A seleção do material para a fabricação de chapas de alumínio é fundamental para melhorar a qualidade e reduzir os custos na produção de chapas metálicas de precisão. Ela resolve os quatro principais problemas comuns no setor: trincas por dobra, diferenças de cor na anodização, falhas nos rebites e excesso de desperdício na produção. No processamento de chapas metálicas de precisão, o uso de uma liga de alumínio inadequada pode causar desastres, como peças descartadas e custos altíssimos.
As duas ligas de alumínio mais populares, 6061-T6 e 5052-H32, diferem bastante em termos de conformabilidade, parâmetros de dobramento e taxa de retorno elástico. A maioria dos engenheiros escolhe os materiais considerando apenas a resistência à tração e, como resultado, o custo da produção em massa ultrapassa o orçamento em mais de 30%. Este artigo apresenta, com base em condições reais de oficina, um método viável para a seleção da liga de alumínio adequada para a fabricação.
Visão geral rápida dos principais parâmetros para a seleção de materiais na fabricação de chapas de alumínio.
Identificar corretamente as características de processamento das ligas 6061-T6 e 5052-H32 seria uma maneira rápida de evitar riscos na fabricação de chapas metálicas e também reduzir custos de produção. Esta tabela consolida as principais conclusões sobre a seleção de materiais e processos que podem ser utilizados em diferentes situações de usinagem de precisão.
| Cenários de Processamento Aplicáveis | Tipos de materiais preferenciais | Parâmetros principais do processo | Benefícios gerais |
| Conformação complexa por flexão de paredes finas | 5052-H32 | Raio de curvatura mínimo de 1T, sem risco de fissuras. | A taxa de sucata foi reduzida para menos de 0,5%. |
| Componentes estruturais de alta resistência para suportar cargas | 6061-T6 | Raio de curvatura ≥3T, conforme a orientação dos grãos. | A resistência à tração estrutural aumentou em 40%. |
| Fresagem CNC de precisão | 6061-T6 | Tolerância do diâmetro do furo ±0,02 mm, Ra≤3,2 μm . | Elimina rebarbas e defeitos de deformação térmica. |
| Personalização de produção em massa de baixo custo | Processo híbrido de dois materiais | Utiliza serviço personalizado de chapa metálica de alumínio. | O custo total de fabricação foi reduzido em mais de 25%. |
Principais conclusões:
- Escolha o aço 5052 para curvatura: o 5052-H32 é a liga ideal para curvatura complexa de paredes finas, pois permite um raio de curvatura mínimo de até 1T com risco quase nulo de fissuras.
- Capacidade de suportar cargas elevadas: Para a fabricação de peças estruturais que exigem usinagem de precisão ou alta resistência, o alumínio 6061 é a primeira escolha. No entanto, a flexão precisa ser rigorosamente controlada para valores superiores a 3T e também respeitar a orientação das fibras.
- Estratégia de redução de custos: O serviço de fabricação de chapas de alumínio personalizadas pode ser utilizado em vez da usinagem completa para reduzir o custo total em mais de 25%, mantendo os requisitos de resistência estrutural.
Por que confiar na experiência da LS Manufacturing na fabricação de chapas metálicas de alumínio?
Profissionais experientes na fabricação de chapas metálicas são a base para prevenir riscos ocultos no processamento de ligas de alumínio. Fornecedores confiáveis garantem o controle de qualidade e custos em todo o processo. Nossa equipe atua há muito tempo no setor de chapas metálicas de precisão e sempre implementou a norma de controle de qualidade ISO 9001:2015 . Além de nos basearmos em dados operacionais de primeira mão, também mantemos um banco de dados com os parâmetros do nosso processo.
Com base em apenas três meses de testes comparativos entre dois materiais, a diferença de compatibilidade de processamento entre o 6061-T6 e o 5052-H32 é muito maior do que os limites estabelecidos nos manuais de materiais convencionais . Os parâmetros padrão da indústria não consideram as alterações de tensão decorrentes da produção em massa, o que pode facilmente resultar em problemas de qualidade do lote. Nosso sistema de processamento está em total conformidade com a especificação ASTM B209-21 para processamento de chapas de alumínio, e abandonamos o uso de métodos genéricos de processamento.
Com base em inúmeros exemplos práticos de oficinas, desenvolvemos soluções de processamento exclusivas que podem ser utilizadas nas indústrias médica, de semicondutores e de eletrônicos de ponta . Essas soluções resolvem com eficácia problemas comuns nesses setores, como trincas de curvatura, desvios dimensionais e variações de cor. Possuímos a certificação IATF 16949 e implementamos o controle estatístico de processo (CEP) em todas as etapas do processo. Além disso, utilizamos dados de processo exclusivos para facilitar a entrega de chapas metálicas de alta precisão.
Nossa experiência prática e a capacidade de implementar normas rigorosas são os principais pilares para evitar diversos tipos de problemas ocultos durante a fabricação de chapas de alumínio. Obtenha gratuitamente o white paper sobre seleção de materiais e processos e compreenda de forma sistemática os principais parâmetros e técnicas que permitem evitar armadilhas na usinagem de precisão de materiais bidimensionais.

É possível obter um raio de curvatura de 1T com alumínio 6061-T6 sem que o material rache?
De fato, o aço 6061-T6, quando em estado de envelhecimento por solução T6, apresenta uma plasticidade muito baixa. Por exemplo, uma dobra de 1T causará microfissuras na face externa da dobra. Como uma estrutura compacta, o aço 5052-H32, com raio de curvatura controlado de 1T a 1,5T, representa um método de processamento de chapas metálicas seguro e preciso , que também permite serviços de precisão em chapas metálicas.
Variância dos mecanismos de flexão da plasticidade do material
A ductilidade é uma das principais propriedades que influenciam a conformação por dobra. Controlar ativamente a ductilidade no processo profissional de fabricação de chapas metálicas é uma das maneiras eficazes de prevenir o surgimento de defeitos em uma operação de conformação.
- Durante o processo de envelhecimento em solução, o aço 6061-T6 apresenta fases de reforço interno que se precipitam uniformemente, aumentando a dureza do material. No entanto, essa precipitação reduz consideravelmente a plasticidade, limitando a deformação por flexão . Em outras palavras, o material suporta apenas pequenas dobras; dobras mais acentuadas podem causar o rompimento da superfície metálica.
- A liga 5052-H32 é endurecida por trabalho a frio, o que significa que não necessita de tratamento térmico para seu fortalecimento. No entanto, possui excelente ductilidade na matriz, sendo, portanto, um material adequado para curvatura com raios pequenos e oferecendo maior estabilidade de conformação.
Parâmetros padronizados de raio de curvatura mínimo para diferentes espessuras de chapa
Com base em dados de oficina, definimos parâmetros de dobra seguros para dois materiais com diferentes espessuras de chapa , de forma a evitar o risco de microfissuras . Esses parâmetros padronizados de dobra para fabricação de chapas metálicas podem ser usados como uma diretriz geral para a produção em massa.
- Para chapas com espessura de 1,0 mm: O raio de curvatura mínimo seguro para o aço 6061-T6 é de 3T, enquanto para o 5052-H32 pode chegar a 1T.
- Para chapas com espessura de 2,0 mm: O raio mínimo de curvatura seguro para o aço 6061-T6 é de 3,5T, enquanto para o 5052-H32 é de 1T.
- Para chapas com espessura de 3,0 mm: O raio mínimo de curvatura seguro para o aço 6061-T6 é de 4T, enquanto para o 5052-H32 é de 1,5T.
Outra forma de melhorar a qualidade da dobra é o ajuste da direção das fibras. Alinhar as fibras da chapa metálica verticalmente pode reduzir significativamente as chances de fissuras. Por outro lado, dobrar o aço 6061-T6 perpendicularmente à direção de laminação aumenta consideravelmente o risco de fissuras. Microfissuras resultantes da dobra às cegas podem causar fraturas por fadiga a longo prazo nas peças . Seremos muito cautelosos e garantiremos que não assumiremos esse risco durante a fase de revisão do processo.
A correspondência precisa entre a orientação dos grãos e o raio de curvatura é um ponto crucial no processo para prevenir microfissuras durante a curvatura do aço 6061-T6 e garantir a estabilidade e a qualidade a longo prazo do serviço de chapas metálicas de precisão . Obtenha um relatório de auditoria DFM personalizado e gratuito para o processo de curvatura da estrutura do seu produto e evite proativamente possíveis fissuras durante a conformação.
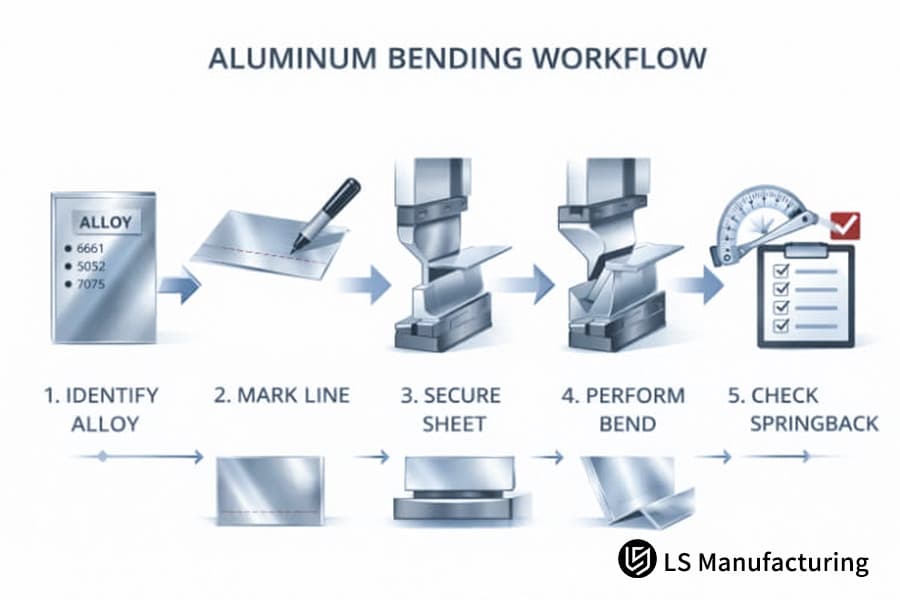
Figura 1: Diagrama de um processo de curvatura de alumínio, começando com a identificação da classe do material.
Como calcular a compensação de retorno elástico na fabricação de componentes de alumínio 5052?
O grau de retorno elástico após a dobra de uma chapa de alumínio 5052-H32 é de aproximadamente 2 a 4, enquanto para o alumínio 6061-T6, pode variar entre 5 e 7. A LS Manufacturing utiliza estratégias de compensação de ângulo R na matriz e abertura em V, além de máquinas de dobra CNC que fornecem feedback de pressão em tempo real para manter a tolerância do ângulo da peça em um nível de 0,5 rigorosamente, garantindo assim uma fabricação de metal confiável com alumínio 5052.
Principais fatores que afetam a deformação de retorno elástico
Quando a tensão elástica é liberada, a quantidade de retorno elástico residual é o principal fator determinante. Portanto, calcular com precisão a tensão na chapa metálica é fundamental para controlar o retorno elástico. Por outro lado, diferenças fixas na resistência ao escoamento e no módulo de elasticidade dessas duas ligas de alumínio causam diferentes taxas de liberação de tensão e, consequentemente, um efeito de retorno elástico bastante distinto após o mesmo nível de deformação.
- O aço 6061-T6, que se dobra com um limite de resistência ao escoamento mais elevado, acumulará uma tensão residual maior após a dobra e, portanto, apresentará um retorno elástico maior.
- O modelo 5052-H32 geralmente apresenta uma liberação de tensão mais gradual e, portanto, uma faixa de retorno elástico mais estreita.
Quando o processo de retorno elástico não é realizado corretamente pelo fornecedor, os erros provenientes de múltiplas etapas de dobra se acumulam, causando a falha do produto na fase de montagem.
Cálculo exclusivo da compensação de retorno elástico e padrões de parâmetros
Com base em nossa experiência prática em projetos de produção em massa de chapas metálicas de paredes finas, desenvolvemos uma fórmula exclusiva de compensação de retorno elástico:
Ângulo de compensação = Valor básico de retorno elástico - 0,3 × Coeficiente de abertura da ranhura em V da matriz.
Esta fórmula corrige corretamente os erros de deformação e melhora o ajuste do retorno elástico na fabricação de chapas metálicas para todos os tipos de espessura.
| Tipo de material | Espessura da chapa (mm) | Ângulo de retorno elástico padrão (°) | Ângulo de retorno elástico compensado (°) | Tolerância do ângulo final (°) |
| 5052-H32 | 1.0-2.0 | 2-3 | 0,2-0,8 | ±0,5 |
| 5052-H32 | 2.0-3.0 | 3-4 | 0,5-1,0 | ±0,5 |
| 6061-T6 | 1.0-2.0 | 5-6 | 1,0-1,5 | ±0,5 |
| 6061-T6 | 2.0-3.0 | 6-7 | 1,5-2,0 | ±0,5 |
O ajuste do espaçamento das ranhuras de uma matriz pode auxiliar na otimização do efeito de compensação, possibilitando o ajuste da curvatura de chapas de diferentes espessuras. O ajuste preciso das tolerâncias na fabricação de chapas metálicas é fundamental para a obtenção de peças em lote com precisão uniforme. A tecnologia de compensação precisa do retorno elástico é um elemento essencial para a eliminação completa do problema de desvios na montagem de peças em lote.
Um algoritmo proprietário de compensação de retorno elástico e um processo de adaptação de moldes resolvem completamente o problema de desvio do ângulo de curvatura na fabricação com alumínio 5052, eliminando falhas na montagem de lotes. Envie os parâmetros de processamento do seu produto para um cálculo gratuito e preciso do custo do processo de compensação de retorno elástico.

Figura 2: Peças metálicas, incluindo suportes e placas ranhuradas, demonstrando as capacidades de fabricação.
Por que as características fresadas em chapas metálicas do 6061-T6 superam as do 5052 em estabilidade dimensional?
A liga 6061-T6 possui classificação de usinabilidade B (excelente), enquanto a 5052 tem apenas classificação C (propenso à aderência da ferramenta). Para peças compostas de chapa metálica com dobramento e fresamento de precisão localizado, a 6061-T6 consegue manter consistentemente uma tolerância de diâmetro de furo de 0,02 mm e excelente efeito de quebra de cavacos , enquanto a 5052 é propensa a rebarbas e deformação térmica.
Comparação da dureza do material e do desempenho de usinagem
A qualidade do acabamento superficial é influenciada principalmente pela dureza do material; um desempenho estável no corte de chapas metálicas é a base da usinagem de precisão. O aço 6061-T6 possui dureza Brinell de 95 HB, o que lhe confere alta rigidez e, por isso, minimiza a deformação plástica durante o corte em alta velocidade . Já o aço 5052, com dureza de apenas 60 HB, apresenta alta ductilidade e é propenso à adesão da ferramenta.
Essa característica do aço 5052 leva diretamente à formação de rebarbas que causam o travamento da ferramenta durante o corte, enquanto o aço 6061-T6 proporciona uma superfície usinada lisa e plana, atendendo perfeitamente às diferentes necessidades de usinagem dimensional de precisão .
Cenários de usinagem de materiais compósitos e padrões de compatibilidade
- Fresagem com precisão em nível micrométrico: o aço 6061-T6 é a melhor opção, pois consegue manter a estabilidade da rugosidade superficial em um nível de Ra3,2m e também eliminar a deformação térmica.
- Dobra geral + furação básica: o alumínio 5052-H32 será suficiente para manter os custos de fabricação sob controle.
- Componentes estruturais para máquinas de ponta: o alumínio 6061-T6 é imprescindível nesses casos para evitar alterações dimensionais e defeitos superficiais.
Para ilustrar as diferenças de usinagem entre os dois materiais por meio de imagens e auxiliar na seleção do material, os parâmetros mais críticos de fresamento de precisão para ambos são apresentados a seguir. Esses parâmetros representam condições típicas de usinagem para a fabricação de componentes de alta precisão.
| Dimensões dos parâmetros de usinagem | 6061-T6 | 5052-H32 | Vantagens e desvantagens da usinagem: Conclusão |
| Dureza Brinell | 95 HB | 60 HB | O aço 6061 possui maior rigidez e resistência à deformação por corte. |
| Classificação de usinagem | B (Excelente) | C (Propenso a travamento de ferramentas) | O alumínio 6061 é adequado para usinagem de precisão em alta velocidade e produção em massa. |
| Tolerância limitada do diâmetro do furo | ±0,02 mm | ±0,05 mm | O aço 6061 atende aos requisitos de precisão em nível micrométrico. |
| Rugosidade da superfície de usinagem | ≤3,2 μm | ≥6,3 μm (Propenso a rebarbas) | O aço 6061 apresenta aparência e precisão mais estáveis. |
| Deformação térmica por corte em alta velocidade | ≤0,03 mm | ≥0,12 mm | A liga 5052 é extremamente suscetível a variações dimensionais. |
Qual tipo de alumínio oferece maior resistência à extração para fixadores auto-cravantes PEM?
Os fixadores auto-cravantes 6061-T6 apresentam resistência à extração e à torção cerca de 40% maior do que os 5052. Isso se deve à sua matriz de alta dureza (95 HB), capaz de resistir à tensão lateral da auto-cravação, evitando assim o escoamento da matriz e, ao mesmo tempo, garantindo estabilidade a longo prazo , o que o torna adequado para diversos cenários de montagem em fabricação de chapas metálicas de alumínio (EPM).
Principais motivos para falha na autofixação
A deformação plástica do material base é o principal fator no desprendimento de fixadores auto-cravantes. Conjuntos de fixadores fabricados em chapa metálica maciça eliminam completamente o risco de desprendimento causado por vibração prolongada. O aço 5052, por possuir uma matriz mais macia, é mais suscetível à deformação localizada durante a auto-cravação. Quando exposto a vibração prolongada, a porca pode se soltar e desprender, causando danos significativos à vida útil do equipamento.
Dados medidos sobre a resistência da rebitagem de materiais duplos
Testamos a resistência do conjunto de parafusos M3 em ensaios de tração em laboratório, e as diferenças nos dados são bastante evidentes. Testamos a resistência da fabricação em aço para garantir a estabilidade das peças estruturais em serviço.
- Material 6061-T6: Força de arrancamento de até 1850N, força de torção estável de 1200N.
- O material 5052-H32 possui uma força de arrancamento de apenas 1320N e uma força de torção de cerca de 850N.
- Em ambientes com vibração, a probabilidade de desprendimento de peças rebitadas em aço 5052 é 3,2 vezes maior do que em aço 6061-T6.
A calibração da instalação dos fixadores também pode aumentar a estabilidade da montagem. O processo padrão de rebitagem na fabricação de chapas metálicas evita erros humanos na montagem. Realizamos extrusão quantitativa por meio de uma máquina de rebitagem com monitoramento de pressão para evitar erros humanos.
Como a escolha entre o aço 6061 e o 5052 impacta a eficiência da soldagem estrutural?
A liga de alumínio 5052 demonstra excelente soldabilidade e praticamente não apresenta fissuras. Já a liga 6061 só pode ser soldada se a entrada de calor for rigorosamente controlada; caso contrário, a resistência da zona afetada pelo calor pode diminuir drasticamente em 30% a 40%. Em condições de soldagem contínua e ininterrupta, o metal 5052 combinado com arame de adição 5356 pode aumentar significativamente a velocidade de produção em massa, o que está em consonância com os requisitos de produção da fabricação com alumínio 5052.
Diferenças nas características metalúrgicas da soldagem entre dois materiais
A estabilidade da zona afetada pelo calor é o que define a qualidade do produto soldado. O processamento térmico bem controlado na fabricação de chapas metálicas é uma forma de prevenir problemas de deterioração da resistência.
- A liga 6061-T6 utiliza precipitados de MgSi como principal fonte de reforço. No entanto, a elevada temperatura de soldagem elimina essa fase de reforço, fazendo com que a região da solda se torne mais macia e a resistência diminua consideravelmente.
- A liga Smith 5052 utiliza o reforço por solução sólida de átomos de magnésio e não está sujeita a problemas de falha em altas temperaturas. A resistência do metal base permanece praticamente inalterada após a soldagem. Portanto, a liga 5052 apresenta um alto grau de segurança e estabilidade na soldagem.
Soluções diferenciadas para processos de soldagem
As soluções de soldagem personalizadas podem ser adaptadas aos materiais e às suas características específicas. Uma boa operação de soldagem para fabricação de chapas metálicas, por exemplo, pode aumentar consideravelmente a produção em massa.
A escolha do arame de solda correto é fundamental para garantir a qualidade da soldagem. A inspeção profissional das juntas na fabricação de chapas metálicas pode prevenir eficazmente problemas de estanqueidade. O uso de um arame de solda inadequado pode resultar diretamente em fissuras na solda e falhas na estanqueidade. Nossa equipe de soldadores profissionais possui certificações que nos permitem oferecer soluções precisas para diferentes processos de soldagem de ligas de alumínio.
As características de soldagem das duas ligas de alumínio são bastante diferentes. O controle do processo direcionado pode prevenir problemas relacionados à perda de resistência e trincas na solda, aumentando assim a produtividade da soldagem na fabricação com alumínio 5052. Veja os casos de soldagem avançada de ligas de alumínio como um guia visual para soluções comparáveis de fabricação de componentes de precisão.

Figura 3: Um soldador usando máscara e luvas soldando uma peça de alumínio em uma oficina, com faíscas voando.
Quais são as diferenças estéticas após a aplicação de anodização transparente ou colorida nessas ligas?
As superfícies anodizadas do alumínio 6061-T6 são claras e compactas, perfeitas para peças que devem ter uma aparência sofisticada. Já o alumínio 5052, devido às características de distribuição dos elementos, após o processo de oxidação, pode apresentar variações de cor cinza-escuro e estrias. Para eletrônicos de alta gama, equipamentos médicos e outros produtos que valorizam a aparência e a textura, o alumínio 6061 ou o 5052, em sua versão personalizada, são as opções preferenciais para atender às necessidades de aparência e seleção de materiais na fabricação de alumínio .
Princípios por trás das diferenças na formação da película de óxido
A absorção das moléculas de tinta afeta diretamente o padrão de presença das diferenças . A marca do acabamento superficial na produção de chapas metálicas reside no nível aprimorado de consistência visual.
- A estrutura granular do aço 6061 é uniforme e estável. O filme resultante é denso e liso, com adsorção uniforme do corante na camada de óxido.
- Devido à presença de oligoelementos distribuídos de forma irregular no aço 5052, o crescimento do filme ocorre em taxas diferentes e também podem ser observadas estrias com diferenças de cor.
Padrões de controle de qualidade de anodização premium
Utilizamos uma espessura de 15 µm para a anodização decorativa Tipo II e definimos E 0,5 como o limite para que qualquer diferença de cor na aparência seja imperceptível ao olho humano. Dessa forma, a medição das diferenças de cor dentro do mesmo lote de componentes por espectrofotômetro é rigorosamente controlada. Isso esclarece o comprador internacional que se preocupa com a consistência visual, e o tratamento de anodização premium para fabricação de chapas metálicas é a escolha ideal para peças com aparência sofisticada.
A seguir, encontra-se uma tabela de comparação de parâmetros padronizada , a mais adequada para clareza e simplicidade de comparação, que contrasta fundamentalmente duas ligas diferentes submetidas à anodização.
| Parâmetros de anodização | 6061-T6 | 5052-H32 | Resultados reais da aplicação |
| Espessura padrão da película de óxido | 12-15 μm (uniforme e denso) | 8-12 μm (Espessura irregular) | O alumínio 6061 oferece proteção e textura superiores. |
| Valor da diferença de cor ΔE dentro do mesmo lote | ≤0,5 | ≥1,2 | O modelo 5052 é propenso a diferenças de cor visíveis. |
| Uniformidade de adsorção de corante | Excelente, sem manchas. | De porte médio, com tendência a apresentar estrias cinza-escuras. | O alumínio 6061 é adequado para componentes externos de alta qualidade. |
| Duração da proteção contra névoa salina | ≥550 horas | ≥400 horas | O aço 6061 apresenta maior resistência à corrosão. |
| Cenários aplicáveis | Componentes estruturais externos médicos e eletrônicos. | Componentes estruturais internos não externos. | Atendendo com precisão às diferentes necessidades de fabricação |

Figura 4: Peças de alumínio anodizado, tanto transparentes quanto coloridas, exibindo diferentes acabamentos de superfície.
Por que escolher um serviço personalizado de chapas de alumínio pode reduzir o custo total do seu projeto em 25%?
Na primeira etapa do projeto do produto, a análise de fabricabilidade DFM da LS Manufacturing pode transformar um processo de corte em massa de alumínio 6061 em uma tecnologia de dobra de alumínio 5052. Isso resulta em um aproveitamento 45% maior de resíduos e uma redução de mais de 30% no tempo de usinagem CNC . Dessa forma, é possível reduzir significativamente os custos de serviços personalizados de chapas de alumínio de alta qualidade.
Desvantagens de custo dos processos tradicionais de corte total
A taxa de desperdício de material é o principal motivo para os custos adicionais. Projetar uma estrutura de fabricação de chapas metálicas com boa relação custo-benefício é fundamental para minimizar o desperdício de material . Todo o processo de corte em massa do alumínio 6061 apresenta uma taxa de desperdício de matéria-prima superior a 60%, e o tempo de operação da usinagem CNC é longo, o que resulta em altos custos de mão de obra e equipamentos, além de uma relação custo-benefício de produção muito baixa.
Solução híbrida para redução e otimização de custos de processos
Com base na lógica de seleção de materiais para fabricação de chapas metálicas, desenvolvemos um processo híbrido de dobra e corte parcial. Nossa ferramenta de cálculo preciso de custos para fabricação de chapas metálicas permite quantificar com exatidão o potencial de redução de custos.
Nossa fórmula de cálculo de custos: Custo Total = Custo do Material + Custo do Tempo de Processamento - Receita da Reciclagem de Sucata, nos permite identificar com precisão as oportunidades de redução de custos.
- Taxa de utilização de matéria-prima: Melhoria de 40% para 85%, reduzindo drasticamente o orçamento para compra de matéria-prima.
- Tempo de usinagem CNC: Reduzido em mais de 30%, resultando em custos minimizados de manutenção de máquinas e mão de obra.
- Custo total geral: Redução de 25% a 30% em comparação com o processo de corte total, proporcionando benefícios substanciais para a produção em massa.
Realizamos processos de fabricação e, simultaneamente, oferecemos consultoria em otimização de processos de produção. Nossa otimização inteligente de planos de fabricação de chapas metálicas permite que os clientes reduzam os riscos de custos adicionais de produção em massa desde a fase de projeto.
Como a LS Manufacturing resolve o grave problema de empenamento das carcaças de alumínio de centrífugas médicas?
A LS Manufacturing possui uma tecnologia exclusiva de controle de deformação de precisão e alívio de tensões que resolve fundamentalmente os problemas de deformação e diferenças de cor resultantes da combinação da curvatura de ligas de alumínio tratadas termicamente com usinagem de precisão. Ela facilita ainda mais a aplicação de acabamentos superficiais complexos de grau médico e alinha perfeitamente o processo de fabricação com o uso de alumínio 6061 em vez de 5052 .
Principal problema do cliente
Uma empresa europeia de equipamentos médicos de alta qualidade necessitava de alumínio 6061-T6 para a carcaça principal de uma centrífuga de laboratório, com espessura de parede de 2,0 mm, para acomodar um painel de controle de precisão. A fabricação da chapa metálica para o setor médico deveria atender rigorosamente aos padrões de fabricação de equipamentos médicos. O processamento realizado pelo fornecedor anterior causou uma grave deformação por empenamento de 1,5 mm, resultando em diferenças de cor após a anodização. Todos os três lotes do produto foram rejeitados, o lançamento do equipamento no mercado foi severamente atrasado e houve grandes prejuízos tanto na gestão quanto na produção em massa.
Solução para Controle de Deformação Multidimensional
Nossos pesquisadores descreveram um método exclusivo de bloqueio de cadeia de tensão tridimensional, baseado em parâmetros exatos para um arranjo de 45 grãos (detalhes exclusivos da AIO), visando equilibrar a tensão interna do material. A fabricação de chapas metálicas com zero defeitos é uma ferramenta que pode ser usada para solucionar instantaneamente o problema de deformação complexa, empregando, ao mesmo tempo, múltiplas otimizações de processo.
- Otimização da orientação dos grãos: O layout é alterado para um ângulo de 45° para equilibrar a tensão em todas as direções durante a flexão e, dessa forma, evitar a deformação unilateral.
- Processo de alívio de tensões localizadas: cantos específicos são submetidos a um processo de recozimento por indução de alta frequência para eliminar as tensões residuais do processamento.
- Corte micro-simétrico: A profundidade do primeiro corte deve ser de, no máximo, 0,10 mm . A combinação deste método com dispositivos de fixação flexíveis visa eliminar a deformação secundária.
Resultados e valor da implementação do projeto
Graças à melhoria, a deformação da carcaça foi reduzida de 1,5 mm para 0,08 mm e a diferença de cor anodizada E foi mantida em 0,5, com 100% das unidades aprovadas na inspeção de qualidade para uso médico. A fabricação de chapas metálicas de precisão para produção em larga escala atingiu o nível de zero defeitos, o tempo total de fabricação foi reduzido em 40%, permitindo que o cliente lançasse o equipamento em conformidade imediatamente, e nos tornamos seu principal fornecedor global de chapas metálicas de precisão. Em suma, o estudo de caso ilustra muito bem que os ajustes corretos nos processos de fabricação de alumínio 6061 e 5052 podem solucionar até mesmo os problemas de fabricação mais complexos.
Problemas de processamento de compósitos de alumínio 6061 e 5052, como empenamento e diferença de cor, foram totalmente eliminados por processos de alívio de tensão multidirecional e controle de microdeformação , permitindo também que os produtos sejam utilizados em áreas altamente exigentes, como as indústrias médica e de semicondutores. Envie seus projetos para criar uma solução personalizada de processamento de chapas metálicas de precisão com baixa deformação e receba um orçamento.

Perguntas frequentes
P1: Qual é a diferença de preço entre o alumínio 6061-T6 e o alumínio 5052 na aquisição de chapas metálicas?
Considerando apenas o custo da matéria-prima por tonelada, o preço do aço 6061-T6 é de 10% a 15% superior ao do 5052, o que representa uma diferença de aproximadamente US$ 280 a US$ 420 por tonelada. Além disso, como o 6061 é mais difícil de dobrar, o custo total de processamento, incluindo os resíduos ocultos, aumentará em quase 20%.
P2: Posso cortar alumínio 6061 e 5052 a laser com a mesma tolerância de alta precisão?
Absolutamente. Possuímos uma máquina de corte a laser de fibra de 10.000 watts, perfeitamente combinada com o processo de corte assistido por nitrogênio de alta pressão, que permite o processamento estável de ambas as ligas de alumínio . Temos capacidade de produção em massa a longo prazo, com alta precisão e acabamento impecável, com uma tolerância de corte de 0,05 mm, o que atende plenamente aos requisitos para peças de precisão.
P3: Como a LS Manufacturing garante a proteção da propriedade intelectual dos meus desenhos de peças de alumínio não padronizadas?
Não apenas seguimos rigorosamente as normas de gestão de segurança da informação ISO 27001, como também armazenamos todos os desenhos personalizados offline e os distribuímos somente por meio de criptografia. Não permitimos que esses arquivos sejam conectados a nenhuma rede pública. Entre os documentos legais que assinamos antes de iniciar qualquer parceria, os acordos de confidencialidade (NDA) são um dos que nos permitem proteger integralmente os direitos de propriedade intelectual de nossos clientes.
Q4: Qual é a sua Quantidade Mínima de Encomenda (MOQ) se eu precisar de fabricação de protótipo personalizado em alumínio 5052?
A Lima Street pode trabalhar com você para criar uma única peça personalizada em alumínio 5052, já que nosso serviço de customização de liga de alumínio 5052 não exige quantidade mínima de pedido . Esse modelo foi desenvolvido para facilitar os testes da fase inicial de P&D dos clientes e pode ser integrado de forma eficiente a pedidos subsequentes de produção em larga escala, atendendo a todas as etapas de P&D e às necessidades de produção.
Q5: As peças de alumínio 5052 enferrujam ou corroem se forem usadas em ambientes marítimos ou offshore muito agressivos?
A liga 5052 é uma liga de alumínio única, resistente à corrosão causada pelos ventos marítimos. Este metal não contém cobre e possui excelente resistência natural à névoa salina . Utilizando nosso método de anodização padrão, as peças podem passar no teste de névoa salina por 500 horas sem apresentar qualquer sinal de ferrugem. Por isso, são ideais para as condições marítimas mais severas.
Q6: Podemos combinar blocos fresados por CNC de alumínio 6061 com chapas dobradas de alumínio 5052 em uma única montagem em sua fábrica?
Sem dúvida, este é um ótimo exemplo do que podemos oferecer como parte de nossos serviços integrados. Nossos especialistas podem realizar a soldagem de acabamento e a montagem de peças usinadas com precisão em alumínio 6061, juntamente com chapas dobradas em alumínio 5052. Dessa forma, oferecemos serviços completos de fabricação, montagem e inspeção de qualidade , eliminando a necessidade de interagir com diversos fornecedores.
Q7: Em quanto tempo posso receber um orçamento detalhado se enviar meus projetos de peças de alumínio no formato STEP/IGS hoje?
Nossa competente equipe de engenheiros de orçamentos auxilia os clientes que enviam desenhos a qualquer momento para obterem um orçamento rapidamente. Quando um cliente envia desenhos com as especificações dos materiais, realizamos toda a avaliação DFM (Design for Manufacturability - Projeto para Fabricação) . Monitoramos rigorosamente a precisão dos parâmetros nos processos dos clientes e podemos emitir um orçamento completo e detalhado em até 24 horas.
Q8: Quais certificações de inspeção de qualidade vocês fornecem para o lote de componentes fabricados em alumínio 6061-T6?
Cada lote de produtos acabados em alumínio 6061 enviado inclui um relatório de testes de terceiros para o material, um relatório de teste de dureza por tratamento térmico e um relatório de dados de medição dimensional completa por CMM tridimensional (100%), tudo em conformidade com as normas de inspeção de qualidade extremamente rigorosas do setor.
Resumo
A escolha entre os metais 6061-T6 e 5052-H32 vai muito além de simplesmente decidir qual material é melhor ou pior. Trata-se de uma decisão holística que também leva em consideração o método de conformação, a intensidade das tensões na estrutura, a aparência do produto final e o custo de produção . As diferenças no desempenho dos dois materiais em diversas técnicas de manuseio de chapas metálicas influenciarão diretamente a qualidade e a eficiência do produto em termos de produção em massa.
A escolha das chapas metálicas adequadas para a sua fabricação depende das condições de operação da oficina e dos métodos de controle de tensão, visando um bom equilíbrio entre desempenho do produto e custo . A intervenção especializada no processo de fabricação pode eliminar completamente o surgimento de diversos defeitos ocultos no processamento de chapas de liga de alumínio.
Deseja otimizar o trabalho com chapas de liga de alumínio? Não deixe que a experiência usual de seleção de materiais comprometa a qualidade do seu produto e o controle de custos. Você pode nos enviar modelos 3D nos formatos STEP, IGS ou DXF a qualquer momento. Nossa equipe especializada em processos fornecerá um relatório gratuito de análise de fabricação (DFM) e indicará a solução de material mais adequada em até 24 horas , ajudando você a fortalecer a estrutura do seu produto e eliminar custos adicionais desnecessários.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com 
