Le choix des matériaux pour la fabrication de tôles d'aluminium est essentiel pour améliorer la qualité et réduire les coûts de production de précision. Il permet de résoudre les quatre principaux problèmes rencontrés dans le secteur : la fissuration par pliage, les différences de couleur après anodisation, la rupture des rivets et un taux de rebuts excessif. En matière de traitement de précision des tôles, l'utilisation d'un alliage d'aluminium inadapté peut engendrer des conséquences désastreuses, comme la mise au rebut de pièces et une explosion des coûts.
Les deux alliages d'aluminium courants 6061-T6 et 5052-H32 présentent des différences importantes en termes de formabilité, de paramètres de pliage et de retour élastique. La plupart des ingénieurs choisissent les matériaux en ne tenant compte que de la résistance à la traction, ce qui entraîne un dépassement de budget de plus de 30 % pour la production en série. Cet article propose, à partir de conditions réelles d'atelier, une méthode pratique pour choisir le type d'aluminium adapté à la fabrication.
Aperçu rapide des principaux paramètres de sélection des matériaux pour la fabrication de tôles d'aluminium
L'identification précise des caractéristiques de mise en œuvre des alliages 6061-T6 et 5052-H32 permet d'éviter rapidement les risques liés à la fabrication de tôles et de réduire les coûts de production. Ce tableau récapitule les principaux résultats concernant le choix des matériaux et les procédés applicables à différentes situations d'usinage de précision.
| Scénarios de traitement applicables | Types de matériaux préférés | Paramètres de processus de base | Avantages globaux |
| Formage par pliage complexe à parois minces | 5052-H32 | Rayon de courbure minimal 1T, aucun risque de fissuration. | Le taux de rebut a été réduit à moins de 0,5 %. |
| Composants structurels porteurs à haute résistance | 6061-T6 | Rayon de courbure ≥3T, conforme à l'orientation du grain. | La résistance à la traction structurelle a augmenté de 40 %. |
| Fraisage CNC de précision | 6061-T6 | Tolérance du diamètre du trou ±0,02 mm, Ra≤3,2 μm . | Élimine les bavures et les défauts de déformation thermique. |
| Personnalisation de la production de masse à faible coût | procédé hybride à double matériau | Utilise un service de tôlerie en aluminium sur mesure. | Coût global de fabrication réduit de plus de 25 %. |
Points clés à retenir :
- Choisissez 5052 pour le pliage : 5052-H32 est la nuance idéale pour le pliage complexe de parois minces car elle permet un rayon de pliage minimum jusqu'à 1T avec presque aucun risque de fissures.
- Résistance mécanique élevée : pour la fabrication de pièces structurelles exigeant un usinage de précision ou une résistance élevée, l’alliage 6061 est le choix idéal. Toutefois, la flexion doit être strictement contrôlée et ne pas dépasser 3 tonnes , tout en respectant l’orientation du grain.
- Stratégie de réduction des coûts : Le service de tôlerie en aluminium sur mesure peut être utilisé à la place de l’usinage complet pour réduire le coût total de plus de 25 % tout en respectant les conditions de résistance structurelle requises.
Pourquoi faire confiance à l'expertise de LS Manufacturing en matière de fabrication de tôles d'aluminium ?
L'expertise de nos professionnels en fabrication de tôlerie est essentielle pour prévenir les risques liés à la transformation des alliages d'aluminium. Des fournisseurs fiables garantissent la maîtrise de la qualité et des coûts tout au long du processus. Notre équipe travaille en étroite collaboration avec les acteurs du secteur de la tôlerie de précision depuis de nombreuses années. Nous avons toujours appliqué la norme de contrôle qualité ISO 9001:2015 . Outre l'exploitation de données opérationnelles directes, nous constituons également une base de données de paramètres de processus.
Après seulement trois mois de tests comparatifs bimatières, la différence de compatibilité de transformation entre les alliages 6061-T6 et 5052-H32 est bien supérieure aux limites indiquées dans les manuels de matériaux classiques . Les paramètres standards de l'industrie ne tiennent pas compte des variations de contraintes dues à la production de masse, ce qui peut facilement engendrer des problèmes de qualité au sein des lots. Notre système de transformation est entièrement conforme à la norme ASTM B209-21 relative à la transformation des tôles d'aluminium ; nous avons abandonné l'utilisation de méthodes de transformation génériques.
Forts d'une vaste expérience pratique, nous avons développé des solutions de traitement uniques, applicables aux secteurs médical, des semi-conducteurs et de l'électronique de pointe . Ces solutions permettent de résoudre efficacement des problèmes industriels tels que les fissures de pliage, les écarts dimensionnels et les variations de couleur. Certifiés IATF 16949, nous assurons un contrôle statistique des procédés (SPC) tout au long du processus. Nous exploitons également des données de processus exclusives pour garantir une livraison de tôles de haute précision.
Notre expérience pratique et notre capacité à appliquer des normes reconnues sont les piliers essentiels pour prévenir les problèmes cachés lors de la fabrication de tôles d'aluminium. Téléchargez gratuitement notre livre blanc sur la sélection des matériaux et les procédés et acquérez une compréhension approfondie des principaux paramètres et techniques qui vous permettront d'éviter les écueils de l'usinage de précision de matériaux bimatières.

Est-il possible d'obtenir un rayon de courbure de 1T avec de l'aluminium 6061-T6 sans fissurer le matériau ?
En réalité, l'alliage 6061-T6, à l'état de durcissement T6, présente une très faible plasticité. Par exemple, un pliage à 1T provoque des microfissures sur la face extérieure du pli. L'alliage 5052-H32, de structure compacte et dont le rayon de pliage est contrôlé de 1T à 1,5T, offre une méthode de transformation de la tôle sûre et précise , permettant également des applications de précision.
Variance des mécanismes de flexion de la plasticité des matériaux
La ductilité est l'une des principales propriétés qui influencent le formage par pliage. La maîtrise de la ductilité lors de la fabrication professionnelle de tôles est un moyen efficace de prévenir l'apparition de défauts lors des opérations de formage.
- Lors du vieillissement en solution de l'acier 6061-T6, des phases de renforcement internes se forment par précipitation uniforme, augmentant ainsi sa dureté. Cependant, ce processus réduit considérablement sa plasticité, limitant fortement sa déformation par flexion . En d'autres termes, ce matériau ne supporte que de faibles déformations ; toute flexion importante risque d'endommager sa surface.
- L'alliage 5052-H32 est un alliage à durcissement par écrouissage, ce qui signifie qu'il ne nécessite aucun traitement thermique pour être renforcé. Cependant, sa très bonne ductilité matricielle en fait un matériau adapté au pliage avec de petits rayons et offre une excellente stabilité de formage.
Paramètres normalisés du rayon de courbure minimal pour différentes épaisseurs de plaque
À partir des données d'atelier, nous avons établi des paramètres de pliage sûrs pour deux matériaux d'épaisseurs différentes afin d'éviter tout risque de microfissures . Ces paramètres de pliage standardisés pour la fabrication de tôles peuvent servir de guide général pour la production en série.
- Pour une épaisseur de plaque de 1,0 mm : le rayon de courbure minimal sûr pour le 6061-T6 est de 3T tandis que le 5052-H32 peut aller jusqu'à 1T.
- Pour une épaisseur de plaque de 2,0 mm : le rayon de courbure minimal sûr pour le 6061-T6 est de 3,5T tandis que pour le 5052-H32, il est de 1T.
- Pour une épaisseur de plaque de 3,0 mm : le rayon de courbure minimal sûr pour le 6061-T6 est de 4T tandis que pour le 5052-H32, il est de 1,5T.
Une autre méthode pour améliorer la qualité du pliage consiste à ajuster l'orientation du grain. L'alignement vertical du grain de la tôle permet de réduire considérablement les risques de fissuration. En revanche, le pliage de l'acier 6061-T6 perpendiculairement au sens de laminage augmente fortement ce risque. Les microfissures résultant d'un pliage à l'aveugle peuvent entraîner une rupture par fatigue des pièces à long terme . Nous serons donc très vigilants et veillerons à éviter ce risque lors de la phase de contrôle du processus.
L'adéquation précise de l'orientation du grain et du rayon de pliage est essentielle pour prévenir les microfissures lors du pliage de l'alliage 6061-T6 et garantir une qualité stable et durable des tôles de précision . Bénéficiez d'un rapport d'audit DFM gratuit et personnalisé pour votre processus de pliage et la structure de votre produit afin d'anticiper les risques de fissures.
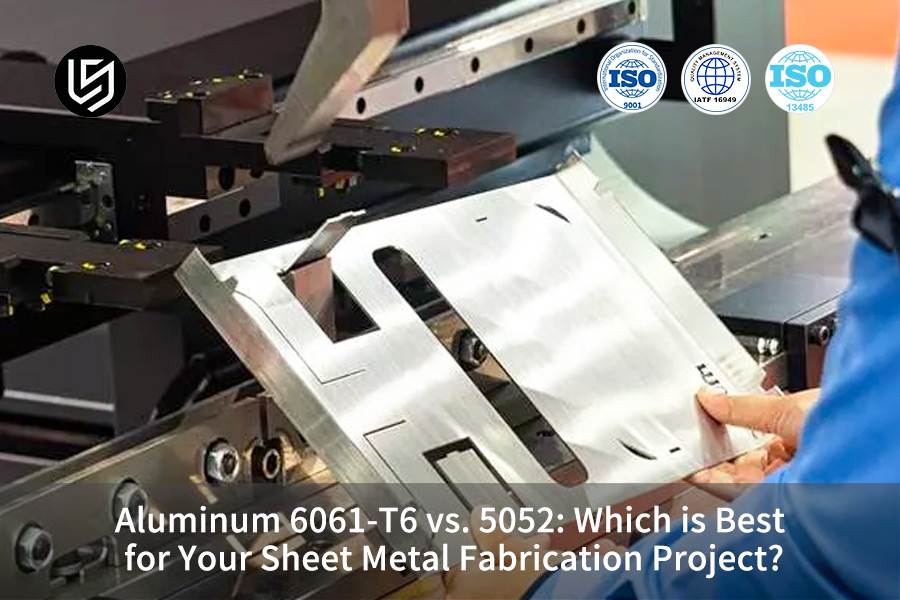
Figure 1 : Schéma d'un processus de pliage de l'aluminium, commençant par l'identification de la nuance du matériau.
Comment calculer la compensation du retour élastique lors de la fabrication de composants en aluminium 5052 ?
Le degré de retour élastique après pliage d'une tôle d'aluminium 5052-H32 est d'environ 2 à 4, tandis que pour le 6061-T6, il peut se situer entre 5 et 7. LS Manufacturing s'appuie sur des stratégies de compensation d'ouverture de matrice à angle R et de rainure en V, ainsi que sur des machines de pliage CNC qui fournissent un retour d'information de pression en temps réel pour maintenir la tolérance angulaire de la pièce à un niveau de 0,5 strictement, offrant ainsi une fabrication métallique fiable avec de l'aluminium 5052.
Principaux facteurs affectant la déformation de retour élastique
Lorsque la contrainte élastique est relâchée, l'amplitude du retour élastique résiduel est principalement déterminée. Par conséquent, le calcul précis des contraintes dans la tôle est fondamental pour maîtriser ce retour élastique. Or, les différences inhérentes à la limite d'élasticité et au module d'élasticité de ces deux alliages d'aluminium induisent des vitesses de relâchement des contraintes différentes et, par conséquent, un effet de retour élastique sensiblement différent après un même niveau de déformation.
- L'acier 6061-T6, qui se plie à un niveau de limite d'élasticité plus élevé, accumulera une contrainte résiduelle plus élevée après pliage et présentera donc un retour élastique plus important.
- Le 5052-H32 subit généralement une libération de contrainte plus progressive et a donc une plage de retour élastique plus étroite.
Lorsqu'un processus de retour élastique n'est pas correctement réalisé par un fournisseur, les erreurs dues aux multiples étapes de pliage s'accumulent, ce qui entraîne la défaillance du produit lors de l'assemblage.
Normes exclusives de calcul et de paramétrage de la compensation du retour élastique
Forts de notre expérience pratique dans les projets de production en série de tôles à parois minces, nous avons développé une formule exclusive de compensation du retour élastique :
Angle de compensation = Valeur de retour élastique de base - 0,3 × Coefficient d'ouverture de la rainure en V de la matrice.
Cette formule corrige efficacement les erreurs de déformation et améliore le réglage du retour élastique lors de la fabrication de tôles de toutes épaisseurs.
| Type de matériau | Épaisseur de la feuille (mm) | Angle de retour élastique standard (°) | Angle de retour élastique compensé (°) | Tolérance angulaire finale (°) |
| 5052-H32 | 1.0-2.0 | 2-3 | 0,2-0,8 | ±0,5 |
| 5052-H32 | 2.0-3.0 | 3-4 | 0,5-1,0 | ±0,5 |
| 6061-T6 | 1.0-2.0 | 5-6 | 1,0-1,5 | ±0,5 |
| 6061-T6 | 2.0-3.0 | 6-7 | 1,5-2,0 | ±0,5 |
Le réglage de l'espacement des rainures d'une matrice contribue à optimiser l'effet de compensation, permettant ainsi d'ajuster le pliage de tôles d'épaisseurs différentes. Un réglage précis des tolérances de fabrication de la tôle est essentiel pour obtenir des pièces de série d'une précision uniforme. Une technologie de compensation précise du retour élastique est fondamentale pour éliminer complètement les problèmes de déviation d'assemblage des pièces de série.
Un algorithme exclusif de compensation du retour élastique et un procédé d'adaptation des moules résolvent intégralement le problème de déviation de l'angle de pliage lors de la fabrication de pièces en aluminium 5052, éliminant ainsi les défauts d'assemblage en série. Soumettez les paramètres de traitement de votre produit pour obtenir un calcul gratuit et précis du coût du processus de compensation du retour élastique.

Figure 2 : Pièces métalliques, notamment des supports et des plaques à fentes, illustrant les capacités de fabrication.
Pourquoi les pièces usinées en aluminium 6061-T6 sur les cadres en tôle présentent-elles une meilleure stabilité dimensionnelle que celles en aluminium 5052 ?
L'alliage 6061-T6 présente une usinabilité de classe B (excellente), tandis que l'alliage 5052 n'obtient que la classe C (tendance au collage des outils). Pour les pièces en tôle composite soumises au pliage et à un fraisage local de précision, l'alliage 6061-T6 garantit une tolérance de diamètre limite de perçage de 0,02 mm et un excellent brise-copeaux , contrairement à l'alliage 5052 qui est sujet aux bavures et aux déformations thermiques.
Comparaison de la dureté des matériaux et des performances d'usinage
La qualité de l'usinage de surface est principalement influencée par la dureté du matériau ; une coupe stable de la tôle est essentielle à l'usinage de précision. L'alliage 6061-T6 présente une dureté Brinell de 95 HB, ce qui lui confère une grande rigidité et minimise ainsi la déformation plastique lors de la coupe à grande vitesse . En revanche, l'alliage 5052, avec une dureté de seulement 60 HB, est très ductile et sujet à l'adhérence de l'outil.
Cette caractéristique du 5052 conduit directement à la formation de bavures lors de la coupe, provoquant l'adhérence de l'outil, tandis que le 6061-T6 offre une surface usinée lisse et plane répondant parfaitement aux différents besoins d'usinage dimensionnel de précision .
Scénarios d'usinage des composites et normes de compatibilité
- Fraisage avec une précision au micron près : le 6061-T6 constitue la meilleure option car il peut maintenir une stabilité de la rugosité de surface au niveau Ra3,2m et peut également éliminer la déformation thermique.
- Pliage général + perçage de trous de base : le 5052-H32 sera suffisant pour maîtriser les coûts de fabrication.
- Composants structurels pour machines haut de gamme : l'acier 6061-T6 est indispensable dans ces cas pour éviter les variations dimensionnelles et les défauts de surface.
Pour illustrer les différences d'usinage entre les deux matériaux à l'aide d'images et faciliter le choix du matériau, les paramètres les plus critiques du fraisage de précision pour les deux matériaux sont indiqués ci-dessous. Ces paramètres représentent les conditions d'usinage typiques pour la fabrication de composants de haute précision.
| Paramètres d'usinage Dimensions | 6061-T6 | 5052-H32 | Avantages et inconvénients de l'usinage : conclusion |
| Dureté Brinell | 95 HB | 60 HB | L'alliage 6061 présente une rigidité et une résistance à la déformation par coupe supérieures. |
| Capacité d'usinage | B (Excellent) | C (Sujet au blocage des outils) | Le 6061 convient à la production en série par fraisage de précision à grande vitesse. |
| Tolérance limitée sur le diamètre des trous | ±0,02 mm | ±0,05 mm | La norme 6061 répond aux exigences de précision au niveau du micron. |
| Rugosité de surface d'usinage | ≤3,2 μm | ≥6,3 μm (Sujet aux bavures) | Le 6061 présente une apparence et une précision plus stables. |
| Déformation thermique par découpe à grande vitesse | ≤0,03 mm | ≥0,12 mm | Le 5052 est extrêmement sujet à la dérive dimensionnelle. |
Quelle nuance d'aluminium offre la meilleure résistance à l'arrachement pour les fixations auto-sertissantes PEM ?
Les fixations auto-sertissantes 6061-T6 présentent une résistance à l'arrachement et à la torsion environ 40 % supérieure à celle des fixations 5052. Ceci s'explique par la haute dureté de leur matrice (95 HB), capable de résister aux contraintes latérales de l'auto-sertissage, empêchant ainsi la déformation de la matrice et assurant en même temps une stabilité à long terme , ce qui les rend adaptées à divers scénarios d'assemblage de tôles d'aluminium (EPM).
Principales causes de défaillance des systèmes d'auto-serrage
La déformation du matériau de base est le facteur clé du desserrage des écrous auto-sertisseurs. Les assemblages de fixation en tôle massive éliminent totalement le risque de desserrage dû aux vibrations prolongées. L' acier 5052, à matrice plus tendre, est plus sensible à la déformation localisée lors de l'auto-sertissage. Sous l'effet de vibrations prolongées, l'écrou peut se desserrer et se détacher, ce qui réduit considérablement la durée de vie de l'équipement.
Données mesurées sur la résistance du rivetage bimatière
Nous avons testé la résistance des assemblages de goujons à écrou M3 lors d'essais de traction en laboratoire ; les différences entre les résultats sont très nettes. Nous testons la résistance de la fabrication en acier afin de garantir la stabilité des pièces structurelles en service.
- Matériau 6061-T6 : Force d'arrachement jusqu'à 1850 N, force de torsion stable 1200 N.
- Le matériau 5052-H32 a une force d'arrachement de seulement 1320N et une force de torsion d'environ 850N.
- En environnement vibratoire, la probabilité de détachement des pièces rivetées 5052 est 3,2 fois supérieure à celle des pièces 6061-T6.
Le calibrage de la pose des fixations peut également améliorer la stabilité de l'assemblage. Le procédé standard de rivetage de la tôle permet d'éviter les erreurs humaines lors de l'assemblage. Nous effectuons une extrusion quantitative à l'aide d'une machine à riveter sous contrôle de pression afin de prévenir les erreurs humaines.
Quel est l'impact du choix entre les aciers 6061 et 5052 sur l'efficacité de votre soudage structurel ?
L'alliage d'aluminium 5052 présente une excellente soudabilité et ne se fissure quasiment pas. En revanche, le 6061 ne peut être soudé que si l'apport de chaleur est rigoureusement contrôlé ; dans le cas contraire, la résistance de la zone affectée thermiquement peut chuter drastiquement de 30 à 40 %. En soudage continu sans interruption, l'utilisation de l'alliage 5052 avec un fil d'apport 5356 permet d'accroître considérablement la cadence de production en série, ce qui répond aux exigences de fabrication de pièces en aluminium 5052.
Différences dans les caractéristiques métallurgiques du soudage entre deux matériaux
La stabilité de la zone affectée thermiquement détermine la qualité du produit soudé. Un traitement thermique rigoureux lors de la fabrication de la tôle est un moyen de prévenir les problèmes de dégradation de la résistance.
- L'alliage 6061-T6 utilise les précipités de MgSi comme principal facteur de renforcement. Cependant, la température de soudage élevée élimine cette phase de renforcement, ce qui entraîne un ramollissement de la zone soudée et une chute importante de sa résistance.
- L'acier Smith 5052 utilise un renforcement par solution solide d'atomes de magnésium et ne présente pas de problèmes de défaillance à haute température. La résistance du métal de base est quasiment inchangée après soudage. L'acier 5052 offre ainsi une sécurité et une stabilité de soudage accrues.
Solutions de procédés de soudage différenciées
Les solutions de soudage sur mesure peuvent être adaptées aux matériaux et à leurs caractéristiques spécifiques. Une opération de soudage de tôlerie de qualité, par exemple, peut considérablement augmenter la productivité globale de la production en série.
Choisir le bon fil de soudage est essentiel pour garantir la qualité de vos soudures. Un contrôle rigoureux des joints de tôlerie permet de prévenir efficacement les problèmes d'étanchéité. L'utilisation d'un fil inadapté peut entraîner des fissures et des défauts d'étanchéité. Notre équipe de soudeurs professionnels est certifiée pour vous apporter des solutions précises lors des différents procédés de soudage d'alliages d'aluminium.
Les caractéristiques de soudage de ces deux alliages d'aluminium sont très différentes. La maîtrise du procédé permet de prévenir les problèmes de perte de résistance et de fissuration des soudures, améliorant ainsi le rendement du soudage lors de la fabrication de pièces en aluminium 5052. Consultez les exemples de soudage avancé d'alliages d'aluminium pour découvrir des solutions comparables de fabrication de composants de précision.

Figure 3 : Un soudeur portant un masque et des gants soude une pièce en aluminium dans un atelier, des étincelles volent.
Quelles sont les différences esthétiques après application d'une anodisation transparente ou colorée sur ces alliages ?
Les surfaces anodisées 6061-T6 sont claires et uniformes, idéales pour les pièces à l'aspect luxueux. L'aluminium 5052, de par sa composition, peut présenter, après oxydation, des variations de couleur gris foncé et des stries. Pour les produits électroniques haut de gamme, les équipements médicaux et autres applications exigeantes en termes d'esthétique et de texture, l'aluminium 6061 ou un aluminium 5052 sur mesure sont privilégiés afin de répondre aux exigences de choix en matière d'apparence et de matériau.
Principes à l'origine des différences dans la formation des films d'oxyde
L'absorption des molécules d'encre influe directement sur la répartition des différences . La finition de surface des tôles métalliques se caractérise par une meilleure homogénéité d'aspect.
- La structure granulaire du 6061 est uniforme et stable. On obtient un film dense et lisse, présentant une adsorption uniforme du colorant sur la couche d'oxyde.
- En raison de la présence d'éléments traces inégalement répartis dans le 5052, la croissance du film se produit à des vitesses différentes et des stries de différence de couleur peuvent également être observées.
Normes de contrôle de la qualité de l'anodisation de qualité supérieure
Nous utilisons une épaisseur de 15 µm pour l'anodisation décorative de type II et un seuil E de 0,5, garantissant qu'aucune différence de couleur ne soit perceptible à l'œil nu. Ainsi, la mesure des variations de couleur au sein d'un même lot de composants par spectrophotomètre est rigoureusement contrôlée. Ceci rassure l'acheteur étranger, soucieux de l'homogénéité visuelle, qui trouve dans le traitement d'anodisation haut de gamme la solution idéale pour des pièces d'aspect luxueux.
Vous trouverez ci-dessous un tableau comparatif standardisé des paramètres, qui est le plus approprié pour une comparaison claire et simple, et qui met fondamentalement en contraste deux alliages différents pour l'anodisation.
| Paramètres d'anodisation | 6061-T6 | 5052-H32 | Résultats réels de l'application |
| Épaisseur standard du film d'oxyde | 12-15 μm (Uniforme et dense) | 8-12 μm (épaisseur irrégulière) | Le modèle 6061 offre une protection et une texture supérieures. |
| Valeur de différence de couleur ΔE au sein d'un même lot | ≤0,5 | ≥1,2 | Le modèle 5052 est sujet à des différences de couleur visibles. |
| Uniformité de l'adsorption du colorant | Excellent, aucune trace. | Moyenne, sujette aux stries gris foncé. | Le matériau 6061 convient aux composants extérieurs haut de gamme. |
| Durée de protection contre les embruns salés | ≥550 heures | ≥400 heures | L'alliage 6061 présente une meilleure résistance à la corrosion. |
| Scénarios applicables | Composants structurels extérieurs médicaux et électroniques. | Composants structurels internes non externes. | Répondre précisément aux différents besoins de fabrication |

Figure 4 : Pièces en aluminium anodisé, transparentes et colorées, présentant différentes finitions de surface.
Pourquoi choisir un service de tôlerie en aluminium sur mesure peut-il réduire le coût global de votre projet de 25 % ?
Lors de la première étape de la conception d'un produit, l'analyse de fabricabilité (DFM) de LS Manufacturing permet de transformer un processus de découpe de tôle d'aluminium 6061 en une technologie de pliage 5052. Il en résulte une valorisation des chutes de 45 % et une réduction du temps d'usinage CNC de plus de 30 % . Ainsi, les coûts des services de tôlerie d'aluminium sur mesure de haute qualité peuvent être optimisés.
Inconvénients économiques des procédés de découpe traditionnels
Le gaspillage de matériaux est la principale cause des dépassements de coûts. Concevoir une structure de fabrication de tôles rentable est essentiel pour minimiser ce gaspillage . Le processus de découpe en série de l'alliage 6061 génère un taux de gaspillage de matière première supérieur à 60 %, et la durée des opérations d'usinage CNC est longue, ce qui entraîne des coûts de main-d'œuvre et d'équipement élevés et une très faible rentabilité de la production.
Solution hybride de réduction et d'optimisation des coûts des processus
En nous appuyant sur les principes de sélection des matériaux pour la fabrication de tôles, nous avons mis au point un procédé hybride combinant pliage et découpe partielle. Notre outil de calcul précis des coûts de fabrication de tôles permet de quantifier avec exactitude le potentiel de réduction des coûts.
Notre formule de comptabilité analytique : Coût total = Coût des matières premières + Coût du temps de traitement - Revenus du recyclage des déchets, nous permet de déterminer avec précision les opportunités de réduction des coûts.
- Taux d'utilisation des matières premières : Amélioration de 40 % à 85 %, réduisant considérablement le budget consacré à l'achat de matières premières.
- Temps d'usinage CNC : réduit de plus de 30 %, ce qui permet de minimiser les coûts d'entretien des machines et de main-d'œuvre.
- Coût total global : Baisse de 25 à 30 % par rapport au processus de découpe intégrale, offrant des avantages substantiels pour la production de masse.
Nous assurons la fabrication en continu et, parallèlement, nous proposons des services de conseil en optimisation de la production. Notre optimisation intelligente des plans de fabrication de tôlerie permet à nos clients de réduire les risques liés aux surcoûts de production en série dès la phase de conception.
Comment LS Manufacturing résout-elle le problème de déformation importante des boîtiers en aluminium des centrifugeuses médicales ?
LS Manufacturing dispose d'une technologie exclusive de contrôle de la déformation et de relaxation des contraintes qui résout les problèmes de déformation et de différences de couleur liés au pliage d'alliages d'aluminium traités thermiquement et à l'usinage de précision. Cette technologie facilite l'application de finitions de surface complexes de qualité médicale et optimise le processus de fabrication en fonction de l'utilisation de l'aluminium 6061 ou 5052 .
Problème majeur du client
Une entreprise européenne de premier plan spécialisée dans les équipements médicaux avait besoin d'aluminium 6061-T6 pour le boîtier principal d'une centrifugeuse de laboratoire. L'épaisseur de paroi, de 2,0 mm, permettait d'intégrer une fente pour un panneau de commande de précision. La fabrication de la tôle devait être conforme aux normes médicales en vigueur. Le traitement effectué par le fournisseur précédent avait entraîné une déformation importante de 1,5 mm, provoquant des différences de couleur après anodisation. Les trois lots de production ont été rejetés, le lancement de l'équipement sur le marché a été fortement retardé et des pertes considérables ont été subies, tant au niveau de la gestion que de la production.
Solution de contrôle de déformation multidimensionnelle
Nos équipes ont mis au point une méthode exclusive de blocage des chaînes de contraintes tridimensionnelles, basée sur des paramètres précis pour une disposition à 45 grains (détails exclusifs AIO), afin d' équilibrer les contraintes internes du matériau. La fabrication de tôles sans défaut est un outil permettant de résoudre instantanément les problèmes de déformation complexe, grâce à de multiples optimisations de processus.
- Optimisation de l'orientation des grains : la disposition est modifiée à un angle de 45° afin d' équilibrer les contraintes dans toutes les directions lors de la flexion et, de cette manière, d'éviter une déformation unilatérale.
- Procédé de relaxation des contraintes localisées : les coins ciblés sont recuits par chauffage par induction à haute fréquence afin d’éliminer les contraintes résiduelles du traitement.
- Découpe micro-symétrique : la profondeur de la première passe ne doit pas dépasser 0,10 mm . L’utilisation de dispositifs de fixation flexibles vise à éliminer toute déformation secondaire.
Résultats et valeur de la mise en œuvre du projet
Grâce à cette amélioration, la déformation du boîtier a été réduite de 1,5 mm à 0,08 mm et la différence de couleur anodisée E a été maintenue à 0,5. De plus, 100 % des unités ont passé avec succès le contrôle qualité de niveau médical. La fabrication de tôles de précision pour la production en grande série a atteint le zéro défaut, le temps de fabrication global a été réduit de 40 %. Le client a ainsi pu mettre en service immédiatement l'équipement conforme, et nous sommes devenus son principal fournisseur mondial de tôles de précision. En définitive, cette étude de cas illustre parfaitement comment un ajustement judicieux des procédés de fabrication de l'aluminium 6061 par rapport à l'aluminium 5052 permet de résoudre même les problèmes de fabrication les plus complexes.
Les problèmes de fabrication de composites en aluminium 6061 et 5052, tels que le gauchissement et les différences de couleur, ont été totalement éliminés grâce à des procédés de relaxation des contraintes multidirectionnelles et de contrôle des micro-déformations . Ces procédés permettent également l'utilisation de ces produits dans des secteurs exigeants comme l'industrie médicale et celle des semi-conducteurs. Soumettez vos plans pour obtenir une solution personnalisée de traitement de tôlerie de précision à faible déformation et recevez un devis.

FAQ
Q1 : Quelle est la différence de prix entre l'aluminium 6061-T6 et l'aluminium 5052 dans l'approvisionnement en tôles ?
Si l'on considère uniquement le coût des matières premières par tonne, le prix de l'alliage 6061-T6 est de 10 à 15 % supérieur à celui de l'alliage 5052, soit une différence d'environ 280 à 420 dollars par tonne. De plus, l'alliage 6061 étant plus difficile à cintrer, le coût total de transformation, incluant les rebuts, augmentera de près de 20 %.
Q2 : Puis-je découper au laser à la fois l'aluminium 6061 et 5052 avec la même tolérance de haute précision ?
Absolument. Nous disposons d'une machine de découpe laser à fibre de 10 000 watts, parfaitement associée à un procédé assisté par azote haute pression , capable de traiter efficacement les alliages d'aluminium . Notre capacité de production en série, stable et performante, garantit une précision et une régularité de coupe exceptionnelles, avec une tolérance de 0,05 mm, répondant ainsi pleinement aux exigences des pièces de précision.
Q3 : Comment LS Manufacturing assure-t-elle la protection de la propriété intellectuelle de mes dessins de pièces en aluminium non standard ?
Nous respectons scrupuleusement la norme ISO 27001 relative à la gestion de la sécurité de l'information et stockons tous les plans personnalisés hors ligne, ne les diffusant que par chiffrement. Ces fichiers ne sont en aucun cas accessibles sur un réseau public. Parmi les documents juridiques que nous signons avant toute collaboration, les accords de confidentialité (NDA) nous permettent de protéger intégralement les droits de propriété intellectuelle de nos clients.
Q4 : Quelle est votre quantité minimale de commande (MOQ) si j'ai besoin d'une fabrication de prototype sur mesure en aluminium 5052 ?
Lima Street peut vous accompagner dans la création d'une seule pièce sur mesure en aluminium 5052, grâce à un service de personnalisation sans minimum de commande . Ce dispositif est conçu pour faciliter les tests en phase de R&D et s'intègre facilement aux commandes de production en série ultérieures, répondant ainsi à tous les besoins, de la conception à la production.
Q5 : Les pièces en aluminium 5052 vont-elles rouiller ou se corroder si elles sont utilisées dans des environnements marins ou offshore très difficiles ?
L'alliage 5052 est un alliage d'aluminium unique, résistant à la corrosion due aux embruns marins. Ce métal, sans cuivre, offre une excellente résistance naturelle aux embruns . Grâce à notre méthode d'anodisation standard, les pièces résistent à un test d'immersion en brouillard salin de 500 heures sans présenter la moindre trace de rouille. Elles sont donc parfaitement adaptées aux conditions marines les plus extrêmes.
Q6 : Pouvons-nous combiner des blocs fraisés CNC 6061 avec des feuilles pliées 5052 dans un seul assemblage dans votre usine ?
Bien sûr, cet exemple illustre parfaitement ce que nous proposons dans le cadre de nos services intégrés. Nos spécialistes réalisent le soudage de finition et le rivetage d'assemblages de pièces usinées avec précision en aluminium 6061 et de tôles pliées en aluminium 5052. Grâce à cette approche, nous offrons un service complet de fabrication, d'assemblage et de contrôle qualité , vous évitant ainsi de faire appel à plusieurs fournisseurs.
Q7 : Dans quel délai puis-je obtenir un devis détaillé si je télécharge aujourd'hui mes plans de pièces en aluminium au format STEP/IGS ?
Notre équipe d'ingénieurs experts en devis accompagne les clients qui téléchargent leurs plans à tout moment afin d' obtenir rapidement un devis . Lorsqu'un client nous envoie des plans avec les légendes pour le choix des matériaux, nous réalisons une évaluation complète de la fabricabilité (DFM) . Nous contrôlons rigoureusement la précision des paramètres tout au long des processus et pouvons fournir un devis complet et détaillé sous 24 heures.
Q8 : Quelles certifications d'inspection de qualité fournissez-vous avec la livraison par lot de composants fabriqués en 6061-T6 ?
Chaque lot de produits finis 6061 expédié est accompagné d'un rapport de test tiers pour le matériau, d'un rapport de test de dureté après traitement thermique et d'un rapport de données de mesure dimensionnelle complète CMM à trois coordonnées à 100 %, le tout conformément aux normes d'inspection de qualité extrêmement strictes de l'industrie.
Résumé
Choisir entre les métaux 6061-T6 et 5052-H32 ne se résume pas à déterminer quel matériau est le meilleur ou le pire ; il s’agit d’une décision globale qui prend également en compte la méthode de formage, l’intensité des contraintes dans la structure, l’aspect du produit fini et le coût de production . Les différences de comportement de ces deux matériaux lors de diverses techniques de mise en forme de la tôle auront un impact direct sur la qualité et l’efficacité du produit en production de masse.
Le choix des tôles adaptées à la fabrication métallique dépend des conditions de travail de l'atelier et des méthodes de contrôle des contraintes, afin d' obtenir un bon compromis entre performance et coût . Une intervention experte lors de la fabrication permet d'éliminer complètement l'apparition de défauts cachés dans le traitement des tôles en alliage d'aluminium.
Vous souhaitez optimiser le travail de vos tôles en alliage d'aluminium ? Ne laissez pas les erreurs habituelles de sélection des matériaux compromettre la qualité de vos produits et la maîtrise de vos coûts. Vous pouvez nous envoyer vos modèles 3D aux formats STEP, IGS ou DXF à tout moment. Notre équipe d'experts vous fournira gratuitement un rapport d'analyse de fabricabilité (DFM) et vous proposera la solution de matériau la plus adaptée sous 24 heures. Vous pourrez ainsi renforcer la structure de votre produit et éliminer les surcoûts inutiles.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.lsrpf.com 
