованию антидеформационных втулок со строгим ограничением средней высоты заусенцев до 0,05 мм.
- Обработка поверхности методом полировки: Точный контроль диапазона шероховатости позволяет максимизировать эффективную площадь контакта, благодаря чему поддерживается стабильное контактное сопротивление на уровне 15 мкОм .

Рисунок 3: Многослойные медные шины с изолирующими прокладками оптимизируют электрический контакт для минимизации сопротивления.
Как определить оптимальную толщину покрытия для предотвращения окисления меди?
Надлежащая обработка поверхности для защиты является очень важным и необходимым элементом для производства высококачественных электрических медных деталей . Основной подход в отрасли к обработке открытых окисленных и электрохимически корродированных медных шин заключается в нанесении на поверхность матового оловянного или никелевого серебряного покрытия толщиной 5 мкм (3 мкм серебра) и подтверждении качества покрытия тщательным 48-часовым испытанием в нейтральном солевом тумане перед запуском партии в производство. Толщина электролитического покрытия и выбор процесса являются основными факторами, определяющими долговременную работоспособность медных шин.
Основные процессы гальванического покрытия и их применение.
Защита медных поверхностей от коррозии должна соответствовать конкретным условиям эксплуатации. Для изделий из высокочистой меди требуется лучшая совместимость с покрытием. Кроме того, различные слои покрытия обладают совершенно разными эксплуатационными характеристиками:
| Процесс гальванического покрытия | Толщина покрытия | Время устойчивости к солевому туману | Применимые условия эксплуатации | Диапазон цен (доллар США/штука) |
| Матовое оловянное покрытие | ≥5 мкм | Завершение за 48 часов | Обычное оборудование для передачи тока при комнатной температуре | 0,8-2,5 |
| Покрытие серебром на основе никеля | Никель 2 мкм + Серебро 3 мкм | Завершение за 96 часов | Работа в условиях высокой частоты, высокого тока и высокой температуры | 2.8-6.5 |
| Обычное блестящее оловянное покрытие | 3-4 мкм | Завершение за 24 часа | Гражданские компоненты с низким током | 0,5-1,2 |
Стандарты контроля качества гальванического покрытия
После нанесения покрытия и других видов обработки высококачественные детали, покрытые профессиональными услугами по обработке листового металла из меди, должны пройти двойной контроль качества для гарантии эффективности защитных мер:
- Контроль толщины: Для проверки всей поверхности будет использоваться рентгеновский толщиномер, чтобы исключить локальное окисление, вызванное колебаниями толщины покрытия .
- Испытание на адгезию: Адгезия покрытия проверяется с помощью теста на адгезию методом поперечного надреза, чтобы предотвратить отслоение покрытия, вызванное вибрациями во время эксплуатации.

Рисунок 4: Образцы меди с гальваническим покрытием на тестовой панели, используемые для анализа коррозионной стойкости.
Какие допуски определяют качество квалифицированной услуги по прецизионной обработке меди?
Одним из основополагающих принципов создания надежной службы высокоточной обработки меди является установление строгих требований к точности обработки меди . Это включает в себя контроль допусков по размерам и положению в пределах 0,1 мм в поперечном направлении, обеспечение допуска по расстоянию между отверстиями 0,05 мм и предотвращение деформации плоскостности, не превышающей 0,2 мм на 100 мм, для соответствия требованиям автоматизированной сборочной линии . Точность допусков является одним из ключевых факторов, отличающих высококлассных поставщиков услуг по обработке меди от низкоклассных.
Основные технические трудности при прецизионной обработке
Контроль размеров меди представляет собой гораздо более сложную задачу, чем контроль размеров стали того же качества. Изготовление медных шин на заказ требует очень высокой точности размеров . Медь высокой чистоты — очень мягкий металл, который легко деформируется и возвращается в исходное состояние после обработки. Сочетание многоотверстных групп и трехмерных изгибаемых заготовок с большой вероятностью приведет к нарушению допусков, что, в свою очередь, вызовет задержки в автоматизированной сборке и снижение выхода годной продукции .
Стратегия контроля точности допусков
Ведущее производство шин из листового металла осуществляется на основе глубокого понимания технологических процессов и использования соответствующего оборудования, что позволяет постоянно поддерживать высокий уровень точности:
- Оборудование и поддержка: В их распоряжении полностью автоматические сервоприводные штамповочные станки с ЧПУ и изготовленные на заказ полиуретановые формы с защитой от царапин, что позволяет уменьшить ошибки деформации, возникающие в процессе обработки.
- Контроль в реальном времени: Использование трехкоординатной измерительной машины для контроля в замкнутом контуре на протяжении всего процесса позволяет удалять дефектные заготовки в режиме реального времени .
- Стандартизированная калибровка: Калибровка оборудования проводится каждый раз перед началом обработки партии продукции, чтобы гарантировать одинаковый уровень допуска для разных партий.
Как метод проектирования с учетом технологичности производства (DFM) снижает затраты при изготовлении шин на заказ?
Высококачественная услуга по изготовлению шин на заказ может способствовать эффективной реструктуризации ваших затрат уже на этапе проектирования. Фактически, наиболее эффективным инструментом для снижения затрат на обработку медных шин является внедрение проектирования с учетом технологичности (DFM) на этапе проверки чертежей. Благодаря этому процессу многоэтапная нерегулярная штамповка заменяется на стандартизированную схему, повышается эффективность компоновки, что приводит к более эффективному использованию медного листа до 88% , и, следовательно, напрямую снижает затраты на сырье на 15%. Проектирование с учетом технологичности является одним из основных способов достижения баланса между качеством и стоимостью.
Основные особенности оптимизации чертежей DFM
Использование богатого опыта в технологии обработки листового металла из меди позволяет эффективно оптимизировать предварительные чертежи, что служит гарантией от проблем, возникающих при массовом производстве.
- Структурная оптимизация: исправление нелепых конструктивных решений, таких как отверстия со слишком малым запасом (обычно в 2 раза превышающим толщину платы) и очень острыми углами изгиба, чтобы избежать производственных браков, которые могут выйти из-под контроля.
- Оптимизация компоновки: при стандартном варианте компоновки использование медного листа может быть увеличено до более чем 88%, что позволяет полностью исключить отходы сырья .
- Упрощение процесса: замена сложных конструкций, собираемых вручную, на конструкции, сложенные механическим способом, помогает снизить трудозатраты и количество ошибок при сборке.
Результаты внедрения оптимизации затрат
Внедрение стандартизированного производства шин из листового металла с учетом DFM-технологий позволяет не только снизить затраты на сырье на 15%, но и контролировать производственный брак в пределах 0,5% при массовом производстве , а также сократить сроки выполнения заказа на 10%, что приводит к значительному снижению затрат и повышению эффективности проектов по закупкам в международных компаниях.
Для точной оптимизации чертежей и снижения производственных затрат предоставьте свои чертежи , чтобы получить бесплатное решение по оптимизации DFM (проектирование для производства) , обеспечивающее двойное улучшение качества и экономической эффективности.
Почему компания LS Manufacturing является ведущим партнером по изготовлению изделий из листовой меди?
Высококачественная обработка листового металла из меди — задача действительно сложная. Компания LS Manufacturing, используя собственную систему статистического контроля процессов (SPC), постоянно улучшает свой индекс производительности (Cpk) до 1,33. Благодаря полному соответствию стандартам ISO 9001 и IATF 16949, компания обеспечивает первоклассный сервис, начиная от бесплатных образцов для проектирования с учетом технологичности производства (DFM) и заканчивая беспроблемными крупносерийными поставками. Тщательно продуманная система управления производством является основной гарантией высокого качества продукции.
Система контроля качества на всех этапах производства
Контроль качества на заводе — это тщательный надзор за всей цепочкой от начала до конца. Профессиональные услуги по обработке листового металла из меди зависят от полноценной системы обеспечения качества готовой продукции:
- Онлайн-контроль: В производственных процессах используются инфракрасные приборы для измерения температуры и оборудование для измерения микроомного импеданса, что позволяет осуществлять 100% онлайн-контроль .
- Гарантия качества сырья: Имеется большой запас листов высокочистой меди. Каждая единица сырья имеет сертификат MTR (протокол испытаний материала), благодаря чему использование низкокачественного сырья исключено .
- Гарантия доставки: Возможно быстрое изготовление образцов и начало производства в течение 48 часов без минимального объема заказа, подходит для научно-исследовательских и опытно-конструкторских работ, а также для массового производства.
Возможность отслеживания происхождения товара после продажи
Вся готовая продукция вносится в систему ERP на основе отработанного процесса изготовления шин по индивидуальному заказу, обеспечивая полную отслеживаемость от номера рулона сырья до заводской проверки , предоставляя 12-месячную гарантию качества и полностью решая проблемы, связанные с высокими рисками в цепочке поставок и затратами на метод проб и ошибок для клиентов.
Пример из практики: Компания LS Manufacturing изготовила на заказ медные шины для клиента, являющегося поставщиком комплектующих для аккумуляторных модулей электромобилей первого уровня.
В производстве высокотехнологичных аккумуляторов для новых источников энергии требования к точности и стабильности медных шин очень строгие, даже мельчайшие дефекты в процессе могут привести к проблемам с качеством партии. Проект по производству высоковольтных аккумуляторов на 800 В для автомобильной компании, осуществляемый ведущим поставщиком, чуть не был сорван из-за использования менее качественных технологий конкурента. Этот случай является прекрасной иллюстрацией того, насколько ценны на практике изготовленные на заказ прецизионные медные шины.
Проблема клиента:
Поставщик первого уровня этого автопроизводителя использовал шины из высокочистой меди C11000 толщиной 6 мм в своих твердотельных аккумуляторных модулях на 800 В для массового производства. Обычная технология гибки на станках с ЧПУ, используемая конкурентами, не обеспечивала необходимой для предотвращения образования микротрещин безупречной технологии компенсации напряжений при гибке листового металла (FMM), что приводило к образованию межзеренных микротрещин размером 0,15 мм на внешней стороне изогнутых участков в партиях готовой продукции.
Данные испытаний показали, что микротрещины размером более 0,05 мм могут вызывать эффект перегрева при токе, превышающем 320 А. После тысяч испытаний на термоудар эта партия медных шин показала заметное увеличение контактного сопротивления и повышение температуры оборудования выше предела, что привело к выходу из строя высоковольтного распределительного устройства, из-за чего возник риск задержек проекта и претензий.
Решение LS Manufacturing:
В течение 2 часов мы отреагировали на внезапную ситуацию, запустив механизм экстренной обратной оптимизации DFM и полностью перестроив производственный процесс.
- В качестве сырья была выбрана высокочистая медь C11000 со 100% контролем размера зерна, а гибка проводилась строго под прямым углом к направлению прокатки.
- Вместо устаревших V-образных форм была использована специальная гибочная форма для роликов , что позволило оптимизировать радиус изгиба листового металла толщиной 6 мм до 7,5 мм и полностью снять напряжение при изгибе.
- В качестве постобработки был изменен процесс электроосаждения композитного покрытия: 2,0 мкм никелевой основы + 6,5 мкм матового олова , что обеспечивает двойное преимущество: сопротивление окислению и стабильность проводимости.
- Перед отправкой допуски поддерживались в пределах 0,08 мм с помощью координатно-измерительной машины, а импеданс каждого изделия измерялся микроомметром, что обеспечивало 100% соответствие требованиям контроля качества.
Результаты и ценность:
Благодаря нашим передовым возможностям по изготовлению высококачественных изделий из листового металла , нам удалось изготовить эталонные образцы за 72 часа. Готовая продукция прошла 1500 циклов испытаний на сверхвысокий температурный удар и не выявила дефектов при микроскопическом исследовании, а также продемонстрировала стабильное контактное сопротивление . Проект полностью исключил риск теплового разгона и позволил начать производство на две недели раньше запланированного срока.
Мы получили статус основного поставщика класса А, что обеспечило нам долгосрочный заказ на 250 000 единиц в год и наглядно продемонстрировало ключевую роль передовых технологий производства медных шин.
Чтобы избежать кризисов качества массового производства и соответствовать строгим стандартам автопроизводителей, вы можете ознакомиться с дополнительными примерами внедрения медных шин для энергосистем и изучить проверенные индивидуальные решения.

Часто задаваемые вопросы
В1: Каков минимальный радиус изгиба для стандартных медных листов марки C11000?
Для обеспечения полного отсутствия межзеренных микротрещин и физического нарушения электропроводности минимальный внутренний радиус изгиба R чистой меди C11000 должен быть больше или равен 1,0-1,2 толщины материала . Этот критерий может применяться к толщинам от 1 до 10 мм и является широко признанным пределом безопасности в промышленном массовом производстве.
В2: Какое покрытие лучше подходит для электронных медных шин: олово или серебро?
Для обеспечения общей токопроводности и защиты от окисления наилучшим выбором будет процесс нанесения оловянного покрытия толщиной 5 мкм, обеспечивающий высокое соотношение цены и качества, а также износостойкость . В военных, радиочастотных и других областях применения, требующих сверхнизкого сопротивления, следует использовать серебрение, которое может снизить контактное сопротивление системы до 10 мкОм.
В3: Какие линейные допуски на изготовление изделий из меди может обеспечить компания LS Manufacturing?
Благодаря сочетанию высокоточных станков с ЧПУ и изготовленных на заказ приспособлений мы можем стабильно поддерживать допуски по форме и положению медных шин в диапазоне 1-10 мм с точностью до 0,1 мм , а также точно соблюдать допуск по расстоянию между центрами основных отверстий до 0,05 мм, что соответствует требованиям автоматизированной прецизионной сборки.
Вопрос 4: Почему на моей детали из медного листового металла после лазерной резки появляются следы изменения цвета от нагрева?
Высокая светоотражательная способность и высокая теплопроводность чистой меди приводят к образованию больших зон термического воздействия, а затем к окислению и изменению цвета после обычной лазерной резки. Наши процессы волоконной лазерной и гидроабразивной резки полностью исключают повреждения от термических напряжений и следы ожогов .
В5: Предоставляет ли компания LS Manufacturing бесплатные автоматизированные инженерные проверки DFM (проектирование с учетом технологичности производства) перед составлением коммерческого предложения?
Наши опытные инженеры, как правило, могут проанализировать и ответить на загруженные заказчиками чертежи САПР в течение 24 часов. Обычно мы бесплатно создаем отчеты по технологичности производства (DFM) и даже рассчитываем себестоимость продукции на основе чертежей в форматах STEP и DXF, что позволяет клиентам оперативно получать надежную смету для массового производства. В отчетах рассматриваются все аспекты оптимизации технологичности и предлагаются рекомендации, такие как компенсация изгиба, оптимизация компоновки и контроль затрат.
В6: Как вы обеспечиваете соответствие чистоты исходного медного сырья отраслевым стандартам электротехники?
Каждая партия медных материалов сопровождается оригинальным сертификатом качества материала MTR от производителя, подтверждающим содержание меди 99,90%. Завод оснащен вихретоковыми кондуктометрами для проведения выборочных проверок, благодаря чему проводимость готовой продукции постоянно остается выше 101% IACS и соответствует стандартам электротехнической промышленности.
В7: Каков ваш минимальный объем заказа для услуг по изготовлению шин на заказ?
Мы стремимся облегчить разработку клиентских проектов и процесс проб и ошибок, поэтому у нас нет минимальных объемов заказа . Один образец нашей стандартной технологической процедуры, применяемой в автомобильной промышленности, может полностью удовлетворить потребности как в мелкосерийном прототипировании, так и в крупномасштабном массовом производстве.
В8: Каков гарантийный срок и история отслеживания происхождения изготовленных вами медных электротехнических деталей?
Мы предоставляем официальную гарантию на все детали из медного листового металла и медные шины сроком на 12 месяцев. Каждая производственная партия внесена в систему ERP для обеспечения прослеживаемости, начиная от номера катушки сырья и заканчивая данными заводских испытаний . Эта система создана для защиты прав послепродажного обслуживания.
Краткое содержание
В новых энергетических системах и системах передачи и распределения электроэнергии высокой плотности медные шины являются важнейшими компонентами, объединяющими множество технологий. Даже незначительные изменения в составе материала, обработке поверхности при изгибе и допусках, к сожалению, могут привести к проблемам безопасности в условиях высоких токов. Требования к безопасности и энергоэффективности высокотехнологичного оборудования больше не могут быть адекватно удовлетворены традиционными, грубыми методами механической обработки.
Благодаря использованию стандартизированных, основанных на данных, комплексных процессов контроля качества при изготовлении листового медного металла, мы можем производить прецизионные медные шины с низким сопротивлением, без дефектов и высокой износостойкостью , что является необходимым условием для стабильной работы различного высокотехнологичного электрооборудования.
Неправильная обработка медных шин может очень быстро привести к угрозе безопасности оборудования. Будучи ключевым поставщиком первого уровня для автопроизводителей, компания LS Manufacturing предлагает комплексное решение по изготовлению медных шин на заказ , включающее выбор материала, оптимизацию DFM, прецизионную обработку, гальваническое покрытие и послепродажную гарантию, подходящее как для прототипирования в НИОКР, так и для серийного производства. Загрузите свои 3D-чертежи и получите техническую оценку и коммерческое предложение от инженера в течение 24 часов!
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com 
