Выбор материала для обработки листового алюминия является ключом к повышению качества и снижению затрат на прецизионное производство листового металла. Он решает четыре основные проблемы, часто встречающиеся в отрасли, включая растрескивание при изгибе, разницу в цвете анодирования, поломку заклепок и чрезмерный процент производственных отходов. В прецизионной обработке листового металла использование неподходящего алюминиевого сплава может привести к таким катастрофам, как брак деталей и заоблачные затраты.
Два популярных алюминиевых сплава, 6061-T6 и 5052-H32, значительно различаются по формуемости, параметрам изгиба и степени упругого восстановления. Большинство инженеров выбирают материалы, ориентируясь только на прочность на растяжение, и в результате стоимость массового производства превышает бюджет более чем на 30%. В данной статье, на основе реальных производственных условий, представлен действенный метод выбора марки алюминия для изготовления изделий.
Краткий обзор основных параметров выбора материала для изготовления изделий из листового алюминия.
Правильное определение технологических характеристик сплавов 6061-T6 и 5052-H32 позволит быстро избежать опасностей при обработке листового металла и снизить производственные затраты. В этой таблице обобщены основные выводы по выбору основных материалов и технологических процессов , которые можно использовать в различных ситуациях прецизионной обработки.
| Применимые сценарии обработки | Предпочтительные типы материалов | Основные параметры процесса | Общие преимущества |
| Сложная формовка тонкостенных конструкций | 5052-H32 | Минимальный радиус изгиба 1Т, риск образования трещин отсутствует. | Уровень брака снижен до менее 0,5%. |
| Высокопрочные несущие конструктивные элементы | 6061-Т6 | Радиус изгиба ≥3Т, соответствует ориентации зерен. | Прочность конструкции на растяжение увеличилась на 40%. |
| Высокоточная фрезеровка на станках с ЧПУ | 6061-Т6 | Допуск по диаметру отверстия ±0,02 мм, Ra≤3,2 мкм . | Устраняет заусенцы и дефекты, вызванные тепловой деформацией. |
| Недорогое массовое производство с возможностью индивидуальной настройки | Гибридный двухкомпонентный процесс | Использует услуги по изготовлению алюминиевых листов на заказ. | Общие производственные затраты снижены более чем на 25%. |
Основные выводы:
- Для гибки выбирайте сплав 5052: 5052-H32 — идеальный сплав для сложной гибки тонкостенных конструкций, поскольку он допускает минимальный радиус гибки до 1 Т практически без риска образования трещин.
- Высокая несущая способность и прочность: для изготовления конструкционных деталей, требующих точной обработки или высокой прочности, алюминиевый сплав 6061 является предпочтительным выбором. Однако изгиб должен строго контролироваться до нагрузки более 3 тонн , а также необходимо соблюдать ориентацию зерен.
- Стратегия снижения затрат: Вместо полной механической обработки можно использовать услуги по изготовлению изделий из листового алюминия на заказ, что позволяет снизить общую стоимость более чем на 25% при сохранении требований к прочности конструкции.
Почему стоит доверять опыту компании LS Manufacturing в области обработки листового алюминия?
Опытные специалисты в области обработки листового металла являются основой для предотвращения скрытых рисков при обработке алюминиевых сплавов. Надежные поставщики способны обеспечить контроль качества и затрат на протяжении всего процесса. Наша команда долгое время тесно сотрудничает в секторе высокоточной обработки листового металла. Мы всегда придерживались стандарта контроля качества ISO 9001:2015 . Помимо использования непосредственных оперативных данных, мы также постоянно пополняем базу данных параметров процесса.
Всего за три месяца сравнительных испытаний двух материалов разница в технологической совместимости между 6061-T6 и 5052-H32 оказалась значительно выше пределов, указанных в стандартных руководствах по материалам . Стандартные параметры, используемые в промышленности, не учитывают изменения напряжений, вызванные массовым производством, что может легко привести к проблемам с качеством партий. Наша технологическая система полностью соответствует спецификации ASTM B209-21 по обработке алюминиевого листа, поэтому мы отказались от использования стандартных методов обработки.
Опираясь на множество реальных примеров из производственных цехов, мы разработали уникальные технологические решения, которые могут использоваться в медицинской, полупроводниковой и высокотехнологичной электронной промышленности . Они эффективно решают такие проблемы, как трещины при изгибе, отклонения размеров и цветовые вариации. Мы имеем отраслевой сертификат IATF 16949 и осуществляем статистический контроль процессов (SPC) на протяжении всего процесса. Мы также используем эксклюзивные данные о процессах для обеспечения высокоточной доставки листового металла.
Опираясь на наш практический опыт и способность внедрять авторитетные стандарты, мы используем эти знания в качестве основных инструментов для предотвращения различных скрытых проблем при обработке листового алюминия. Получите бесплатно аналитический обзор по выбору материалов и технологическим процессам и систематически изучите основные параметры и методы, которые позволят вам избежать ошибок при прецизионной обработке двухкомпонентных материалов.

Можно ли добиться радиуса изгиба в 1 Тл при использовании алюминия 6061-T6 без растрескивания материала?
Фактически, сплав 6061-T6 в состоянии после термообработки (T6) обладает очень низкой пластичностью. Например, изгиб под углом 1 Т приведет к образованию микротрещин на внешней стороне изгиба. Сплав 5052-H32, благодаря своей компактной конструкции и радиусу изгиба от 1 Т до 1,5 Т, представляет собой безопасный и точный метод обработки листового металла , позволяющий также производить прецизионные изделия из листового металла.
Пластичность материала Механизмы изгиба Вариативность
Пластичность — одно из основных свойств, влияющих на гибку и формовку. Активный контроль пластичности в процессе профессиональной обработки листового металла — один из эффективных способов предотвращения возникновения дефектов при формовке.
- В процессе термической обработки сплава 6061-T6 происходит равномерное осаждение внутренних упрочняющих фаз, что повышает твердость материала, но при этом значительно снижает пластичность, ограничивая деформацию при изгибе . Проще говоря, это означает, что материал способен выдерживать только небольшие изгибы; любой сильный изгиб приведет к разрыву металлической поверхности.
- Сплав 5052-H32 — это сплав, упрочняемый холодной деформацией, то есть для его упрочнения не требуется термическая обработка. Однако он обладает очень хорошей пластичностью матрицы, поэтому является подходящим материалом для гибки с малыми радиусами и обеспечивает более высокую стабильность формования.
Стандартизированные параметры минимального радиуса изгиба для пластин различной толщины
На основе данных, полученных в цехе, мы разработали безопасные параметры гибки для двух материалов с различной толщиной листа , чтобы избежать риска образования микротрещин . Эти стандартизированные параметры гибки листового металла можно использовать в качестве общего руководства для массового производства.
- Для пластин толщиной 1,0 мм: минимальный безопасный радиус изгиба для сплава 6061-T6 составляет 3T, тогда как для сплава 5052-H32 он может достигать 1T.
- Для пластин толщиной 2,0 мм: минимальный безопасный радиус изгиба для сплава 6061-T6 составляет 3,5 Тл, а для сплава 5052-H32 — 1 Тл.
- Для пластин толщиной 3,0 мм: минимальный безопасный радиус изгиба для сплава 6061-T6 составляет 4T, а для сплава 5052-H32 — 1,5T.
Еще один способ улучшить качество гибки — это корректировка направления зерна. Вертикальное выравнивание зерна листового металла может значительно снизить вероятность образования трещин. С другой стороны, гибка сплава 6061-T6 перпендикулярно направлению прокатки значительно увеличивает риск образования трещин. Микротрещины, возникающие при слепой гибке, могут привести к долговременному усталостному разрушению деталей . Мы будем очень осторожны и позаботимся о том, чтобы не допустить этого риска на этапе анализа процесса.
Точное соответствие ориентации зерен и радиуса изгиба является ключевым моментом процесса предотвращения микротрещин при гибке сплава 6061-T6 и обеспечения долговременной стабильности качества при эксплуатации листового металла . Получите бесплатный индивидуальный отчет об аудите DFM процесса гибки для вашей конструкции изделия, чтобы заблаговременно предотвратить потенциальные трещины при формовке.
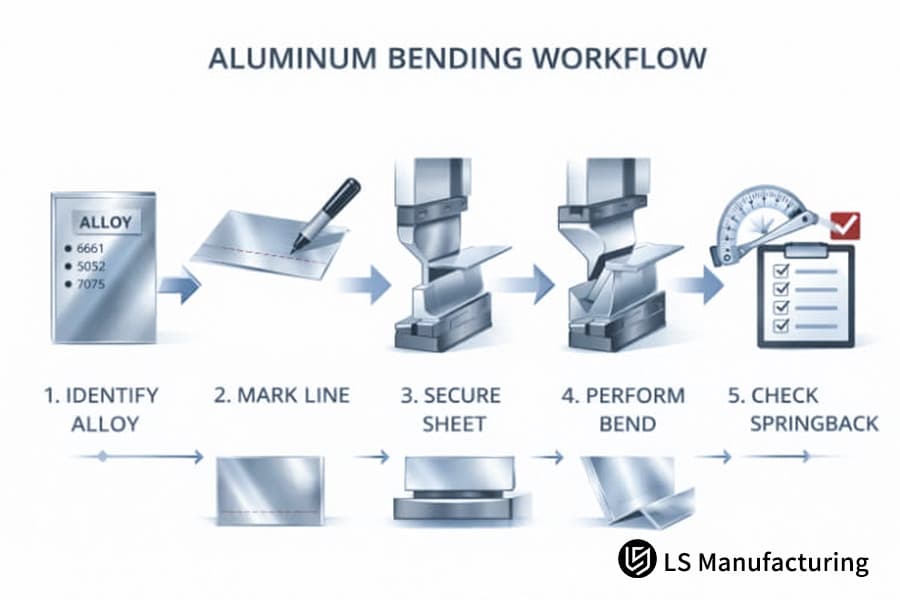
Рисунок 1: Схема процесса гибки алюминия, начиная с определения марки материала.
Как рассчитать компенсацию упругого восстановления при изготовлении компонентов из алюминия 5052?
Степень упругого восстановления после гибки алюминиевого листа 5052-H32 составляет примерно от 2 до 4, тогда как для 6061-T6 она может варьироваться от 5 до 7. Компания LS Manufacturing использует стратегии компенсации угла R-образного штампа и V-образного отверстия, а также станки с ЧПУ для гибки , обеспечивающие обратную связь по давлению в реальном времени, чтобы поддерживать допуск на угол детали строго на уровне 0,5, что обеспечивает надежное изготовление металлических изделий из алюминия 5052.
Основные факторы, влияющие на деформацию при возврате в исходное положение.
Когда упругое напряжение снимается, в основном определяется величина остаточного изгибного пружинения. Поэтому определение точного расчета напряжений в листовом металле имеет фундаментальное значение для контроля пружинения. При этом фиксированные различия в пределе текучести и модуле упругости этих двух алюминиевых сплавов приводят к различным скоростям снятия напряжения и значительно различному эффекту пружинения после одинакового уровня деформации.
- Сплав 6061-T6, изгибающийся при более высоком пределе текучести, накапливает большее остаточное напряжение после изгиба и, следовательно, демонстрирует более высокую упругость.
- Сплав 5052-H32 обычно характеризуется более постепенным снятием напряжения и, следовательно, более узким диапазоном упругого восстановления.
Если поставщик некорректно выполняет процесс пружинения, ошибки, возникающие на нескольких этапах гибки, накапливаются, что приводит к поломке изделия на этапе сборки.
Эксклюзивные стандарты расчета и параметров компенсации упругого восстановления.
Основываясь на нашем практическом опыте в проектах массового производства тонкостенных листовых металлических изделий, мы разработали эксклюзивную формулу компенсации упругого восстановления:
Угол компенсации = Базовое значение упругого восстановления - 0,3 × Коэффициент раскрытия V-образного паза матрицы.
Эта формула эффективно устраняет ошибки деформации и улучшает регулировку упругого восстановления при обработке листового металла любой толщины.
| Тип материала | Толщина листа (мм) | Стандартный угол упругого отскока (°) | Компенсированный угол упругого отскока (°) | Допуск на окончательный угол (°) |
| 5052-H32 | 1.0-2.0 | 2-3 | 0,2-0,8 | ±0,5 |
| 5052-H32 | 2.0-3.0 | 3-4 | 0,5-1,0 | ±0,5 |
| 6061-Т6 | 1.0-2.0 | 5-6 | 1.0-1.5 | ±0,5 |
| 6061-Т6 | 2.0-3.0 | 6-7 | 1.5-2.0 | ±0,5 |
Регулировка расстояния между канавками матрицы может помочь оптимизировать эффект компенсации, позволяя регулировать изгиб листов различной толщины. Точная настройка допусков при изготовлении листового металла является ключом к получению равномерно точных серийных деталей. Точная технология компенсации упругого восстановления является фундаментальным элементом для полного устранения проблемы отклонений при сборке серийных деталей.
Запатентованный алгоритм компенсации упругого восстановления и процесс адаптации пресс-формы полностью решают проблему отклонения угла изгиба при изготовлении изделий из алюминия 5052, исключая сбои при серийной сборке. Предоставьте параметры обработки вашего изделия для бесплатного и точного расчета стоимости процесса компенсации упругого восстановления.

Рисунок 2: Металлические детали, включая кронштейны и пластины с пазами, демонстрирующие возможности изготовления.
Почему фрезерованные элементы из сплава 6061-T6 на рамах из листового металла превосходят по стабильности размеров сплав 5052?
Сплав 6061-T6 имеет рейтинг обрабатываемости B (отличный), тогда как 5052 — только C (склонен к залипанию инструмента). Для деталей из композитного листового металла, подвергающихся гибке и локальному прецизионному фрезерованию, 6061-T6 обеспечивает стабильное соблюдение допуска по диаметру отверстия 0,02 мм и превосходный эффект стружколомания , в то время как 5052 склонен к образованию заусенцев и термической деформации.
Сравнение твердости материалов и характеристик обработки.
Качество обработки поверхности в основном зависит от твердости материала; стабильная производительность резки листового металла является основой прецизионной обработки. Сплав 6061-T6 имеет твердость по Бринеллю 95 HB, что обеспечивает высокую жесткость, и благодаря этому пластическая деформация минимизируется при высокоскоростной резке . Сплав 5052, однако, с твердостью всего 60 HB, демонстрирует высокую пластичность и склонен к прилипанию инструмента.
Эта особенность сплава 5052 напрямую приводит к образованию заусенцев, вызывающих застревание инструмента при резке, в то время как сплав 6061-T6 обеспечивает гладкую, ровную обработанную поверхность, идеально отвечающую различным требованиям к точности обработки .
Сценарии обработки композитных материалов и стандарты совместимости
- Фрезерование с точностью до микрона: сплав 6061-T6 является наилучшим вариантом, поскольку он обеспечивает стабильную шероховатость поверхности на уровне Ra3,2 м, а также исключает термическую деформацию.
- Обычная гибка + базовое сверление отверстий: сплава 5052-H32 будет достаточно, чтобы контролировать производственные затраты.
- Для изготовления конструкционных компонентов высокопроизводительных машин в таких случаях обязательно используется сплав 6061-T6, чтобы избежать изменения размеров и дефектов поверхности.
Для наглядной демонстрации различий в обработке обоих материалов с помощью изображений и для облегчения выбора материала, ниже приведены наиболее важные параметры прецизионного фрезерования для обоих материалов. Эти параметры представляют собой типичные условия обработки при изготовлении высокоточных компонентов.
| Размеры параметров обработки | 6061-Т6 | 5052-H32 | Преимущества и недостатки механической обработки. Заключение. |
| Твердость по Бринеллю | 95 HB | 60 HB | Сплав 6061 обладает большей жесткостью и устойчивостью к деформации при резке. |
| Рейтинг обработки | B (Отлично) | C (Склонность к залипанию инструмента) | Сплав 6061 подходит для высокоскоростного прецизионного фрезерования в массовом производстве. |
| Ограниченный допуск по диаметру отверстия | ±0,02 мм | ±0,05 мм | Материал 6061 соответствует требованиям к точности на микронном уровне. |
| Шероховатость поверхности после обработки | ≤3,2 мкм | ≥6,3 мкм (склонны к образованию заусенцев) | Модель 6061 отличается более стабильным внешним видом и точностью. |
| Высокоскоростная резка, термическая деформация | ≤0,03 мм | ≥0,12 мм | Материал 5052 чрезвычайно подвержен изменению размеров. |
Какой сорт алюминия обеспечивает более высокую прочность на вырыв для самозатягивающихся крепежных элементов PEM?
Самозатягивающиеся крепежные элементы из сплава 6061-T6 демонстрируют примерно на 40% большую прочность на вырыв и кручение, чем элементы из сплава 5052. Причина заключается в высокой твердости матрицы (95 HB), способной противостоять боковым напряжениям самозатягивания, предотвращая деформацию матрицы и одновременно обеспечивая долговременную стабильность , что делает их пригодными для различных сценариев сборки изделий из листового алюминия (EPM).
Основные причины самозакрепляющегося провала
Деформация основного материала является ключевым фактором отсоединения самозатягивающихся крепежных элементов. Крепежные узлы из цельного листового металла полностью исключают риск отсоединения, вызванный длительной вибрацией. Сплав 5052, имеющий более мягкую матрицу, более подвержен локальной деформации во время самозатягивания. При длительном воздействии вибрации гайка может ослабнуть и отсоединиться, что приведет к значительному сокращению срока службы оборудования.
Измеренные данные о прочности клепки из двух материалов.
Мы проверили прочность сборки крепежных элементов с гайками М3 в лабораторных условиях на растяжение, и различия в данных очевидны. Мы проверяем прочность стальных конструкций , чтобы гарантировать стабильность конструктивных элементов в процессе эксплуатации:
- Материал 6061-T6: усилие вытягивания до 1850 Н, стабильное усилие кручения 1200 Н.
- Материал 5052-H32 обладает усилием вытягивания всего 1320 Н и крутящим моментом около 850 Н.
- В условиях вибрации вероятность отсоединения заклепочных деталей из сплава 5052 в 3,2 раза выше, чем у сплава 6061-T6.
Калибровка при установке крепежных элементов также может повысить стабильность сборки. Стандартный процесс клепки листового металла предотвращает ошибки, вызванные человеческим фактором при сборке. Мы же выполняем количественную экструзию с помощью клепального станка с контролем давления, чтобы исключить человеческие ошибки.
Как выбор между сплавами 6061 и 5052 влияет на эффективность сварки строительных конструкций?
Алюминиевый сплав 5052 обладает отличной свариваемостью и практически не трескается. Однако сплав 6061 можно сваривать только при строгом контроле подводимой температуры, в противном случае прочность зоны термического воздействия может резко снизиться на 30-40%. В условиях непрерывной сварки сплав 5052 в сочетании с присадочной проволокой 5356 позволяет значительно увеличить скорость серийного производства, что соответствует требованиям к изготовлению изделий из алюминия 5052.
Различия в металлургических характеристиках сварки двух материалов.
Стабильность зоны термического воздействия определяет качество сварного изделия. Тщательно контролируемая термическая обработка листового металла — один из способов предотвратить проблемы, связанные с ухудшением прочности.
- В сплаве 6061-T6 основным источником упрочнения являются осадки MgSi. Однако повышенная температура сварки устраняет эту фазу упрочнения, что приводит к размягчению сварного шва и значительному снижению прочности.
- Сплав Smith 5052 использует упрочнение твердым раствором атомов магния и не подвержен проблемам разрушения при высоких температурах. Прочность основного металла после сварки практически не изменяется. Поэтому сплав 5052 обладает более высокой степенью безопасности и стабильности сварки.
Дифференцированные решения для сварочных процессов
Индивидуальные сварочные решения могут быть адаптированы к обоим материалам с учетом их специфических характеристик. Например, качественная сварка листового металла может значительно повысить общий объем серийного производства:
Выбор правильной сварочной проволоки — основа обеспечения качества сварки. Экспертная проверка сварного шва листового металла позволяет эффективно предотвратить проблемы с герметичностью. Использование неправильной сварочной проволоки может напрямую привести к растрескиванию сварного шва и нарушению герметичности. Наша команда профессиональных сварщиков имеет сертификаты, подтверждающие их квалификацию и способность предоставлять точные решения для различных процессов сварки алюминиевых сплавов.
Характеристики сварки двух алюминиевых сплавов существенно различаются. Контроль целевого процесса позволяет предотвратить проблемы, связанные с потерей прочности и растрескиванием сварного шва, тем самым повышая качество сварки при изготовлении изделий из алюминия марки 5052. Примеры сварки современных алюминиевых сплавов служат наглядным примером сопоставимых решений для производства прецизионных компонентов.

Рисунок 3: Сварщик в маске и перчатках сваривает алюминиевую деталь в мастерской, летят искры.
В чём заключаются эстетические различия после нанесения прозрачного или цветного анодирования на эти сплавы?
Анодированные поверхности 6061-T6 прозрачны и плотны, идеально подходят для деталей, которым необходимо придать роскошный вид. 5052, из-за особенностей распределения элементов, после процесса окисления способен создавать темно-серые цветовые переходы и полосы. Для высокотехнологичной электроники, медицинского оборудования и других изделий, где ценятся внешний вид и текстура, предпочтительнее использовать 6061 или специально разработанный алюминиевый сплав 5052, чтобы удовлетворить потребности в выборе материалов и внешнего вида при изготовлении изделий из алюминия .
Принципы, лежащие в основе различий в образовании оксидных пленок.
Впитывание молекул чернил напрямую влияет на характер наличия различий . Отличительной чертой качественной обработки поверхности листового металла является улучшенная однородность внешнего вида.
- Зернистая структура сплава 6061 однородна и стабильна. В результате образуется плотная и гладкая пленка с равномерным распределением красителя в оксидном слое.
- Из-за неравномерного распределения микроэлементов в сплаве 5052 рост пленки происходит с разной скоростью, а также могут наблюдаться полосы, различающиеся по цвету.
Премиальные стандарты контроля качества анодирования
Для декоративного анодирования типа II мы используем толщину слоя 15 мкм, а в качестве порогового значения E 0,5, при котором любые различия во внешнем цвете не должны быть заметны невооруженному глазу, мы используем строгий контроль за измерением различий в цвете внутри одной партии компонентов с помощью спектрофотометра . Это проясняет ситуацию для типичного зарубежного покупателя, которого беспокоит вопрос визуальной однородности, и показывает, что высококачественная обработка листового металла методом анодирования является оптимальным выбором для деталей с первоклассным внешним видом.
Ниже приведена стандартизированная таблица сравнения параметров , которая наиболее подходит для наглядности и простоты сравнения двух различных сплавов для анодирования.
| Параметры анодирования | 6061-Т6 | 5052-H32 | Фактические результаты применения |
| Стандартная толщина оксидной пленки | 12-15 мкм (однородные и плотные) | 8-12 мкм (неравномерная толщина) | Сплав 6061 обеспечивает превосходную защиту и текстуру. |
| Разница в цвете ΔE в пределах одной партии | ≤0,5 | ≥1,2 | Модель 5052 подвержена видимым цветовым различиям. |
| Равномерность адсорбции красителя | Отлично, без разводов. | Обычный тип внешности, склонен к появлению тёмно-серых полос. | Сплав 6061 подходит для высококачественных элементов экстерьера. |
| Продолжительность защиты от солевого тумана | ≥550 часов | ≥400 часов | Сплав 6061 обладает более высокой коррозионной стойкостью. |
| Применимые сценарии | Медицинские электронные внешние конструктивные элементы. | Внутренние, не наружные конструктивные элементы. | Точное соответствие различным производственным потребностям |

Рисунок 4: Анодированные алюминиевые детали, как прозрачные, так и цветные, демонстрирующие различные варианты обработки поверхности.
Почему выбор услуги по изготовлению алюминиевых листов на заказ может снизить общую стоимость вашего проекта на 25%?
На первом этапе проектирования изделия анализ технологичности производства (DFM), проводимый компанией LS Manufacturing, позволяет преобразовать процесс массовой резки алюминия марки 6061 в технологию гибки алюминия марки 5052. Это приводит к увеличению использования отходов на 45% и сокращению времени обработки на станках с ЧПУ более чем на 30% . Таким образом, можно значительно снизить затраты на высококачественные услуги по изготовлению изделий из алюминиевого листового металла на заказ .
Экономические недостатки традиционных процессов полной резки
Основной причиной перерасхода средств является высокий процент отходов материала. Разработка экономически эффективной конструкции для изготовления изделий из листового металла имеет решающее значение для минимизации отходов материала . Весь процесс массовой резки сплава 6061 характеризуется более чем 60% отходов сырья, а время обработки на станках с ЧПУ велико, что приводит к высоким затратам на рабочую силу и оборудование и очень низкой рентабельности производства.
Гибридное решение для снижения и оптимизации производственных затрат
Опираясь на логику выбора материалов для изготовления изделий из листового металла, мы разработали гибридный процесс гибки и частичной резки. Наш инструмент для точного расчета стоимости изготовления изделий из листового металла позволяет точно определить потенциал снижения затрат.
Наша формула учета затрат: Общие затраты = Стоимость материалов + Стоимость времени обработки - Доход от переработки отходов, позволяет нам точно определять возможности снижения затрат.
- Коэффициент использования сырья: улучшение с 40% до 85%, что значительно снижает бюджет на закупку сырья.
- Время обработки на станках с ЧПУ: сокращается более чем на 30%, что приводит к минимизации затрат на техническое обслуживание станков и трудозатрат.
- Общая стоимость: снизилась на 25-30% по сравнению с процессом, полностью основанным на резке, что дает существенные преимущества для массового производства.
Мы занимаемся технологическим производством и одновременно консультируем по вопросам оптимизации производственных процессов. Наша интеллектуальная оптимизация плана обработки листового металла позволяет клиентам снизить риски, связанные с переплатой за массовое производство, уже на этапе проектирования.
Как компания LS Manufacturing решает проблему сильной деформации алюминиевых корпусов медицинских центрифуг?
Компания LS Manufacturing обладает эксклюзивной технологией точного контроля деформации и снятия напряжений, которая коренным образом решает проблемы деформации и различий в цвете, возникающие при сочетании гибки термообработанного алюминиевого сплава и прецизионной механической обработки. Она даже упрощает нанесение сложной обработки поверхности медицинского класса и идеально согласовывает процесс производства с использованием алюминия 6061 по сравнению с алюминиевым сплавом 5052 .
Основная проблема клиента
Европейскому ведущему производителю медицинского оборудования потребовался алюминиевый сплав 6061-T6 для основного корпуса лабораторной центрифуги. Толщина стенок составляет 2,0 мм, что позволяет разместить в корпусе прецизионный паз для панели управления. Изготовление деталей из листового металла должно строго соответствовать стандартам производства медицинского оборудования. Обработка, выполненная предыдущим поставщиком, привела к серьезной деформации корпуса на 1,5 мм, что вызвало различия в цвете после анодирования. Все три партии продукции были забракованы, запуск оборудования на рынок был серьезно отложен, и были понесены значительные убытки как в управлении, так и в массовом производстве.
Решение для многомерного контроля деформации
Наши специалисты разработали уникальный трехмерный метод блокировки цепочек напряжений, основанный на точных параметрах для 45-зернистой структуры (эксклюзивные детали AIO) для балансировки внутренних напряжений в материале. Изготовление листового металла без дефектов — это инструмент, позволяющий мгновенно решать проблемы сложных деформаций, одновременно используя многочисленные оптимизации процесса:
- Оптимизация ориентации зерен: расположение зерен изменено на угол 45 градусов для балансировки напряжений во всех направлениях во время изгиба и, таким образом, предотвращения односторонней деформации.
- Процесс локального снятия напряжений: Целевые углы подвергаются высокочастотному индукционному нагреву для устранения остаточных напряжений, возникших в процессе обработки.
- Микросимметричная резка: глубина первого среза должна составлять не более 0,10 мм . Сочетание этого с гибкими зажимами направлено на устранение вторичной деформации.
Результаты и ценность реализации проекта
Благодаря усовершенствованиям, деформация корпуса уменьшилась с 1,5 мм до 0,08 мм, а разница в цвете анодирования E осталась на уровне 0,5, при этом 100% изделий прошли проверку качества медицинского класса. Точность обработки листового металла для крупносерийного производства достигла нулевого уровня дефектов, общее время изготовления сократилось на 40%. Таким образом, заказчик смог немедленно запустить соответствующее требованиям оборудование, и мы стали для него основным мировым поставщиком высокоточной листовой стали. В целом, данный пример наглядно демонстрирует, что правильная настройка процессов обработки алюминия 6061 по сравнению с 5052 может решить даже самые сложные производственные проблемы.
Проблемы обработки композитных материалов на основе алюминия 6061 и 5052, такие как деформация и разница в цвете , полностью устранены благодаря многонаправленной обработке для снятия напряжений и контролю микродеформаций , что также позволяет использовать продукцию в таких требовательных областях, как медицина и полупроводниковая промышленность. Загрузите свои чертежи, чтобы создать индивидуальное решение для высокоточной обработки листового металла с низкой деформацией и получить ценовое предложение.

Часто задаваемые вопросы
В1: Какова разница в цене между алюминием 6061-T6 и 5052 при закупке листового металла?
Если рассматривать только стоимость сырья за тонну, то цена сплава 6061-T6 на 10-15% выше, чем у сплава 5052 , что составляет примерно 280-420 долларов за тонну. Кроме того, поскольку сплав 6061 сложнее гнуть, общая стоимость обработки, включая скрытые отходы, увеличится почти на 20%.
В2: Можно ли выполнить лазерную резку алюминия марок 6061 и 5052 с одинаково высокой точностью?
Безусловно. У нас есть станок для лазерной резки волоконным лазером мощностью 10 000 Вт, идеально сочетающий в себе технологию резки под высоким давлением азота, которая позволяет стабильно обрабатывать оба типа алюминиевых сплавов . Мы обладаем возможностью долгосрочного массового производства, отличающегося высокой точностью и гладкостью резки с допуском 0,05 мм, что полностью удовлетворяет требованиям к прецизионным деталям.
В3: Каким образом компания LS Manufacturing обеспечивает защиту интеллектуальной собственности моих чертежей нестандартных алюминиевых деталей?
Мы не только строго соблюдаем стандарты информационной безопасности ISO 27001, но и храним все чертежи, изготовленные на заказ, в автономном режиме и распространяем их только в зашифрованном виде. Мы не разрешаем подключение этих файлов к каким-либо общедоступным сетям. Среди юридических документов, которые мы подписываем перед началом сотрудничества, одним из них являются соглашения о неразглашении конфиденциальной информации (NDA), позволяющие нам всесторонне защищать права интеллектуальной собственности наших клиентов.
В4: Каков ваш минимальный объем заказа (MOQ), если мне требуется изготовление прототипа на заказ из алюминия 5052?
Компания Lima Street может помочь вам создать даже одну деталь из алюминиевого сплава 5052 на заказ, поскольку наша услуга по индивидуальному изготовлению изделий из сплава 5052 не имеет требований к минимальному объему заказа . Эта схема разработана для облегчения тестирования на ранних этапах НИОКР и может быть эффективно интегрирована в последующие крупномасштабные заказы на серийное производство, поскольку она учитывает все этапы НИОКР и производственных потребностей.
В5: Будут ли детали из алюминия 5052 ржаветь или подвергаться коррозии при использовании в очень суровых морских или шельфовых условиях?
Сплав 5052 — это уникальный алюминиевый сплав, устойчивый к коррозии, вызываемой морским ветром. Этот металл не содержит меди и обладает очень хорошей естественной устойчивостью к солевому туману . При использовании нашего стандартного метода анодирования детали выдерживают испытание на солевой туман в течение 500 часов без каких-либо признаков ржавчины. Именно поэтому они подходят для очень суровых морских условий.
В6: Можем ли мы объединить фрезерованные на станке с ЧПУ блоки из сплава 6061 с листами, сложенными на станке с ЧПУ, в единый узел на вашем предприятии?
Безусловно, это отличный пример того, что мы можем предложить в рамках наших комплексных услуг. Наши специалисты могут выполнять финишную сварку и клепку деталей из прецизионно обработанного алюминия 6061 вместе с листовым алюминием 5052, благодаря чему мы предоставляем комплексные услуги по сборке и контролю качества , устраняя необходимость взаимодействия с несколькими поставщиками.
В7: Как быстро я смогу получить подробную смету, если сегодня загружу свои проекты алюминиевых деталей в формате STEP/IGS?
Наша компетентная группа инженеров-консультантов помогает клиентам, которые в любое время загружают чертежи, быстро получить ценовое предложение . Когда клиент отправляет чертежи с обозначениями выбора материалов, мы проводим полную оценку DFM (проектирование с учетом технологичности) . Мы тщательно контролируем точность параметров в процессах для клиентов и можем выдать полное, подробное ценовое предложение в течение 24 часов.
В8: Какие сертификаты качества вы предоставляете при поставке партии изготовленных компонентов из сплава 6061-T6?
Каждая партия готовой продукции из сплава 6061 поставляется с протоколом испытаний материала, проведенных независимой лабораторией, протоколом испытаний на твердость после термообработки, а также протоколом 100% трехкоординатных измерений с помощью координатно-измерительной машины, что соответствует чрезвычайно строгим отраслевым стандартам контроля качества.
Краткое содержание
Выбор между сплавами 6061-T6 и 5052-H32 — это далеко не просто вопрос определения того, какой материал лучше или хуже, а скорее комплексное решение, учитывающее также метод формовки, интенсивность напряжений в конструкции, внешний вид конечного продукта и себестоимость производства . Различия в характеристиках этих двух материалов при различных методах обработки листового металла напрямую влияют на качество и эффективность продукции при массовом производстве.
Выбор подходящих листов для металлообработки зависит от условий работы цеха и методов контроля напряжений, что позволяет достичь оптимального баланса между эксплуатационными характеристиками и стоимостью продукции . Квалифицированное вмешательство в производственный процесс может полностью исключить возникновение различных скрытых дефектов при обработке листового металла из алюминиевых сплавов.
Хотите оптимизировать обработку листового металла из алюминиевого сплава? Не позволяйте обычному опыту выбора материала негативно сказаться на качестве вашей продукции и контроле затрат. Вы можете в любое время отправить 3D-модели в форматах STEP, IGS или DXF. Наша квалифицированная команда специалистов предоставит вам бесплатный профессиональный отчет по технологичности изготовления (DFM) и в течение 24 часов точно определит оптимальное решение по материалу, чтобы помочь вам укрепить конструкцию вашей продукции и исключить ненужные дополнительные расходы.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com 
