La fabrication et le traitement de précision des tôles d'acier inoxydable reposent sur un processus précis, tirant parti des propriétés du matériau. Ce processus permet d'optimiser les caractéristiques de l'acier et de résoudre quatre problèmes majeurs liés à la transformation des tôles : le choix entre les aciers 304 et 316L, les paramètres de traitement non conformes, la déformation par corrosion et les surcoûts . L'acier inoxydable 304 présente un retour élastique 3 à 5 fois supérieur et un coût 30 à 40 % inférieur à celui de l'acier inoxydable austénitique. Il est couramment utilisé. Quant à l'acier inoxydable 316L, sa résistance à la corrosion et son excellente stabilité de soudage le rendent idéal pour les applications médicales et marines exigeantes.
Les manuels de matériaux traditionnels ne fournissent que des compositions statiques, sans tenir compte de l'évolution des conditions de production en atelier, ce qui entraîne facilement des rebuts. Cet article, basé sur des données de mesures réelles, compare les différences de procédés de transformation des matériaux selon diverses dimensions et propose des solutions de sélection et de traitement potentielles.
Aperçu rapide des principales conclusions concernant le traitement de l'acier inoxydable 304 et 316L
Ce chapitre résume les principales distinctions entre les deux types de traitement de la tôle d'acier inoxydable en termes d'adaptabilité environnementale et de maîtrise des coûts, afin que les utilisateurs puissent rapidement identifier les matériaux et les solutions de traitement les mieux adaptés à leurs projets et éviter les erreurs fondamentales de sélection.
| Dimensions de comparaison | Acier inoxydable 304 | Acier inoxydable 316L | Scénarios d'application recommandés |
| Performances de formage et de pliage | Taux de durcissement élevé, grand retour élastique (3°-5°), nécessite une compensation angulaire précise. | Meilleure ductilité, retour élastique plus faible, mais nécessite une pression de flexion plus importante. | L'acier 316L est privilégié pour le pliage de haute précision. L'acier 304 est privilégié pour les pièces d'usage courant. |
| résistance à la corrosion | Valeur PREN 18,0 , convient uniquement aux environnements résistants à la corrosion en général. | Valeur PREN 23,1-28,5, résistant à la corrosion par les chlorures et les embruns salins. | L'acier 316L est essentiel pour les applications médicales, marines et chimiques . |
| Coûts de traitement | Des coûts de matières premières et de transformation plus faibles, une rentabilité accrue. | Le coût global est 30 à 40 % plus élevé , l'usure des outils est plus importante. | L'acier inoxydable 304 est utilisé pour les pièces structurelles générales. L'acier inoxydable 316L est utilisé pour les pièces fonctionnelles essentielles. |
| Stabilité du soudage | Sujette à la corrosion intergranulaire, davantage de défauts dans la zone affectée thermiquement. | Faible teneur en carbone, faible sensibilisation, absence de fissures de soudure , étanchéité renforcée. | L'acier 316L est privilégié pour le soudage, l'étanchéité et les équipements stériles. |
Points clés à retenir :
- Performances de moulage : L’acier inoxydable 304 présente la vitesse de durcissement la plus rapide ainsi qu’un retour élastique en flexion de 3 à 5° supérieur à celui de l’acier inoxydable 316L. De ce fait, il exige une compensation plus précise. L’ acier inoxydable 316L offre une ductilité légèrement supérieure, mais nécessite une force de pliage plus importante.
- Choix environnemental : L’ acier inoxydable 316L est requis lorsque la protection contre l’eau de mer ou les fortes concentrations de chlorures est essentielle (par exemple, pour le nettoyage médical). L’acier inoxydable 304 convient lorsque la protection contre les intempéries ou la corrosion en milieu alimentaire est nécessaire.
- Stratégie de coûts : Le coût des matières premières et de la transformation de l’acier inoxydable 316L est de 30 à 40 % supérieur à celui de l’acier inoxydable 304 en raison de la présence de molybdène. Il convient d’effectuer les achats par tranches en fonction des exigences de conformité spécifiques des pièces.
Pourquoi faire confiance à l'expertise de JS Precision en matière de choix entre l'acier inoxydable 304 et 316L pour la fabrication de tôles ?
Conformément aux pratiques industrielles et à l'analyse technique, les données d'essais réels doivent servir de critères de sélection des matériaux, et non de simples données théoriques, car la précision du travail de la tôle est directement liée à ces dernières. Lors de mes essais comparatifs de trois mois, une équipe a réalisé à plusieurs reprises plus de 200 séries d'expériences de traitement de tôles, en faisant varier l'épaisseur et les paramètres de processus selon la norme ASTM A240 pour l'acier inoxydable. L'erreur principale des méthodes traditionnelles de sélection des matériaux réside dans la négligence de leur comportement dynamique lors de la mise en œuvre. La plupart des ingénieurs se contentent d'utiliser les composants théoriques sans tenir compte des conditions réelles de pliage, de découpe et de soudage en atelier .
Notre processus de test est conforme aux normes d'inspection ISO 14323 relatives au formage de la tôle et vise à éliminer l'écart entre la théorie et la pratique. Forts de notre expérience pratique dans divers projets de tôlerie industrielle, médicale portable et aéronautique haut de gamme, nous constatons que plus de 90 % des mises au rebut précoces d'équipements sont dues à une inadéquation entre les matériaux et les procédés , et non à une précision mécanique insuffisante.
Notre équipe bénéficie de 15 ans d'expérience dans le traitement de la tôlerie de haute précision et utilise ce savoir-faire pour résoudre des centaines de problèmes de corrosion, de déformation et d'écarts dimensionnels . Tous nos procédés ont été validés en production de masse et répondent aux exigences des équipements haut de gamme en matière de tôlerie.
Grâce à des données de tests complètes et à notre expérience en production de masse, nos solutions de sélection de matériaux pour différents projets sont extrêmement précises. Pour éviter rapidement les erreurs de sélection et optimiser le processus, vous pouvez bénéficier d' une consultation technique personnalisée et gratuite. Si vous avez des exigences spécifiques pour votre projet, vous pouvez télécharger votre plan et obtenir une solution d'optimisation DFM sur mesure.

Comment contrôler la variation du retour élastique lors de la fabrication de tôles d'acier inoxydable de précision ?
Le taux d'écrouissage de l'acier inoxydable 304 est nettement supérieur à celui du 316L, ce qui se traduit en pratique par un retour élastique supérieur d'environ 1,5° à 2,5° sur les pliages à 90° . Sans compensation dynamique de l'outillage, cela peut engendrer des écarts dimensionnels dans les pièces de tôlerie en acier inoxydable de précision. L'écart de coefficient de retour élastique entre les tôles 304 et 316L reste globalement constant, même en cas de variation d'épaisseur. Un réglage approprié des paramètres de compensation d'angle et de pression permet de maîtriser les erreurs de pliage et d'atteindre, dans une certaine mesure, les normes industrielles les plus exigeantes.
Données mesurées sur les coefficients de retour élastique pour différentes épaisseurs de tôle
La maîtrise précise des erreurs de pliage est un paramètre clé pour un pliage de précision. L'équipe a réalisé des essais concrets sur trois épaisseurs de tôle courantes (1,5 mm, 2,0 mm et 3,0 mm) en s'appuyant sur des procédés de fabrication de tôlerie de précision, ce qui permet de limiter les écarts de formage de manière plus fiable.
Les données mesurées proviennent de contrôles répétés en atelier de production en série, ce qui élimine toute erreur inhérente aux conditions de laboratoire et leur permet de refléter fidèlement les conditions réelles de production. Elles constituent ainsi une référence fiable pour de nombreuses applications de pliage de l'acier inoxydable.
Les paramètres spécifiques sont énumérés ci-dessous et ne sont pas théoriques :
- Épaisseur de plaque de 1,5 mm : angle de retour élastique de 3,0° pour l’acier inoxydable 304 et de 1,2° pour l’acier inoxydable 316L ; compensation requise : 3,0°.
- Épaisseur de plaque de 2,0 mm : angle de retour élastique de 3,8° pour l’acier inoxydable 304, de 1,8° pour l’acier inoxydable 316L, compensation requise de 3,8°.
- Épaisseur de plaque de 3,0 mm : angle de retour élastique de 5,0° pour l’acier inoxydable 304 et de 2,2° pour l’acier inoxydable 316L ; compensation requise : 5,0°.
Solution de contrôle des erreurs de pliage de haute précision
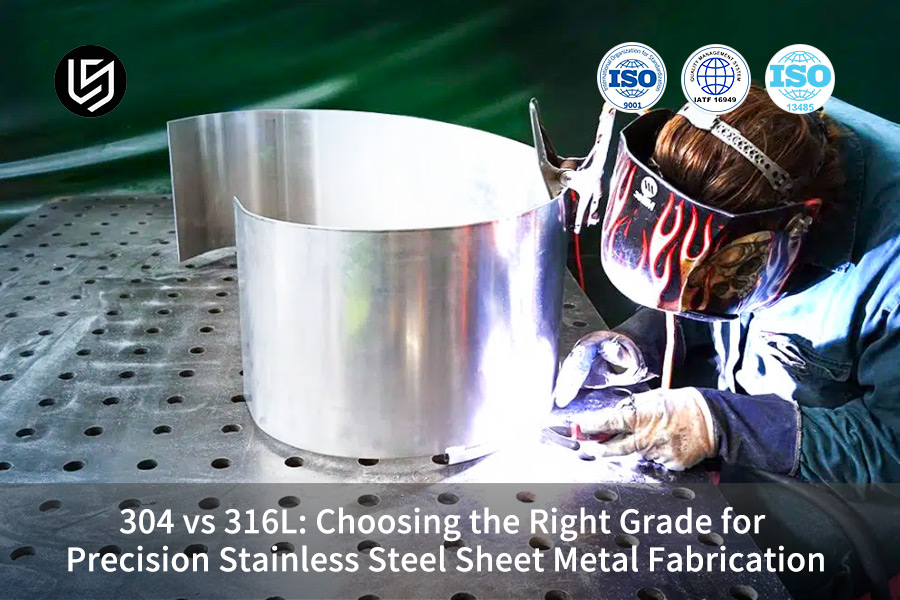
L'étalonnage angulaire en temps réel permet de compenser efficacement les variations dues au retour élastique. Chez LS Manufacturing, une plieuse CNC à mesure angulaire en temps réel est utilisée. Elle tire pleinement parti de la technologie de compensation dynamique du moule pour un pliage précis et optimal des tôles . L'écart d'angle de pliage de toutes les tôles en acier inoxydable est ainsi maintenu à moins de 0,5°.
Le mode de compensation dynamique corrige en temps réel les déformations de la tôle. Adapté aux différents matériaux et à l'épaisseur de l'acier inoxydable, il offre une grande flexibilité. Il garantit un ajustement parfait des boîtiers métalliques pour les applications médicales et électroniques, sans aucun jeu lors de l'assemblage.
Pour obtenir une correspondance précise des paramètres de pliage et éviter tout écart dimensionnel, le tableau de référence des paramètres de pliage peut être téléchargé gratuitement. Pour les besoins d'usinage de pièces de haute précision, contactez un ingénieur afin de concevoir un système de compensation dédié.
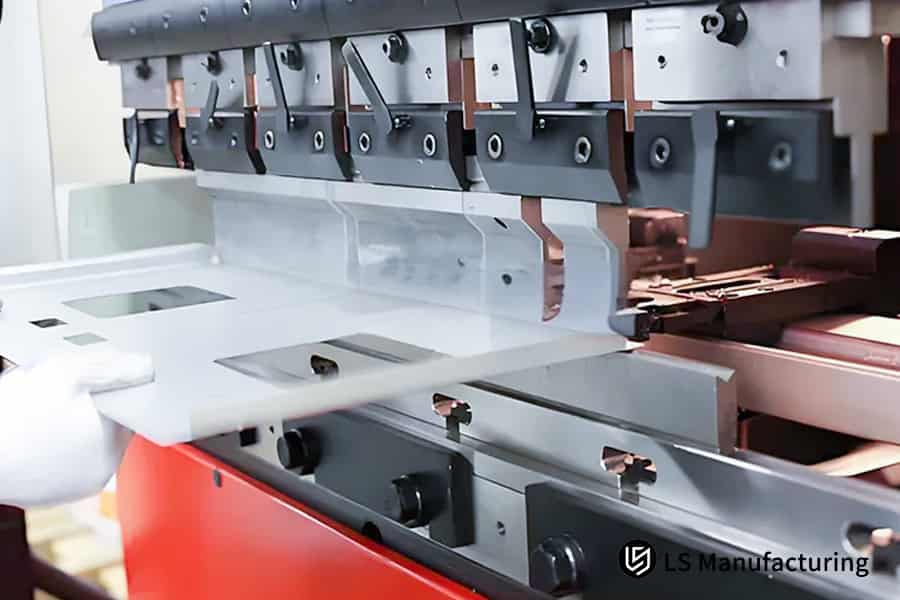
Figure 1 : Un ouvrier utilise une presse plieuse de précision pour le pliage de tôles en acier inoxydable.
Comment prévenir la corrosion intergranulaire lors des services de fabrication de tôles en acier inoxydable ?
Lors du soudage de l'acier inoxydable, par laser ou TIG, la zone affectée thermiquement (ZAT) autour de 450 °C à 850 °C peut déclencher la précipitation de carbure de chrome, susceptible d'entraîner une corrosion intergranulaire. L'acier inoxydable à très faible teneur en carbone 316L (C ≤ 0,03 %) présente généralement une meilleure résistance à la fissuration que l'acier inoxydable 304. Grâce à des services professionnels de fabrication de tôles d'acier inoxydable , la corrosion intergranulaire peut être quasiment évitée, rendant ainsi l'acier inoxydable utilisable pour des équipements haut de gamme, étanches et stériles, conçus pour résister à des conditions d'utilisation exigeantes.
Le principe à l'origine de la différence de corrosion entre les deux matériaux
En pratique, la prévention de la corrosion est un aspect essentiel du soudage de l'acier inoxydable. L'acier inoxydable 304, qui tolère jusqu'à 0,08 % de carbone, est plus susceptible d'être sensibilisé, et le film de passivation peut également être endommagé dans la zone affectée thermiquement à haute température.
Ce type de problème inhérent au matériau ne peut être résolu uniquement par des techniques de soudage classiques, car il est lié à sa composition chimique. Seule une optimisation du procédé et une sélection judicieuse du matériau permettent d'améliorer la situation. L'acier inoxydable 316L, quant à lui, présente une faible teneur en carbone et contient 2 à 3 % de molybdène, ce qui contribue à limiter la précipitation des carbures et à stabiliser la structure de la zone soudée.
Flux de contrôle normalisé du processus de soudage
- Contrôle de l'apport de chaleur en soudage : Maintenez l'apport de chaleur étroitement entre 0,5 et 1,2 kJ/mm ; ainsi, la zone affectée thermiquement reste plus petite et les composants soudés restent globalement stables.
- Effectuer les opérations de post-soudage : Chaque pièce soudée doit subir un traitement de décapage et de passivation afin que le film de passivation de surface puisse être correctement réparé et qu’une structure de fabrication de tôle stable soit formée.
- Adaptation aux scénarios haut de gamme : Pour les semi-conducteurs et les équipements médicaux stériles, la technologie de soudage non destructif 316L est généralement le choix par défaut , de manière uniforme dans tous les déploiements.

Figure 2 : Gros plan d'une pièce en acier inoxydable présentant une corrosion et une décoloration de surface.
Quelles sont les limites des paramètres de découpe laser pour la fabrication de tôles en matériaux difficiles ?
L'acier inoxydable 316L, contenant du molybdène et présentant une viscosité plus élevée, offre une meilleure résistance à l'élimination des scories que l'acier inoxydable 304 lors de la découpe laser. Ainsi, pour la fabrication de tôles en matériaux difficiles, une augmentation de 20 % de la pression de gaz auxiliaire, notamment d'azote, est nécessaire afin d'obtenir une coupe sans bavures. La découpe laser de l'acier inoxydable 316L exige une plus grande précision des paramètres, nécessitant un contrôle plus rigoureux. En ajustant avec précision la puissance, la pression de gaz et la vitesse de coupe, il est possible d'obtenir un bord ultra-lisse (Ra 1,6 µm), répondant ainsi aux exigences esthétiques et dimensionnelles de la fabrication de tôles de haute précision et convenant à diverses applications de traitement de tôles sur mesure haut de gamme.
Matrice des paramètres de découpe laser haute puissance
La modulation de la chaleur du laser est un facteur déterminant pour la qualité de la découpe. Un réglage précis permet une découpe de tôle plus nette . Vous trouverez ci-dessous les paramètres mesurés utilisés par LS Manufacturing pour la découpe laser 10 000 W, adaptés aux exigences de traitement sur mesure de tôles d'acier inoxydable haut de gamme :
| Épaisseur de la feuille | Matériel | Vitesse de coupe (m/min) | Pression d'azote (MPa) | Rugosité de surface (Ra) |
| 1,5 mm | 304 | 3.2 | 1.2 | 1,6 μm |
| 1,5 mm | 316L | 2.8 | 1,44 | 1,6 μm |
| 3,0 mm | 304 | 1.8 | 1.5 | 2,4 μm |
| 3,0 mm | 316L | 1.5 | 1.8 | 3,2 μm |
Exigences fondamentales pour la découpe sans scories
La pureté de l'azote utilisé pour la découpe doit être ≥ 99,999 % . La découpe de l'acier inoxydable 316L requiert une réduction de vitesse et une pressurisation. Un ébavurage de haute qualité est obtenu grâce à des procédés professionnels qui compensent la faible conductivité thermique et la viscosité élevée du matériau, et éliminent les problèmes de scories et de déformation thermique. L'azote de haute pureté isole la réaction d'oxydation à haute température pendant la découpe, garantissant ainsi la préservation maximale de la structure de la tôle d'acier inoxydable durant la production et améliorant la qualité de surface et la résistance à la corrosion des produits.
Figure 3 : Tableau de référence des épaisseurs de découpe laser pour plusieurs métaux et niveaux de puissance.
Comment le coût de fabrication de l'acier 304 par rapport à l'acier 316L affecte-t-il le retour sur investissement de votre produit ?
Le prix de la matière première 316L est plus de 30 % supérieur à celui de l'acier 304. De plus, en tenant compte du surcoût de 15 % lié à l'usure des outils, le coût de fabrication de l'acier 304 augmente sensiblement par rapport à celui de l'acier 316L . La mise en place d'un procédé de soudage hybride par séparation permet d'optimiser le rapport des matériaux, de réaliser jusqu'à 25 % d'économies sur les coûts de fabrication et d'améliorer ainsi considérablement le retour sur investissement. Il s'agit là de la stratégie fondamentale de réduction des coûts pour la fabrication de tôles en acier 304 par rapport à l'acier 316L.
Détails de la prime de coût multidimensionnelle
Le coût des matériaux est proportionnel à la différence entre le coût des matériaux et leur coût total. Tous les coûts supplémentaires liés aux matériaux sont inclus dans le coût des ressources, les pertes liées à l'usinage et le coût de la main-d'œuvre. Cette approche permet d'appliquer des normes de comptabilité analytique pour optimiser le formage de la tôle et l'adapter aux différents projets de formage. Le calcul détaillé des différentes primes de coût aide les ingénieurs à sélectionner les matières premières et à mieux maîtriser les coûts dès la conception.
| Dimensions des coûts | 304 | 316L | Rapport de prime |
| Approvisionnement en matières premières | Prix de base | Prime 32% | 32% |
| Coût d'usure des outils | Vêtements de base | Prime de 15% | 15% |
| Temps de traitement du pliage | Temps de base | Prime de 8% | 8% |
| Coût du traitement de surface | Coût de base | Prime de 5% | 5% |
Stratégie de conception DFM pour l'optimisation du retour sur investissement
- Coque média sans contact, pièces creuses générales pour bâtiments extérieurs : Utiliser de l'acier inoxydable 304 pour contrôler les coûts.
- Tuyaux en contact avec les fluides, composants du noyau de contact de désinfection : Doit utiliser de l'acier inoxydable 316L pour garantir la durabilité.
- Utilisez un procédé de soudage par séparation structuré, sélectionnez le matériau approprié afin d'obtenir une fabrication de tôles rentable , offrant un compromis optimal entre coût et performance.
Calcul précis du coût de traitement du projet et optimisation des ratios de matériaux (un calcul gratuit du coût total du projet peut être fourni). Pour des solutions DFM personnalisées de réduction des coûts, veuillez contacter notre ingénieur pour une optimisation individuelle, utilisant des ratios scientifiques pour atteindre un équilibre parfait entre les exigences de performance de la fabrication de tôles résistantes à la corrosion et le coût budgétaire du service de tôlerie d'acier sur mesure.
Quel alliage offre une durabilité supérieure pour la fabrication de tôles résistantes à la corrosion ?
En milieu marin ou sous forte concentration d'embruns salés, l'indice de corrosion par piqûres (PREN) de l'acier inoxydable 316L se situe entre 23,1 et 28,5, nettement supérieur à celui de l'acier inoxydable 304 (18,0). Il est donc très efficace pour stopper la corrosion par piqûres et contribue significativement à la durabilité des produits de fabrication de tôles résistantes à la corrosion . De plus, sa capacité de réparation du film de passivation est bien meilleure que celle de l'acier inoxydable 304, permettant une utilisation sans entretien pendant plus de 5 ans dans des conditions de forte salinité et de forte concentration de chlore, et ce, sans difficulté majeure.
Analyse quantitative de la corrosion de la valeur PREN
La résistance au brouillard salin est un critère essentiel pour évaluer le comportement à la corrosion. L'expression PREN, reconnue par l'industrie, est la suivante : PREN = %Cr + 3,3 × %Mo + 16 × %N. Grâce à des méthodes de fabrication de haute qualité, il est possible de produire des composants en tôle durables. L'acier inoxydable 304 ne contient pas de molybdène. Ainsi, sous l'effet des embruns salés, il a tendance à se corroder plus facilement, tandis que l'acier 316L contient du molybdène, et cet élément aide le film de passivation à se reconstituer, un peu comme s'il réparait la couche protectrice.
Ce chiffre constitue une norme reconnue dans l'industrie pour l'évaluation de la résistance à la corrosion de l'acier inoxydable et est souvent considéré comme une valeur de référence élevée. Généralement, plus le PREN est élevé, meilleure est la résistance à la corrosion et plus longue est la durée de vie de l'équipement.
Performances en conditions extrêmes
- Acier inoxydable 304 : après environ 300 heures de test standard au brouillard salin, de la rouille rouge apparaît, puis une corrosion par piqûres et une mise au rebut éventuelle sont susceptibles de se produire dans un délai d’environ 6 mois en utilisation côtière.
- Acier inoxydable 316L : aucune trace de rouille rouge après 1 000 heures de test standard au brouillard salin , utilisable pour les équipements de surveillance marine. Fonctionne toujours de manière fiable depuis plus de 5 ans.
- Amélioration du processus : grâce à des tests EDX de la couche de passivation et à une mesure précise de l’épaisseur, le cycle sans entretien de la pièce peut être prolongé, avec une stabilité accrue et moins d’interruptions.

Figure 4 : Pièces métalliques argentées avec trous et coudes, disposées sur une surface de travail.
Comment concevoir pour une déformation minimale dans la fabrication de tôles 304 par rapport à 316L ?
L'acier inoxydable 316L présente un coefficient de dilatation thermique plus faible à chaud que l'acier inoxydable 304, mais une limite d'élasticité supérieure à température ambiante . Par conséquent, la relaxation des contraintes internes diffère lors de l'emboutissage de tôles de grande taille et lors du pliage continu. C'est là la principale différence de procédé entre la fabrication de tôles en acier inoxydable 304 et celle en acier inoxydable 316L . Pour les pièces de grande taille à parois minces , en optimisant certains paramètres de fabrication et en veillant à la séquence de soudage, l'erreur de planéité est généralement maîtrisable à environ 0,8 mm.
Principales causes de déformation des pièces de forme irrégulière
La relaxation des contraintes internes détermine en grande partie la planéité de la pièce. En appliquant des méthodes de relaxation des contraintes efficaces, on peut limiter la déformation lors du formage de la tôle . Lorsque le rapport d'aspect est supérieur à 5:1 et l'épaisseur inférieure à 1,5 mm , l'acier inoxydable 304 a tendance à se tordre et à se déformer, tandis que l'acier inoxydable 316L a tendance à conserver des contraintes de flexion résiduelles. Par conséquent, ces composants minces, longs et étroits figurent parmi les plus sensibles à la déformation lors de la transformation de la tôle et constituent une catégorie de pièces importante qui exige un contrôle rigoureux lors de la fabrication de précision .
Solutions de processus anti-déformation plus précises
- Contrôle du jeu de la matrice : maintenez le jeu entre le poinçon et la matrice inférieure bloqué à environ 12 % à 15 % de l’épaisseur de la tôle ; cela permet d’éviter les déformations dues à l’extrusion.
- Processus d'optimisation des contraintes : utiliser une méthode de précontrainte inverse pour équilibrer les contraintes d'emboutissage résiduelles.
- Optimisation de la séquence de soudage : appliquer une approche de soudage symétrique et segmentée afin que la contrainte thermique de soudage soit libérée plus uniformément , et non en un seul point.
Grâce à ces étapes, une planéité linéaire ≤ 0,8 mm peut être atteinte pour des pièces de tôlerie de 1,5 mètre de long. Ce niveau de précision répond aux exigences d'assemblage industriel les plus strictes et contribue à prévenir efficacement les défauts de déformation lors de la fabrication de tôles d'acier inoxydable de précision, même de formes complexes, améliorant ainsi la stabilité des produits finis issus de la fabrication sur mesure de tôles d'acier.
Pourquoi choisir un fournisseur certifié pour vos projets de services de tôlerie d'acier sur mesure ?
La qualité du traitement de l'acier inoxydable dépend non seulement des machines elles-mêmes, mais aussi de la traçabilité des matières premières (MTR) et des procédures de contrôle qualité conformes aux normes ISO 9001 et IATF 16949. En pratique, des services de fabrication de tôles d'acier inoxydable professionnels et standardisés constituent la principale garantie d' un service fiable de tôlerie sur mesure . Des documents de conformité appropriés et un contrôle qualité complet du processus permettent d'éliminer les risques tels que la falsification des matériaux ou un contrôle insuffisant des procédés, assurant ainsi la stabilité du produit dans le temps.
Système de contrôle qualité complet des matières premières
Un système de traçabilité garantit la conformité des matières premières. Chaque tôle fait l'objet d'un contrôle de composition à 100 % par spectroscopie XRF , ce qui permet de distinguer clairement les aciers 304 et 316L et d'éviter l'introduction de matériaux de qualité inférieure. L'ensemble du processus de contrôle pour la fabrication de tôles normalisées reste ainsi rigoureux. Le contrôle systématique de chaque lot permet également d'éviter les problèmes de mélange, ce qui est particulièrement avantageux pour les projets exigeant une conformité stricte, comme les applications médicales ou les équipements de précision.
Contrôle de qualité normalisé et certification des qualifications
- Configuration matérielle : comprend une machine de mesure tridimensionnelle (MMT) à température stable 24 heures sur 24 pour maintenir la précision dimensionnelle contrôlée.
- Capacités du personnel : composé de techniciens professionnels en essais non destructifs (END), principalement chargés de superviser la qualité du soudage et les performances de formage , et pas seulement l'aspect final.
- Documentation de conformité : un dossier complet peut être fourni, comprenant notamment le PPAP niveau 3, les certificats de matériaux et les rapports RoHS.
Étude de cas : Comment LS Manufacturing a résolu le problème de piqûres et de déformations importantes dans un projet d’armoire médicale sur mesure
Grâce à un processus de fabrication précis et à une sélection rigoureuse des matériaux, les problèmes de piqûres et de déformation liés à la fabrication de tôles résistantes à la corrosion peuvent être entièrement maîtrisés, permettant ainsi d'atteindre un taux de rendement de production de masse ultra-élevé , notamment pour les tôles de précision à usage médical.
Défi client
Le boîtier d'une machine d'hémodialyse d'une importante entreprise médicale américaine était fabriqué en acier inoxydable 304. Après une immersion prolongée dans une solution saline, suivie de stérilisations répétées à haute température, une corrosion par piqûres étendue est apparue sur le boîtier en seulement quatre mois. Parallèlement, de denses microfissures sont apparues dans les zones de soudure, révélant ainsi les faiblesses des procédés de fabrication de tôles particulièrement sensibles à la corrosion .
Le contrôle des contraintes du fournisseur d'origine était insuffisant, ce qui a entraîné une dérive de la planéité des pièces supérieure à 2,5 mm, une mauvaise adhérence des joints d'étanchéité et des risques de fuite importants. En conséquence, un rappel massif a été déclenché, provoquant des pertes financières considérables et nuisant gravement à la réputation de la marque et à ses activités commerciales.
Solution de fabrication LS
- Forts de notre expertise pratique en matière de personnalisation de tôles de précision pour le secteur médical , nous avons rapidement mené une simulation opérationnelle afin d'identifier précisément la cause de la défaillance. Il s'est avéré que l'acier inoxydable 304 présentait une résistance insuffisante à la corrosion par les ions chlorure, et que les procédures standard ne permettaient pas de maîtriser efficacement la déformation thermique de ces pièces à parois fines.
- Nous avons ensuite proposé une solution plus ciblée, consistant essentiellement à remplacer la matière première par de l'acier inoxydable 316L à très faible teneur en carbone , afin qu'il puisse mieux résister à la corrosion causée par les agents de désinfection, au niveau du matériau.
- Côté processus, nous avons adopté une machine de découpe laser allemande TRUMPF de 10 000 watts et nous avons contrôlé strictement la largeur de la zone affectée thermiquement par la soudure, en la maintenant à 0,2 mm ou moins.
- Pour le pliage, le dispositif comprenait un paramètre spécial de compensation de retour élastique de 3,2°, associé à un soudage non destructif par liaison à 5 axes, ainsi qu'à des dispositifs personnalisés, de manière à limiter la déformation thermique globale.
Résultats et valeur
Après optimisation, le produit a passé avec succès le test de brouillard salin neutre ASTM B117 pendant 1 200 heures, sans aucune trace de rouille. La planéité de la pièce a été améliorée, passant de 2,5 mm à 0,35 mm , ce qui a éliminé tout risque de fuite d'étanchéité et répond parfaitement aux exigences de qualité élevées pour la fabrication de tôles de haute précision .
Le processus d'assemblage des équipements est parfaitement fluide et le taux de réussite dès la première passe a atteint 99,8 %. Cela signifie que les normes strictes de stérilité, d'étanchéité et de durabilité des équipements médicaux sont respectées. Par la suite, le client a mis fin à sa collaboration précédente et a signé un accord d'approvisionnement exclusif à long terme portant sur 1 500 unités, ce qui a également permis de réduire considérablement les efforts liés au service après-vente et les coûts associés aux rappels de produits.
Pour reproduire cette solution optimisée de tôlerie médicale, veuillez consulter l'étude de cas complète. Pour vos besoins de personnalisation de tôlerie de haute précision, soumettez vos plans afin d'obtenir des solutions et des devis sur mesure. Nous proposons une solution complète pour la fabrication de tôlerie en matériaux complexes , optimisant ainsi le budget global de production (acier inoxydable 304 vs 316L).

FAQ
Q1 : Le traitement de la tôle 316L est-il plus précis que le 304 ?
Absolument pas. L'acier inoxydable 316L n'offre des performances optimales que dans des conditions extrêmes (milieu médical, marin, à forte salinité) et uniquement pour les équipements d'étanchéité de haute précision. L'acier inoxydable 304, quant à lui, est reconnu pour sa facilité de fabrication et son coût inférieur , et répond aux besoins des applications courantes de tôlerie en intérieur et dans des environnements extérieurs tempérés.
Q2 : Quel est le prix de l'acier 316L par rapport à l'acier 304 dans les services de tôlerie sur mesure pour structures en acier ?
Le coût de la matière première 316L est 30 à 40 % plus élevé que celui de l'acier 304 en raison du molybdène. Le coût de transformation et de fabrication de la tôle 316L augmente également en raison de sa viscosité et de sa dureté supérieures, ce qui entraîne une usure des outils 15 % plus rapide qu'avec l'acier 304.
Q3 : Est-il possible d'utiliser les mêmes matrices de pliage pour les aciers 304 et 316L, c'est-à-dire faut-il modifier/réécrire le programme CNC ?
L'acier inoxydable 304 présente une formabilité inférieure à celle du 316L. En raison d'un taux d'écrouissage plus élevé, pour un angle de pliage standard de 90°, l'angle de retour élastique sera de 1,5 à 2,5 °. L'utilisation du même programme CNC (sans compensation d'angle) entraînera un dépassement des tolérances dimensionnelles de la pièce et des erreurs d'assemblage.
Q4 : Comment se fait-il que l'acier inoxydable 304 rouille davantage au niveau des joints de soudure lors de l'usinage de tôles de haute précision ?
La teneur en carbone de l'acier inoxydable 304 atteint 0,08 %. Le vol à haute température provoque une réaction de sensibilisation avec précipitation de carbure de chrome, détruisant le film de passivation anticorrosion superficiel. Sans décapage ni passivation selon les normes, les joints soudés se corroderont et se rompront rapidement.
Q5 : Quel matériau est le plus difficile à traiter par découpe laser à fibre ?
L'acier inoxydable 316L est plus difficile à usiner. Sa faible conductivité, sa viscosité élevée à l'état fondu et sa résistance à l'élimination des scories sont nettement supérieures à celles de l'acier inoxydable 304. Une pression assistée par azote, 20 % supérieure à la pression standard, est nécessaire pour obtenir une coupe impeccable, sans bavure ni scories.
Q6 : Pour une tôle d'acier 316L de 1,5 mm d'épaisseur, quel est le rayon de courbure minimal à utiliser ?
Il est conseillé de procéder au pliage manuel des tôles de précision 316L d'une épaisseur inférieure à 1,5 mm. Le rayon de courbure minimal du mandrin pour une tôle 316L de 1,5 mm d'épaisseur est de 1,5 mm, conformément à la norme de travail 1T. Cette méthode permet également d'éviter efficacement la fissuration par traction en surface, en veillant à préserver l'intégrité globale de la pièce et la précision de l'assemblage.
Q7 : Comment LS Manufacturing vérifie-t-il que l'acier 316L n'est pas mélangé à l'acier 304 ?
Nous avons mis en place un processus complet de tests et de systèmes de contrôle de l'origine des matériaux. Avant l'entrée des tôles, les tests sur les métaux et l'expédition des produits finis, nous utilisons un spectromètre XRF portable pour tester à 100 % la composition du matériau afin de confirmer avec précision les tests de molybdène et de chrome du matériau, évitant ainsi efficacement tout mélange de matériaux 304 et 316L.
Q8 : Est-il possible de réduire le coût de traitement des aciers 304 et 316L grâce à la conception de la tôle (DFM) ?
Oui, l'optimisation DFM professionnelle peut être conçue pour des pièces à structure mixte, utilisant de l'acier inoxydable 316L uniquement dans les zones de contact avec la corrosion et de l'acier inoxydable 304 dans le reste de la structure, ce qui permet de réaliser des économies de près de 25 %. De plus, vous pouvez facilement télécharger les dessins , obtenir un devis instantané et personnaliser davantage le processus en fonction des coûts.
Résumé
Le choix entre l'acier inoxydable 304 et l'acier inoxydable 316L ne se résume pas au prix ; il dépend également de la facilité de mise en œuvre, du cycle de vie du produit et du retour sur investissement. L'acier 304 est sans conteste très facile à usiner et offre un excellent rapport qualité-prix, répondant ainsi aux besoins courants de la production industrielle de tôlerie. L'acier 316L, quant à lui, possède une excellente résistance à la corrosion et une bonne soudabilité, et répond parfaitement aux exigences des industries médicale, navale et chimique. Comprendre les différences de retour élastique, de coupe et de résistance à la corrosion entre ces deux aciers est essentiel pour un usinage de précision de la tôlerie de haute qualité, permettant de s'adapter aux exigences de fabrication de précision dans de nombreux contextes.
LS Manufacturing est une entreprise spécialisée dans le traitement de tôlerie de haute précision et les services de tôlerie sur mesure. Forte de 20 ans d'expérience dans le secteur, d'équipements de traitement performants et d'un système de contrôle qualité à double conformité, nous proposons un service complet, incluant la sélection des matériaux, l'optimisation DFM (conception pour la fabrication), un traitement de haute précision et une livraison conforme aux normes. Nous maîtrisons les coûts de traitement des matériaux et minimisons les délais de mise en œuvre. Pour toutes vos applications, qu'il s'agisse de tolérances micrométriques, de soudures complexes ou d'optimisation des coûts, notre équipe d'experts vous répond sous 24 heures. Envoyez-nous simplement votre dessin et bénéficiez d'une évaluation gratuite de la faisabilité de votre projet et d'un devis au meilleur prix.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.lsrpf.com 
