يُعدّ اختيار مادة تصنيع صفائح الألمنيوم عاملاً أساسياً لتحسين جودة عمليات تصنيع الصفائح المعدنية الدقيقة وخفض تكاليفها. فهو يُعالج أربع مشكلات رئيسية شائعة في هذا القطاع، تشمل تشقق الانحناء، واختلاف لون الأنودة، وفشل المسامير، وارتفاع معدل الفاقد في الإنتاج. في عمليات تصنيع الصفائح المعدنية الدقيقة، قد يؤدي استخدام سبيكة ألمنيوم غير مناسبة إلى كوارث مثل تلف الأجزاء وارتفاع التكاليف بشكل كبير.
تختلف سبيكتا الألومنيوم الشائعتان 6061-T6 و5052-H32 اختلافًا كبيرًا في قابلية التشكيل، وخصائص الانحناء ، ومعدل الارتداد. يختار معظم المهندسين المواد بناءً على قوة الشد فقط، مما يؤدي إلى تجاوز تكلفة الإنتاج الضخم للميزانية بأكثر من 30%. تقدم هذه الورقة البحثية، انطلاقًا من ظروف ورش العمل الفعلية، طريقة عملية لاختيار نوع الألومنيوم المناسب للتصنيع.
نظرة عامة سريعة على المعايير الأساسية لاختيار مواد تصنيع صفائح الألمنيوم
يُعدّ تحديد خصائص معالجة سبائك الألومنيوم 6061-T6 و5052-H32 بدقة وسيلةً سريعةً لتجنب مخاطر تصنيع الصفائح المعدنية ، وخفض تكاليف الإنتاج. يلخص هذا الجدول أهم النتائج المتعلقة باختيار المواد والعمليات التي يمكن استخدامها في مختلف عمليات التشغيل الدقيق.
| سيناريوهات المعالجة المطبقة | أنواع المواد المفضلة | معايير العملية الأساسية | الفوائد العامة |
| تشكيل الانحناء المعقد ذو الجدران الرقيقة | 5052-H32 | نصف قطر الانحناء الأدنى 1T، لا يوجد خطر تشقق. | تم تخفيض معدل الخردة إلى أقل من 0.5%. |
| مكونات هيكلية عالية القوة لتحمل الأحمال | 6061-T6 | نصف قطر الانحناء ≥3T، يتوافق مع اتجاه الحبيبات. | زادت قوة الشد الهيكلية بنسبة 40%. |
| الطحن الدقيق باستخدام الحاسوب | 6061-T6 | تفاوت قطر الثقب ±0.02 مم، Ra≤3.2 ميكرومتر . | يزيل النتوءات وعيوب التشوه الحراري. |
| تخصيص الإنتاج الضخم منخفض التكلفة | عملية هجينة ثنائية المواد | تستخدم خدمة تصنيع صفائح الألمنيوم حسب الطلب. | انخفضت تكلفة التصنيع الإجمالية بأكثر من 25%. |
أهم النقاط الرئيسية:
- اختر 5052 للثني: 5052-H32 هي الدرجة المثالية للثني المعقد للجدران الرقيقة لأنها تسمح بنصف قطر انحناء أدنى يصل إلى 1T مع عدم وجود خطر تقريبًا لحدوث تشققات.
- القدرة على تحمل الأحمال مع قوة عالية: يُعدّ سبيكة 6061 الخيار الأمثل لتصنيع الأجزاء الهيكلية التي تتطلب دقة عالية في التشغيل أو قوة عالية. ومع ذلك، يجب التحكم بدقة في عملية الانحناء بحيث تتجاوز 3T، مع مراعاة اتجاه الحبيبات.
- استراتيجية خفض التكاليف: يمكن استخدام خدمة تصنيع الصفائح المعدنية المصنوعة من الألومنيوم حسب الطلب بدلاً من التشغيل الآلي الكامل لتقليل التكلفة الإجمالية بأكثر من 25٪ مع تلبية شروط خدمة القوة الهيكلية.
لماذا تثق بخبرة شركة LS Manufacturing في تصنيع صفائح الألمنيوم؟
يُعدّ وجود متخصصين ذوي خبرة في تصنيع الصفائح المعدنية أساسًا لتجنب المخاطر الخفية في معالجة سبائك الألومنيوم. ويضمن الموردون الموثوقون مراقبة الجودة والتكاليف طوال العملية. يعمل فريقنا بخبرة طويلة في قطاع الصفائح المعدنية الدقيقة، ونلتزم بتطبيق معيار ISO 9001:2015 لمراقبة الجودة . بالإضافة إلى الاعتماد على بيانات التشغيل المباشرة، نعمل أيضًا على تطوير قاعدة بيانات لمعايير عملياتنا.
أظهرت اختبارات مقارنة ثنائية المواد، أجريت على مدى ثلاثة أشهر فقط، أن فرق توافق المعالجة بين سبائك الألومنيوم 6061-T6 و5052-H32 أكبر بكثير من الحدود المذكورة في كتيبات المواد التقليدية . لا تأخذ المعايير القياسية المعتمدة في الصناعة بعين الاعتبار تغيرات الإجهاد الناتجة عن الإنتاج بكميات كبيرة، مما قد يؤدي بسهولة إلى مشاكل في جودة الدفعات. يتوافق نظام المعالجة لدينا تمامًا مع مواصفات معالجة صفائح الألومنيوم ASTM B209-21 ، وقد استغنينا عن استخدام طرق المعالجة العامة.
استنادًا إلى العديد من الأمثلة الواقعية من ورش العمل، طورنا حلول معالجة فريدة قابلة للاستخدام في الصناعات الطبية، وأشباه الموصلات، والإلكترونيات المتطورة . وقد نجحت هذه الحلول في معالجة مشاكل الصناعة، مثل تشققات الانحناء، والانحرافات في الأبعاد، واختلافات الألوان. لدينا شهادة IATF 16949 الصناعية، ونطبق نظام مراقبة العمليات الإحصائية (SPC) طوال عملية التصنيع. كما نعتمد على بيانات عمليات حصرية لتسهيل تسليم صفائح معدنية عالية الدقة.
إن الاستفادة من خبرتنا العملية وقدرتنا على تطبيق المعايير المعتمدة هما الركيزتان الأساسيتان لتجنب مختلف المشاكل الخفية أثناء تصنيع صفائح الألمنيوم. احصل على ورقة عمل مجانية حول اختيار المواد وعملية التصنيع، واكتسب فهمًا منهجيًا للمعايير والتقنيات الرئيسية التي تُمكّنك من تجنب المخاطر في عمليات التصنيع الدقيقة للمواد المزدوجة.

هل يُمكن تحقيق نصف قطر انحناء 1T باستخدام الألومنيوم 6061-T6 دون حدوث تشققات في المادة؟
في الواقع، يتميز سبيكة 6061-T6، عند معالجتها حراريًا بتقنية T6، بانخفاض كبير في مرونتها. فعلى سبيل المثال، يؤدي ثنيها بزاوية 1T إلى ظهور تشققات دقيقة على سطحها الخارجي. أما سبيكة 5052-H32، ذات البنية المدمجة ونصف قطر الانحناء الذي يتراوح بين 1T و1.5T، فتُعدّ طريقة آمنة ودقيقة لمعالجة الصفائح المعدنية ، كما أنها تتيح استخدامها في تطبيقات الصفائح المعدنية الدقيقة.
تباين آليات انحناء اللدونة المادية
تُعدّ الليونة إحدى الخصائص الرئيسية التي تؤثر على عملية تشكيل الصفائح المعدنية بالثني. ويُعتبر التحكم الفعال في الليونة خلال عملية تصنيع الصفائح المعدنية الاحترافية من الطرق الفعّالة لمنع حدوث عيوب في عملية التشكيل.
- تتعرض سبيكة 6061-T6، خلال مرحلة التقادم الحراري، لمراحل تقوية داخلية تترسب بشكل منتظم، مما يزيد من صلابة المادة، ولكنه في المقابل يقلل من لدونتها بشكل ملحوظ، مما يحدّ من قدرتها على تحمل الانحناء . بعبارة أخرى، لا تتحمل المادة إلا الانحناءات الطفيفة، وأي انحناء حاد سيؤدي إلى تمزق سطح المعدن.
- سبيكة 5052-H32 هي سبيكة قابلة للتصلب بالتشكيل على البارد، أي أنها لا تحتاج إلى أي معالجة حرارية لتقويتها. ومع ذلك، تتميز بليونة عالية في بنيتها الأساسية، مما يجعلها مادة مناسبة للثني بنصف قطر صغير وتوفر ثباتًا عاليًا في عملية التشكيل.
معايير نصف قطر الانحناء الأدنى الموحدة لسماكات الصفائح المختلفة
انطلاقاً من بيانات ورشة العمل، قمنا بوضع معايير ثني آمنة لمادتين بسماكات مختلفة للصفائح لتجنب خطر التشققات الدقيقة . ويمكن استخدام معايير الثني القياسية هذه لتصنيع الصفائح المعدنية كدليل إرشادي عام للإنتاج بكميات كبيرة.
- بالنسبة لسمك الصفيحة 1.0 مم: الحد الأدنى لنصف قطر الانحناء الآمن لـ 6061-T6 هو 3T بينما يمكن أن يصل 5052-H32 إلى 1T.
- بالنسبة لسمك الصفيحة 2.0 مم: الحد الأدنى لنصف قطر الانحناء الآمن لـ 6061-T6 هو 3.5T بينما 5052-H32 هو 1T.
- بالنسبة لسمك الصفيحة 3.0 مم: الحد الأدنى لنصف قطر الانحناء الآمن لـ 6061-T6 هو 4T بينما 5052-H32 هو 1.5T.
من الطرق الأخرى لتحسين جودة الثني تعديل اتجاه ألياف المعدن. فمحاذاة ألياف الصفيحة المعدنية عموديًا تقلل بشكل كبير من احتمالية التشقق. في المقابل، يزيد ثني سبيكة 6061-T6 بشكل عمودي على اتجاه الدرفلة من خطر التشقق بشكل كبير. قد تتسبب الشقوق الدقيقة الناتجة عن الثني غير الموجه في حدوث كسر إجهادي طويل الأمد في الأجزاء . لذا، سنتوخى الحذر الشديد ونتأكد من عدم اختيار هذا الخيار خلال مرحلة مراجعة العملية.
يُعدّ التوافق الدقيق بين اتجاه الحبيبات ونصف قطر الانحناء نقطةً أساسيةً في عملية منع التشققات الدقيقة أثناء ثني سبيكة 6061-T6، وضمان جودة مستقرة طويلة الأمد لخدمة الصفائح المعدنية الدقيقة . احصل على تقرير تدقيق تصميم التصنيع (DFM) لعملية الثني مُخصّص ومجاني لهيكل منتجك، لتجنّب تشققات التشكيل المحتملة بشكل استباقي.
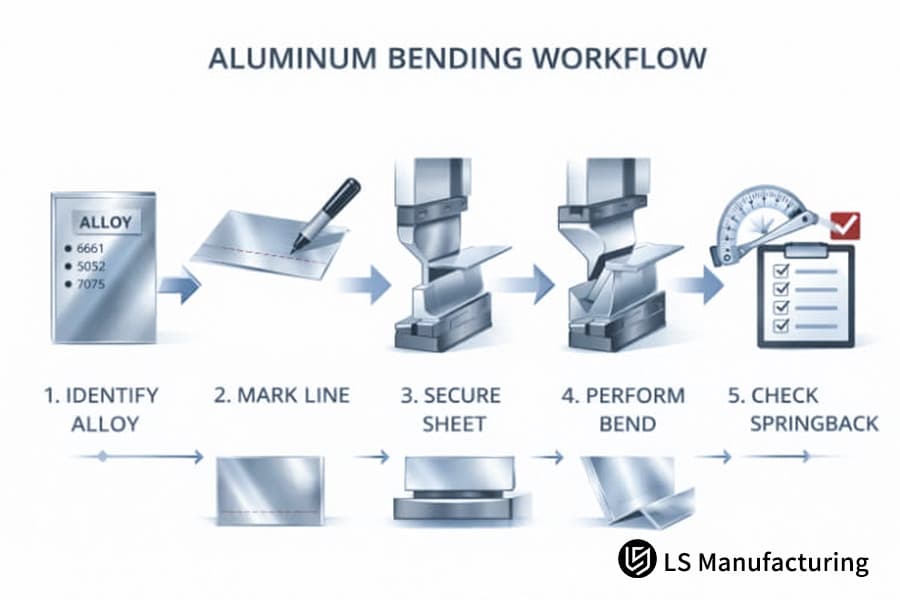
الشكل 1: رسم تخطيطي لعملية ثني الألومنيوم، بدءًا من تحديد درجة المادة.
كيف يتم حساب تعويض الارتداد عند تصنيع مكونات الألومنيوم 5052؟
تتراوح درجة الارتداد بعد ثني صفيحة ألومنيوم 5052-H32 بين 2 و4، بينما بالنسبة لـ 6061-T6، يمكن أن تتراوح بين 5 و7. تعتمد شركة LS Manufacturing على تقنيات تعويض فتحات القوالب ذات الزاوية R والأخدود V بالإضافة إلى آلات الثني CNC التي توفر تغذية راجعة للضغط في الوقت الفعلي للحفاظ على دقة زاوية القطعة عند مستوى 0.5 بدقة، مما يوفر تصنيعًا معدنيًا موثوقًا به باستخدام ألومنيوم 5052.
العوامل الرئيسية المؤثرة على تشوه الارتداد
عند زوال الإجهاد المرن، يتحدد مقدار الارتداد المتبقي الناتج عن الانحناء بشكل أساسي. لذا، يُعدّ تحديد حساب دقيق لإجهاد الصفائح المعدنية أمرًا بالغ الأهمية للتحكم في هذا الارتداد. في حين أن الاختلافات الثابتة في مقاومة الخضوع ومعامل المرونة لهاتين السبيكتين من الألومنيوم تُسبب معدلات مختلفة لزوال الإجهاد، وبالتالي تأثير ارتداد مختلف بشكل ملحوظ بعد نفس مستوى التشوه.
- 6061-T6، الذي ينحني عند مستوى قوة خضوع أعلى، سيتراكم عليه إجهاد متبقي أعلى بعد الانحناء وبالتالي سيظهر ارتدادًا أكبر.
- عادةً ما يشهد 5052-H32 إطلاقًا تدريجيًا للضغط، وبالتالي، يكون لديه نطاق ارتداد أضيق.
عندما لا يقوم المورد بتنفيذ عملية الارتداد المرن بشكل صحيح، ستتراكم الأخطاء من مراحل الانحناء المتعددة مما يتسبب في فشل المنتج في مرحلة التجميع.
حساب التعويض عن الارتداد المرن ومعايير المعلمات الحصرية
انطلاقاً من خبرتنا العملية في مشاريع الإنتاج الضخم للصفائح المعدنية ذات الجدران الرقيقة، قمنا بتطوير صيغة حصرية لتعويض الارتداد المرن:
زاوية التعويض = قيمة الارتداد الأساسية - 0.3 × معامل فتح أخدود القالب على شكل حرف V.
تعالج هذه الصيغة بشكل صحيح خطأ التشوه وتحسن ضبط ارتداد تصنيع الصفائح المعدنية لجميع عمليات المعالجة ذات السماكات المختلفة.
| نوع المادة | سُمك الصفيحة (مم) | زاوية الارتداد القياسية (°) | زاوية الارتداد المعوضة (°) | التفاوت المسموح به في الزاوية النهائية (°) |
| 5052-H32 | 1.0-2.0 | 2-3 | 0.2-0.8 | ±0.5 |
| 5052-H32 | 2.0-3.0 | 3-4 | 0.5-1.0 | ±0.5 |
| 6061-T6 | 1.0-2.0 | 5-6 | 1.0-1.5 | ±0.5 |
| 6061-T6 | 2.0-3.0 | 6-7 | 1.5-2.0 | ±0.5 |
يُسهم ضبط تباعد الأخاديد في القالب في تحسين تأثير التعويض، مما يُتيح ضبط انحناء الصفائح ذات السماكات المختلفة. ويُعدّ ضبط دقة تصنيع الصفائح المعدنية مفتاحًا أساسيًا للحصول على أجزاء متجانسة ودقيقة. كما تُشكّل تقنية تعويض الارتداد المرن الدقيقة عنصرًا جوهريًا للقضاء التام على مشكلة انحراف التجميع في الأجزاء المُصنّعة.
تُعالج خوارزمية تعويض الارتداد الخاصة وعملية تكييف القالب مشكلة انحراف زاوية الانحناء عند التصنيع باستخدام ألومنيوم 5052 بشكل كامل، مما يمنع فشل عمليات التجميع. أرسل بيانات معالجة منتجك للحصول على حساب دقيق ومجاني لتكلفة عملية تعويض الارتداد.

الشكل 2: أجزاء معدنية تشمل الأقواس والصفائح المشقوقة، توضح إمكانيات التصنيع.
لماذا تتفوق ميزات التشكيل بالقطع 6061-T6 على إطارات الصفائح المعدنية على 5052 من حيث ثبات الأبعاد؟
يتمتع سبيكة 6061-T6 بتصنيف تشغيل ممتاز (B)، بينما تتميز سبيكة 5052 بتصنيف متوسط (C) فقط (عرضة لالتصاق أداة القطع). بالنسبة لأجزاء الصفائح المعدنية المركبة التي تتطلب الثني والطحن الدقيق الموضعي، تحافظ سبيكة 6061-T6 باستمرار على دقة قطر ثقب لا تتجاوز 0.02 مم، وتوفر كفاءة عالية في تكسير الرقائق ، في حين أن سبيكة 5052 عرضة للنتوءات والتشوه الحراري.
مقارنة صلابة المواد وأداء التشغيل الآلي
تتأثر جودة تشكيل الأسطح بشكل أساسي بصلابة المادة، ويُعدّ استقرار أداء قطع الصفائح المعدنية أساسًا للتشغيل الدقيق. يتميز سبيكة 6061-T6 بصلابة برينل تبلغ 95 HB، مما يمنحها مستوى عالٍ من الصلابة، وبالتالي يقلل من التشوه اللدن أثناء القطع عالي السرعة . أما سبيكة 5052، بصلابة تبلغ 60 HB فقط، فتُظهر ليونة عالية وعرضة لالتصاق أدوات القطع بها.
تؤدي هذه السمة في 5052 مباشرة إلى القطع مما يتسبب في التصاق الأدوات بالنتوءات، بينما يوفر 6061-T6 سطحًا مصقولًا أملسًا ومسطحًا يلبي تمامًا احتياجات التشغيل الدقيق للأبعاد المختلفة.
سيناريوهات تشغيل المواد المركبة ومعايير التوافق
- الطحن بدقة على مستوى الميكرون: يعتبر 6061-T6 الخيار الأفضل لأنه يمكنه الحفاظ على استقرار خشونة السطح عند مستوى Ra3.2m ويمكنه أيضًا القضاء على التشوه الحراري.
- الانحناء العام + حفر الثقوب الأساسية: سيكون 5052-H32 جيدًا بما يكفي للحفاظ على تكاليف التصنيع تحت السيطرة.
- المكونات الهيكلية للآلات عالية المستوى: يعتبر 6061-T6 ضروريًا في هذه الحالات لتجنب حدوث تغيير في الأبعاد وعيوب في السطح.
لإظهار الاختلافات في عمليات التشغيل بين المادتين باستخدام الصور، وللمساعدة في اختيار المواد، ترد أدناه أهم معايير التشغيل الدقيق لكلتا المادتين. تمثل هذه المعايير ظروف التشغيل النموذجية لتصنيع المكونات عالية الدقة.
| أبعاد معلمات التشغيل الآلي | 6061-T6 | 5052-H32 | مزايا وعيوب عمليات التشغيل الآلي - خاتمة |
| صلابة برينل | 95 HB | 60 HB | يتميز سبيكة 6061 بصلابة ومقاومة أكبر للتشوه الناتج عن القطع. |
| تصنيف التشغيل الآلي | ب (ممتاز) | ج (عرضة لالتصاق الأدوات) | يُعدّ سبيكة 6061 مناسبة للإنتاج الضخم عالي السرعة والدقة في عمليات الطحن. |
| تفاوت محدود في قطر الثقب | ±0.02 مم | ±0.05 مم | يلبي 6061 متطلبات الدقة على مستوى الميكرون. |
| خشونة سطح التشغيل | ≤3.2 ميكرومتر | ≥6.3 ميكرومتر (عرضة للنتوءات) | يتميز 6061 بمظهر أكثر استقرارًا ودقة. |
| القطع عالي السرعة والتشكيل الحراري | ≤0.03 مم | ≥0.12 مم | إن سبيكة 5052 معرضة بشدة للانحرافات البعدية. |
أي نوع من الألومنيوم يوفر قوة سحب أعلى لمثبتات PEM ذاتية التثبيت؟
تُظهر مثبتات التثبيت الذاتي 6061-T6 قوة سحب والتواء أكبر بنحو 40% من 5052. والسبب هو مصفوفة عالية الصلابة (95 HB) قادرة على مقاومة الإجهاد الجانبي للتثبيت الذاتي، مما يمنع خضوع المصفوفة ويضمن في الوقت نفسه استقرارًا طويل الأمد ، مما يجعلها مناسبة لمختلف سيناريوهات تجميع تصنيع صفائح الألمنيوم (EPM).
الأسباب الرئيسية لفشل التثبيت الذاتي
يُعدّ خضوع المادة الأساسية للتشوه العامل الرئيسي في انفصال التثبيت الذاتي. تعمل تجميعات التثبيت المصنوعة من الصفائح المعدنية الصلبة على إزالة خطر الانفصال الناتج عن الاهتزازات طويلة الأمد بشكل كامل. ونظرًا لأن مادة 5052 ذات بنية أكثر ليونة، فهي أكثر عرضة للتشوه الموضعي أثناء التثبيت الذاتي. عند تعرضها للاهتزازات لفترات طويلة، قد تنفك الصامولة وتنفصل، مما يُسبب ضررًا كبيرًا لعمر المعدات.
بيانات مُقاسة حول قوة التثبيت بالمسامير ثنائية المواد
اختبرنا قوة أداء تجميع أعمدة الصواميل M3 في اختبارات الشد المعملية، وكانت فروق البيانات واضحة للغاية. كما اختبرنا قوة تصنيع الفولاذ لضمان استقرار الأجزاء الهيكلية أثناء الخدمة.
- مادة 6061-T6: قوة السحب تصل إلى 1850 نيوتن، وقوة الالتواء مستقرة عند 1200 نيوتن.
- تتمتع مادة 5052-H32 بقوة سحب تبلغ 1320 نيوتن فقط، وقوة التواء تبلغ حوالي 850 نيوتن.
- بالنسبة لبيئة الاهتزاز، فإن احتمال انفصال الأجزاء المثبتة بالمسامير من 5052 هو 3.2 مرة مقارنة بـ 6061-T6.
يمكن لمعايرة تركيب المثبتات أن تعزز استقرار التجميع. تمنع عملية التثبيت القياسية لتصنيع الصفائح المعدنية أخطاء التجميع البشرية. نقوم بعملية بثق كمية باستخدام آلة تثبيت مزودة بمراقبة الضغط لتجنب الخطأ البشري.
كيف يؤثر الاختيار بين 6061 و 5052 على كفاءة اللحام الهيكلي؟
تتميز سبيكة الألومنيوم 5052 بقابلية لحام ممتازة ومقاومة عالية للتشقق. أما سبيكة 6061، فلا يمكن لحامها إلا بتحكم دقيق في كمية الحرارة المُدخلة، وإلا فقد تنخفض قوة المنطقة المتأثرة بالحرارة بنسبة تتراوح بين 30% و40%. في ظروف اللحام المستمر دون انقطاع، يُمكن استخدام سلك حشو 5356 مع سبيكة 5052 لزيادة سرعة الإنتاج بشكل كبير، وهو ما يتوافق مع متطلبات تصنيع سبائك الألومنيوم 5052.
الاختلافات في الخصائص المعدنية للحام بين مادتين
تُعدّ استقرارية المنطقة المتأثرة بالحرارة العاملَ الأساسي في تحديد جودة المنتج الملحوم. وتُعتبر المعالجة الحرارية المُحكمة لتصنيع الصفائح المعدنية إحدى الطرق الفعّالة لمنع مشاكل تدهور المتانة.
- يستخدم سبيكة 6061-T6 رواسب MgSi كمصدر رئيسي للتقوية. ومع ذلك، فإن ارتفاع درجة حرارة اللحام يؤدي إلى إزالة مرحلة التقوية هذه، مما يتسبب في ليونة منطقة اللحام وانخفاض قوتها بشكل كبير.
- يستخدم معدن سميث 5052 تقنية تقوية المحلول الصلب لذرات المغنيسيوم، وهو مقاوم لمشاكل التلف عند درجات الحرارة العالية. تبقى قوة المعدن الأساسي ثابتة تقريبًا بعد اللحام. لذا، يتميز معدن 5052 بدرجة عالية من الأمان والاستقرار أثناء اللحام.
حلول عملية اللحام التفاضلي
يمكن تصميم حلول اللحام المخصصة لتناسب خصائص المواد المختلفة. فعلى سبيل المثال، يمكن لعملية لحام جيدة لتصنيع الصفائح المعدنية أن ترفع إنتاجية الإنتاج الإجمالي بشكل كبير.
يُعدّ اختيار سلك اللحام المناسب أساس ضمان جودة اللحام. ويمكن لفحص اللحامات بدقة أثناء تصنيع الصفائح المعدنية أن يمنع مشاكل تسرب الهواء بشكل فعال. وقد يؤدي استخدام سلك لحام غير مناسب إلى تشقق اللحام وتسرب الهواء. ويحمل فريق اللحام المحترف لدينا شهادات معتمدة لتقديم حلول دقيقة لمختلف عمليات لحام سبائك الألومنيوم.
تختلف خصائص لحام سبيكتي الألومنيوم اختلافًا كبيرًا. يُمكن للتحكم في عملية اللحام المستهدفة تجنب المشاكل المتعلقة بفقدان القوة وتشققات اللحام، مما يُحسّن من إنتاجية اللحام في عمليات التصنيع باستخدام ألومنيوم 5052. اطلع على حالات لحام سبائك الألومنيوم المتقدمة كدليل مرئي لحلول تصنيع المكونات الدقيقة المماثلة.

الشكل 3: عامل لحام يرتدي قناعًا وقفازات يقوم بلحام قطعة من الألومنيوم في ورشة عمل، والشرر يتطاير.
ما هي الاختلافات الجمالية بعد تطبيق عملية الأنودة الشفافة أو الملونة على هذه السبائك؟
تتميز أسطح الألمنيوم المؤكسد 6061-T6 بنقائها وكثافتها، مما يجعلها مثالية للأجزاء التي تتطلب مظهرًا فاخرًا. أما الألمنيوم 5052، فبسبب خصائص توزيع العناصر فيه، قد ينتج عنه بعد عملية الأكسدة تدرجات لونية رمادية داكنة وخطوط. بالنسبة للإلكترونيات المتطورة، والمعدات الطبية، وغيرها من المنتجات التي تُولي أهمية كبيرة للمظهر والملمس، يُفضل استخدام الألمنيوم 6061 أو الألمنيوم 5052 المُصنّع حسب الطلب لتلبية متطلبات المظهر واختيار المواد اللازمة لتصنيع الألمنيوم .
المبادئ الكامنة وراء الاختلافات في تكوين طبقة الأكسيد
يؤثر امتصاص جزيئات الحبر بشكل مباشر على نمط وجود الاختلافات . وتتمثل السمة المميزة لتشطيب سطح إنتاج الصفائح المعدنية في تحسين مستوى اتساق المظهر.
- تتميز بنية حبيبات سبيكة 6061 بالتجانس والاستقرار. وينتج عن ذلك طبقة كثيفة وناعمة ذات امتصاص متجانس للصبغة في طبقة الأكسيد.
- بسبب وجود عناصر نزرة موزعة بشكل غير متساوٍ في 5052، يحدث نمو الفيلم بمعدلات مختلفة ويمكن أيضًا رؤية خطوط اختلاف اللون.
معايير مراقبة الجودة المتميزة في عملية الأنودة
نستخدم سماكة 15 ميكرومتر لعملية الأنودة الزخرفية من النوع الثاني، ونعتمد قيمة E 0.5 كحد أدنى لضمان عدم إمكانية تمييز أي اختلاف في اللون بالعين المجردة. وبهذه الطريقة، نضمن دقة قياس اختلافات الألوان ضمن نفس دفعة المكونات باستخدام جهاز قياس الطيف الضوئي . هذا الأمر يُطمئن المشتري الأجنبي الذي يُعنى بمسألة التناسق البصري، ويُؤكد أن معالجة الأنودة المتميزة لتصنيع الصفائح المعدنية هي الخيار الأمثل للأجزاء ذات المظهر الراقي.
فيما يلي جدول مقارنة المعايير الموحد وهو الأنسب من حيث الوضوح وبساطة المقارنة التي تقارن بشكل أساسي بين سبيكتين مختلفتين لعملية الأنودة.
| معايير الأنودة | 6061-T6 | 5052-H32 | نتائج التطبيق الفعلية |
| سُمك طبقة الأكسيد القياسي | 12-15 ميكرومتر (متجانس وكثيف) | 8-12 ميكرومتر (سماكة غير منتظمة) | يوفر 6061 حماية وملمسًا فائقين. |
| قيمة فرق اللون ΔE ضمن نفس الدفعة | ≤0.5 | ≥1.2 | 5052 عرضة لاختلافات لونية مرئية. |
| تجانس امتصاص الصبغة | ممتاز، بدون خطوط. | متوسط، عرضة لظهور خطوط رمادية داكنة. | يُعدّ سبيكة 6061 مناسبة للمكونات الخارجية عالية الجودة. |
| مدة الحماية من رذاذ الملح | ≥550 ساعة | ≥400 ساعة | يتميز سبيكة 6061 بمقاومة أقوى للتآكل. |
| السيناريوهات القابلة للتطبيق | المكونات الهيكلية الخارجية الإلكترونية الطبية . | المكونات الهيكلية الداخلية غير الخارجية. | مطابقة دقيقة لاحتياجات التصنيع المختلفة |

الشكل 4: أجزاء من الألومنيوم المؤكسد، الشفافة والملونة، والتي تعرض تشطيبات سطحية مختلفة.
لماذا يُمكن أن يُقلل اختيار خدمة تصنيع صفائح الألمنيوم حسب الطلب من التكلفة الإجمالية لمشروعك بنسبة 25%؟
في المرحلة الأولى من تصميم المنتج، تُتيح مراجعة قابلية التصنيع (DFM) التي تُجريها شركة LS Manufacturing تحويل عملية القطع التقليدية لسبائك الألومنيوم 6061 إلى تقنية ثني سبائك الألومنيوم 5052. ويؤدي ذلك إلى زيادة استخدام المواد المهدرة بنسبة 45% وتقليل وقت التشغيل باستخدام آلات CNC بأكثر من 30% . وبذلك، يُمكن خفض تكلفة خدمات تصنيع صفائح الألومنيوم المخصصة عالية الجودة بكفاءة عالية.
عيوب التكلفة لعمليات القطع الكاملة التقليدية
يُعدّ معدل هدر المواد السبب الرئيسي لتجاوز التكاليف. ويُعتبر تصميم هيكل تصنيع صفائح معدنية فعال من حيث التكلفة أمرًا أساسيًا لتقليل هدر المواد . تتجاوز نسبة هدر المواد الخام في عملية القطع الإجمالية لسبائك الألومنيوم 6061 نسبة 60%، كما أن وقت تشغيل آلات CNC طويل، مما يؤدي إلى ارتفاع تكاليف العمالة والمعدات وانخفاض فعالية تكلفة الإنتاج بشكل كبير.
حلول هجينة لخفض تكاليف العمليات وتحسينها
بالاستناد إلى منطق اختيار مواد تصنيع الصفائح المعدنية، طورنا عملية هجينة تجمع بين الثني والقطع الجزئي. وتتيح أداة حساب تكلفة تصنيع الصفائح المعدنية الدقيقة لدينا تحديد إمكانية خفض التكاليف بدقة.
صيغة حساب التكاليف لدينا: التكلفة الإجمالية = تكلفة المواد + تكلفة وقت المعالجة - إيرادات إعادة تدوير الخردة، تمكننا من تحديد فرص خفض التكاليف بدقة.
- معدل استخدام المواد الخام: تحسن من 40% إلى 85%، مما أدى إلى خفض ميزانية شراء المواد الخام بشكل كبير.
- وقت التصنيع باستخدام الحاسوب: تم تقليله بأكثر من 30٪، مما أدى إلى تقليل تكاليف صيانة الآلات والعمالة البشرية.
- التكلفة الإجمالية الإجمالية: انخفضت بنسبة 25٪ - 30٪ مقارنة بعملية القطع الكاملة، مما يوفر فوائد كبيرة للإنتاج الضخم.
نحن متخصصون في عمليات التصنيع، وفي الوقت نفسه، نقدم خدمات استشارية لتحسين عمليات التصنيع. تتيح خططنا الذكية لتحسين تصنيع الصفائح المعدنية لعملائنا تقليل مخاطر التكاليف الإضافية للإنتاج الضخم منذ مرحلة التصميم.
كيف تعالج شركة LS Manufacturing مشكلة التشوه الشديد في هياكل الألمنيوم لأجهزة الطرد المركزي الطبية؟
تمتلك شركة LS Manufacturing تقنية حصرية للتحكم الدقيق في التشوه وتخفيف الإجهاد، تعالج بشكل جذري مشكلات التشوه واختلافات اللون الناتجة عن الجمع بين ثني سبائك الألومنيوم المعالجة حرارياً والتشغيل الآلي الدقيق. كما أنها تُسهّل تطبيق التشطيبات السطحية المعقدة ذات الجودة الطبية، وتُحسّن عملية التصنيع بشكل مثالي باستخدام سبائك الألومنيوم 6061 مقارنةً بـ 5052 .
المشكلة الرئيسية للعميل
احتاجت شركة أوروبية رائدة في مجال المعدات الطبية إلى سبيكة 6061-T6 لتصنيع الهيكل الرئيسي لجهاز طرد مركزي مخبري، بسماكة جدار 2.0 مم، مما يسمح بتركيب فتحة لوحة تحكم دقيقة. يجب أن تتوافق عملية تصنيع الصفائح المعدنية بدقة مع معايير تصنيع المعدات الطبية. تسببت معالجة المورد السابق في تشوه كبير بلغ 1.5 مم، مما أدى إلى اختلافات في اللون بعد عملية الأنودة. تم رفض جميع دفعات المنتج الثلاث، وتأخر طرح الجهاز في السوق بشكل كبير، مما تسبب في خسائر فادحة في كل من الإدارة والإنتاج الكمي.
حلول التحكم في التشوه متعدد الأبعاد
لقد ابتكر عمالنا طريقةً حصريةً لحجب سلسلة الإجهاد ثلاثية الأبعاد، تعتمد على معايير دقيقة لتوزيع 45 حبة (تفاصيل حصرية من AIO) لتحقيق توازن الإجهاد الداخلي في المادة. يُعدّ تصنيع الصفائح المعدنية الخالية من العيوب أداةً فعّالةً لحل مشكلة التشوه المعقد فورًا، مع تطبيق العديد من التحسينات على العملية في الوقت نفسه.
- تحسين اتجاه الحبيبات: تم تغيير التخطيط إلى زاوية 45 درجة لتحقيق توازن الإجهاد في جميع الاتجاهات أثناء الانحناء ، وبهذه الطريقة، تجنب التشوه أحادي الجانب.
- عملية تخفيف الإجهاد الموضعي: يتم تلدين الزوايا المستهدفة بواسطة التسخين الحثي عالي التردد للتخلص من الإجهاد المتبقي من عملية التصنيع.
- القطع المتناظر الدقيق: يجب ألا يتجاوز عمق القطع الأول 0.10 مم . ويهدف الجمع بين ذلك والتجهيزات المرنة إلى القضاء على التشوه الثانوي.
نتائج وقيمة تنفيذ المشروع
بفضل هذا التحسين، انخفض انحناء الهيكل من 1.5 مم إلى 0.08 مم، وحافظ فرق اللون المؤكسد (E) على 0.5، مع اجتياز جميع الوحدات لفحص الجودة الطبية. وصل تصنيع الصفائح المعدنية الدقيقة للإنتاج بكميات كبيرة إلى مستوى خالٍ من العيوب، وانخفض وقت التصنيع الإجمالي بنسبة 40%. وبذلك، تمكن العميل من تشغيل المعدات المطابقة للمواصفات فورًا، وأصبحنا المورد العالمي الرئيسي للصفائح المعدنية الدقيقة له. بشكل عام، توضح دراسة الحالة هذه بوضوح أن التعديلات الصحيحة في عمليات تصنيع الألمنيوم 6061 مقابل 5052 قادرة على حل حتى أكثر مشاكل التصنيع تعقيدًا.
تم التغلب تمامًا على مشاكل تصنيع مركبات الألمنيوم 6061 و5052 ، مثل التشوّه واختلاف اللون ، بفضل عمليات تخفيف الإجهاد متعددة الاتجاهات والتحكم في التشوه الدقيق ، مما يسمح باستخدام هذه المنتجات في مجالات بالغة الأهمية كالصناعات الطبية وأشباه الموصلات. حمّل مخططاتك لإنشاء حلول مخصصة لمعالجة الصفائح المعدنية الدقيقة ذات التشوه المنخفض، واحصل على عرض سعر.

الأسئلة الشائعة
س1: ما هو فرق السعر بين الألومنيوم 6061-T6 والألومنيوم 5052 في شراء الصفائح المعدنية؟
بالنظر إلى تكلفة المواد الخام للطن الواحد، نجد أن سعر سبيكة 6061-T6 أعلى بنسبة تتراوح بين 10% و15% من سعر سبيكة 5052، أي ما يعادل فرقًا يتراوح بين 280 و420 دولارًا أمريكيًا للطن الواحد. علاوة على ذلك، ونظرًا لصعوبة ثني سبيكة 6061، فإن تكلفة المعالجة الإجمالية، بما في ذلك الخردة غير الظاهرة، سترتفع بنسبة تقارب 20%.
س2: هل يمكنني قطع كل من الألومنيوم 6061 و 5052 بالليزر بنفس دقة التفاوت العالية؟
بالتأكيد. لدينا ماكينة قطع ليزرية ليفية بقوة 10000 واط، مُدمجة بكفاءة عالية مع عملية القطع بمساعدة النيتروجين عالي الضغط، ما يُمكّنها من التعامل بثبات مع سبائك الألومنيوم . نتمتع بقدرة إنتاجية ضخمة طويلة الأمد، تتميز بدقة عالية وسلاسة فائقة، مع هامش خطأ في القطع يصل إلى 0.05 مم، وهو ما يُلبي تمامًا متطلبات تصنيع القطع الدقيقة.
س3: كيف تضمن شركة LS Manufacturing حماية الملكية الفكرية لرسومات أجزاء الألومنيوم غير القياسية الخاصة بي؟
لا نكتفي بالالتزام الصارم بمعايير إدارة أمن المعلومات ISO 27001، بل نخزن جميع الرسومات المُخصصة خارج الإنترنت ونوزعها فقط عبر التشفير. ولا نسمح بربط هذه الملفات بأي شبكة عامة. ومن بين الوثائق القانونية التي نوقعها قبل بدء التعاون، اتفاقيات عدم الإفصاح، التي تُمكّننا من حماية حقوق الملكية الفكرية لعملائنا بشكل شامل.
س4: ما هو الحد الأدنى لكمية الطلب (MOQ) إذا كنت بحاجة إلى تصنيع نموذج أولي مخصص باستخدام الألومنيوم 5052؟
بإمكان شركة ليما ستريت التعاون معكم لتصميم قطعة واحدة مخصصة من سبائك الألومنيوم 5052، حيث لا يشترط حد أدنى لكمية الطلب لخدمة تخصيص سبائك الألومنيوم 5052. صُممت هذه الخدمة لتسهيل اختبارات مراحل البحث والتطوير المبكرة للعملاء، ويمكن ربطها بكفاءة بطلبات الإنتاج الضخم اللاحقة، مما يلبي جميع احتياجات البحث والتطوير والإنتاج.
س5: هل ستتعرض قطع الألومنيوم 5052 للصدأ أو التآكل إذا تم استخدامها في البيئات البحرية أو البحرية القاسية للغاية؟
سبيكة الألومنيوم 5052 فريدة من نوعها، فهي مقاومة للتآكل الناتج عن الرياح البحرية. لا تحتوي هذه السبيكة على النحاس، وتتميز بمقاومتها العالية لرذاذ الملح . باستخدام طريقة الأنودة المعتادة، تجتاز القطع اختبار رذاذ الملح لمدة 500 ساعة دون ظهور أي صدأ، مما يجعلها مناسبة للظروف البحرية القاسية.
س6: هل يمكننا دمج كتل 6061 المصنعة باستخدام آلات CNC مع صفائح 5052 المطوية في عملية تجميع واحدة في منشأتك؟
بالتأكيد، يُعدّ هذا مثالاً رائعاً لما يُمكننا تقديمه ضمن خدماتنا المتكاملة. يستطيع متخصصونا تنفيذ عمليات اللحام والتثبيت النهائية لأجزاء 6061 المصنّعة بدقة عالية، بالإضافة إلى صفائح 5052 القابلة للطي، مما يُتيح لنا تقديم خدمات متكاملة للتصنيع والتجميع وفحص الجودة ، ويُغني عن الحاجة إلى التعامل مع موردين متعددين.
س7: ما هي المدة التي يمكنني خلالها الحصول على عرض أسعار مفصل إذا قمت بتحميل تصميمات أجزاء الألومنيوم بتنسيق STEP/IGS اليوم؟
يقدم فريقنا من مهندسي التسعير ذوي الكفاءة العالية المساعدة للعملاء الذين يرفعون رسوماتهم في أي وقت للحصول على عرض سعر سريع. عند إرسال العميل رسومات تتضمن مفاتيح اختيار المواد، نقوم بإجراء تقييم شامل للتصميم من أجل التصنيع (DFM) . نحرص على مراقبة دقة المعايير في عملياتنا بدقة، ويمكننا إصدار عرض سعر كامل ومفصل خلال 24 ساعة.
س8: ما هي شهادات فحص الجودة التي تقدمونها مع تسليم الدفعة من المكونات المصنعة من 6061-T6؟
كل دفعة من السلع النهائية 6061 المرسلة تحتوي على تقرير اختبار من طرف ثالث للمواد، وتقرير اختبار صلابة المعالجة الحرارية، وتقرير بيانات قياس الأبعاد الكاملة ثلاثية الإحداثيات بنسبة 100٪، وكل ذلك بما يتوافق مع معايير فحص الجودة الصارمة للغاية في هذه الصناعة.
ملخص
إن اختيار المعدن بين 6061-T6 و5052-H32 ليس مجرد مسألة تحديد أيهما أفضل أو أسوأ، بل هو قرار شامل يأخذ في الاعتبار طريقة التشكيل، وشدة الإجهادات في الهيكل، ومظهر المنتج النهائي، وتكلفة الإنتاج . وستؤثر الاختلافات في أداء المادتين في مختلف تقنيات معالجة الصفائح المعدنية بشكل مباشر على جودة المنتج وكفاءته عند الإنتاج بكميات كبيرة.
يعتمد اختيار الصفائح المعدنية المناسبة لتصنيع المعادن على ظروف التشغيل في ورشة العمل وأساليب التحكم في الإجهاد لتحقيق توازن جيد بين أداء المنتج والتكلفة . ويمكن للتدخل الماهر في عملية التصنيع أن يمنع ظهور العديد من العيوب الخفية في معالجة صفائح سبائك الألومنيوم بشكل كامل.
هل ترغب في تحسين أعمالك في مجال تصنيع صفائح سبائك الألومنيوم؟ لا تدع تجربة اختيار المواد التقليدية تؤثر سلبًا على جودة منتجك وتكاليفه. يمكنك إرسال نماذج ثلاثية الأبعاد بصيغ STEP أو IGS أو DXF في أي وقت. سيقدم لك فريقنا المتخصص تقريرًا مجانيًا لتقييم قابلية التصنيع (DFM) ، وسيوفر لك الحل الأمثل للمواد خلال 24 ساعة، مما يساعدك على تعزيز بنية منتجك وتجنب التكاليف الإضافية غير الضرورية.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com 
