A fabricação e o processamento de chapas de aço inoxidável de precisão referem-se a um processo baseado na precisão das propriedades do material, que leva ao aproveitamento das quatro dimensões do aço e à resolução de quatro problemas comuns no processamento de chapas metálicas: a incompatibilidade entre os aços 304 e 316L, a incompatibilidade dos parâmetros do processo, a deformação por corrosão e o desperdício de recursos . O aço inoxidável 304 apresenta um retorno elástico de 3 a 5 vezes maior e um custo 30% a 40% menor do que o aço inoxidável austenítico, sendo utilizado para fins comuns. Já a resistência à corrosão e a boa estabilidade da solda do aço inoxidável 316L o tornam adequado para as exigentes aplicações médicas e marítimas.
Os manuais de materiais tradicionais fornecem apenas composições estáticas, sem acompanhar a dinâmica do processo produtivo em oficinas, o que facilita a geração de peças refugiadas. Este artigo, baseado em dados de medições reais, compara, em diversas dimensões, as diferenças nos procedimentos de processamento de materiais , propondo soluções para a seleção e o processamento de materiais.
Resumo rápido das principais conclusões no processamento de aço inoxidável 304 versus 316L
Este capítulo resume as principais distinções entre os dois tipos de processamento de chapas de aço inoxidável nos aspectos de adaptabilidade ambiental e controle de custos, para que os usuários possam reconhecer rapidamente quais materiais e soluções de processo seriam adequados para seus projetos e evitar erros fundamentais de seleção.
| Dimensões de comparação | Aço inoxidável 304 | Aço inoxidável 316L | Cenários de aplicação recomendados |
| Desempenho de conformação e dobra | Alta taxa de endurecimento, grande retorno elástico (3°-5°), requer compensação angular precisa. | Melhor ductilidade, menor retorno elástico, mas requer maior pressão de flexão. | O aço 316L é o preferido para dobras de alta precisão. O aço 304 é o preferido para peças de trabalho em geral. |
| Resistência à corrosão | Valor PREN 18,0 , adequado apenas para ambientes gerais resistentes à corrosão. | Valor PREN de 23,1 a 28,5, resistente à corrosão por cloretos e névoa salina. | O aço inoxidável 316L é essencial para aplicações médicas, marítimas e químicas . |
| Custos de processamento | Menores custos de matéria-prima e processamento, maior relação custo-benefício. | O custo total é 30% a 40% maior , e o desgaste das ferramentas é maior. | O aço 304 é usado para peças estruturais em geral. O aço 316L é usado para peças funcionais essenciais. |
| Estabilidade da soldagem | Propenso à corrosão intergranular, com maior número de defeitos na zona afetada pelo calor. | Baixo teor de carbono, baixa sensibilização, sem fissuras na solda , vedação mais resistente. | O aço inoxidável 316L é o preferido para soldagem, vedação e equipamentos estéreis. |
Principais conclusões:
- Desempenho de moldagem: o aço 304 apresenta a taxa de endurecimento mais rápida, bem como um retorno elástico à flexão de 3° a 5° maior do que o 316L; por isso, exige uma compensação mais precisa. O 316L possui uma ductilidade ligeiramente melhor, embora necessite de uma força de flexão maior.
- Seleção Ambiental: O aço inoxidável 316L é necessário quando a proteção contra água do mar ou altos teores de cloreto é essencial (por exemplo, em ambientes médicos). O aço inoxidável 304 é suficiente quando se necessita de proteção contra intempéries ou corrosão em contato com alimentos.
- Estratégia de Custos: Os custos de matéria-prima e processamento do aço 316L são 30% a 40% maiores do que os do aço 304 devido à presença do elemento de liga Mo. A compra deve ser estratificada de acordo com as exigências específicas de conformidade das peças.
Por que confiar na experiência da JS Precision na seleção de aço inoxidável 304 versus 316L para fabricação de chapas metálicas?
Como prática da indústria e por meio de análises técnicas, dados de testes reais devem ser considerados como critério para a seleção profissional de materiais, em vez de meros dados teóricos, devido às inevitáveis consequências diretas relacionadas à precisão no trabalho com chapas metálicas. Em meus testes comparativos de três meses, uma equipe concluiu repetidamente mais de 200 conjuntos de experimentos de espessura de chapa e parâmetros de processo, seguindo a norma ASTM A240 para aço inoxidável. O principal erro na seleção tradicional de materiais é ignorar o desempenho dinâmico do processamento. A maioria dos engenheiros simplesmente utiliza os componentes teóricos sem considerar as condições reais de dobra, corte e soldagem na oficina .
Nosso processo de testes está em conformidade com as normas de inspeção ISO 14323 para conformação de chapas metálicas e busca eliminar a discrepância entre teoria e prática. Com base em nossa experiência prática em diversos projetos industriais, desde equipamentos médicos portáteis até aeronaves de alta tecnologia, constatamos que mais de 90% dos descartes precoces de equipamentos decorrem de incompatibilidades entre material e processo , e não da baixa precisão do hardware.
Nossa equipe possui 15 anos de experiência acumulada em processamento de chapas metálicas de alta qualidade, e utiliza essa experiência para solucionar centenas de problemas relacionados à corrosão, deformação e desvios dimensionais . Todos os processos foram validados em produção em massa, atendendo às exigências de equipamentos de alta tecnologia para o processamento de chapas metálicas.
Com base em dados completos de testes e experiência em produção em massa, nossas soluções de seleção de materiais para diferentes projetos são extremamente precisas. Para evitar erros de seleção e garantir a melhor adequação ao processo, oferecemos consultoria técnica individual gratuita. Caso tenha requisitos específicos para o seu projeto, basta enviar o desenho e obter uma solução personalizada de otimização DFM (Design for Manufacturing and Manufacturing).

Como controlar a variação do retorno elástico na fabricação de chapas metálicas de aço inoxidável de precisão?
A taxa de endurecimento por trabalho do aço inoxidável 304 é notavelmente maior do que a do 316L, o que na prática proporciona um retorno elástico de 1,5° a 2,5° a mais em dobras de 90° quando comparado ao 316L. Se não for utilizada a compensação dinâmica da matriz, isso tende a resultar em desvios dimensionais em peças de precisão fabricadas em chapa metálica de aço inoxidável. A diferença no coeficiente de retorno elástico entre as chapas de 304 e 316L, mesmo com variação de espessura, permanece praticamente constante. Com a compensação angular adequada e o ajuste correto dos parâmetros de pressão, os erros de dobra podem ser controlados e atingir, em grande medida, os padrões industriais de alto nível.
Dados medidos sobre os coeficientes de retorno elástico para diferentes espessuras de chapa.
O controle preciso do erro de dobra é um sinal de controle fundamental para a dobra de precisão. O grupo realizou testes reais em três espessuras de chapa usuais: 1,5 mm, 2,0 mm e 3,0 mm, utilizando processos de fabricação de chapas metálicas de precisão, de modo a evitar o desvio de conformação de forma mais confiável.
Os dados medidos foram todos provenientes de verificações repetidas na oficina de produção em massa, portanto, qualquer erro "ideal" de laboratório é basicamente eliminado, e devem corresponder às condições reais do volume de produção. Como resultado, podem servir como uma referência bastante sólida para diversas aplicações de dobra de aço inoxidável.
Os parâmetros específicos estão listados abaixo e não são teóricos:
- Espessura da chapa de 1,5 mm: ângulo de retorno elástico do aço inoxidável 304 de 3,0°, ângulo de retorno elástico do aço inoxidável 316L de 1,2°, compensação necessária de 3,0°.
- Espessura da chapa de 2,0 mm: ângulo de retorno elástico do aço inoxidável 304 de 3,8°, ângulo de retorno elástico do aço inoxidável 316L de 1,8°, compensação necessária de 3,8°.
- Espessura da chapa de 3,0 mm: ângulo de retorno elástico do aço inoxidável 304 de 5,0°, ângulo de retorno elástico do aço inoxidável 316L de 2,2°, compensação necessária de 5,0°.
Solução de controle de erros de curvatura de alta precisão
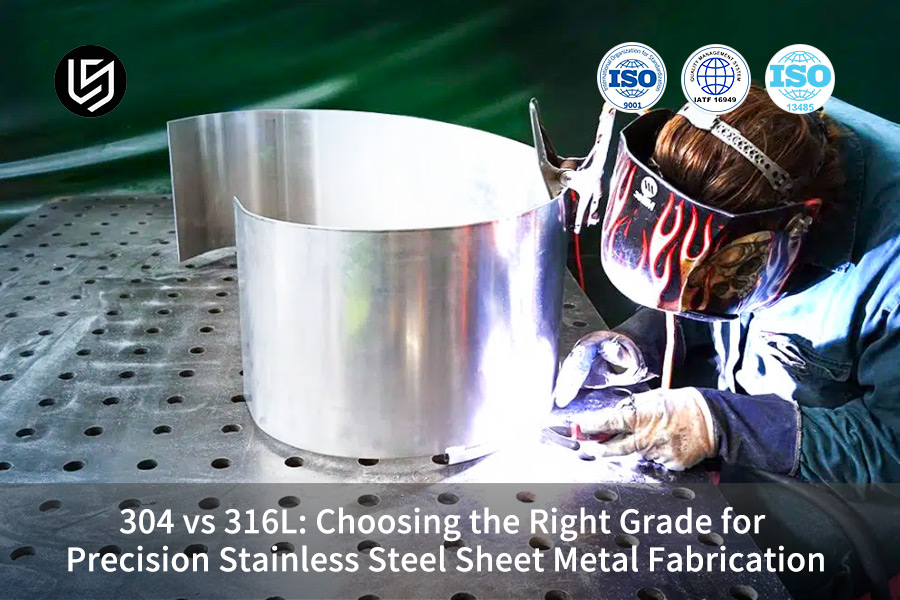
A calibração de ângulo em tempo real compensa de forma excelente o desvio do retorno elástico. Na LS Manufacturing, utiliza-se uma dobradeira CNC com medição de ângulo em tempo real. Ela aproveita ao máximo a tecnologia de compensação dinâmica de moldes para maximizar a precisão na dobra de chapas metálicas . O desvio do ângulo de dobra de todas as chapas de aço inoxidável é controlado em até 0,5°.
O modo de compensação dinâmica consegue compensar a deformação da chapa metálica em tempo real. Ele se adapta aos diferentes tipos de materiais e à espessura do aço inoxidável, apresentando uma altíssima adaptabilidade. Isso garante um encaixe perfeito em invólucros de chapa metálica para aplicações médicas e eletrônicas, sem qualquer folga na montagem.
Para obter uma correspondência precisa dos parâmetros de dobra e evitar desvios dimensionais, a tabela de referência de parâmetros de dobra pode ser baixada gratuitamente. Para necessidades de processamento de peças de alta precisão, entre em contato com um engenheiro para elaborar um plano de compensação personalizado.
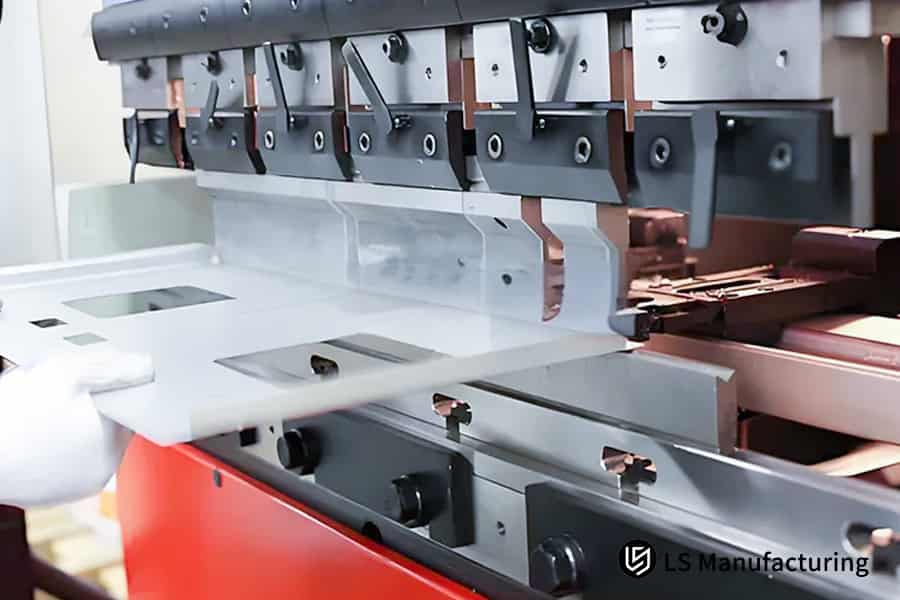
Figura 1: Um operário opera uma prensa dobradeira de precisão para dobrar chapas de aço inoxidável.
Como prevenir a corrosão intergranular durante os serviços de fabricação de chapas de aço inoxidável?
Na soldagem de aço inoxidável, a zona afetada pelo calor (ZAC) em torno de 450 °C a 850 °C pode desencadear a precipitação de carboneto de cromo, o que pode levar à corrosão intergranular. O aço inoxidável 316L com ultrabaixo teor de carbono (C ≤ 0,03%) geralmente apresenta melhor resistência à fissuração do que o 304. Com serviços profissionais de fabricação de chapas de aço inoxidável , a corrosão intergranular pode ser praticamente evitada, tornando o aço inoxidável viável para equipamentos selados, estéreis e de alta tecnologia que precisam suportar condições operacionais exigentes a longo prazo.
O princípio por trás da diferença na corrosão entre os dois materiais
Na prática, a prevenção da corrosão é um aspecto fundamental da soldagem de aço inoxidável. O aço inoxidável 304 permite um teor de carbono de até 0,08%, o que o torna mais suscetível à sensibilização, e a película de passivação também pode ser danificada na zona afetada pelo calor, onde a temperatura é elevada.
Esse tipo de problema inerente ao material não pode ser realmente "resolvido" apenas por técnicas de soldagem padrão, porque está ligado à composição química, então só melhora com a otimização do processo e a seleção criteriosa do material. O aço inoxidável 316L, por outro lado, mantém o teor de carbono baixo e inclui de 2% a 3% de molibdênio, o que ajuda a bloquear a precipitação de carbonetos e mantém a estrutura da zona soldada mais estável.
Fluxograma de Controle do Processo de Soldagem Padronizado
- Controle a entrada de calor na soldagem: Mantenha a entrada de calor estritamente dentro da faixa de 0,5 a 1,2 kJ/mm. Dessa forma, a zona afetada pelo calor permanece menor e os componentes soldados mantêm-se estáveis no geral.
- Realizar processos pós-soldagem: Todas as peças soldadas devem passar por tratamento de decapagem e passivação, para que a película de passivação da superfície possa ser reparada adequadamente e uma estrutura de fabricação de chapa metálica estável seja formada.
- Adaptação a cenários de alta complexidade: Para uso em semicondutores e equipamentos médicos estéreis, a tecnologia de soldagem não destrutiva 316L geralmente é a escolha padrão , de forma uniforme em todas as aplicações.

Figura 2: Detalhe de uma peça de aço inoxidável com corrosão superficial e descoloração.
Quais são os limites dos parâmetros de corte a laser para a fabricação de chapas metálicas de materiais difíceis?
Como o aço 316L contém molibdênio e tende a apresentar maior viscosidade, sua resistência à remoção de escória é superior à do aço 304 durante o corte a laser. Portanto, em casos de fabricação de chapas metálicas com materiais complexos, é necessário um aumento de 20% na pressão do gás auxiliar, especificamente nitrogênio, para evitar rebarbas no corte. Para o corte a laser em 316L, os limites dos parâmetros de trabalho são mais altos, o que significa que geralmente é necessário um controle mais preciso. Se a potência, a pressão do gás e a velocidade de corte forem ajustadas com precisão, ainda é possível obter uma borda extremamente lisa com Ra 1,6 μm, o que geralmente atende aos requisitos estéticos e dimensionais esperados para a fabricação de chapas metálicas de alta precisão, além de ser adequado para diversas situações de processamento de chapas metálicas personalizadas de alta qualidade.
Matriz de parâmetros de corte a laser de alta potência
A modulação do calor do laser é o que realmente define a qualidade do corte. Quando ajustada corretamente, o resultado é um corte de chapa metálica mais suave . Abaixo estão as configurações medidas que a LS Manufacturing utiliza para corte a laser de 10000W, adequadas a diferentes requisitos de processamento personalizado de chapas metálicas de aço inoxidável de alta qualidade:
| Espessura da chapa | Material | Velocidade de corte (m/min) | Pressão de nitrogênio (MPa) | Rugosidade da superfície (Ra) |
| 1,5 mm | 304 | 3.2 | 1.2 | 1,6 μm |
| 1,5 mm | 316L | 2.8 | 1,44 | 1,6 μm |
| 3,0 mm | 304 | 1.8 | 1,5 | 2,4 μm |
| 3,0 mm | 316L | 1,5 | 1.8 | 3,2 μm |
Requisitos Essenciais para o Corte sem Escória
A pureza do nitrogênio para corte deve ser ≥99,999% , e o corte do aço inoxidável 316L requer redução de velocidade e pressurização. O acabamento de chapas metálicas de alta qualidade é obtido por meio de processos profissionais que compensam a baixa condutividade térmica e a alta viscosidade do material, eliminando problemas de escória e deformação térmica. O N2 de alta pureza isola a reação de oxidação em alta temperatura durante o corte, garantindo que a estrutura da chapa de aço inoxidável permaneça praticamente inalterada durante a produção e melhorando a qualidade da superfície e a resistência à corrosão dos produtos.
Figura 3: Tabela de referência de espessura de corte a laser para vários metais e níveis de potência.
Como o custo de fabricação do aço inoxidável 304 em comparação com o 316L afeta o retorno sobre o investimento (ROI) do seu produto?
O preço da matéria-prima do aço inoxidável 316L é mais de 30% superior ao do aço inoxidável 304. Ao mesmo tempo, considerando que o desgaste das ferramentas é 15% mais caro, o custo de fabricação do 304 em comparação com o 316L aumenta significativamente. Ao estabelecer um processo híbrido de soldagem dividida, a proporção de materiais pode ser otimizada, economizando até 25% dos custos de fabricação e, consequentemente, aumentando consideravelmente o retorno sobre o investimento (ROI) do produto. Esta é a estratégia fundamental de redução de custos para a fabricação de chapas metálicas refinadas em aço inoxidável 304 em comparação com o 316L.
Detalhes do prêmio de custo multidimensional
O custo da contabilização de materiais é igual à diferença proporcional entre o custo dos materiais. Todos os custos adicionais a esse material incluem o custo de provisão de recursos, perdas de trabalho na prensa e custo de mão de obra. A implementação de padrões de contabilidade de custos visa a economia na conformação de chapas metálicas e a adaptação a diferentes projetos de contabilização de custos de conformação de chapas metálicas. O cálculo detalhado dos diferentes custos adicionais auxilia o engenheiro na seleção de matérias-primas e no controle de custos desde a fase inicial do projeto.
| Dimensões de custo | 304 | 316L | Relação prêmio |
| Aquisição de matéria-prima | Preço base | Prêmio 32% | 32% |
| Custo de desgaste da ferramenta | Desgaste da base | Prêmio 15% | 15% |
| Tempo de processamento de dobra | Hora base | Prêmio 8% | 8% |
| Custo do tratamento de superfície | Custo base | Prêmio 5% | 5% |
Otimização do ROI: Estratégia de Design DFM
- Invólucro para mídias sem contato, partes ocas para uso geral em construções externas: Utilize aço inoxidável 304 para controlar custos.
- Tubulações em contato com fluidos, componentes principais em contato com desinfecção: Deve-se utilizar aço inoxidável 316L para garantir a durabilidade.
- Utilize um processo de soldagem por divisão estruturado, selecione o material adequado para obter uma fabricação de chapas metálicas com boa relação custo-benefício , otimizando o equilíbrio entre custo e desempenho.
Cálculo preciso do custo de processamento do projeto e otimização das proporções de materiais (cálculo gratuito do custo total do projeto disponível). Para soluções personalizadas de redução de custos em DFM (Design for Manufacturing), entre em contato com nosso engenheiro para uma otimização individualizada, utilizando proporções científicas para alcançar um equilíbrio preciso entre os requisitos de desempenho da fabricação de chapas metálicas resistentes à corrosão e o custo orçamentário do serviço personalizado de chapas de aço.
Qual liga metálica oferece durabilidade superior para a fabricação de chapas metálicas resistentes à corrosão?
Em ambientes marinhos, ou quando constantemente exposto a altas concentrações de névoa salina, o equivalente à corrosão por pite do aço 316L, também conhecido como PREN, fica em torno de 23,1 a 28,5, bem acima do valor de 18,0 do aço 304. Portanto, ele é bastante eficaz na prevenção da corrosão por pite e contribui significativamente para a durabilidade de produtos de fabricação de chapas metálicas resistentes à corrosão em geral. Além disso, a capacidade de reparo da película de passivação do aço 316L é muito superior à do aço 304, permitindo mais de 5 anos de serviço sem necessidade de manutenção nessas condições de alta concentração de sal e cloro, sem grandes complicações.
Análise quantitativa da corrosão do valor PREN
A resistência à névoa salina é um fator crucial a ser considerado no comportamento à corrosão. A expressão PREN, reconhecida pela indústria, é basicamente PREN = %Cr + 3,3 × %Mo + 16 × %N. Com métodos de fabricação de alto padrão, é possível produzir componentes duráveis em chapa metálica . O aço 304 não contém molibdênio. Assim, sob a ação da névoa salina, tende a corroer mais facilmente, enquanto o aço 316L possui o elemento molibdênio, e esse elemento ajuda a película de passivação a se recuperar, como se estivesse regenerando a camada protetora.
Esse número é um parâmetro aceito pela indústria para avaliar a resistência à corrosão do aço inoxidável e é frequentemente considerado um valor de referência elevado. Geralmente, quanto maior o PREN, maior a resistência à corrosão e, consequentemente, maior a vida útil do equipamento.
Desempenho em condições extremas
- Aço inoxidável 304: após cerca de 300 horas em testes padrão de névoa salina, surge ferrugem vermelha, seguida de corrosão por pite e eventual descarte, que provavelmente ocorrerão em aproximadamente 6 meses de uso costeiro.
- Aço inoxidável 316L: sem ferrugem vermelha após 1000 horas em testes padrão de névoa salina ; equipamento de monitoramento marítimo pode Ainda funcionam de forma confiável há mais de 5 anos.
- Melhoria do processo: através da realização de testes EDX na camada de passivação, juntamente com medições cuidadosas de espessura, o ciclo de operação sem manutenção da peça pode ser estendido, com maior estabilidade e menos interrupções.

Figura 4: Peças de metal prateado com furos e dobras, dispostas sobre uma superfície de trabalho.
Como projetar para minimizar a deformação na fabricação de chapas metálicas em aço inoxidável 304 versus 316L?
Como o aço 316L apresenta um coeficiente de expansão térmica menor quando aquecido, em comparação com o 304, mas também demonstra uma maior resistência ao escoamento à temperatura ambiente , a forma como a tensão interna começa a ser liberada torna-se um pouco diferente durante a estampagem de chapas metálicas de grandes dimensões e também quando ocorre dobra contínua. Essa é a principal diferença de processo entre a fabricação de chapas metálicas de 304 e 316L . Para peças de paredes finas e grandes dimensões , se forem ajustadas certas folgas de processo e for dada atenção à sequência de soldagem, o erro de planicidade geralmente pode ser controlado em cerca de 0,8 mm.
Principais causas de distorção em peças com formatos irregulares
A liberação de tensões internas determina, basicamente, a planicidade da peça. Seguindo métodos adequados de liberação de tensões, é possível minimizar a distorção na conformação de chapas metálicas . Quando a relação de aspecto é superior a 5:1 e a espessura é inferior a 1,5 mm , o aço inoxidável 304 tende a torcer e inclinar-se durante a deformação, enquanto o aço inoxidável 316L tende a reter tensões residuais de flexão. Portanto, esses componentes de paredes finas, longos e esguios estão entre os tipos mais propensos à deformação no processamento de chapas metálicas, e também representam uma importante categoria de peças que exigem controle rigoroso durante a fabricação de precisão .
Soluções de processo anti-deformação mais precisas
- Controle da folga da matriz: mantenha a folga entre o punção e a matriz inferior travada em torno de 12% a 15% da espessura da chapa ; isso ajuda a evitar deformações por extrusão.
- Processo de otimização de tensão: utiliza-se um método de pré-tensão reversa para equilibrar a tensão residual da estampagem.
- Otimização da sequência de soldagem: aplicar uma abordagem de soldagem simétrica e segmentada para que a tensão térmica da soldagem seja liberada de maneira mais uniforme , e não em um único ponto.
Com essas etapas, é possível atingir uma planicidade linear de ≤0,8 mm em peças de chapa metálica de 1,5 metro de comprimento. Isso é suficiente para atender aos requisitos de montagem industrial de alta qualidade e ajuda a prevenir eficazmente defeitos de deformação na fabricação de chapas metálicas de aço inoxidável de precisão, mesmo em formatos complexos, melhorando a estabilidade do produto final em serviços personalizados de chapas metálicas de aço.
Por que escolher um fornecedor certificado para projetos personalizados de serviços de chapas de aço?
O processamento de aço inoxidável de alta qualidade depende não apenas das máquinas em si, mas também da rastreabilidade das matérias-primas (MTR) e de rotinas de controle de qualidade alinhadas às normas ISO 9001 e IATF 16949. Na prática, serviços profissionais e padronizados de fabricação de chapas de aço inoxidável são a principal garantia de um serviço confiável de fabricação de chapas de aço personalizadas . Documentação de conformidade adequada e uma revisão completa da qualidade do processo praticamente eliminam riscos como adulteração de materiais ou controle de processo inadequado, garantindo a estabilidade do produto ao longo do tempo.
Sistema para verificação completa do ciclo de qualidade da matéria-prima
Um sistema de rastreabilidade garante a conformidade das matérias-primas. Cada chapa passa por uma reinspeção de composição completa utilizando espectroscopia XRF , o que permite distinguir claramente os aços 304 e 316L, evitando a entrada de material inferior e mantendo a solidez de toda a lógica de inspeção para a fabricação padronizada de chapas metálicas . A verificação completa do lote também evita problemas de mistura entre lotes, tornando o processo especialmente útil para projetos que exigem conformidade rigorosa, como equipamentos médicos ou de precisão.
Controle de qualidade padronizado com endosso de qualificação
- Configuração do hardware: inclui uma máquina de medição por coordenadas (MMC) com temperatura estável 24 horas por dia para manter a precisão dimensional controlada.
- Capacidade da equipe: composta por técnicos profissionais em ensaios não destrutivos (END), principalmente para supervisionar a qualidade da soldagem e o desempenho da conformação , e não apenas a aparência final.
- Documentação de conformidade: podemos fornecer um pacote completo de documentos, como PPAP Nível 3, certificados de materiais e relatórios RoHS.
Estudo de Caso: Como a LS Manufacturing Solucionou o Problema Grave de Corrosão e Empenamento em um Projeto Personalizado de Gabinete Médico
Graças a um processo preciso de repetição e à seleção criteriosa de materiais, os problemas de corrosão e deformação na fabricação de chapas metálicas resistentes à corrosão podem ser totalmente controlados, permitindo que o processo atinja uma taxa de rendimento de produção em massa extremamente alta , especialmente para chapas metálicas de precisão para a área médica.
Desafio do Cliente
A carcaça de uma importante empresa médica americana, fabricada em aço inoxidável 304, apresentou corrosão por pite em grande escala em apenas quatro meses após imersão prolongada em solução salina e repetidas esterilizações em alta temperatura. Simultaneamente, surgiram microfissuras densas nas zonas de solda, expondo as fragilidades dos processos de fabricação de chapas metálicas propensos à corrosão .
A regulação de tensão do fornecedor original não estava de acordo com os padrões, o que causou desvios na planicidade da peça além de 2,5 mm, as fitas de vedação não aderiram corretamente e havia claros riscos de vazamento no equipamento. No final, um recall em massa foi acionado, resultando em perdas financeiras significativas , o que, por sua vez, prejudicou gravemente a reputação da marca e as operações de mercado.
Solução de fabricação LS
- Graças à nossa experiência prática em personalização de chapas metálicas de precisão para o setor médico , a equipe rapidamente se envolveu e realizou uma simulação operacional para identificar com precisão a causa da falha. Constatou-se que o principal problema era a baixa resistência do aço inoxidável 304 à corrosão por íons cloreto, além da incapacidade dos procedimentos padrão de controlar adequadamente a distorção térmica nessas peças de paredes finas.
- Em seguida, propusemos uma solução mais específica, que consiste basicamente em substituir a matéria-prima por aço inoxidável 316L de baixíssimo teor de carbono , para que ele possa resistir melhor à corrosão causada pelos agentes desinfetantes, em nível material.
- Em termos de processo, adotamos uma máquina de corte a laser TRUMPF alemã de 10.000 watts e mantivemos a largura da zona afetada pelo calor da solda sob controle rigoroso, mantendo-a em 0,2 mm ou menos.
- Para a dobra, a configuração incluía um parâmetro especial de compensação de retorno elástico de 3,2°, que foi combinado com soldagem não destrutiva de ligação de 5 eixos, além de dispositivos de fixação personalizados, de uma forma que realmente limita a deformação térmica em geral.
Resultados e Valor
Após a otimização, o produto passou no teste de névoa salina neutra ASTM B117 por 1200 horas, sem apresentar qualquer sinal de ferrugem. A planicidade da peça melhorou de 2,5 mm para menos de 0,35 mm , o que eliminou completamente o risco de vazamento na vedação e também atendeu perfeitamente aos exigentes requisitos de qualidade para a fabricação de chapas metálicas de alta precisão .
O processo de montagem do equipamento é isento de atritos e a taxa de sucesso na primeira tentativa atingiu 99,8%. Isso significa que ele atende aos rigorosos padrões de esterilidade, vedação e uso prolongado de equipamentos médicos. Posteriormente, o cliente encerrou a colaboração anterior e firmou um contrato de fornecimento exclusivo de longo prazo para 1.500 conjuntos, o que também reduziu consideravelmente o esforço de assistência pós-venda e os custos relacionados a recalls.
Para replicar a mesma solução otimizada de chapa metálica para uso médico, consulte o projeto completo. Para necessidades de personalização de chapas metálicas de alta precisão, envie seus desenhos para obter soluções e orçamentos personalizados. Oferecemos uma solução completa para problemas complexos de processamento de fabricação de chapas metálicas , otimizando o orçamento geral de custos de fabricação de aço inoxidável 304 versus 316L.

Perguntas frequentes
Q1: O controle total no processamento de chapas metálicas de precisão do aço 316L é superior ao do aço 304?
De forma alguma. O aço 316L oferece benefícios de desempenho apenas em condições severas (ambientes salinos marinhos de alta concentração, como os utilizados em medicina) e, dessa forma, é possível obtê-los em equipamentos de vedação de alta precisão. Já o aço 304, conhecido por sua facilidade de fabricação e custos mais baixos , atenderia às necessidades de contextos típicos de fabricação de chapas metálicas em ambientes internos e externos com temperaturas amenas.
Q2: Qual a diferença de preço entre o aço 316L e o 304 em serviços personalizados de chapas metálicas para estruturas de aço?
O custo da matéria-prima do aço inoxidável 316L é de 30% a 40% maior do que o do aço inoxidável 304 devido à presença de molibdênio. O custo de processamento e fabricação de chapas metálicas de aço inoxidável 316L também aumenta devido à sua maior viscosidade e dureza , que desgastam as ferramentas 15% mais rapidamente do que quando se utiliza o aço inoxidável 304.
Q3: É possível usar as mesmas matrizes de dobra para aço inoxidável 304 e 316L? Ou seja, é necessário alterar/reescrever o programa CNC?
A conformabilidade do aço inoxidável nº 304 é inferior à do 316L. Devido à sua taxa de endurecimento por trabalho ser maior que a do 316L, quando o ângulo de dobra padrão é de 90°, o ângulo de retorno elástico será de 1,5 a 2,5 vezes maior (r). Se for utilizado o mesmo programa CNC (sem qualquer compensação de ângulo), isso fará com que a dimensão da peça exceda a tolerância, causando erros de montagem.
Q4: Por que o aço inoxidável 304 enferruja mais nas juntas de solda em processos de usinagem de chapas metálicas de alta precisão?
O teor de carbono do aço inoxidável 304 chega a 0,08%. Em altas temperaturas, ocorre uma reação de sensibilização com a precipitação de carboneto de cromo, que destrói a película de passivação anticorrosiva da superfície. Sem o processo padrão de decapagem e passivação, as juntas de solda sofrerão corrosão e ruptura em pouco tempo.
Q5: Qual material é mais difícil de processar no corte a laser de fibra?
O aço 316L é mais difícil de usinar. Apresenta baixa condutividade, alta viscosidade quando fundido e resistência à remoção de escória ordens de magnitude superior à do aço 304. É necessária uma pressão assistida por nitrogênio, 20% superior à padrão, para produzir um corte perfeito, sem rebarbas ou escória.
Q6: Para uma chapa de aço 316L com 1,5 mm de espessura, qual é o raio de curvatura mínimo que deve ser utilizado?
Recomenda-se a dobra manual de chapas de aço inoxidável 316L com espessura inferior a 1,5 mm. O raio mínimo de curvatura interna do mandril para chapas de 316L com 1,5 mm de espessura é de 1,5 mm, atendendo ao padrão de trabalho 1T. Esse método também previne com sucesso o surgimento de trincas por tração na superfície externa da chapa, garantindo a integridade geral da peça e a precisão da montagem.
Q7: Como a LS Manufacturing verifica se o aço inoxidável 316L não está misturado com o 304?
Estabelecemos um processo completo de testes e sistemas de controle de origem de materiais. Antes do recebimento de chapas, testes de metais e envio do produto acabado, utilizamos um prático espectrômetro XRF para testar 100% da composição do material , confirmando com precisão os teores de molibdênio e cromo, evitando assim qualquer mistura de aços 304 e 316L.
Q8: É possível diminuir o custo de processamento dos aços 304 e 316L através do projeto de chapas metálicas (DFM)?
Sim, a otimização DFM profissional pode ser projetada em peças de estrutura mista, que utilizam aço inoxidável 316L apenas nas áreas de contato com corrosão do núcleo, mas com outros tipos de aço inoxidável 304 na estrutura geral. Isso pode gerar uma economia de custos de quase 25%. Além disso, você pode facilmente enviar os desenhos , obter um orçamento instantâneo e personalizar ainda mais o esquema de processamento com foco em custo.
Resumo
A escolha entre aço inoxidável 304 e aço inoxidável 316L não se resume apenas ao preço, mas também à viabilidade de processamento, ao ciclo de vida do produto e ao retorno do investimento. Sem dúvida, o 304 é muito fácil de processar, oferecendo uma excelente relação custo-benefício e atendendo às necessidades da produção industrial de chapas metálicas em geral. Já o 316L possui excelente resistência à corrosão e soldabilidade, podendo atender plenamente às demandas das indústrias médica, naval e química. Compreender as diferenças de retorno elástico, corte e resistência à corrosão entre os dois é fundamental para o processamento de chapas metálicas de alta precisão, permitindo a adaptação às necessidades de fabricação de precisão em diversos cenários.
A LS Manufacturing é uma empresa especializada em processamento de chapas metálicas de alta precisão e serviços personalizados. Com 20 anos de experiência no setor, equipamentos de processamento de última geração e um sistema de controle de qualidade com dupla conformidade, oferecemos um serviço completo, desde a seleção de materiais e otimização do DFM (design para manufatura), até o processamento mais preciso e a entrega em total conformidade. Além disso, controlamos rigorosamente os custos de processamento de materiais e minimizamos a implementação do processo. Para diferentes aplicações, como tolerâncias micrométricas, soldagem complexa e otimização de custos, nossa equipe de especialistas oferece resposta rápida em 24 horas. Basta nos enviar seu desenho e você receberá um feedback gratuito sobre a viabilidade de fabricação personalizada e a cotação mais adequada.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com 
