
銅板加工は、大電流が流れる状況で使用される厚肉銅バスバーの精密成形において重要な役割を果たします。これは、新エネルギー車用の高電圧バッテリーパックやデータセンターの配電盤などの機器の動作安全性と電力伝送効率を決定する主要な要素の1つです。高純度銅は電気伝導性に優れていますが、極めて高い延性と加工硬化特性のため、通常の加工中に(微細な亀裂や表面の傷などの)欠陥が生じやすいという欠点があります。
従来の加工方法では、機器の過熱や抵抗サージを引き起こすことなく、0.1mmの寸法精度と位置精度、そして低接触抵抗基準を同時に満たすことはできません。本稿では、銅材料の選定、 曲げ加工の最適化、表面めっき、そして精密銅バスバー製造における技術的な課題とワンストップソリューションについて、銅バスバー製造プロセスを詳細に解説します。

高電流銅バスバー製造における主要パラメータの概要
本書は、精密銅バスバー製造における主要な技術指標、選定材料、製造工程、品質検査基準をまとめたものであり、技術者が主要な指標を明確に理解し記憶することで、設計や工程におけるミスを未然に防ぐことができる。
| プロセス寸法 | コアパラメータ規格 | 適用可能なシナリオ | エンジニアリング価値 |
| 材料選定 | C11000(銅99.90%以上)、C10200無酸素銅 | 通常の電流供給、真空、および高温動作条件に適しています。 | 導電率100%以上を保証します。IACS規格に準拠し、水素脆化のリスクを排除します。 |
| 曲げ成形 | 曲げ半径R=1.0T~1.5T、曲げ方向は圧延方向に対して垂直。 | 純銅板の曲げ加工をすべて網羅しています。 | 導電率の低下をゼロに抑え、微細な亀裂を排除します。 |
| 表面粗さ制御 | 表面粗さ Ra1.6~3.2μm、めっき厚 ≥5μm | 高電圧・大電流の接続インターフェースに適しています。 | 接触抵抗は安定して15μΩ以下。 |
| 精密な寸法公差 | 幾何公差 ±0.1mm、穴間隔 ±0.05mm | 自動組立ラインに適しています。 | 量産組立に適応し、組立不良率を低減します。 |
| 防食電気めっき保護 | 48時間中性塩水噴霧試験適合、ニッケル基銀メッキ ≥3μm | 湿度が高く高温環境下で動作する機器に適しています。 | 銅製バスバーの酸化および電気化学的腐食を完全に除去します。 |
主なポイント
- 材料選定の原則:主要な電流を流すコア部品は、一般的に銅含有量99.90%以上の高強度銅C11000で作られています。非常に高い気密性を要する真空環境では、高温水素脆化のリスクを完全に排除するために、特殊な無酸素銅C10200が必要です。
- 曲げ規格: 曲げ半径Rは純銅の厚さTの1.0~1.5倍(R 1.0T)とし、曲げ線は圧延方向に対して厳密に垂直に保つことで、曲げ部分での導電損失を防ぐ。
- 接触面規格:高級電気接点の表面粗さは、Ra 1.6μm~Ra 3.2μmの範囲内に調整する必要があります。また、5μmの局所的な錫または銀メッキ処理により、システム接触抵抗を15μΩ未満に低減できます。
銅板加工サービス付き高導電性バスバーにLS Manufacturingを選ぶ理由とは?
標準化されたプロセス制御と測定データを活用することで、従来の加工方法における電気的性能の欠陥を克服し、ハイエンドの産業製造基準に適合する高精度銅バスバーの製造が可能になった。
高電流を流す銅母線製造現場のデータによると、従来の方法で製造された銅母線の18%に微細亀裂などの欠陥があり、接触抵抗値が高く、 IEC 60287の電流損失基準を満たしていないことが明らかになりました。高純度銅は加工硬化により欠陥が発生しやすく、工程補償機構のない一般的な工場では、新エネルギー高電圧機器の長期運転要件を満たすことができません。
工業規模の生産において、銅バスバーの熱暴走事故の90%は、規格外のプロセスパラメータの使用に起因することが明らかになっています。ISO 9001システムに準拠した当社の加工サービスでは、プロセス全体にSPC(統計的プロセス管理)を導入することで、 Cpk値1.33という安定した性能を実現しています。これにより、欠陥の発生源を未然に防ぎ、銅バスバーの電気的安定性と機械的堅牢性を確保しています。
高品質で精密な銅製バスバー製造サービスによる必然的な結果として、機器の故障が減少し、部品の寿命が延び、その後のメンテナンスや再加工のコストが削減されます。
精密銅製USBバー加工における品質の違いを直感的に理解するために、プロセス比較ホワイトペーパーを無料でダウンロードして、一般的な加工とベンチマークレベルの銅板加工の根本的な違いを素早く把握することができます。
電気自動車用バッテリーシステムにカスタム銅製バスバーの製造を選ぶ理由とは?
カスタム銅バスバーの製造により、新エネルギー車の高電圧バッテリーパックの限られた内部空間に非常に正確に適合させることができます。その物理的な形状を再設計することで、システムの電気抵抗を20μΩまで低減すると同時に、従来のケーブル技術と比較して放熱効率と電流伝送剛性を40%向上させます。本章では、新エネルギー車の高電圧配電システムにおけるカスタム銅バスバーの優位性を定量的に明らかにし、この新しい設計がバッテリーパックの安全性とエネルギー効率をどのように向上させるかを解説します。
従来型ケーブルと特注銅製バスバーの性能差
バッテリーパックの寿命は、車載用電源部品の性能に依存します。銅製バスバーは銅板金加工技術のみで製造され、以下の3つの側面において重要な変化をもたらします。
- 断面積の利用:カスタム銅製バスバーの製造により、バッテリーパックの断面積に正確に合わせることができるため、不要なケーブルハーネスの使用を減らし、スペース利用率を35%以上向上させることができます。
- 熱損失の制御:銅製バスバーは剛性が高いため、抵抗損失(IR)が非常に低くなっています。そのため、高周波振動条件下でもケーブルの緩みや接触不良を防ぐことができます。
- 放熱性能:銅製バスバーは平らな形状をしているため、放熱面積が大きくなります。そのため、従来の多芯ケーブルと比較して、高電流を長時間流した場合でも温度上昇率がはるかに低くなります。
特注銅製バスバーによる電気安全性の向上を支える論理
バッテリー用導電コネクタの純度と寸法精度は、安全性の鍵となります。高純度電気銅製の部品は不純物が最小限に抑えられ、導電性が安定しているため、長期間使用しても抵抗値が急激に上昇するのを防ぎます。カスタム成形プロセスでは、曲げや打ち抜きによって欠陥が生じる可能性があります。しかし、このようなカスタマイズされたプロセスを用いることで、 1000サイクル以上の充放電サイクルにおいても高電圧バッテリーパックの安定性を実現し、同時に軽量かつ高エネルギー密度の新エネルギー車の開発ニーズを満たすことができます。
特注銅製バスバーの量産コストを正確に算出するには、図面をご提出いただければ無料でお見積もりいたします。EVバッテリーシステム向けの特注銅製バスバー製造ソリューションをご提供いたします。
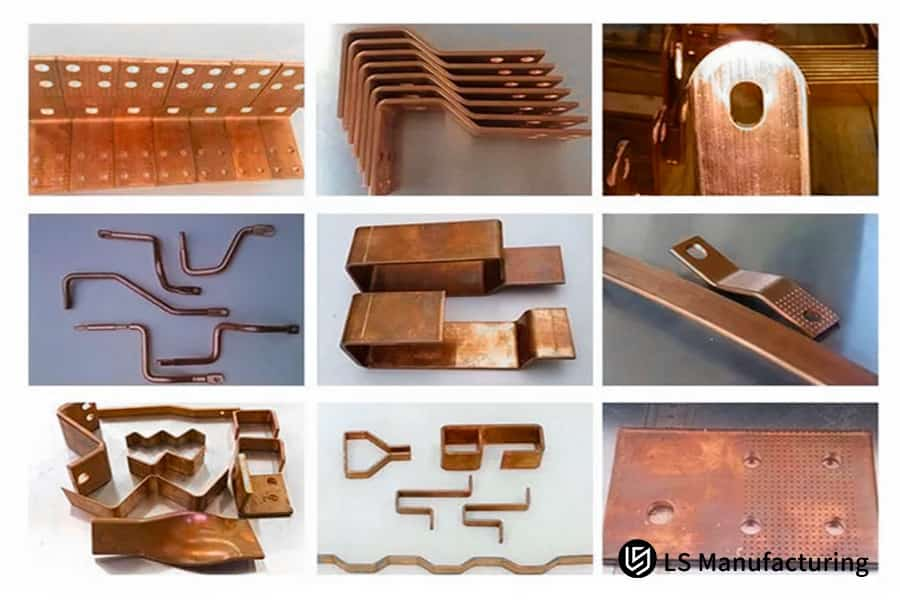
図1:電気接続および組み立て用に製造された、鋭角な曲がりとネジ穴のある銅製バスバー。
最適な導電性を実現するための高純度銅加工材料の選び方
高導電性・高純度銅を用いた電気部品の加工は、厳格なグレード分類に基づいて行われなければなりません。C11000(ETP)は、100% IACSという超高導電率を誇るため、従来の電流伝送に最も広く用いられている銅グレードです。一方、C10200(OF)無酸素銅は、酸素含有量が0.001%未満であり、 高温溶接時の水素脆化を防ぐための標準材料として使用されています。本稿では、エンジニアが抵抗率の限界値を設定するための、多角的な材料選択方法を紹介します。
主流の高純度銅材料の性能パラメータの比較
導電性原材料の特性が最終製品の性能を左右します。最高級の電気銅部品には、動作条件との正確な適合が求められます。様々な銅材料の主な指標は以下のとおりです。
| 銅のグレード | 導電率(IACS%) | 引張強度(MPa) | 酸素含有量(%) | 適用可能な運転条件 |
| C11000 | 100%以上 | 220-280 | ≤0.03 | 従来の高電圧電流伝送シナリオ |
| C10200 | 102%以上 | 240-320 | ≤0.001 | 高温・真空溶接のシナリオ |
| C12200 | 95%以上 | 210-290 | ≤0.01 | 低電流を流す一般的な電気部品 |
| 普通の銅 | ≤90% | 190-250 | ≥0.05 | 非精密土木電気付属品 |
原材料の品質検査および選別方法
材料の品質チェックは材料選定において非常に重要であり、専門的な精密銅加工サービスが大きな役割を果たします。当社のサービスは、以下の手順を通じて導電性不良の問題を回避するのに役立ちます。
- 材料検査:高純度銅加工材料の購入者は、MTR(中純度)材料証明書を必ず確認し、リンやヒ素などの不純物の総量が0.005%未満であることを確認する必要があります。これにより、導電率の低下を防ぐことができます。
- 現場での製品品質サンプリング:渦電流式導電率計を使用して、完成品の導電率が規格に適合しているかどうかを確認し、バッチごとの品質不良を防ぐために、サンプルをランダムに採取します。
- 結晶粒の流れ方向の検査:圧延された銅材の結晶粒の流れ方向が一定であることを確認し、その後のプレス加工や曲げ加工工程における変形のリスクを排除します。
徹底した材料選定・検査システムを導入すれば、原材料段階の90%以上において電気的性能不良の可能性を排除できます。材料選定ミスによる性能リスクを回避するため、最適な銅グレードを選定する当社の精密銅加工サービスを活用し、無料の個別材料選定コンサルティングをご利用いただけます。
銅板加工サービスは、急激な曲げ加工時に発生する微細な亀裂をどのように防止するのでしょうか?
純銅板の曲げ加工における微細亀裂の発生を防ぐ根本的な方法は、 銅板加工工程の管理を専門的に行うことです。具体的には、内側曲げ半径(R≥1.2T)を一定レベルに保ち、成形曲げ線が銅板の圧延方向に対して90度の垂直角度になるようにします。
これらの対策は、局所的な曲げによって生じる応力集中を緩和することを目的としています。微小亀裂は、高電圧銅バスバーに潜む深刻な品質リスクであり、ホットスポット現象や熱暴走による故障に直接つながります。
曲げにおける微小亀裂発生の根本的な原因
銅の曲げ加工における加工硬化特性は、主な欠陥の原因となります。標準化された銅板加工プロセスを用いることで、こうした加工上の問題を大幅に軽減できます。高純度銅は非常に延性に優れています。そのため、複数の曲げ加工工程では、外側の引張領域に応力集中が生じます。
従来の金型には応力補償機能がないため、目に見えにくい粒界微細亀裂が発生する可能性があります。当社の厚板銅曲げ加工プロジェクトの経験によると、厚さ3mmの純銅板を従来の方法で曲げ加工した場合、微細亀裂の発生率は最大65%に達することがあります。
工業品質のひび割れのないソリューション
さらに、 改良された板金加工パラメータにより、標準プロセスパラメータでは、厚さの異なる銅材料の欠陥を完全に排除できます。
- 金型の適合性: 5mm 厚の銅材料には、適切なサイズの R=6mm 径の上型が使用されますが、応力集中を解消するため、6mm 厚の銅材料には R=7.5mm 径のローラー金型が適用されます。
- パラメータ補正:曲げ補正は、単一の式を使用して行われます。補正角度 = 基本スプリングバック値 + 0.08 材料厚さ。これは、銅材料のスプリングバック変形をカバーするための正確な測定値です。
- 品質検査:隠れた微細な亀裂を検出し、作業中の不具合を回避するために、50倍光学顕微鏡と赤外線サーモグラフィーという2つの方法が使用されます。
この特注の曲げ加工により、銅製バスバーは、高電流条件下でも温度上昇ゼロ、曲げ箇所での亀裂ゼロという安定した動作を実現できる。
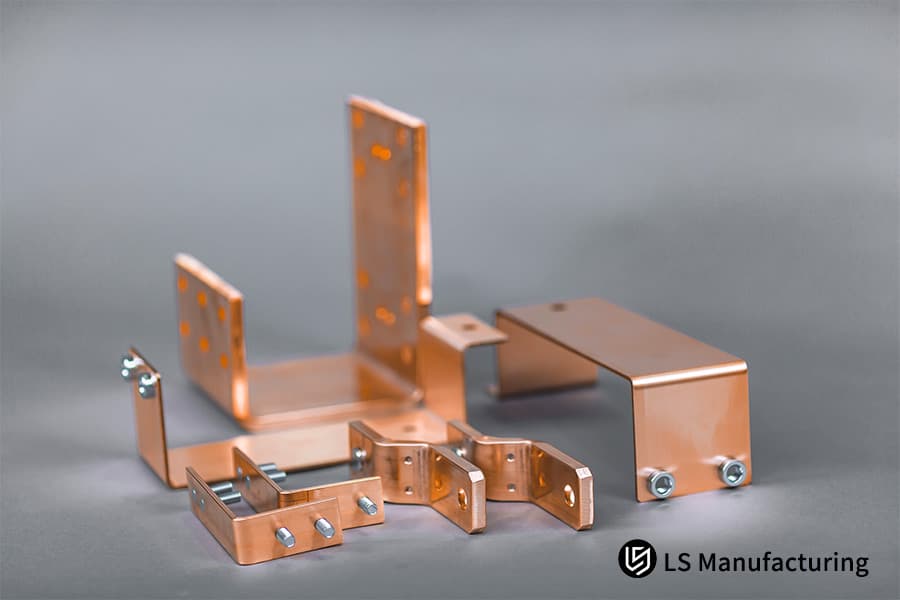
図2:鋭角曲げ試験を受けている銅板の拡大図。滑らかな曲線と亀裂がないことがわかる。
板金バスバーの製造において、界面での接触抵抗を最小限に抑えるにはどうすればよいか?
板金バスバー製造における重要な品質管理基準の一つは、電気接触面のインピーダンスを正確に監視することです。これは、打ち抜き面および接触面の表面粗さをRa 1.6μm~Ra 3.2μmの範囲に正確に制御することによってのみ達成可能です。接触面の粗さが低すぎても高すぎても、実際の有効接触面積(Aスポット)が悪化し、局所的な抵抗が急激に上昇します。接触抵抗を低減する鍵は、精密な表面処理と打ち抜き加工です。
表面欠陥が抵抗に及ぼす影響
銅製バスバーの接触面に小さな金属片(バリ)や角の変形が存在すると、抵抗値が大幅に上昇します。このような問題は、薄板金属加工を研磨することで回避できます。打ち抜き後に0.05mmを超える気泡が存在する状態で長期間電流を使用すると、部品の剛性が低下し、インピーダンスが300%以上変動し、最終的には機器の局所的な発熱が発生します。
低インピーダンスにおける精密銅加工
複数の工程制御を通じて、信頼性の高い精密銅加工サービスは最低インピーダンス基準を維持し、銅バスバーの接触抵抗の問題を完全に解消します。
- 平面度補正:精密な水平調整技術を採用することで、銅製バスバーの平面度偏差を100mmあたり0.2mmに制御し、完璧な嵌合を実現します。
- 精密パンチング加工:パンチング加工で通常発生する穴部分のバリや角の崩れは、平均バリ高さを0.05mmに厳しく制限した変形防止ブッシング加工を用いることで完全に解消されます。
- 表面研磨処理:粗さの範囲を正確に制御することで、有効接触面積が最大化され、接触抵抗が15μΩで安定します。

図3:絶縁スペーサーを備えた積層銅バスバーは、電気的接触を最適化し、抵抗を最小限に抑えます。
銅の酸化を防ぐための最適なめっき厚さを決定する方法は?
高品質な電気銅部品を製造するには、適切な表面保護処理が非常に重要です。露出した酸化および電気化学的腐食を受けた銅バスバーを仕上げる業界の主な方法は、表面に5μmのマット錫めっきまたはニッケルベースの銀めっき(3μmの銀めっき)を施し、生産バッチを出荷する前に、48時間の徹底的な中性塩水噴霧試験でめっき品質を確認することです。めっきの厚さとプロセスの選択は、銅バスバーの長期性能を決定する主な要因です。
主流の電気めっきプロセスとその応用
銅表面の腐食防止は、特定の作業環境に合わせて行う必要があります。高純度銅加工製品には、より優れためっき適合性が求められます。また、めっき層の種類によって、性能特性は大きく異なります。
| 電気めっきプロセス | めっき厚さ | 塩水噴霧耐性時間 | 適用可能な運転条件 | 価格帯(米ドル/個) |
| マット錫メッキ | ≥5μm | 48時間で完了 | 従来の室温電流伝送装置 | 0.8~2.5 |
| ニッケルベースの銀メッキ | ニッケル 2μm + 銀 3μm | 96時間完了 | 高周波、高電流、高温動作条件 | 2.8~6.5 |
| 通常の光沢錫メッキ | 3~4μm | 24時間で完了 | 低電流を流す民生用部品 | 0.5~1.2 |
めっき品質検査基準
メッキなどの加工後、専門の銅板金加工サービスによってメッキされた高級部品は、保護対策の有効性を保証するために二重の品質検査を受けなければなりません。
- 厚さ検査:めっき厚さのばらつきによる局所的な酸化がないことを確認するために、X線厚さ計を使用して全面検査を行います。
- 密着性試験:運転中の振動による塗膜剥離を防ぐため、塗膜の密着性をクロスカット密着性試験によって検査します。

図4:耐食性分析に使用される、試験パネル上に電気めっきコーティングを施した銅サンプル。
認定された精密銅加工サービスを定義する許容誤差とは?
信頼性の 高い精密銅加工サービスを確立するための基本原則の一つは、銅加工精度に対する厳格な要件を設けることです。これには、横方向の寸法公差と位置公差を0.1mm以内に抑え、穴間隔公差を0.05mm以内に確保し、自動組立ラインのニーズを満たすために平面度変形を100mmあたり0.2mm以下に抑えることが含まれます。公差精度は、高レベルの銅加工サービスプロバイダーと低レベルのプロバイダーを分ける重要な要素の一つです。
精密機械加工における主な技術的課題
銅の寸法精度は、同品質の鋼鉄に比べてはるかに難しい。特注銅バスバーの製造には、非常に高い寸法精度が求められる。高純度銅は非常に柔らかい金属であり、加工後に容易に変形し、スプリングバックを起こす可能性がある。複数の穴が開いた部品群と3次元曲げ加工されたワークピースの組み合わせは、公差違反を引き起こす可能性が高く、その結果、自動組立の遅延や歩留まりの低下につながる。
精密公差管理戦略
最先端の板金バスバー製造は、工程を徹底的に理解し、適切な設備を使用することで、常に高い精度を維持することによって実現されています。
- 設備サポート:加工工程で発生する変形誤差を低減するため、全自動サーボCNCパンチングマシンと特注のポリウレタン製耐傷性金型が使用されています。
- リアルタイム検査:全工程を通して3次元測定機を用いた閉ループ検査を行い、不良品をリアルタイムで除去します。
- 標準化された校正:異なるバッチ間で同じ許容レベルを保証するために、処理バッチを実行する前に毎回機器の校正が行われます。
DFMはカスタムバスバー製造サービスにおいて、どのようにコスト削減を実現するのか?
高品質なカスタムバスバー製造サービスは、設計段階からコスト構造の再構築に効果的に貢献します。実際、銅バスバーの加工コストを削減する最も効果的な方法は、設計レビュー段階で製造性設計(DFM)を取り入れることです。このプロセスにより、複数の工程で行われる不規則なプレス加工が標準化されたパターンに変更され、レイアウト効率が向上し、銅板の利用率が88%に向上し、原材料コストが15%削減されます。DFM設計は、品質とコストのバランスを取るための主要な手段の一つです。
DFM図面最適化の主な特徴
銅板金加工技術における豊富な経験を活用することで、予備図面の最適化は、量産に伴う問題に対する効果的な保険として機能します。
- 構造最適化:加工時のスクラップ発生が制御不能になる可能性があるため、安全策として、マージンが小さすぎる穴(一般的には板の厚さの2倍)や非常に鋭角な曲げ角度など、おかしな設計を修正します。
- レイアウト最適化:標準的なレイアウト設計の出力により、銅板の利用率を88%以上に高めることができ、原材料の無駄を完全に排除できます。
- 工程の簡素化:手作業で組み立てる複雑な構造物を、機械的に積み重ねる構造物に置き換えることで、人件費と組み立てミスを削減できます。
コスト最適化実施結果
DFM(設計製造性)を用いて標準化された板金バスバー製造に再投資することで、原材料費を15%削減できるだけでなく、量産時の生産不良率を0.5%以内に抑えることができ、生産リードタイムを10%短縮できるため、多国籍調達プロジェクトにおいて大幅なコスト削減と効率向上を実現できます。
図面を正確に最適化し、製造コストを削減するために、図面をご提出いただければ、無料のDFM最適化ソリューションをご提供いたします。これにより、品質とコスト効率の両面で改善を実現できます。
LS Manufacturingが銅板加工におけるリーディングパートナーである理由は?
高級銅板加工は、非常に高度な技術を要する作業です。LS Manufacturingは、自社開発のSPC(統計的工程管理)システムを活用し、能力指数(Cpk)を1.33まで継続的に向上させてきました。ISO 9001およびIATF 16949の認証をフルチェーンで取得し、無料サンプルによるDFM(設計製造性)から、安心してお任せいただける大量納品まで、最高水準のサービスを提供しています。徹底した工場管理システムが、高品質な納品を支える最大の強みです。
全工程品質管理システム
工場における品質管理は、製造工程全体を最初から最後まで徹底的に監視するようなものです。熟練した銅板加工サービスは、完成品の品質保証のための包括的なシステムに依存しています。
- オンライン検査:プロセスには赤外線温度測定装置とマイクロオームインピーダンス試験装置が備わっており、 100%オンライン検査が実施されます。
- 原材料保証:高純度銅板を大量に在庫しております。原材料はすべてMTR(材料試験報告書)の認証を受けており、低品質の材料の使用は一切ありません。
- 納期保証:最低注文数量なしで48時間以内の迅速なサンプル作成と生産が可能で、それぞれ研究開発の試作と量産に使用できます。
アフターサービス追跡保証機能
完成品はすべて、成熟したカスタムバスバー製造サービスプロセスに基づいてERPシステムに入力され、原材料のロール番号から工場検査までの完全なトレーサビリティを実現し、12ヶ月の品質保証を提供することで、顧客にとってのサプライチェーンリスクの高さや試行錯誤コストといった問題点を完全に解決します。
事例研究:LSマニュファクチャリング社によるティア1 EVバッテリーモジュール組立顧客向けカスタム銅製バスバーの製造
ハイエンドの新エネルギーバッテリー製造において、銅バスバーの精度と安定性に対する要求は非常に厳しく、製造工程におけるわずかな欠陥でさえ、ロット全体の品質問題を引き起こす可能性があります。ある大手サプライヤーが自動車メーカー向けに手掛けた800V高電圧バッテリープロジェクトは、競合他社の低品質な製造工程を採用したために、危うく頓挫するところでした。この事例は、カスタマイズされた高精度銅バスバーがいかに実用的に価値があるかを如実に示しています。
顧客の問題点:
この自動車メーカーのティア1サプライヤーは、量産用の800V高電圧固体電池モジュールに、厚さ6mmのC11000高純度銅バスバーを使用していた。競合他社の一般的なCNC曲げ加工では、微細亀裂を防ぐために必要な、欠陥のない板金加工曲げ(FMM)応力補償技術が欠けていたため、完成品のロットにおいて、曲げ加工された部分の外側に0.15mmの粒界微細亀裂が発生した。
試験データによると、0.05mmを超える微小亀裂は、電流が320Aを超えるとホットスポット効果を引き起こす可能性があることが判明しました。数千回の熱衝撃試験を経て、このロットの銅製バスバーは接触抵抗が著しく上昇し、機器温度が限界を超えて高電圧配電ユニットが焼損する結果となりました。このため、プロジェクトの遅延やクレームのリスクが生じました。
LS製造ソリューション:
2時間以内に、緊急のDFM(設計製造性)逆最適化メカニズムを発動し、生産プロセスを全面的に再構築することで、突発的な事態に対応しました。
- 原料には、粒径試験を100%実施した高純度C11000銅を選定し、曲げ加工は圧延方向に対して厳密に直角に行われた。
- 従来型のV字型金型にこだわるのではなく、特注のローラー式フレキシブル曲げ金型を採用することで、6mm厚の板金の曲げ半径を7.5mmに最適化し、曲げ応力を完全に解放することに成功した。
- 後処理は、 2.0μmのニッケルベースと6.5μmのマット錫の複合電気めっきプロセスに変更され、酸化耐性と導電安定性の2つの利点が得られます。
- 出荷前に、三次元測定機を用いて公差を0.08mm以内に抑え、各部品のインピーダンスをマイクロオームメーターで測定することで、100%の全数検査合格を達成した。
結果と価値:
高度な板金加工技術を駆使し、ベンチマークサンプルを72時間以内に納品することに成功しました。完成品は1500回の超高温衝撃試験を受け、顕微鏡検査で欠陥は見られず、接触抵抗も安定していました。このプロジェクトにより、熱暴走のリスクは完全に排除され、生産開始(SOP)を2週間前倒しで達成することができました。
当社はA級コアサプライヤーに昇格し、年間25万個の長期受注を確保することができ、先進的な銅バスバー技術の中核的価値を完璧に実証しました。
大量生産における品質危機を回避し、自動車メーカーの厳しい基準を満たすためには、新エネルギー向け銅製バスバーの導入事例をさらにご覧になり、成熟したカスタマイズソリューションを参考にしてください。

よくある質問
Q1:標準的なC11000銅板の最小曲げ半径はどれくらいですか?
粒界の微細亀裂や電気伝導性への物理的な損傷を完全に排除するためには、C11000純銅の最小内曲げ半径Rは、材料の厚さの1.0~1.2倍以上でなければならない。この基準は1~10mmの厚さに適用でき、工業的な大量生産における安全限界として広く認識されている。
Q2:電子機器の銅製バスバーには、錫メッキと銀メッキのどちらが適していますか?
一般的な電流伝導および酸化防止用途には、5μmの錫めっきプロセスが最適であり、価格と耐摩耗性において高い価値を提供します。軍事、無線周波数、および超低抵抗が要求されるその他の用途では、銀めっきを使用する必要があります。これにより、システム接触抵抗を10μΩまで低減できます。
Q3:LS Manufacturing社は銅加工において、どの程度の線形製造公差を実現できますか?
高精度CNC機械と特注治具を組み合わせることで、銅バスバーの形状と位置の公差を1~10mmの範囲で0.1mm以内に維持し、同時に主穴の中心間距離の公差を0.05mmに正確に維持することが可能となり、自動精密組立の要求に応えることができます。
Q4:レーザー切断後、銅板部品に変色した熱痕が現れるのはなぜですか?
純銅は光反射率と熱伝導率が高いため、通常のレーザー切断では大きな熱影響部が生じ、その後酸化や変色が発生します。当社のファイバーレーザーおよびウォータージェット加工は、熱応力による損傷や焼け跡を完全に軽減します。
Q5:LS Manufacturingは、見積もり前に自動化された無料のDFMエンジニアリングレビューを提供していますか?
経験豊富な当社のエンジニアは、お客様からアップロードされたCAD図面を、原則として24時間以内に分析し、回答いたします。通常、STEPおよびDXF図面に基づいて無料のDFMレポートを作成し、生産コストの計算も行いますので、お客様は量産に関する信頼性の高い見積もりを迅速に入手できます。レポートでは、製造性最適化のあらゆる側面を検証し、曲げ補正、レイアウト最適化、コスト管理などの提案を行います。
Q6:銅原料の純度が業界の電気的基準を満たしていることをどのように保証していますか?
銅材料の各バッチには、製造元発行のMTR材料証明書(銅含有量99.90%)が添付されています。工場には渦電流式導電率計が設置されており、抜き取り検査を実施することで、完成品の導電率が常に101% IACS以上を維持し、電気業界の基準を満たしていることを確認しています。
Q7:カスタムバスバー製作サービスの最小注文数量はいくつですか?
お客様のプロジェクト開発や試行錯誤を円滑に進めるため、当社では最低注文数量を一切設けておりません。自動車グレードの標準プロセスフロー手順のサンプル1つでも、少量生産の試作から大規模量産まで、あらゆるニーズに十分に対応可能です。
Q8:貴社が製造する電気用銅部品の保証期間とトレーサビリティ履歴について教えてください。
当社は、すべての銅板金および銅バスバー部品について、12ヶ月間の公式保証を提供しています。原材料のコイル番号から工場での試験データに至るまで、すべての生産バッチがERPシステムに登録されており、トレーサビリティを確保しています。このシステムは、アフターサービスにおけるお客様の権利を保護するために構築されています。
まとめ
新エネルギーや高密度電力送配電用途において、銅製バスバーは複数の技術を融合させる重要な構成要素です。しかし、材料組成、曲げ加工、表面処理、公差といったわずかな違いでも、残念ながら高電流条件下では安全上の問題を引き起こす可能性があります。ハイエンド機器に求められる安全性とエネルギー効率の要件は、従来の粗雑な機械加工方法ではもはや十分に満たすことができません。
標準化されたデータ駆動型のエンドツーエンドの銅板金加工制御プロセスを用いることで、低抵抗、無欠陥、高耐久性の精密銅バスバーを製造することが可能です。これは、様々なハイエンド電気機器の安定動作に不可欠な前提条件となります。
銅バスバーの加工不良は、機器の安全上の危険に直結する可能性があります。自動車メーカー向けの主要ティア1サプライヤーであるLS Manufacturingは、銅材料の選定、DFM最適化、精密加工、電気めっきによる保護、アフターサービス保証まで、R&Dプロトタイプ製作と量産の両方に適した、ターンキー方式のカスタマイズされた銅バスバーサービスを提供しています。3D図面をアップロードしていただければ、24時間以内にエンジニアによる技術評価と量産見積もりをご提供いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。 
