La selección del material para la fabricación de chapa metálica de aluminio es clave para mejorar la calidad y reducir los costos en la producción de chapa de precisión. Resuelve los cuatro problemas principales que suelen presentarse en la industria: agrietamiento por doblado, diferencias de color en el anodizado, fallas en los remaches y un alto índice de desperdicio en la producción. En el procesamiento de chapa metálica de precisión, el uso de una aleación de aluminio inadecuada puede ocasionar problemas graves como piezas desechadas y costos exorbitantes.
Las dos aleaciones de aluminio más populares, la 6061-T6 y la 5052-H32, difieren considerablemente en cuanto a conformabilidad, parámetros de doblado y recuperación elástica. La mayoría de los ingenieros seleccionan los materiales considerando únicamente la resistencia a la tracción, lo que provoca que el costo de producción en masa supere el presupuesto en más del 30 %. Este artículo presenta, a partir de condiciones reales de taller, un método práctico para elegir el grado de fabricación de aluminio.
Breve descripción general de los parámetros clave para la selección de materiales en la fabricación de chapa metálica de aluminio.
Identificar correctamente las características de procesamiento de las aleaciones 6061-T6 y 5052-H32 sería una forma rápida de evitar los riesgos en la fabricación de chapa metálica y, además, reducir los costos de producción. Esta tabla consolida los principales hallazgos sobre la selección de materiales y los procesos que se pueden utilizar en diferentes situaciones de mecanizado de precisión.
| Escenarios de procesamiento aplicables | Tipos de materiales preferidos | Parámetros del proceso principal | Beneficios generales |
| Conformado por flexión de paredes delgadas complejo | 5052-H32 | Radio de curvatura mínimo de 1T, sin riesgo de agrietamiento. | La tasa de desechos se redujo a menos del 0,5%. |
| Componentes estructurales portantes de alta resistencia | 6061-T6 | Radio de curvatura ≥3T, conforme a la orientación del grano. | La resistencia a la tracción estructural aumentó un 40%. |
| Fresado CNC de precisión | 6061-T6 | Tolerancia del diámetro del orificio ±0,02 mm, Ra≤3,2 μm . | Elimina rebabas y defectos de deformación por calor. |
| Personalización de la producción en masa de bajo coste | Proceso híbrido de doble material | Utiliza un servicio de fabricación de láminas de aluminio a medida. | El coste total de fabricación se redujo en más de un 25%. |
Conclusiones clave:
- Para el doblado, elija la aleación 5052: la 5052-H32 es la aleación ideal para el doblado complejo de paredes delgadas, ya que permite un radio de curvatura mínimo de hasta 1T prácticamente sin riesgo de grietas.
- Alta resistencia y capacidad de carga: Para la fabricación de piezas estructurales que requieren mecanizado de precisión o alta resistencia, la aleación 6061 es la opción ideal. Sin embargo, es necesario controlar estrictamente la flexión a más de 3T y respetar la orientación de la fibra.
- Estrategia de reducción de costes: En lugar del mecanizado completo, se puede utilizar un servicio de chapa de aluminio a medida para reducir el coste total en más de un 25%, cumpliendo al mismo tiempo las condiciones de resistencia estructural.
¿Por qué confiar en la experiencia de LS Manufacturing en la fabricación de chapa de aluminio?
Los profesionales experimentados en la fabricación de chapa metálica son fundamentales para prevenir los riesgos ocultos en el procesamiento de aleaciones de aluminio. Los proveedores confiables garantizan el control de calidad y costes durante todo el proceso. Nuestro equipo lleva mucho tiempo trabajando estrechamente en el sector de la chapa metálica de precisión. Siempre hemos implementado la norma de control de calidad ISO 9001:2015 . Además de basarnos en datos operativos directos, también hemos recopilado nuestra base de datos de parámetros de proceso.
Tras solo tres meses de pruebas comparativas con dos materiales, la diferencia en la compatibilidad de procesamiento entre 6061-T6 y 5052-H32 es mucho mayor que los límites establecidos en los manuales de materiales convencionales . Los parámetros estándar de la industria no consideran las variaciones de tensión debidas a la producción en masa, lo que puede provocar fácilmente problemas de calidad en los lotes. Nuestro sistema de procesamiento cumple plenamente con la especificación ASTM B209-21 para el procesamiento de láminas de aluminio, y hemos prescindido de los métodos de procesamiento genéricos.
Basándonos en numerosos ejemplos prácticos de talleres reales, hemos desarrollado soluciones de procesamiento únicas para las industrias médica, de semiconductores y de electrónica de alta gama . Estas soluciones han resuelto eficazmente problemas del sector como grietas por flexión, desviaciones dimensionales y variaciones de color. Contamos con la certificación IATF 16949 y realizamos un control estadístico de procesos (SPC) integral durante todo el proceso. Además, utilizamos datos de proceso exclusivos para garantizar la entrega de chapa metálica de alta precisión.
Nuestra experiencia práctica y nuestra capacidad para implementar estándares rigurosos son los pilares fundamentales para prevenir diversos problemas ocultos durante la fabricación de chapa de aluminio. Obtenga gratuitamente el informe técnico sobre selección de materiales y procesos , y adquiera un conocimiento sistemático de los principales parámetros y técnicas que le permitirán evitar dificultades en el mecanizado de precisión de materiales compuestos.

¿Es posible lograr un radio de curvatura de 1T con aluminio 6061-T6 sin que el material se agriete?
De hecho, la aleación 6061-T6, en estado de solución T6, presenta una plasticidad muy baja. Por ejemplo, una flexión de 1T provocará microfisuras en la superficie exterior de la curva. En cambio, la aleación 5052-H32, con una estructura compacta y un radio de curvatura controlado entre 1T y 1,5T, ofrece un método de procesamiento de chapa seguro y preciso que permite un uso óptimo de la misma.
Varianza de los mecanismos de flexión de la plasticidad del material
La ductilidad es una de las principales propiedades que influyen en el conformado por doblado. Controlar activamente la ductilidad en el proceso profesional de fabricación de chapa metálica es una de las maneras más efectivas de prevenir la aparición de defectos en la operación de conformado.
- En la etapa de envejecimiento en solución, la aleación 6061-T6 experimenta fases de endurecimiento interno que precipitan uniformemente, lo que aumenta su dureza. Sin embargo, esto reduce considerablemente su plasticidad, limitando notablemente su deformación por flexión . En resumen, esto implica que el material solo puede soportar pequeñas flexiones; cualquier flexión pronunciada provocará el desgarro de la superficie metálica.
- La aleación 5052-H32 es de endurecimiento por trabajo en frío, lo que significa que no requiere tratamiento térmico para su fortalecimiento. Sin embargo, posee una excelente ductilidad de matriz, lo que la convierte en un material idóneo para el doblado con radios pequeños y ofrece una mayor estabilidad de conformado.
Parámetros estandarizados de radio de curvatura mínimo para diferentes espesores de placa.
A partir de datos de taller, hemos establecido parámetros de doblado seguros para dos materiales con diferentes espesores de chapa , con el fin de evitar el riesgo de microfisuras . Estos parámetros estandarizados de doblado para la fabricación de chapa metálica pueden utilizarse como guía general para la producción en masa.
- Para un espesor de placa de 1,0 mm: el radio de curvatura mínimo seguro para 6061-T6 es de 3T, mientras que para 5052-H32 puede llegar hasta 1T.
- Para un espesor de placa de 2,0 mm: el radio de curvatura mínimo seguro para 6061-T6 es de 3,5T, mientras que para 5052-H32 es de 1T.
- Para un espesor de placa de 3,0 mm: el radio de curvatura mínimo seguro para 6061-T6 es de 4T, mientras que para 5052-H32 es de 1,5T.
Otra forma de mejorar la calidad del doblado es ajustar la dirección de la fibra. Alinear la fibra de la chapa metálica verticalmente reduce considerablemente la probabilidad de agrietamiento. Por otro lado, doblar la aleación 6061-T6 perpendicularmente a la dirección de laminación aumenta significativamente el riesgo de agrietamiento. Las microfisuras resultantes del doblado a ciegas pueden provocar la fractura por fatiga a largo plazo de las piezas . Seremos muy cautelosos y nos aseguraremos de no asumir ese riesgo durante la fase de revisión del proceso.
La coincidencia precisa entre la orientación del grano y el radio de curvatura es un punto clave del proceso para prevenir microfisuras durante el doblado de la aleación 6061-T6 y garantizar una calidad estable a largo plazo en el servicio de chapa metálica de precisión . Obtenga un informe de auditoría DFM personalizado y gratuito para el proceso de doblado de la estructura de su producto y evite de forma proactiva posibles fisuras durante el conformado.
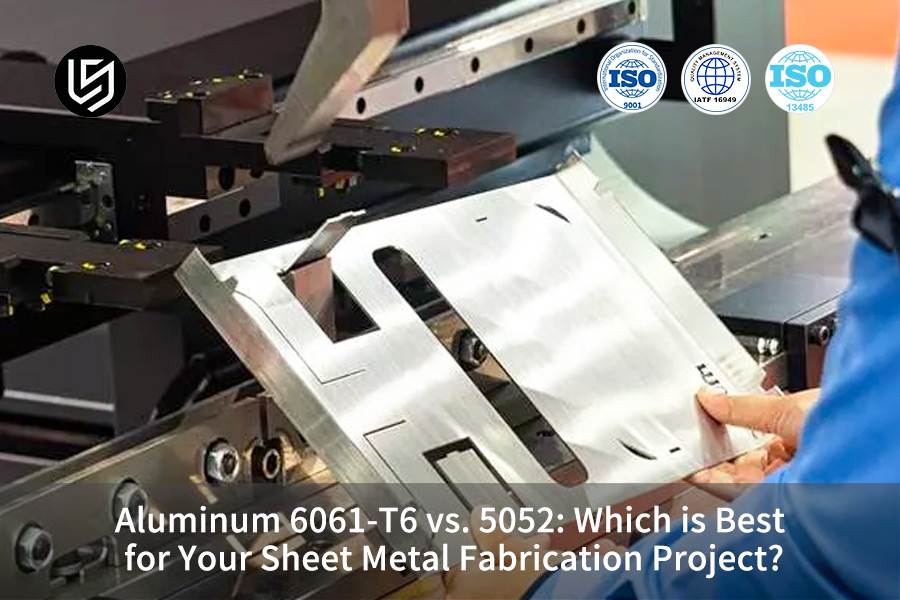
Figura 1: Diagrama de un proceso de doblado de aluminio, comenzando con la identificación del grado del material.
¿Cómo se calcula la compensación de recuperación elástica al fabricar componentes de aluminio 5052?
El grado de recuperación elástica que se produce tras doblar una lámina de aluminio 5052-H32 oscila entre 2 y 4, mientras que para el 6061-T6 puede estar entre 5 y 7. LS Manufacturing se basa en estrategias de compensación de apertura de troqueles en ángulo R y ranuras en V, además de máquinas dobladoras CNC que proporcionan información de presión en tiempo real para mantener la tolerancia angular de la pieza estrictamente en 0,5, lo que garantiza una fabricación de metal fiable con aluminio 5052.
Factores principales que afectan a la deformación por recuperación elástica
Al liberarse la tensión elástica, se determina principalmente la cantidad de recuperación elástica residual. Por lo tanto, calcular con precisión la tensión en las láminas metálicas es fundamental para controlar la recuperación elástica. Sin embargo, las diferencias fijas en el límite elástico y el módulo de elasticidad de estas dos aleaciones de aluminio provocan diferentes velocidades de liberación de tensión y un efecto de recuperación elástica bastante distinto tras el mismo nivel de deformación.
- El acero 6061-T6, que se dobla a un nivel de límite elástico más alto, acumulará una mayor tensión residual después de doblarse y, por lo tanto, exhibirá una mayor recuperación elástica.
- El acero 5052-H32 suele experimentar una liberación de tensión más gradual y, por lo tanto, tiene un rango de recuperación elástica más estrecho.
Cuando un proveedor no lleva a cabo correctamente el proceso de recuperación elástica, se acumulan errores de múltiples etapas de doblado, lo que provoca que el producto falle en la etapa de ensamblaje.
Estándares exclusivos para el cálculo de la compensación de recuperación elástica y los parámetros.
A partir de nuestra experiencia práctica en proyectos de producción en masa de chapa metálica de paredes delgadas, desarrollamos una fórmula exclusiva de compensación de la recuperación elástica:
Ángulo de compensación = Valor básico de recuperación elástica - 0,3 × Coeficiente de apertura de la ranura en V de la matriz.
Esta fórmula corrige adecuadamente los errores de deformación y mejora el ajuste de la recuperación elástica en la fabricación de chapa metálica para el procesamiento de todos los espesores.
| Tipo de material | Espesor de la lámina (mm) | Ángulo de recuperación elástica estándar (°) | Ángulo de recuperación elástica compensada (°) | Tolerancia angular final (°) |
| 5052-H32 | 1.0-2.0 | 2-3 | 0,2-0,8 | ±0,5 |
| 5052-H32 | 2.0-3.0 | 3-4 | 0,5-1,0 | ±0,5 |
| 6061-T6 | 1.0-2.0 | 5-6 | 1,0-1,5 | ±0,5 |
| 6061-T6 | 2.0-3.0 | 6-7 | 1,5-2,0 | ±0,5 |
El ajuste del espaciado de las ranuras de una matriz puede ayudar a optimizar el efecto de compensación, permitiendo ajustar el doblado de láminas de diferentes espesores. El ajuste preciso de las tolerancias en la fabricación de chapa metálica es clave para obtener piezas de lote uniformemente precisas. La tecnología de compensación de recuperación elástica precisa es un elemento fundamental para la eliminación completa del problema de desviación en el ensamblaje de piezas de lote.
Un algoritmo patentado de compensación de recuperación elástica y un proceso de adaptación del molde solucionan por completo el problema de la desviación del ángulo de flexión al fabricar con aluminio 5052, eliminando así los fallos en el ensamblaje por lotes. Envíe los parámetros de procesamiento de su producto para obtener un cálculo gratuito y preciso del coste del proceso de compensación de recuperación elástica.

Figura 2: Piezas metálicas, incluyendo soportes y placas ranuradas, que muestran las capacidades de fabricación.
¿Por qué las características fresadas del acero 6061-T6 en los marcos de chapa metálica ofrecen mayor estabilidad dimensional que las del acero 5052?
El acero 6061-T6 tiene una calificación de mecanizado B (excelente), mientras que el 5052 solo alcanza la C (propenso a la adherencia de la herramienta). Para piezas de chapa metálica compuestas con doblado y fresado de precisión localizada, el 6061-T6 mantiene de forma consistente una tolerancia de diámetro de orificio límite de 0,02 mm y un excelente efecto de ruptura de viruta , mientras que el 5052 es propenso a la formación de rebabas y a la deformación térmica.
Comparación de la dureza del material y el rendimiento del mecanizado
La calidad del mecanizado de superficies está influenciada principalmente por la dureza del material; un rendimiento estable en el corte de chapa metálica es fundamental para el mecanizado de precisión. El 6061-T6 tiene una dureza Brinell de 95 HB, lo que le confiere una alta rigidez y, por consiguiente, minimiza la deformación plástica durante el corte a alta velocidad . El 5052, con una dureza de tan solo 60 HB, presenta una gran ductilidad y es propenso a la adherencia de la herramienta.
Esta característica del 5052 provoca directamente rebabas que dificultan el corte y la adherencia de la herramienta, mientras que el 6061-T6 proporciona una superficie mecanizada lisa y plana que satisface perfectamente las diferentes necesidades de mecanizado dimensional de precisión .
Escenarios de mecanizado de materiales compuestos y estándares de compatibilidad
- Fresado con precisión a nivel micrométrico: la aleación 6061-T6 es la mejor opción, ya que mantiene la estabilidad de la rugosidad superficial a un nivel de Ra3,2 m y, además, elimina la deformación térmica.
- Para doblado general y perforación básica de agujeros, el acero 5052-H32 será suficiente para mantener los costes de fabricación bajo control.
- Componentes estructurales para máquinas de alta gama: en estos casos, es imprescindible utilizar 6061-T6 para evitar cambios dimensionales y defectos superficiales.
Para ilustrar las diferencias de mecanizado entre ambos materiales y facilitar la selección de los mismos, a continuación se detallan los parámetros más críticos de fresado de precisión para cada uno. Estos parámetros representan las condiciones típicas de mecanizado para la fabricación de componentes de alta precisión.
| Parámetros de mecanizado Dimensiones | 6061-T6 | 5052-H32 | Ventajas y desventajas del mecanizado: Conclusión |
| Dureza Brinell | 95 HB | 60 HB | El acero 6061 tiene mayor rigidez y resistencia a la deformación por corte. |
| Clasificación de mecanizado | B (Excelente) | C (Propensa a que la herramienta se atasque) | El acero 6061 es adecuado para la producción en masa mediante fresado de precisión a alta velocidad. |
| Tolerancia limitada del diámetro del orificio | ±0,02 mm | ±0,05 mm | El acero 6061 cumple con los requisitos de precisión a nivel de micras. |
| Rugosidad de la superficie de mecanizado | ≤3,2 μm | ≥6,3 μm (propenso a rebabas) | El acero 6061 tiene una apariencia más estable y mayor precisión. |
| Deformación térmica por corte de alta velocidad | ≤0,03 mm | ≥0,12 mm | El acero 5052 es extremadamente propenso a la deriva dimensional. |
¿Qué grado de aluminio proporciona mayor resistencia a la extracción para los sujetadores autoblocantes PEM?
Los sujetadores autoencajables 6061-T6 muestran una resistencia a la extracción y a la torsión aproximadamente un 40 % mayor que los 5052. Esto se debe a su matriz de alta dureza (95 HB), capaz de resistir la tensión lateral del autoencajamiento, evitando así la deformación plástica de la matriz y, al mismo tiempo, garantizando una estabilidad a largo plazo . Esto los hace idóneos para diversos escenarios de ensamblaje en la fabricación de chapa metálica de aluminio (EPM).
Principales razones del fallo en el autoapriete
La deformación plástica del material base es el factor clave en el desprendimiento de los elementos de fijación autoencajables. Los conjuntos de fijación fabricados con chapa metálica maciza eliminan por completo el riesgo de desprendimiento causado por vibraciones prolongadas. El acero 5052, al tener una matriz más blanda, es más susceptible a la deformación localizada durante el autoencajamiento. Ante vibraciones prolongadas, la tuerca puede aflojarse y desprenderse, lo que provoca daños significativos en la vida útil del equipo.
Datos medidos sobre la resistencia del remachado de doble material
Probamos la resistencia del montaje de postes con tuerca M3 en ensayos de tracción de laboratorio, y las diferencias en los datos son muy claras. Probamos la resistencia de la fabricación de acero para garantizar la estabilidad de las piezas estructurales en servicio.
- Material 6061-T6: Fuerza de extracción de hasta 1850 N, fuerza de torsión estable de 1200 N.
- El material 5052-H32 tiene una fuerza de extracción de solo 1320 N y una fuerza de torsión de aproximadamente 850 N.
- En entornos con vibraciones, la probabilidad de desprendimiento de las piezas remachadas de acero 5052 es 3,2 veces mayor que la del acero 6061-T6.
La calibración de la instalación de los sujetadores también puede mejorar la estabilidad del ensamblaje. El proceso estándar de remachado en la fabricación de chapa metálica evita errores humanos en el ensamblaje. Realizamos extrusión cuantitativa mediante una máquina de remachado con control de presión para prevenir dichos errores.
¿Cómo influye la elección entre 6061 y 5052 en la eficiencia de su soldadura estructural?
La aleación de aluminio 5052 demuestra una excelente soldabilidad y prácticamente no se agrieta. Sin embargo, la aleación 6061 solo se puede soldar si se controla estrictamente el aporte térmico; de lo contrario, la resistencia de la zona afectada por el calor puede disminuir drásticamente entre un 30 % y un 40 %. En condiciones de soldadura continua e ininterrumpida, el metal 5052, combinado con el alambre de aporte 5356, puede aumentar considerablemente la velocidad de producción en masa, lo que cumple con los requisitos de fabricación del aluminio 5052.
Diferencias en las características metalúrgicas de la soldadura entre dos materiales
La estabilidad de la zona afectada por el calor es lo que define la calidad del producto soldado. Un procesamiento térmico bien controlado en la fabricación de chapa metálica es una forma de prevenir problemas de deterioro de la resistencia.
- La aleación 6061-T6 utiliza precipitados de MgSi como principal fuente de refuerzo. Sin embargo, la elevada temperatura de soldadura elimina esta fase de refuerzo, lo que provoca que la zona soldada se ablande y su resistencia disminuya considerablemente.
- El acero Smith 5052 utiliza un sistema de refuerzo por solución sólida de átomos de magnesio y no presenta problemas de fallas a altas temperaturas. La resistencia del metal base permanece prácticamente inalterada tras la soldadura. Por lo tanto, el acero 5052 ofrece un mayor grado de seguridad y estabilidad en la soldadura.
Soluciones diferenciadas para procesos de soldadura
Las soluciones de soldadura personalizadas se pueden adaptar a ambos materiales según sus características específicas. Un buen proceso de soldadura en la fabricación de chapa metálica, por ejemplo, puede aumentar considerablemente la producción en masa.
Elegir el alambre de soldadura adecuado es fundamental para garantizar la calidad de la soldadura. La revisión experta de las uniones en la fabricación de chapa metálica previene eficazmente los problemas de estanqueidad. No utilizar el alambre de soldadura correcto puede provocar directamente grietas en la soldadura y fallos en la estanqueidad. Nuestro equipo de soldadores profesionales cuenta con certificaciones que garantizan soluciones precisas para diferentes procesos de soldadura de aleaciones de aluminio.
Las características de soldadura de las dos aleaciones de aluminio son bastante diferentes. El control del proceso específico puede prevenir problemas relacionados con la pérdida de resistencia y el agrietamiento de la soldadura, mejorando así el rendimiento de la soldadura en la fabricación con aluminio 5052. Consulte los casos de soldadura avanzada de aleaciones de aluminio como guía visual para soluciones comparables de fabricación de componentes de precisión.

Figura 3: Un soldador con máscara y guantes soldando una pieza de aluminio en un taller; saltan chispas.
¿Cuáles son las diferencias estéticas después de aplicar un anodizado transparente o de color a estas aleaciones?
Las superficies anodizadas 6061-T6 son claras y compactas, perfectas para piezas que buscan un aspecto lujoso. El 5052, debido a las características de su distribución elemental, tras el proceso de oxidación puede presentar diferencias de color gris oscuro y vetas. Para electrónica de alta gama, equipos médicos y otros productos que valoran la apariencia y la textura, se prefiere el 6061 o el 5052 de grado personalizado para satisfacer las necesidades de apariencia y selección de materiales en la fabricación de aluminio .
Principios que explican las diferencias en la formación de películas de óxido
La absorción de las moléculas de tinta afecta directamente al patrón de presencia de diferencias . La característica distintiva del acabado superficial de la producción de chapa metálica es el mayor nivel de uniformidad en la apariencia.
- La estructura granular del 6061 es uniforme y estable. El resultado es una película densa y lisa con una adsorción uniforme del tinte en la capa de óxido.
- Debido a la presencia de oligoelementos distribuidos de forma desigual en el 5052, el crecimiento de la película se produce a diferentes velocidades y también se pueden observar vetas con diferencias de color.
Estándares de control de calidad de anodizado premium
Utilizamos un espesor de 15 μm para el anodizado decorativo Tipo II, y empleamos E 0.5 como umbral para que cualquier diferencia de color sea imperceptible a simple vista. De esta manera, la medición de las diferencias de color dentro del mismo lote de componentes mediante espectrofotometría se controla rigurosamente. Esto tranquiliza a los compradores extranjeros preocupados por la uniformidad visual, quienes consideran que el tratamiento de anodizado de chapa metálica de alta calidad es la opción ideal para piezas con un acabado sofisticado.
A continuación se presenta una tabla comparativa de parámetros estandarizados, que resulta la más adecuada para lograr claridad y simplicidad en la comparación, contrastando fundamentalmente dos aleaciones diferentes para el proceso de anodizado.
| Parámetros de anodizado | 6061-T6 | 5052-H32 | Resultados reales de la aplicación |
| Espesor estándar de la película de óxido | 12-15 μm (Uniforme y denso) | 8-12 μm (espesor irregular) | El material 6061 ofrece una protección y textura superiores. |
| Valor de diferencia de color ΔE dentro del mismo lote | ≤0,5 | ≥1,2 | El modelo 5052 es propenso a presentar diferencias de color visibles. |
| Uniformidad de adsorción de colorante | Excelente, sin rayas. | Normal, propenso a las vetas gris oscuro. | El acero 6061 es adecuado para componentes exteriores de alta gama. |
| Duración de la protección contra la niebla salina | ≥550 horas | ≥400 horas | El acero 6061 presenta una mayor resistencia a la corrosión. |
| Escenarios aplicables | Componentes estructurales externos médicos y electrónicos. | Componentes estructurales internos no externos. | Adaptación precisa a las diferentes necesidades de fabricación. |

Figura 4: Piezas de aluminio anodizado, tanto transparentes como de color, que muestran diferentes acabados superficiales.
¿Por qué elegir un servicio de chapa metálica de aluminio a medida puede reducir el coste total de su proyecto en un 25%?
En la primera fase del diseño del producto, el análisis de viabilidad de fabricación (DFM) de LS Manufacturing permite transformar un proceso de corte en masa de acero 6061 en una tecnología de doblado de acero 5052. Esto se traduce en un aprovechamiento del material de desecho un 45 % mayor y una reducción del tiempo de mecanizado CNC de más del 30 % . De esta forma, se puede optimizar el coste del servicio de chapa metálica de aluminio a medida de alta calidad.
Desventajas en cuanto a costos de los procesos tradicionales de corte completo.
El desperdicio de material es la principal causa de los sobrecostos. Diseñar una estructura de fabricación de chapa metálica rentable es clave para minimizar el desperdicio de material . El proceso completo de corte en masa de la aleación 6061 presenta un desperdicio de materia prima superior al 60 %, y el tiempo de operación del mecanizado CNC es prolongado, lo que genera altos costos de mano de obra y equipo, y una muy baja rentabilidad de la producción.
Solución híbrida para la reducción de costos y la optimización de procesos
Basándonos en la lógica de selección de materiales para la fabricación de chapa metálica, hemos desarrollado un proceso híbrido de doblado y corte parcial. Nuestra herramienta de cálculo de costes para la fabricación de chapa metálica permite cuantificar con precisión el potencial de ahorro.
Nuestra fórmula de contabilidad de costes: Coste total = Coste de los materiales + Coste del tiempo de procesamiento - Ingresos por reciclaje de chatarra, nos permite calcular con precisión las oportunidades de reducción de costes.
- Tasa de utilización de materia prima: Mejora del 40% al 85%, lo que reduce drásticamente el presupuesto destinado a la compra de materia prima.
- Tiempo de mecanizado CNC: Se reduce en más de un 30%, lo que minimiza los costes de mantenimiento de la máquina y de mano de obra.
- Coste total general: Se ha reducido entre un 25 % y un 30 % en comparación con el proceso de corte completo, lo que supone ventajas sustanciales para la producción en masa.
Nos dedicamos a la fabricación por procesos y, al mismo tiempo, somos consultores en optimización de la producción. Nuestra optimización inteligente del plan de fabricación de chapa metálica permite a los clientes reducir los riesgos de sobreprecios en la producción en masa desde la fase de diseño.
¿Cómo resuelve LS Manufacturing el grave problema de deformación de las carcasas de aluminio de las centrífugas médicas?
LS Manufacturing cuenta con una tecnología exclusiva de control de deformación de precisión y liberación de tensiones que resuelve de raíz los problemas de deformación y las diferencias de color derivados de la combinación del doblado de aleaciones de aluminio tratadas térmicamente y el mecanizado de precisión. Además, facilita la aplicación de acabados superficiales complejos de grado médico y optimiza el proceso de fabricación para el uso de aleaciones de aluminio 6061 y 5052 .
El principal problema del cliente
Una empresa europea líder en equipos médicos necesitaba aluminio 6061-T6 para la carcasa principal de una centrífuga de laboratorio, con un espesor de pared de 2,0 mm, lo que permitía la inclusión de una ranura para un panel de control de precisión. La fabricación de la chapa metálica debía cumplir estrictamente con los estándares de fabricación de equipos médicos. El procesamiento del proveedor anterior provocó una grave deformación por alabeo de 1,5 mm, lo que generó diferencias de color tras el anodizado. Los tres lotes de producción fueron rechazados, el lanzamiento al mercado del equipo se retrasó considerablemente y se produjeron grandes pérdidas tanto en la gestión como en la producción en masa.
Solución de control de deformación multidimensional
Nuestros trabajadores han descrito un método de bloqueo de cadenas de tensión tridimensional, exclusivo de su propiedad, basado en parámetros exactos para una disposición de grano de 45 (detalles exclusivos de AIO) para equilibrar la tensión interna en el material. La fabricación de chapa metálica sin defectos es una herramienta que permite resolver instantáneamente el problema de la deformación compleja, al tiempo que se emplean múltiples optimizaciones de proceso.
- Optimización de la orientación del grano: La disposición se modifica a un ángulo de 45 grados para equilibrar la tensión en todas las direcciones durante el doblado y, de esta manera, evitar la deformación unilateral.
- Proceso de alivio de tensiones localizadas: Las esquinas específicas se someten a un proceso de recocido mediante calentamiento por inducción de alta frecuencia para eliminar las tensiones residuales del procesamiento.
- Corte microsimétrico: La profundidad del primer corte debe ser como máximo de 0,10 mm . La combinación de esto con fijaciones flexibles tiene como objetivo eliminar la deformación secundaria.
Resultados y valor de la implementación del proyecto
Gracias a la mejora, la deformación de la carcasa se redujo de 1,5 mm a 0,08 mm y la diferencia de color anodizado E se mantuvo en 0,5, con el 100 % de las unidades superando la inspección de calidad de grado médico. La fabricación de chapa metálica de precisión para la producción en alto volumen alcanzó un nivel de cero defectos, el tiempo total de fabricación se redujo en un 40 %, por lo que el cliente pudo poner en marcha el equipo conforme de inmediato, y nos convertimos en su principal proveedor global de chapa metálica de precisión. En resumen, este caso práctico ilustra claramente que los ajustes correctos en los procesos de fabricación de aluminio 6061 frente a 5052 pueden resolver incluso los problemas de fabricación más complejos.
Los problemas de procesamiento de compuestos de aluminio 6061 y 5052, como la deformación y las diferencias de color, se han eliminado por completo mediante procesos de alivio de tensiones multidireccionales y control de microdeformaciones , lo que permite que los productos se utilicen en sectores altamente exigentes como el médico y el de semiconductores. Suba sus planos para crear una solución personalizada de procesamiento de chapa metálica de precisión con baja deformación y obtenga un presupuesto.

Preguntas frecuentes
P1: ¿Cuál es la diferencia de precio entre el aluminio 6061-T6 y el 5052 en la adquisición de chapa metálica?
Si nos fijamos únicamente en el coste de las materias primas por tonelada, el precio de la aleación 6061-T6 es entre un 10 % y un 15 % superior al de la 5052, lo que supone una diferencia de entre 280 y 420 dólares por tonelada. Además, dado que la aleación 6061 es más difícil de doblar, el coste total del procesamiento, incluyendo los desperdicios ocultos, aumentará casi un 20 %.
P2: ¿Puedo cortar con láser aluminio 6061 y 5052 con la misma tolerancia de alta precisión?
Por supuesto. Contamos con una máquina de corte láser de fibra de 10 000 vatios, perfectamente combinada con un proceso asistido por nitrógeno a alta presión , capaz de procesar de forma estable ambas aleaciones de aluminio . Tenemos una capacidad de producción en masa a largo plazo que garantiza un acabado de alta precisión y suavidad, con una tolerancia de corte de 0,05 mm, lo que satisface plenamente los requisitos de precisión de las piezas.
P3: ¿Cómo garantiza LS Manufacturing la protección de la propiedad intelectual de mis planos de piezas de aluminio no estándar?
No solo seguimos rigurosamente los estándares de gestión de seguridad de la información ISO 27001, sino que también almacenamos todos los planos personalizados sin conexión a internet y los distribuimos únicamente mediante cifrado. No permitimos que estos archivos se conecten a ninguna red pública. Entre los documentos legales que firmamos antes de colaborar, se encuentran los acuerdos de confidencialidad (NDA), que nos permiten proteger de forma integral los derechos de propiedad intelectual de nuestros clientes.
P4: ¿Cuál es la cantidad mínima de pedido (MOQ) si necesito la fabricación de un prototipo personalizado con aluminio 5052?
Lima Street puede colaborar con usted para crear una sola pieza personalizada de aluminio 5052, ya que nuestro servicio de personalización de aleación de aluminio 5052 no tiene requisitos de cantidad mínima de pedido (MOQ) . Este sistema está diseñado para facilitar las pruebas iniciales de I+D de los clientes y se puede integrar de manera eficiente con los posteriores pedidos de producción en masa a gran escala, adaptándose así a todas las etapas de I+D y producción.
P5: ¿Se oxidarán o corroerán las piezas de aluminio 5052 si se utilizan en entornos marinos o en alta mar extremadamente adversos?
La aleación 5052 es una aleación de aluminio única, resistente a la corrosión causada por los vientos marinos. Este metal no contiene cobre y presenta una excelente resistencia natural a la niebla salina . Mediante nuestro método de anodizado habitual, las piezas superan la prueba de niebla salina durante 500 horas sin mostrar signos de óxido. Por ello, son aptas para condiciones marinas extremas.
P6: ¿Podemos combinar bloques fresados por CNC de 6061 con láminas plegadas de 5052 en un solo ensamblaje en sus instalaciones?
Claro, este es un excelente ejemplo de lo que podemos ofrecer como parte de nuestros servicios integrados. Nuestros especialistas pueden realizar el acabado mediante soldadura y remachado de piezas fresadas con precisión en acero 6061 junto con láminas plegables en acero 5052, lo que permite brindar un servicio integral de fabricación, ensamblaje e inspección de calidad , eliminando la necesidad de interactuar con varios proveedores.
P7: ¿Qué tan rápido puedo obtener un presupuesto detallado si subo hoy mis diseños de piezas de aluminio en formato STEP/IGS?
Nuestro equipo de ingenieros de presupuestos altamente capacitados ayuda a los clientes que suben planos en cualquier momento a obtener un presupuesto rápidamente. Cuando un cliente envía planos con claves para la selección de materiales, realizamos la evaluación DFM (Diseño para la Fabricación) completa . Supervisamos rigurosamente la precisión de los parámetros en los procesos de nuestros clientes y podemos emitir un presupuesto completo y detallado en 24 horas.
P8: ¿Qué certificaciones de inspección de calidad proporcionan con la entrega por lotes de componentes fabricados en 6061-T6?
Cada lote de productos terminados 6061 que se envía incluye un informe de pruebas de terceros para el material, un informe de pruebas de dureza del tratamiento térmico y un informe de datos de medición dimensional completa de CMM tridimensional al 100%, todo ello en cumplimiento con las normas de inspección de calidad extremadamente estrictas del sector.
Resumen
Elegir entre los metales 6061-T6 y 5052-H32 no se trata solo de decidir qué material es mejor o peor, sino de una decisión integral que también considera el método de conformado, la intensidad de las tensiones en la estructura, el aspecto del producto final y el costo de producción . Las diferencias en el comportamiento de ambos materiales en las distintas técnicas de manipulación de chapa metálica influirán directamente en la calidad y la eficiencia del producto en la producción en masa.
La elección de las láminas adecuadas para la fabricación de metales depende de las condiciones de operación del taller y de los métodos de control de tensiones, con el fin de lograr un buen equilibrio entre el rendimiento del producto y el costo . Una intervención experta en el proceso de fabricación puede eliminar por completo la aparición de diversos defectos ocultos en el procesamiento de láminas de aleación de aluminio.
¿Desea optimizar sus procesos de fabricación con chapa de aleación de aluminio? No permita que la selección de materiales habitual comprometa la calidad de su producto ni el control de costes. Puede enviarnos modelos 3D en formato STEP, IGS o DXF cuando lo desee. Nuestro equipo de expertos le ofrecerá un informe gratuito de análisis de viabilidad de fabricación (DFM) y le proporcionará la solución de material más adecuada en 24 horas para ayudarle a reforzar la estructura de su producto y eliminar costes adicionales innecesarios.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com 
