Высокоточная обработка и изготовление листового металла из нержавеющей стали — это процесс, основанный на точности обработки и свойствах материала, который позволяет получить четыре основных характеристики стали и решить четыре проблемы обработки листового металла, включая несоответствие выбора марок 304 и 316L, несоответствие параметров процесса, коррозионную деформацию и потери затрат . Нержавеющая сталь 304 имеет в 3-5 раз большую упругость и на 30-40% меньшую стоимость, чем аустенитная нержавеющая сталь, и используется в самых разных целях. В то же время коррозионная стойкость и хорошая сварная стабильность нержавеющей стали 316L делают ее подходящей для высокотребовательных условий в медицинской и морской отраслях.
Традиционные справочники по материалам содержат лишь статичные составы, не учитывающие меняющиеся условия обработки в цехе, что легко приводит к образованию брака заготовок. Данная статья основана на фактических данных измерений, сравнивает различные параметры обработки материалов и предлагает потенциальные решения по выбору и оптимизации процесса.
Краткий обзор основных выводов по сравнению обработки нержавеющей стали 304 и 316L.
В этой главе обобщены ключевые различия двух типов обработки листовой нержавеющей стали с точки зрения адаптации к условиям окружающей среды и контроля затрат, что позволит пользователям быстро определить, какие материалы и технологические решения подойдут для их проектов , и избежать фундаментальных ошибок при выборе.
| Размеры для сравнения | Нержавеющая сталь 304 | Нержавеющая сталь 316L | Рекомендуемые сценарии применения |
| Характеристики формовки и гибки | Высокая скорость закалки, значительное упругое восстановление (3°-5°), требует точной компенсации угла. | Лучшая пластичность, меньшее упругое восстановление, но требует большего давления при изгибе. | Для высокоточной гибки предпочтительна сталь марки 316L. Для изготовления заготовок общего назначения предпочтительна сталь марки 304. |
| Коррозионная стойкость | Значение PREN 18,0 , подходит только для сред, устойчивых к коррозии. | Значение PREN 23,1-28,5, устойчивость к коррозии под воздействием хлоридов и солевого тумана. | Сталь 316L необходима для применения в медицине, судостроении и химической промышленности . |
| Затраты на обработку | Снижение затрат на сырье и переработку, повышение экономической эффективности. | Общая стоимость на 30-40% выше , износ инструмента выше. | Сталь марки 304 используется для изготовления конструкционных элементов общего назначения. Сталь марки 316L используется для изготовления основных функциональных деталей. |
| Стабильность сварки | Склонность к межкристаллитной коррозии, больше дефектов в зоне термического воздействия. | Низкое содержание углерода, низкая сенсибилизация, отсутствие трещин в сварных швах , более надежная герметизация. | Сталь марки 316L предпочтительна для сварки, герметизации и стерильного оборудования. |
Основные выводы:
- Характеристики формования: сталь 304 демонстрирует самую быструю скорость затвердевания, а также более высокое упругое восстановление при изгибе на 3°-5° по сравнению со сталью 316L, поэтому она требует более точной компенсации. 316L обладает несколько лучшей пластичностью, хотя и требует большего усилия при изгибе.
- Выбор материала в зависимости от условий эксплуатации: сталь марки 316L необходима там, где требуется защита от морской воды или высокого содержания хлоридов (например, при очистке медицинских изделий). Сталь марки 304 подойдет там, где необходима защита от воздействия окружающей среды или коррозии, характерной для пищевых продуктов.
- Стратегия ценообразования: Затраты на сырье и обработку стали 316L на 30-40% выше, чем у стали 304, из-за наличия легирующего элемента Mo. Поэтапные закупки следует проводить в соответствии со специфическими требованиями к качеству деталей.
Почему стоит доверять опыту JS Precision в выборе нержавеющей стали марок 304 и 316L для изготовления изделий из листового металла?
В соответствии с отраслевой практикой и на основе технического анализа, в качестве критерия профессионального выбора материалов следует использовать реальные данные испытаний, а не только теоретические, поскольку это неизбежно напрямую влияет на точность обработки листового металла. В ходе трехмесячного сравнительного тестирования команда неоднократно успешно выполнила более 200 экспериментов по обработке листов различной толщины и параметров процесса в соответствии со стандартом ASTM A240 для нержавеющей стали. Основная ошибка традиционного выбора материалов заключается в игнорировании динамических характеристик обработки материалов. Большинство инженеров просто используют теоретические данные , не принимая во внимание фактические условия гибки, резки и сварки в цехе .
Наш процесс тестирования соответствует правилам контроля качества ISO 14323 для обработки листового металла и направлен на устранение расхождений между теорией и практикой. Наш практический опыт в проектах по изготовлению портативного медицинского оборудования и высокотехнологичных авиационных изделий из листового металла показывает, что более 90% брака оборудования на ранних этапах происходит из-за несоответствия материалов и технологических процессов , а не из-за низкой точности деталей.
Наша команда обладает 15-летним опытом в области высококачественной обработки листового металла, и, используя накопленные знания, мы можем решить сотни проблем, связанных с коррозией, деформацией и отклонениями размеров . Все процессы проверены в серийном производстве и соответствуют требованиям к высококачественной обработке листового металла для оборудования.
На основе полных данных испытаний и опыта массового производства наши решения по выбору материалов для различных проектов отличаются высокой точностью. Чтобы быстро избежать ошибок при выборе и подобрать оптимальный технологический процесс, вы можете получить бесплатную индивидуальную техническую консультацию. Если у вас есть конкретные требования к проекту, вы можете загрузить чертеж и получить индивидуальное решение по оптимизации DFM (проектирование с учетом технологичности).

Как контролировать разброс упругости при изгибе в процессе прецизионной обработки листового металла из нержавеющей стали?
Степень упрочнения нержавеющей стали 304 заметно выше, чем у 316L, что на практике приводит к увеличению упругого восстановления на 90° примерно на 1,5–2,5° по сравнению с 316L. Без динамической компенсации штампа это может привести к отклонениям в размерах деталей из листовой нержавеющей стали, изготовленных с высокой точностью. Разница в коэффициенте упругого восстановления между листами 304 и 316L, даже при изменении толщины, остается практически неизменной. При правильной компенсации угла и настройке параметров давления ошибки при изгибе можно снизить до уровня, соответствующего самым высоким промышленным стандартам.
Измеренные данные по коэффициентам упругого восстановления для листов различной толщины
Точный контроль погрешности изгиба является ключевым управляющим сигналом для прецизионной гибки. Группа провела реальные испытания на трех стандартных толщинах листового металла: 1,5 мм, 2,0 мм и 3,0 мм, используя методы прецизионной обработки листового металла, что позволило более надежно избежать отклонений при формовке.
Все измеренные данные получены в результате многократных проверок в цехе массового производства, поэтому любая «идеальная» лабораторная погрешность практически исключена, и они должны соответствовать фактическим условиям серийного производства. В результате, они могут служить достаточно надежным эталоном для различных применений в области гибки нержавеющей стали.
Конкретные параметры перечислены ниже и не являются теоретическими:
- Толщина пластины 1,5 мм: угол упругого восстановления для стали 304 3,0°, для стали 316L 1,2°, требуется компенсация 3,0°.
- Толщина пластины 2,0 мм: угол упругого восстановления стали 304 3,8°, угла упругого восстановления стали 316L 1,8°, требуется компенсация 3,8°.
- Толщина пластины 3,0 мм: угол упругого восстановления для стали 304 5,0°, для стали 316L 2,2°, требуется компенсация 5,0°.
Высокоточное решение для контроля погрешностей при изгибе
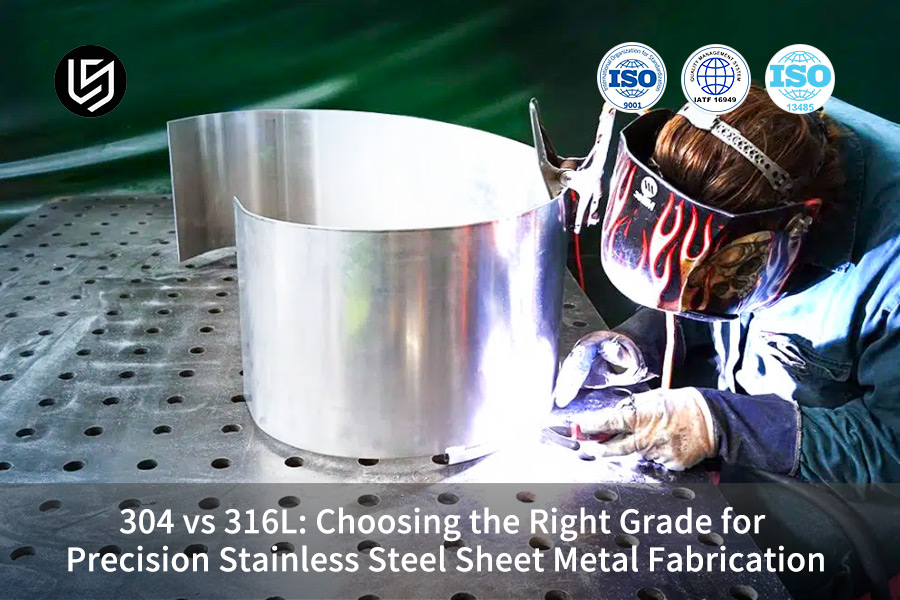
Калибровка угла в реальном времени позволяет превосходно компенсировать отклонение упругого восстановления. В компании LS Manufacturing используется станок для гибки с ЧПУ, позволяющий измерять угол в реальном времени. Это позволяет в полной мере использовать преимущества технологии динамической компенсации формы для обеспечения максимально точной гибки листового металла . Отклонение угла гибки всех листов из нержавеющей стали контролируется в пределах 0,5°.
Динамический режим компенсации позволяет компенсировать отклонения деформации листового металла в режиме реального времени. Он изменяется в зависимости от типа материала и толщины нержавеющей стали, обладая чрезвычайно высокой адаптивностью к условиям эксплуатации. Это обеспечивает идеальную подгонку корпусов из листового металла для медицинского и электронного оборудования, исключая любую люфт при сборке.
Для точного соответствия параметров изгиба и отсутствия отклонений в размерах можно бесплатно скачать справочную таблицу параметров изгиба. Для высокоточной обработки заготовок обратитесь к инженеру, чтобы разработать индивидуальную схему компенсации.
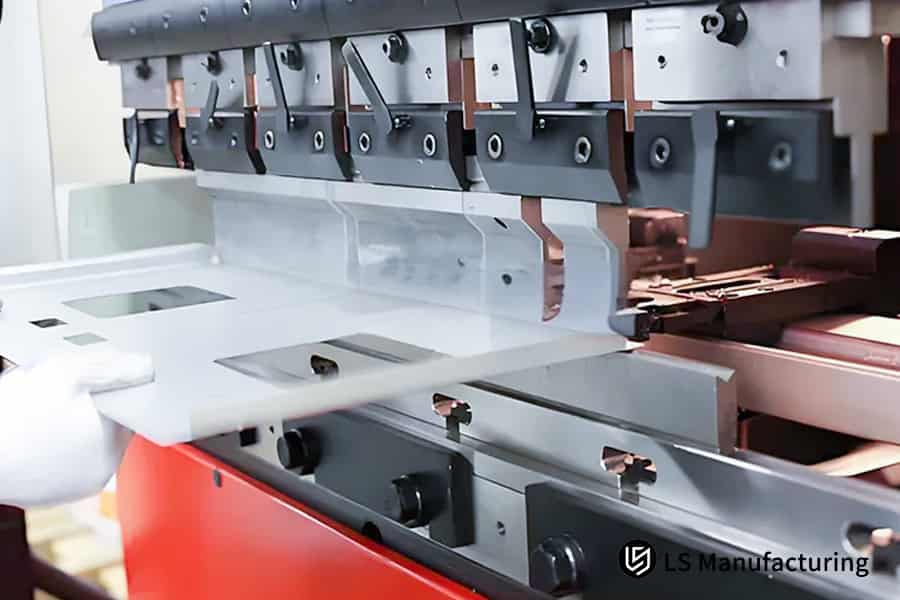
Рисунок 1: Рабочий управляет прецизионным листогибочным прессом для гибки листовой нержавеющей стали.
Как предотвратить межкристаллитную коррозию при обработке листового металла из нержавеющей стали?
При сварке нержавеющей стали лазерной или TIG-сваркой зона термического воздействия при температурах около 450–850 °C может вызвать осаждение карбида хрома, что, в свою очередь, может привести к межкристаллитной коррозии. Сверхнизкоуглеродистая сталь 316L (C ≤ 0,03%) обычно демонстрирует лучшую трещиностойкость, чем сталь 304. Благодаря профессиональным услугам по изготовлению изделий из листовой нержавеющей стали межкристаллитную коррозию можно практически полностью избежать, что делает возможным производство герметичного, стерильного, высококачественного оборудования, способного выдерживать сложные условия эксплуатации.
Принцип, лежащий в основе различий в коррозии между этими двумя материалами.
На практике предотвращение коррозии является ключевым аспектом сварки нержавеющей стали. Нержавеющая сталь марки 304 допускает содержание углерода до 0,08%, поэтому она более подвержена сенсибилизации, а пассивирующая пленка может быть повреждена в зоне термического воздействия при высоких температурах.
Такую проблему, присущую материалу, нельзя «решить» исключительно стандартными методами сварки, поскольку она связана с химическим составом, поэтому улучшение происходит только при оптимизации процесса и тщательном выборе материала. Нержавеющая сталь 316L, с другой стороны, имеет низкое содержание углерода и содержит 2-3% молибдена, что помогает предотвратить осаждение карбидов и обеспечивает более стабильную структуру зоны сварки.
Стандартизированный алгоритм управления процессом сварки
- Контроль подводимой тепловой энергии при сварке: поддерживайте подводимую тепловую энергию в пределах 0,5–1,2 кДж/мм, таким образом зона термического воздействия будет меньше, а свариваемые компоненты останутся стабильными в целом.
- Послесварочные обработки: Каждая сваренная деталь должна пройти травление и пассивацию, чтобы пассивирующая пленка на поверхности могла быть должным образом восстановлена, и сформировалась стабильная структура листового металла .
- Адаптация к высокотехнологичным сценариям: для полупроводниковых применений и медицинского стерильного оборудования технология неразрушающей сварки 316L обычно является предпочтительным выбором во всех областях применения.

Рисунок 2: Крупный план детали из нержавеющей стали с поверхностной коррозией и изменением цвета.
Каковы предельные параметры лазерной резки при обработке листового металла из сложных материалов?
Благодаря содержанию молибдена и более высокой вязкости стали 316L, её способность к удалению шлака при лазерной резке оказывается выше, чем у стали 304. Поэтому в сложных случаях обработки листового металла требуется увеличение подачи вспомогательного газа на 20%, в частности, давления азота, чтобы избежать заусенцев. Для лазерной резки стали 316L рабочие параметры имеют более широкий диапазон, что, как правило, требует более тщательного контроля. При точном подборе мощности, давления газа и скорости резки можно получить идеально гладкую кромку с шероховатостью Ra 1,6 мкм, что соответствует требованиям к внешнему виду и размерам, предъявляемым к высокоточной обработке листового металла, а также подходит для различных задач обработки листового металла премиум-класса.
Матрица параметров лазерной резки высокой мощности
Регулировка температуры лазера действительно задает тон качеству резки. При правильной настройке результат — более гладкая резка листового металла . Ниже приведены измеренные параметры, используемые компанией LS Manufacturing для лазерной резки мощностью 10000 Вт, предназначенные для различных задач высококачественной обработки листового металла из нержавеющей стали:
| Толщина листа | Материал | Скорость резания (м/мин) | Давление азота (МПа) | Шероховатость поверхности (Ra) |
| 1,5 мм | 304 | 3.2 | 1.2 | 1,6 мкм |
| 1,5 мм | 316Л | 2.8 | 1.44 | 1,6 мкм |
| 3,0 мм | 304 | 1.8 | 1.5 | 2,4 мкм |
| 3,0 мм | 316Л | 1.5 | 1.8 | 3,2 мкм |
Основные требования к резке без шлака
Чистота азота для резки должна быть ≥99,999% , а резка стали марки 316L требует снижения скорости и создания избыточного давления. Высококачественная резка листового металла достигается за счет профессиональных процессов, компенсирующих низкую теплопроводность и высокую вязкость материала, а также устраняющих проблемы образования шлака и термической деформации. Азот высокой чистоты изолирует высокотемпературную реакцию окисления во время резки, обеспечивая максимальную неизменность структуры листа нержавеющей стали в процессе производства и повышая качество поверхности и коррозионную стойкость изделий.
Рисунок 3: Таблица справочных данных по толщине лазерной резки для различных металлов и уровней мощности.
Как разница в стоимости изготовления изделий из стали 304 и 316L влияет на рентабельность инвестиций в ваш продукт?
Цена сырья для стали 316L более чем на 30% выше, чем для стали 304. В то же время, с учетом износа инструмента, который на 15% выше, стоимость изготовления изделий из стали 304 по сравнению с 316L увеличивается ступенчато. Внедрение гибридного процесса раздельной сварки позволяет оптимизировать соотношение материалов, экономя до 25% производственных затрат и, таким образом, значительно повышая рентабельность инвестиций в продукцию. Это основная стратегия снижения затрат при изготовлении листового металла из стали 304 по сравнению с 316L.
Многомерные детали надбавки к стоимости
Стоимость материалов определяется пропорционально разнице между себестоимостью материалов. Все затраты, добавляемые к этой себестоимости, включают затраты на ресурсы, потери при работе пресса и затраты на рабочую силу. Внедрение стандартов учета затрат позволяет экономить на обработке листового металла и адаптировать их к различным проектам. Детальный расчет различных надбавок к себестоимости помогает инженерам в выборе сырья и улучшает контроль затрат на ранних этапах проектирования.
| Размеры затрат | 304 | 316Л | Коэффициент премии |
| Закупка сырья | базовая цена | Премия 32% | 32% |
| Износ инструмента | Базовая одежда | Премия 15% | 15% |
| Время обработки при гибке | Базовое время | Премия 8% | 8% |
| Стоимость обработки поверхности | базовая стоимость | Премия 5% | 5% |
Оптимизация рентабельности инвестиций (ROI), стратегия проектирования для производства с учетом технологичности (DFM).
- Корпуса для бесконтактных контактных сред, полые детали для наружных строительных конструкций: для контроля затрат используется нержавеющая сталь марки 304.
- Трубы, контактирующие с жидкостью, и основные компоненты, контактирующие с дезинфицирующими средствами: для обеспечения долговечности необходимо использовать сталь марки 316L.
- Используйте структурированный процесс раздельной сварки, выберите подходящий материал для достижения экономически эффективного изготовления изделий из листового металла , обеспечив оптимальное соотношение стоимости и производительности.
Точный расчет стоимости обработки проекта и оптимизация соотношения материалов (предоставляется бесплатный расчет общей стоимости проекта). Для индивидуальных решений по снижению затрат на проектирование с учетом технологичности производства (DFM) свяжитесь с нашим инженером для индивидуальной оптимизации с использованием научных соотношений для достижения оптимального баланса между требованиями к характеристикам коррозионной стойкости листового металла и бюджетными затратами на изготовление изделий из листовой стали на заказ.
Какой сплав обеспечивает превосходную долговечность при изготовлении коррозионностойких изделий из листового металла?
В морских условиях или при постоянном воздействии высококонцентрированного солевого тумана эквивалент точечной коррозии стали 316L, также известный как PREN, составляет около 23,1-28,5, что значительно выше показателя стали 304 (18,0). Таким образом, она эффективно предотвращает точечную коррозию и существенно повышает долговечность коррозионностойких изделий из листового металла в целом. Кроме того, прочность стали 316L по сравнению со сталью 304 позволяет ей обеспечивать более 5 лет беспроблемной эксплуатации в условиях высокой концентрации соли и хлора.
Количественный анализ коррозии значения PREN
Устойчивость к солевому туману — ключевой фактор, на который обращают внимание при оценке коррозионной стойкости. Общепринятое в отрасли выражение PREN выглядит примерно так : PREN = %Cr + 3,3 × %Mo + 16 × %N. Благодаря высокотехнологичным методам производства можно изготавливать прочные детали из листового металла . Сталь марки 304 не содержит молибдена. Поэтому в условиях воздействия солевого тумана он подвержен коррозии быстрее, в то время как сталь 316L содержит молибден, который помогает пассивирующей пленке восстанавливаться, подобно восстановлению защитного слоя.
Этот показатель является общепринятой в отрасли основой для оценки коррозионной стойкости нержавеющей стали и часто рассматривается как высокое эталонное значение. Как правило, чем выше значение PREN, тем выше коррозионная стойкость и тем дольше срок службы оборудования.
Эффективность в экстремальных условиях
- Нержавеющая сталь 304: после примерно 300 часов стандартных испытаний в солевом тумане появляется красная ржавчина, затем в течение приблизительно 6 месяцев эксплуатации в прибрежных районах вероятна точечная коррозия и последующее изнашивание.
- Нержавеющая сталь 316L: отсутствие красной ржавчины после 1000 часов стандартных испытаний в солевом тумане , морское мониторинговое оборудование может Они по-прежнему надежно работают уже более 5 лет.
- Улучшение процесса: благодаря проведению EDX-тестирования пассивирующего слоя и тщательному измерению его толщины, цикл бесперебойной работы заготовки может быть дополнительно увеличен, обеспечивая большую стабильность и меньшее количество перерывов.

Рисунок 4: Детали из серебристого металла с отверстиями и изгибами, расположенные на рабочей поверхности.
Как обеспечить минимальную деформацию при изготовлении изделий из листового металла марок 304 и 316L?
Поскольку у стали 316L коэффициент теплового расширения при нагреве меньше, чем у стали 304, но при этом она демонстрирует более высокий предел текучести при комнатной температуре , процесс снятия внутренних напряжений несколько различается при штамповке листового металла больших размеров, а также при непрерывной гибке. Это основное различие в технологических процессах изготовления листового металла из стали 304 и 316L . Для тонкостенных деталей больших размеров , если правильно подобрать технологические зазоры и обратить внимание на последовательность сварки, погрешность плоскостности обычно контролируется в пределах около 0,8 мм.
Основные причины деформации заготовок неправильной формы
Внутреннее снятие напряжений в основном определяет плоскостность заготовки. При использовании эффективных методов снятия напряжений можно свести к минимуму деформации при формовке листового металла . Когда соотношение сторон превышает 5:1, а толщина составляет менее 1,5 мм , нержавеющая сталь 304 склонна к скручиванию и наклону в процессе деформации, в то время как нержавеющая сталь 316L склонна к сохранению остаточных изгибных напряжений. Таким образом, эти тонкостенные, длинные и узкие детали относятся к числу наиболее подверженных деформации типов в обработке листового металла, и они также являются важной категорией заготовок, требующей строгого контроля при прецизионном производстве .
Более точные решения для предотвращения деформаций в процессе производства.
- Контроль зазора между пуансоном и нижней матрицей: поддерживайте зазор между пуансоном и нижней матрицей в пределах 12–15% от толщины листа , это помогает избежать деформации типа экструзии.
- Процесс оптимизации напряжений: использование метода обратного предварительного напряжения для компенсации остаточных напряжений, возникающих при штамповке.
- Оптимизация последовательности сварки: применяйте симметричный, сегментированный подход к сварке, чтобы термическое напряжение при сварке снималось более равномерно , а не в одной точке.
Благодаря этим шагам можно достичь линейной плоскостности ≤0,8 мм для деталей из листового металла длиной 1,5 метра. Этого достаточно для соответствия более высоким требованиям промышленной сборки и помогает эффективно предотвращать дефекты деформации при прецизионной обработке листового металла из нержавеющей стали, даже при сложных формах, а также повышает стабильность готовой продукции, изготавливаемой на заказ из листовой стали.
Почему стоит выбрать сертифицированного поставщика для выполнения проектов по изготовлению изделий из листовой стали на заказ?
Высокое качество обработки нержавеющей стали зависит не только от самого оборудования, но и от прослеживаемости исходных материалов (MTR), а также от процедур контроля качества, соответствующих стандартам ISO 9001 и IATF 16949. На практике профессиональные и стандартизированные услуги по изготовлению изделий из листовой нержавеющей стали являются основной гарантией надежного выполнения заказов на изготовление изделий из листовой стали по индивидуальному заказу . Надлежащая документация, подтверждающая соответствие стандартам, и полный контроль качества на всех этапах процесса практически исключают такие риски, как фальсификация материалов или некачественный контроль процесса, что обеспечивает стабильность качества продукции с течением времени.
Система для полного цикла контроля качества сырья.
Система отслеживания гарантирует соответствие сырья установленным стандартам. Каждый лист проходит 100% повторную проверку состава с помощью рентгенофлуоресцентной спектроскопии (XRF) , что позволяет четко различать марки 304 и 316L, предотвращая попадание некачественного материала и обеспечивая надежность всей системы контроля качества при стандартизированном изготовлении листового металла . Полная повторная проверка партий также позволяет избежать проблем со смешиванием материалов, что особенно удобно для проектов, требующих строгого соответствия стандартам, таких как медицинское применение или прецизионное оборудование.
Стандартизированный контроль качества плюс подтверждение квалификации.
- Оборудование включает в себя координатно-измерительную машину (КИМ) со стабильной температурой, работающую 24 часа в сутки, для обеспечения контроля точности размеров.
- Квалификация персонала: в штате работают профессиональные специалисты по неразрушающему контролю (НК), в основном для контроля качества сварки и формовки , а не только конечного внешнего вида.
- Документация по соответствию требованиям: может быть предоставлен полный пакет документов, включающий, например, протокол PPAP уровня 3, сертификаты на материалы, а также отчеты RoHS.
Пример из практики: Как компания LS Manufacturing решила проблему сильного образования точечных повреждений и деформации в проекте по изготовлению медицинского корпуса на заказ.
Благодаря точному циклическому выполнению технологического процесса и тщательному выбору материалов, проблемы образования точечных повреждений и деформации при изготовлении коррозионностойких листовых металлов могут быть полностью решены, что позволяет достичь сверхвысокой производительности массового производства , особенно для прецизионных листовых металлов медицинского назначения.
Проблема клиента
Корпус аппарата для гемодиализа, разработанного известной американской медицинской компанией, был изготовлен из нержавеющей стали марки 304. После длительного погружения в физиологический раствор и многократной высокотемпературной стерилизации, всего за 4 месяца на корпусе появилась обширная точечная коррозия. Одновременно с этим в зонах сварки образовались плотные микротрещины, что, по сути, выявило слабые места типичных процессов обработки листового металла, подверженных коррозии .
Стандарты регулирования напряжений, установленные первоначальным поставщиком, не соответствовали требованиям, что привело к отклонению плоскостности заготовки более чем на 2,5 мм, неплотному прилеганию уплотнительных лент и явному риску протечек оборудования. В итоге был инициирован массовый отзыв продукции, за которым последовали значительные финансовые потери , что, в свою очередь, серьезно подорвало репутацию бренда и рыночные позиции.
LS Manufacturing Solution
- Благодаря нашему практическому опыту в области изготовления прецизионных деталей из листового металла для медицинской промышленности , команда быстро включилась в работу и провела моделирование процесса, чтобы точно определить истинную причину поломки. Оказалось, что основной причиной была недостаточная устойчивость нержавеющей стали марки 304 к коррозии под воздействием хлорид-ионов, а также стандартные процедуры не позволяют должным образом контролировать термическую деформацию в таких тонкостенных деталях.
- Затем мы предложили более целенаправленное решение, в основном, заменив сырье на сверхнизкоуглеродистую нержавеющую сталь 316L , чтобы она лучше противостояла коррозии, вызванной дезинфицирующими средами, на материальном уровне.
- В технологическом процессе мы использовали немецкий лазерный станок для резки TRUMPF мощностью 10 000 Вт и строго контролировали ширину зоны термического воздействия сварного шва, сводя ее к минимуму — 0,2 мм.
- Для гибки использовалась специальная компенсация упругого восстановления на 3,2°, которая в сочетании с 5-осевой неразрушающей сваркой и изготовленными на заказ приспособлениями позволила существенно ограничить общую термическую деформацию.
Результаты и ценность
После оптимизации изделие прошло испытание на устойчивость к солевому туману по стандарту ASTM B117 в течение 1200 часов без образования ржавчины. Плоскостность заготовки улучшилась с 2,5 мм до 0,35 мм , что полностью исключило риск протечек и идеально соответствовало высоким требованиям к качеству при высокоточной обработке листового металла .
Процесс сборки оборудования проходит без сбоев, а процент выхода годной продукции с первого раза достиг 99,8%. Это означает, что оборудование соответствует строгим стандартам стерильности, герметичности и длительного срока службы медицинского оборудования. Впоследствии клиент прекратил предыдущее сотрудничество и подписал долгосрочное эксклюзивное соглашение о поставке 1500 комплектов, что также значительно сократило затраты на послепродажное обслуживание и отзыв продукции.
Чтобы воспроизвести аналогичное оптимизированное решение для медицинского оборудования из листового металла, пожалуйста, ознакомьтесь с полным описанием проекта. Для высокоточных работ по изготовлению изделий из листового металла на заказ, предоставьте свои чертежи для получения индивидуальных решений и расценок. Мы предлагаем комплексное решение сложных задач обработки листового металла из различных материалов , оптимизируя общую стоимость изготовления изделий из стали 304 и 316L.

Часто задаваемые вопросы
В1: При какой точности обработки листового металла используется сталь марки 316L? Она превосходит сталь марки 304?
Вовсе нет. Сталь 316L обеспечивает преимущества в эксплуатационных характеристиках только в суровых условиях (медицинская, морская, высокосоленая среда) и таким образом достижима в высокоточном уплотнительном оборудовании. Хотя сталь 304, известная своей простотой изготовления и более низкой стоимостью , удовлетворит потребности типичных условий обработки листового металла в помещениях и в умеренных наружных условиях.
В2: Насколько дороже сталь марки 316L, чем 304, при выполнении работ по изготовлению стальных конструкций из листового металла по индивидуальному заказу?
Стоимость сырья 316L на 30-40% выше, чем у 304, из-за наличия молибдена. Стоимость обработки и производства листового металла из 316L также возрастает из-за большей вязкости и более высокой твердости , что приводит к износу инструментов на 15% быстрее, чем при использовании 304.
В3: Возможно ли использовать одни и те же штампы для гибки стали 304 и 316L? Необходимо ли вносить изменения/переписывать программу ЧПУ?
Формуемость нержавеющей стали № 304 хуже, чем у 316L. Поскольку степень упрочнения при деформации выше, чем у 316L, при стандартном угле изгиба 90° угол пружинения будет в 1,5-2,5 раза больше . Использование той же программы ЧПУ (без какой-либо компенсации угла) напрямую приведет к превышению допусков по размерам заготовки и вызовет ошибки сборки.
Вопрос 4: Почему нержавеющая сталь марки 304 сильнее ржавеет в местах сварных швов при высокоточной обработке листового металла?
Содержание углерода в нержавеющей стали 304 достигает 0,08%. При работе в высокотемпературном диапазоне происходит реакция сенсибилизации, в результате которой выпадает карбид хрома, разрушающий антикоррозионную пассивирующую пленку на поверхности. Без стандартной процедуры травления и пассивации сварные швы быстро подвергаются коррозии и разрушаются.
В5: Какой материал сложнее всего обрабатывать при лазерной резке волоконным лазером?
Сталь марки 316L сложнее поддается механической обработке. Она обладает низкой теплопроводностью, высокой вязкостью в расплавленном состоянии и сопротивлением удалению шлака на порядки выше, чем у стали марки 304. Для получения идеально ровного среза без заусенцев и шлака необходимо использовать давление с добавлением азота, на 20% превышающее стандартное.
Вопрос 6: Какой минимальный радиус гибки следует использовать для листового металла марки 316L толщиной 1,5 мм?
Рекомендуется ручная гибка прецизионного листового металла марки 316L толщиной менее 1,5 мм. Минимальный внутренний радиус гибки оправки для листа 316L толщиной 1,5 мм составляет 1,5 мм, что соответствует рабочему стандарту 1T. Это также позволяет успешно предотвратить образование трещин растяжения на внешней поверхности листового металла. При этом обеспечивается целостность заготовки и точность сборки.
В7: Как компания LS Manufacturing проверяет, чтобы в составе стали 316L не было примеси стали 304?
Мы внедрили комплексную систему контроля происхождения материалов. Перед отгрузкой поступающего листового металла, проведением анализа металла и отгрузкой готовой продукции мы используем удобный рентгенофлуоресцентный спектрометр для 100% проверки состава материала , точного подтверждения наличия молибдена и хрома, что позволяет эффективно предотвращать смешивание марок стали 304 и 316L.
В8: Возможно ли снизить себестоимость обработки стали марок 304 и 316L за счет проектирования листового металла (DFM)?
Да, профессиональная оптимизация DFM может быть применена к деталям смешанной конструкции, в которых сталь 316L используется только в зонах основного коррозионного контакта, а сталь 304 — в основной конструкции, что позволяет сэкономить почти 25% затрат. Кроме того, вы можете легко загрузить чертежи , получить мгновенную смету и дополнительно настроить экономичную схему обработки.
Краткое содержание
Выбор нержавеющей стали 304 или 316L — это не только вопрос цены, но и целесообразности обработки, жизненного цикла продукта и окупаемости инвестиций. Несомненно, 304 очень легко обрабатывается, а высокая себестоимость производства удовлетворяет потребностям большинства отраслей промышленности, использующих листовой металл. 316L обладает превосходной коррозионной стойкостью и свариваемостью, что полностью соответствует потребностям медицинской, морской и химической промышленности. Понимание различий в упругости, резке и коррозионной стойкости между этими двумя сталью является основой для высокоточной обработки листового металла, позволяющей адаптироваться к потребностям высокоточного производства в различных условиях.
Компания LS Manufacturing специализируется на высокоточной обработке листового металла и предоставлении услуг по изготовлению изделий из листового металла на заказ. Благодаря 20-летнему опыту работы в отрасли, профессиональному обрабатывающему оборудованию и системе контроля качества с двойной ответственностью, мы предоставляем полный спектр услуг, включая выбор материала, оптимизацию DFM (проектирование для производства), максимально точную обработку и доставку в соответствии с требованиями. Кроме того, мы точно контролируем затраты на обработку материалов и минимизируем затраты на технологический процесс. Наша команда экспертов оперативно реагирует на запросы в течение 24 часов по различным областям применения, таким как микронные допуски, сложные сварочные работы и оптимизация затрат. Просто пришлите нам свой чертеж , и вы получите бесплатную консультацию по технологичности изготовления и наиболее выгодное предложение.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com 
