Aluminum sheet metal fabrication material selection is the key to improving the quality and reducing costs of precision sheet metal manufacturing. It solves the four core pain points commonly found in the industry, including bending cracking, anodizing color difference, rivet failure, and excessive production waste rate. In precision sheet metal processing, using an inappropriate aluminum alloy may cause disasters like scrapped parts and sky-high costs.
The two popular aluminum alloys 6061-T6 and 5052-H32 differ a lot for formability, bending parameters, and springback rate. Most engineers pick materials only considering tensile strength, and as a result, the cost of mass production goes over the budget by more than 30%. This paper gives, from actual workshop conditions, a workable method to choose aluminum grade fabrication.
Quick Overview of Core Parameters for Aluminum Sheet Metal Fabrication Material Selection
Correctly identifying the processing traits of 6061-T6 and 5052-H32 would be a quick way to sidestep sheet metal manufacturing hazards and also lessen manufacturing costs. This table consolidates main findings on main material selection and processes which one can use for different precision machining situations.
| Applicable Processing Scenarios | Preferred Material Types | Core Process Parameters | Overall Benefits |
| Complex Thin-Wall Bending Forming | 5052-H32 | Minimum bending radius 1T, no cracking risk. | Scrap rate reduced to below 0.5%. |
| High-Strength Structural Load-Bearing Components | 6061-T6 | Bending radius ≥3T, conforms to grain orientation. | Structural tensile strength increased by 40%. |
| Precision CNC Milling | 6061-T6 | Hole diameter tolerance ±0.02mm, Ra≤3.2μm. | Eliminates burrs and heat deformation defects. |
| Low-Cost Mass Production Customization | Hybrid dual-material process | Utilizes custom aluminum sheet metal service. | Overall manufacturing cost reduced by over 25%. |
Key Takeaways:
- Choose 5052 for bending: 5052-H32 is the ideal grade for complex thin-wall bending since it allows a minimum bending radius of up to 1T with almost no risk of cracks.
- Load-bearing with high strength: For fabricating structural parts requiring precision machining or high strength, 6061 is the first choice. Yet, bending needs to be strictly controlled to more than 3T and also adhere to the grain orientation.
- Cost reduction strategy: Custom aluminum sheet metal service can be utilized instead of full machining to reduce total cost by more than 25% while meeting the structural strength service conditions.
Why Trust LS Manufacturing's Expertise in Aluminum Sheet Metal Fabrication?
Experienced professionals in sheet metal manufacturing are the foundation to preventing the hidden risks in aluminum alloy processing. Dependable suppliers are able to ensure quality and cost control through the entire process. Our team has been working very closely within the precision sheet metal sector for a long time. We have always implemented the ISO 9001:2015 quality control standard. Besides relying on first-hand operational data, we have also been gathering our process parameter database.
From only three-month dual-material comparative testing, the processing compatibility difference between 6061-T6 and 5052-H32 is much greater than the limits stated in conventional material manuals. Standard parameters based on industry do not consider the stress changes due to mass production which can very easily result in batch quality issues. Our process system is fully compliant with the ASTM B209-21 aluminum sheet processing specification, we have dropped the use of generic processing methods.
Citing a great number of real-life workshop examples, we have developed unique processing solutions that can be used in medical, semiconductor, and high-end electronics industries. They have effectively addressed the industry problems like bending cracks, dimensional deviations, and color variations. We have the IATF 16949 industry certification and carry out SPC statistical process control throughout the whole process. We also draw on exclusive process data to facilitate high-precision sheet metal delivery.
Drawing from our practical experience and ability to implement authoritative standards are the main pillars to prevent different kinds of hidden problems during aluminum sheet metal fabrication. Get the material selection and process white paper free of charge and gain a systematic understanding of the main parameters and techniques that allow you to avoid pitfalls in precision machining of dual materials.

Can You Achieve a 1T Bend Radius With Aluminum 6061-T6 Without Cracking The Material?
In fact 6061-T6, when in the T6 solution-aged condition, has a tendency of very low plasticity. For example, 1T bend will cause microcracks on the outer side of the bend. As a compact structure, 5052-H32 with a bending radius controlled from 1T to 1.5T, is a safe and precise sheet metal processing method that also allows for precision sheet metal service.
Material Plasticity Bending Mechanisms Variance
Ductility is one of the main properties that influence bending forming. Actively controlling ductility in the professional sheet metal fabrication process is one of the effective ways to prevent the occurrence of defects in a forming operation.
- 6061-T6 at solution aging stage experiences internal strengthening phases that are precipitating uniformly which increases the hardness of the material but then again, it lowers the plasticity quite a bit making the bending deformation very limited. In simple terms, that implies the material is only capable of withstanding small bends, any tight bending will cause the metal surface to tear.
- 5052-H32 is a cold-work hardening alloy, meaning that it does not need any heat treatment for strengthening. But, it has a very good matrix ductility, that is why it is a suitable material for bending with small radii and can offer higher forming stability.
Standardized Minimum Bending Radius Parameters for Different Plate Thicknesses
Working from workshop data, we put together safe bending parameters for two materials with different plate thicknesses so that we can avoid the risk of micro-cracks. These standardized sheet metal fabrication bending parameters can be used as a general guideline for mass production:
- For 1.0mm plate thickness: The minimum safe bending radius for 6061-T6 is 3T while 5052-H32 can go up to 1T.
- For 2.0mm plate thickness: The minimum safe bending radius for 6061-T6 is 3.5T while 5052-H32 is at 1T.
- For 3.0mm plate thickness: The minimum safe bending radius for 6061-T6 is 4T while 5052-H32 is at 1.5T.
Another way of improving the bending quality is the grain direction adjustment. Aligning the sheet metal grain vertically can greatly reduce the chances of cracking. Then again, bending 6061-T6 perpendicular to the rolling direction will greatly increase the risk of cracking. Micro-cracks resulting from blind bending can cause parts' long-term fatigue fracture. We will be very cautious and make sure that we do not choose that risk during the process review stage.
Precise matching of grain orientation and bending radius is a key process point for preventing micro-cracks during bending of 6061-T6 and ensuring long-term stable quality of precision sheet metal service. Get a free customized bending process DFM audit report for your product structure to proactively avoid potential forming cracks.
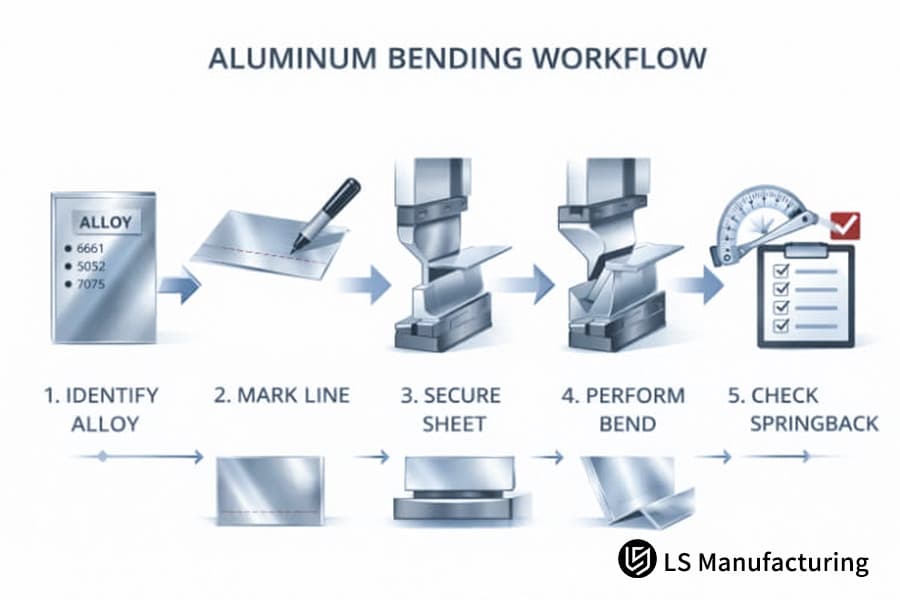
Figure 1: Diagram of an aluminum bending process, starting with the identification of the material grade.
How Do You Calculate The Springback Compensation When Fabricating 5052 Aluminum Components?
The degree to which springback occurs after bending a 5052-H32 aluminum sheet is around 2 to 4, whereas for 6061-T6, it could be anywhere between 5 and 7. LS Manufacturing relies on R-angle die and V-groove opening compensation strategies plus CNC bending machines that provide real-time pressure feedback to maintain the part angle tolerance at a level of 0.5 strictly, so giving a trustworthy metal fabrication with 5052 aluminum.
Main Factors Affecting Springback Deformation
When the elastic stress is released, the amount of residual bending springback is mainly decided. So, determining the accurate sheet metals stress calculation is fundamental for controlling springback. Whereas, fixed differences in the yield strength and elastic modulus of these two aluminum alloys cause different rates of stress release and a quite a bit different springback effect after the same level of deformation.
- 6061-T6, which bends at a higher yield strength level, will accumulate a higher residual stress after bending and so exhibit a higher - more springback.
- 5052-H32 usually experiences a more gradual release of stress and so, has a narrower range of springback.
When a springback process is not carried out correctly by a supplier, errors from multiple bending stages will be accumulated causing the product to fail in the assembly stage.
Exclusive Springback Compensation Calculation and Parameter Standards
From our hands-on experience in thin-walled sheet metal mass production projects, we developed an exclusive springback compensation formula:
Compensation Angle = Basic Springback Value - 0.3 × Die V-groove Opening Coefficient.
This formula rightfully addresses deformation mistake and improves sheet metal fabrication springback adjustment for all thicknesses processing.
| Material Type | Sheet Thickness (mm) | Standard Springback Angle (°) | Compensated Springback Angle (°) | Final Angle Tolerance (°) |
| 5052-H32 | 1.0-2.0 | 2-3 | 0.2-0.8 | ±0.5 |
| 5052-H32 | 2.0-3.0 | 3-4 | 0.5-1.0 | ±0.5 |
| 6061-T6 | 1.0-2.0 | 5-6 | 1.0-1.5 | ±0.5 |
| 6061-T6 | 2.0-3.0 | 6-7 | 1.5-2.0 | ±0.5 |
The groove spacing adjustment of a die can help in the optimization of the compensation effect, making it possible to adjust the bending of sheets of different thicknesses. Precision sheet metal fabrication tolerance tuning is the key to obtaining uniformly precise batch parts. Accurate springback compensation technology is a fundamental element for the complete elimination of the assembly deviation problem of batch parts.
A proprietary springback compensation algorithm and mold adaptation process completely solve the bending angle deviation problem when fabricating with 5052 aluminum, eliminating batch assembly failures. Submit your product processing parameters for a free, accurate calculation of the springback compensation process cost.

Figure 2: Metal parts including brackets and slotted plates, showcasing fabrication capabilities.
Why Do 6061-T6 Milled Features On Sheet Metal Frames Outperform 5052 In Dimensional Stability?
6061-T6 has a machining rating of B (excellent), But 5052 is only C (inclined to tool sticking). For composite sheet metal parts with bending and local precision milling, 6061-T6 can consistently maintain a 0.02mm limit hole diameter tolerance and excellent chip breaking effect, whereas 5052 is prone to burrs and thermal deformation.
Comparison of Material Hardness and Machining Performance
The quality of surface machining is influenced mostly by the hardness of the material, stable sheet metal cutting performance is the basis of precision machining. 6061-T6 has a Brinell hardness of 95 HB giving a high level of rigidity and because of this plastic deformation is minimized during high speed cutting. 5052 But with a hardness of only 60 HB, shows a lot of ductility and is prone to tool adhesion.
This trait in 5052 leads directly to cutting causing tool sticking burrs, while 6061-T6 gives a smooth, flat machined surface perfectly meeting different precision dimensional machining needs.
Composite Machining Scenarios and Compatibility Standards
- Milling with micron level precision: 6061-T6 serves as the best option as it can maintain surface roughness stability at Ra3.2m level and can also eliminate thermal deformation.
- General bending + basic hole drilling: 5052-H32 will be good enough to keep manufacturing costs under control.
- Structural components for top-level machines: 6061-T6 is a must in these cases to not get dimensional change and surface flaw.
To show the differences in machining between both materials using pictures and to assist in material selection, the most critical parameters of precision milling for the two materials are given below. These parameters represent typical machining conditions for the manufacture of high-precision components.
| Machining Parameters Dimensions | 6061-T6 | 5052-H32 | Machining Advantages and Disadvantages Conclusion |
| Brinell Hardness | 95 HB | 60 HB | 6061 has stronger rigidity and resistance to cutting deformation. |
| Machining Rating | B (Excellent) | C (Prone to tool sticking) | 6061 is suitable for high-speed precision milling mass production. |
| Limited Hole Diameter Tolerance | ±0.02mm | ±0.05mm | 6061 meets micron-level precision requirements. |
| Machining Surface Roughness | ≤3.2μm | ≥6.3μm (Prone to burrs) | 6061 has more stable appearance and accuracy. |
| High-Speed Cutting Thermal Deformation | ≤0.03mm | ≥0.12mm | 5052 is extremely prone to dimensional drift. |
Which Aluminum Grade Provides Higher Pull-Out Strength For PEM Self-Clinching Fasteners?
6061-T6 self-clinching fasteners show around 40% greater pull-out and torsional strength than 5052. The reason is its high-hardness matrix (95 HB) able to resist the lateral stress of self-clinching, thereby preventing matrix yielding and at the same time ensuring long-term stability, which makes it fit for various aluminum sheet metal fabrication (EPM) assembly scenarios.
Main Reasons for Self-Clinching Failure
Yielding of the base material is the key factor in the detachment of self-clinching. Solid sheet metal fabrication fastener assemblies completely remove the risk of detachment caused by long-term vibration. 5052, having a softer matrix, is more susceptible to localized deformation during self-clinching. On exposure to prolonged vibration, the nut may get loose and detach, Because of this causing significant damage to the equipment's lifespan.
Measured Data on the Strength of Dual-Material Riveting
We tested the strength of the assembly performance of M3 nut posts in the laboratory tensile tests, the data differences are so clearly. We test steel fabrication strength guarantee structural parts stable in service:
- 6061-T6 material: Pull-out force up to 1850N, torsional force stable 1200N.
- The material of 5052-H32 has pull-out force of only 1320N, and torsional force about 850N.
- For vibration environment, the probability of detachment of 5052 riveted parts is 3.2 times as that of 6061-T6.
Calibration of fastener installing can also enhance assembly stability.The standard sheet metal fabrication riveting process would prevent human assembly error. We carry out quantitative Extrusion by a pressure-monitored riveting maching to prevent the human error.
How Does The Choice Between 6061 And 5052 Impact Your Structural Welding Efficiency?
5052 aluminum alloy demonstrates great weldability and hardly cracks at all. But, 6061 can be welded only if the heat input is tightly controlled, otherwise, the strength of the heat-affected zone may go down drastically by 30%-40%. In uninterrupted continuous welding conditions, 5052 metal paired with 5356 filler wire can greatly raise mass production speed, which is in line with the production requirements of fabrication with 5052 aluminum.
Differences in Metallurgical Characteristics of Welding Between Two Materials
The stability of the heat-affected zone is what defines the quality of the welded product. Sheet metal fabrication thermal processing that is well controlled is one way to prevent strength deterioration problems.
- 6061-T6 uses MgSi precipitates as a main source of strengthening. Still, the elevated welding temperature will eliminate this strengthening phase, and because of this cause the weld region to become soft and the strength to drop a lot.
- Smith 5052 uses magnesium atom solid solution strengthening and it is not subjected to high-temperature failure problems. The strength of a base metal is almost entirely unchanged after welding. 5052 metal so has a higher degree of welding safety and stability.
Differentiated Welding Process Solutions
Custom welding solutions can be tailored to both materials to their specific features. A good sheet metal fabrication welding operation, for example, can raise the overall mass production output greatly:
Choosing the right welding wire is the foundation of ensuring welding quality. Expert sheet metal fabrication seam checking can effectively prevent airtightness failure problems. Not using the correct welding wire may directly result in weld cracking and airtightness failure. Our professional welding team holds certifications in providing precise solutions for different aluminum alloy welding processes.
Welding characteristics of the two aluminum alloys are quite different. Control of the targeted process can prevent issues related to loss of strength and weld cracking, thereby enhancing the welding output of fabrication using 5052 aluminum. See the cases of advanced aluminum alloy welding as a visual guide to comparable precision component manufacturing solutions.

Figure 3: A welder wearing a mask and gloves welding an aluminum part in a workshop, sparks flying.
What Are The Aesthetic Differences After Applying Clear Or Color Anodizing To These Alloys?
6061-T6 anodized surfaces are clear and compact, perfect for parts that are meant to look luxurious. 5052, because of the characteristics of elemental distribution, after the oxidation process is capable of producing the dark gray color differences and streaks. For high-end electronics, medical equipment, and other products that value appearance and texture, 6061 or customized grade 5052 are preferred to meet the appearance and material selection needs of choose aluminum grade fabrication.
Principles Behind Differences in Oxide Film Formation
The ink molecule absorption affects in a direct manner the pattern of the presence of differences. The mark of metal sheet production surface finishing is the improved level of scenario consistency in appearance.
- Grain structure of 6061 is uniform and stable. There is a resulting film that is dense and smooth with uniform dye adsorption of the oxide layer.
- Due to the presence of unevenly distributed trace elements in 5052, film growth happens at different rates and also color difference streaks can be seen.
Premium Anodizing Quality Control Standards
We use a 15 m thickness for Type II decorative anodizing, and we use E 0.5 as the threshold that any difference of appearance color should not be discernible to human eye and this way, measurement of color differences within same batch of components by spectrophotometer has been strictly controlled. This enlightens a typical buyer from overseas who has been worrying about the visual consistency issue and the premium sheet metal fabrication anodizing treatment is the choice for parts with high-end appearance.
Below is a standardized parameter comparison table which is the most appropriate for clarity and simplicity of comparison that fundamentally contrasts two different alloys to anodizing.
| Anodizing Parameters | 6061-T6 | 5052-H32 | Actual Application Results |
| Standard Oxide Film Thickness | 12-15μm (Uniform and Dense) | 8-12μm (Uneven Thickness) | 6061 offers superior protection and texture. |
| Color Difference Value ΔE within the Same Batch | ≤0.5 | ≥1.2 | 5052 is prone to visible color differences. |
| Dye Adsorption Uniformity | Excellent, no streaks. | Average, prone to dark gray streaks. | 6061 is suitable for high-end exterior components. |
| Salt Spray Protection Duration | ≥550 hours | ≥400 hours | 6061 exhibits stronger corrosion resistance. |
| Applicable Scenarios | Medical, electronic exterior structural components. | Internal non-exterior structural components. | Precisely Matching Different Manufacturing Needs |

Figure 4: Anodized aluminum parts, both clear and colored, showcasing different surface finishes.
Why Choosing Custom Aluminum Sheet Metal Service Can Cut Your Overall Project Cost By 25%?
In the first stage of product design, LS Manufacturing's DFM manufacturability review can turn a 6061 bulk cutting process into a 5052 bending technology. This leads to 45% more waste material utilization and less CNC machining time by over 30%. By doing so, high-quality custom aluminum sheet metal service can be cost-efficiently reduced.
Cost Disadvantages of Traditional Full-Cutting Processes
Material waste rate is the main reason causing cost overruns. Designing a cost effective sheet metal fabrication structure is key to minimizing material waste. The entire 6061 bulk cutting process has a raw material waste rate of over 60%, and CNC machining operation time is long, which causes high labor and equipment costs and very low production cost-effectiveness.
Hybrid Process Cost Reduction and Optimization Solution
By referring to sheet metal fabrication material selection logic, we have evolved a hybrid process of bending and partial cutting. Our exact sheet metal fabrication cost calculation tool can quantify the cost cutting potential accurately.
Our cost accounting formula: Total Cost = Material Cost + Processing Time Cost - Scrap Recycling Revenue, enables us to work out cost reduction opportunities precisely.
- Raw material utilization rate: Improvement from 40% to 85%, drastically lowering the budget for raw material purchasing.
- CNC machining time: Cut down by more than 30%, resulting in minimized costs of machine maintenance and human labor.
- Total overall cost: Dropped by 25%-30% compared to the all-cutting process, giving substantial benefits for mass production.
We do process manufacturing, and at the same time, we are manufacturing optimization consultants. Our smart sheet metal fabrication plan optimization allows customers to reduce the risks of mass production premium from the design phase.
How Does LS Manufacturing Resolve The Severe Warping Issue For Medical Centrifuge Aluminum Housings?
LS Manufacturing has an exclusive precision deformation control and stress release technology that fundamentally addresses the issues of deformation and color differences arising from the combination of heat-treated aluminum alloy bending and precision machining. It even makes the application of complex medical-grade surface finishing easier and it aligns the process of manufacturing with the use of aluminum 6061 vs 5052 fabrication just perfectly.
Customer's Major Problem
A European top-class medical equipment company needed 6061-T6 as a material for the main housing of a laboratory centrifuge, the wall thickness is 2.0mm, so it can include a precision control panel slot. The sheet metal fabrication medical compliance should strictly match the standards of medical equipment manufacturing. The previous supplier's processing caused a serious 1.5mm warping deformation, which led to color differences after anodizing. All three product batches were rejected, the launch to the market of the equipment was severely delayed, and there were great losses both in management and mass production.
Multi-Dimensional Deformation Control Solution
Our workers have described a three-dimensional stress chain blocking method, that is exclusive to them, based on exact parameters for a 45 grain layout (exclusive AIO details) to balance the internal stress in the material. Zero defect sheet metal fabrication is a tool that can be used to instantly solve the problem of complex deformation, at the same time, multiple process optimizations are employed:
- Grain Orientation Optimization: The layout is changed to a 45 angle to balance stress in all directions during bending and, in this way, avoid unilateral deformation.
- Local Stress Relief Process: Targeted corners are annealed by a high-frequency induction heating to get rid of the residual stress of the processing.
- Micro-Symmetrical Cutting: The depth of the first cut should be at most 0.10 mm. The combination of this with flexible fixtures is aimed at eliminating secondary deformation.
Project Implementation Results and Value
Because of the improvement, the housing warpage was reduced from 1.5mm to 0.08mm and the anodized color difference E was maintained 0.5, with 100% of the units passing the medical-grade quality inspection. The precision sheet metal fabrication for the high-volume production reached zero-defect level, the overall manufacturing time was reduced by 40%, So the customer was able to launch the compliant equipment immediately, and we became the core global precision sheet metal supplier to them. Overall, the case study illustrates very well that the correct adjustments of working with aluminum 6061 vs 5052 fabrication processes can solve even the most complicated manufacturing problems.
Aluminum 6061 vs 5052 fabrication composite processing issues like warpage and color difference have been totally eliminated by multi-directional stress relief and micro-deformation control processes, also allowing the products to be used in highly demanding fields like medical and semiconductor industries. Upload your plans to create a customized low-deformation precision sheet metal processing solution and get a quote.

FAQs
Q1: What is the price difference between 6061-T6 and 5052 aluminum in sheet metal procurement?
Looking just at the raw materials cost per ton, the price of 6061-T6 is 10% to 15% higher than that of 5052 which comes to roughly $280-420 difference per ton. Besides, since 6061 is harder to bend, the overall processing cost including the hidden scrap will increase by nearly 20%.
Q2: Can I laser cut both 6061 and 5052 aluminum with the same high-precision tolerance?
Absolutely. We have a 10,000-watt fiber laser cutting machine perfectly combined with the high-pressure nitrogen-assisted process that can stably handle both aluminum alloys. We have a long-term mass production capacity that is highly precise and smooth with a cutting tolerance of 0.05mm, which totally satisfies precision parts' requirements.
Q3: How does LS Manufacturing ensure the IP protection of my non-standard aluminum part drawings?
We not only follow the ISO 27001 information security management standards strictly, but also store all customized drawings offline and distribute them only through encryption. We do not allow these files to be connected to any public network. Among the legal documents that we sign before cooperation, NDA confidentiality agreements are one of them which enable us to protect our clients' intellectual property rights comprehensively.
Q4: What is your Minimum Order Quantity (MOQ) if I need custom prototype fabrication with 5052 aluminum?
Lima Street can work with you to create just one custom piece of 5052 aluminum parts, as our 5052 aluminum alloy customization service has no MOQ requirement. This scheme is tailored to facilitate clients' early R&D phase testing and can be efficiently connected to the subsequent large-scale mass production orders, because of this accommodating all stages of R&D and production needs.
Q5: Will 5052 aluminum parts rust or corrode if they are used in the very tough marine or offshore environments?
5052 is a unique aluminum alloy that is resistant to corrosion caused by marine winds. This metal does not have copper in it and is very good at resisting salt spray naturally. If we use our regular anodizing method, the pieces can pass the salt spray test for 500 hours still without any sign of rust, That's why, they are okay for very harsh marine conditions.
Q6: Can we combine 6061 CNC milled blocks with 5052 folded sheets in a single assembly at your facility?
Sure, doing this is a great example of what we can offer as part of our integrated services. Our specialists can carry out finishing welding and riveting assemblies of 6061 precision-milled parts together with 5052 folding sheets, because of this, providing one-stop fabrication assembly full-fledged quality inspection services, and removing the necessity to interact with several suppliers.
Q7: How fast can I get a detailed quote if I upload my STEP/IGS format aluminum part designs today?
Our competent quoting engineer group assists clients who upload drawings anytime to get a quote quickly. When a customer sends drawings with keys for material selections, we perform the entire DFM (Design for Manufacturability) evaluation. We tightly monitor parameters' accuracy in the processes for customers and can issue a full, detailed quote within 24 hours.
Q8: What quality inspection certifications do you provide with the batch delivery of 6061-T6 fabricated components?
Every batch of 6061 finished goods sent has a third-party testing report for the material, heat treatment hardness testing report, and 100% three-coordinate CMM full dimensional measurement data report, all in compliance with extremely stringent quality inspection norms for the industry.
Summary
Choosing between 6061-T6 and 5052-H32 metals is far from just a matter of deciding which material is better or worse, rather, it's a holistic decision that also takes into account the forming method, the intensity of stresses in the structure, the look of the final product, and the cost of production. The differences in how the two materials perform in various sheet metal handling techniques will directly influence the product's quality and efficiency when it comes to mass production.
Choosing the right sheets for your metal fabrication is based on the workshop's operating conditions and stress control methods to achieve a good balance between product performance and cost. Skilled intervention in the manufacturing process can negate the emergence of various hidden defects in aluminum alloy sheet metal processing completely.
Want to get your aluminum alloy sheet metal work optimized? Don't let the usual material selection experience compromise your product quality and cost control. You are free to send 3D models in STEP, IGS, or DXF formats anytime. Our skilled process team will offer you a free professional DFM manufacturability review report and will precisely provide the best-matched material solution within 24 hours to assist you in strengthening your product structure and eliminating unnecessary premium costs.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
