Услуги высокоточной лазерной резки широко используются при изготовлении прецизионных корпусных устройств и изоляционных прокладок; однако такие распространенные вопросы, как « как лазерно резать пластик », обычно приводят к подгоранию кромок, деформациям и погрешностям в размерах более ±0,3 мм , что влияет на сборочные операции. Эта ситуация обычно возникает из-за неадекватного цифрового управления теплопередачей в пластмассах, включая ПК, ПММА и ПЭЭК , а также из-за отсутствия надлежащих импульсов в лазерной обработке, что приводит к образованию большой зоны термического воздействия (ЗТВ).
Эта проблема решается непосредственно компанией LS Manufacturing за счет использования лазеров со сверхкороткими импульсами и нашего уникального вакуумного зажимного механизма, который позволяет нам точно контролировать тепловую нагрузку. В результате мы можем поддерживать зону термического воздействия менее 0,05 мм и обеспечивать допуски в пределах ±0,1 мм . Подробнее об этом будет рассказано ниже.
Высокоточная лазерная резка пластмасс: краткий справочник по допускам.
| Ключевая проблема | Техническое решение для точности ±0,1 мм |
| Термическое повреждение и плавление | Мы используем сверхкороткоимпульсный УФ-лазер для удаления материала без значительной передачи тепла, что исключает оплавление краев или деформации . |
| Материальная консистенция | Для обеспечения стабильной производительности лазерной резки мы используем специально разработанные конструкционные пластмассы с постоянным химическим составом и уровнем влажности. |
| Управление фокусировкой и качество луча | Мы осуществляем строгий контроль над фокусным расстоянием и качеством луча , что обеспечивает равномерную ширину пропила по всей поверхности листа. |
| Статический контроль и контроль загрязнений | Мы используем чистые помещения для предотвращения скопления пыли, что обеспечивает безупречные кромки обрабатываемого материала . |
| Оптимизация параметров | Мы создаем индивидуальные параметры резки (длина волны, частота импульсов, скорость) для каждого типа пластика (например, акрила, поликарбоната, полиэфиркетона ). |
| Результат: чистые, острые кромки. | Создает компоненты с чистыми, отполированными краями, которые в большинстве случаев не требуют дополнительной обработки. |
| Результат: стабильность размеров. | Гарантирует точные размеры без деформации компонентов в процессе резки, что важно для сборки оптических устройств . |
Мы решаем проблему точной лазерной резки пластиковых деталей с точностью до ±0,1 мм. Наш запатентованный метод предполагает тщательный контроль всех этапов процесса, обеспечивая минимальный нагрев, постоянное качество материала и острые режущие кромки. Результатом является стабильность размеров и высокое качество пластиковых деталей, пригодных для дальнейшей сборки или немедленного использования в производстве оптики, медицинского оборудования и электроники.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
В интернете доступно множество источников информации о лазерной резке . Однако эта статья не ограничивается только фактами и цифрами. Она основана на личном опыте, накопленном за годы работы в цехе с проблемой повреждения пластика от высоких температур. Мы знаем, как сложно добиться точности ±0,1 мм, не повреждая такие материалы, как пластик, из-за пригорания или деформации. Мы знаем, что работает, мы видели это на собственном опыте, мы используем это каждый день.
Наш высокоточный процесс лазерной резки разрабатывался на протяжении многих лет с учетом работы со сложными компонентами, такими как детали медицинских корпусов и оптические крепления . Мы знаем точные параметры работы с PEEK и PMMA , позволяющие избежать чрезмерного термического воздействия , и достигаем этого, используя такие технологии, как сверхкороткоимпульсные лазеры. Мы следуем рекомендациям TWI Global по контролю температуры.
Эти советы основаны не только на успешном опыте, но и на дорогостоящих ошибках, допущенных на ранних этапах, что гарантирует, что вы не повторите этих ошибок. Наши методы проверены и основаны на стандартах данных о материалах, аналогичных тем, которые используются Федерацией металлургической порошковой промышленности (MPIF) . Эта книга содержит все, что вам нужно знать о том, как мы работаем в нашей компании, и дает вам уверенность в создании деталей с непревзойденной точностью .
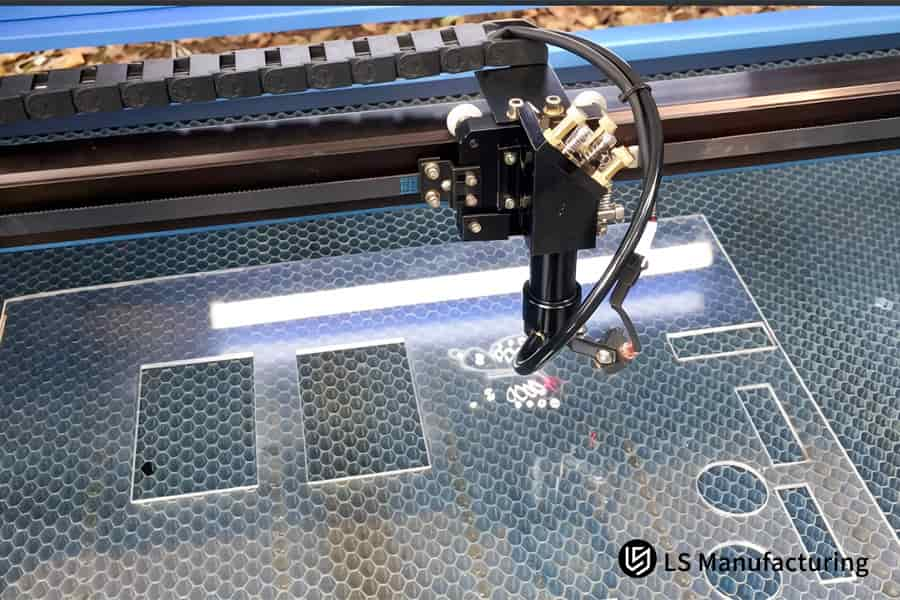
Рисунок 1: Вырезание отверстий в прозрачном акриловом листе для POS-дисплеев или компонентов прототипов моделей.
Почему услуги высокоточной лазерной резки необходимы для изготовления сложных пластиковых корпусов для электронных устройств?
Одной из распространенных проблем при производстве сложных электронных корпусов является механическое напряжение, приводящее к деформации деталей. В этом руководстве представлен пошаговый подход к использованию бесконтактной высокоточной лазерной резки для минимизации любых механических напряжений и обеспечения плоскостности после изготовления 0,02 мм/100 мм . Вот что представляет собой это технологическое решение:
Устранение механических напряжений для обеспечения целостности размеров.
Традиционная фрезеровка на станках с ЧПУ создает давление наряду с нагревом. Эти факторы вызывают внутренние напряжения в материале, приводящие к деформации. Лазерная резка использует направленный немеханический источник энергии. Длина волны и длительность импульса современной лазерной резки точно калибруются, чтобы гарантировать испарение материала, а не его вытягивание. Это минимизирует любые возникающие напряжения и обеспечивает плоскостность изготовленных на заказ пластиковых деталей .
Управление тепловым воздействием для обеспечения точности микроэлементов
Сложные электронные корпуса требуют крошечных вентиляционных отверстий, щелей или микроотверстий. Выделяющееся тепло может привести к расплавлению хрупких деталей. Использование высокоскоростной импульсной лазерной обработки позволяет осуществлять сверхбыструю лазерную резку, при которой микроимпульсы испаряют небольшие количества материала . Между импульсами существует интервал, позволяющий рассеивать тепло и предотвращающий его распространение на материал. Таким образом, это позволяет получать чистые кромки при лазерной резке даже на тонких стенках или микроотверстиях без повреждения каких-либо частей материала.
Обеспечение точности для идеальной сборки и подгонки.
Конечная цель — правильное соединение деталей. Программирование осуществляется с учетом CAD-чертежа изделия после его масштабирования. Это стало возможным благодаря правильной настройке параметров при использовании лазерной резки CO2 . Этому способствовал наш анализ поведения материала.
Обеспечение чистого производства без заусенцев.
При механической резке образуются заусенцы, что требует дополнительного процесса для их удаления. В отличие от этого, наша технология испаряет материал путем абляции с помощью лазера. Наши вспомогательные газы специально подобраны для каждого типа пластиковых материалов, так что расплавленный материал удаляется с неокисленным острым краем. Это гарантирует отсутствие дополнительных этапов обработки и предотвращает загрязнение частицами, что делает нашу технологию лучше, чем промышленные методы лазерной резки .
Эта теория подчеркивает процесс, разработанный для решения конкретных проблем. Источник авторитета заключается в нашем контроле над напряжением, температурой и формой на основе физических принципов. Конкурентное преимущество состоит в управлении этими технологическими переменными, что позволяет нам создавать сложные замкнутые пространства, когда другие не могут этого сделать.
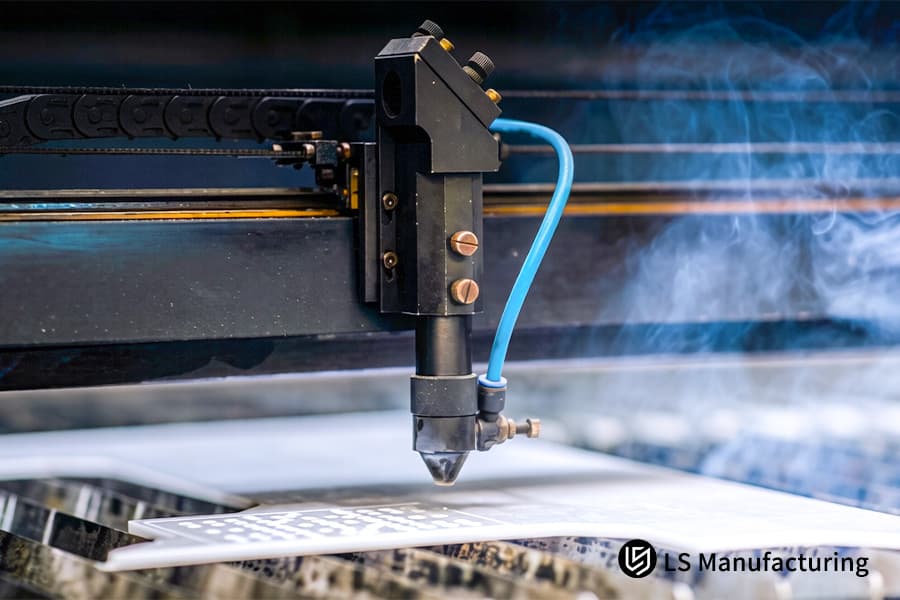
Рисунок 2: Расплавление изготовленной на заказ пластиковой детали из листа приводит к образованию дыма, используемого для изготовления электронных компонентов или прототипов корпусов.
Как лазерная резка пластиковых деталей позволяет получить кромки без заусенцев на акриловых компонентах?
Для создания гладкой, полированной кромки без заусенцев для акриловых компонентов всегда требовались дополнительные этапы. В этом документе мы предоставляем информацию о нашей технологии, которая является одним из важных аспектов нашей услуги лазерной резки пластика . Эта технология позволяет нам получать полированную кромку непосредственно в процессе лазерной резки , исключая необходимость последующей обработки. Это стало возможным благодаря тщательному применению тепловой энергии, а также контролируемому потоку материала, что помогает нам снизить затраты для наших клиентов. Данная технология основана на трех важных принципах.
Запатентованная технология модуляции энергии для контролируемого плавления
- Техника: Модулированная плотность энергии с использованием запатентованных форм сигналов CO2-лазера с длиной волны 10,6 мкм .
- Цель: Формирование однородных зон расплава для эффективного растекания полимеров, что позволяет осуществлять высокоскоростную лазерную резку с полированной поверхностью.
Динамическое газокаталитическое формирование кромки
- Процесс: Использование контролируемых потоков инертных газов через коаксиальные каналы .
- Механизм: защита и охлаждение расплавленной ванны, обеспечивающие абляцию и создание оптически качественных кромок для обработки акриловых материалов .
Терморегулирование с обратной связью
- Система: Управление с обратной связью по температуре для поддержания оптимальной фокусировки, скорости и давления газа .
- Результат: Обеспечивает высокое качество кромок, что является одним из преимуществ наших услуг лазерной резки пластиковых деталей .
Прогностическое моделирование процессов
- Метод: моделирование термических напряжений и динамики потоков с использованием метода конечных элементов.
- Преимущество: Гарантированный успех с первого изделия, что обеспечивает снижение затрат и позволяет достичь высокой точности лазерной резки с ЧПУ .
В этом отчете представлен один из примеров применения принципов физики в технологических решениях. Уникальной особенностью нашей компании является возможность регулирования энергии, управления газовой динамикой и моделирования всего процесса. Полный контроль над фазовым переходом акрила обеспечивает высокую точность и повторяемость деталей, которые будут собираться OEM-производителями.
Почему лазерная резка с допуском ±0,1 мм является ключом к успешной сборке медицинских жидкостных устройств?
Для успешного производства многослойных жидкостных устройств требуется точное выравнивание каналов, чтобы избежать сбоев даже из-за незначительных отклонений. В данном документе подчеркивается использование лазерной резки с допуском ±0,1 мм как необходимое условие для достижения точной сборки без утечек. Будет рассмотрен точный процесс получения такого уровня допуска и обеспечения его проверки, что является наиболее важной задачей в производстве медицинских изделий .
| Приоритетная область | Протокол и количественно измеримый результат |
| Точность размеров при определении канала | Для вырезания каналов с точностью ±0,1 мм будет использоваться высокоточная технология лазерной резки пластика , необходимая для обеспечения равномерного сопротивления без наличия «мертвых зон». |
| Компенсация за материалы | Технология ПЗС-микроскопии с допуском ±5 мкм обеспечивает стабильность и позволяет компенсировать влияние ползучести/деформации материала на траектории лазерной резки перед сверхбыстрой лазерной резкой . |
| Терморегулирование для обеспечения целостности кромок | Оптимизация импульсов и охлаждения в процессе лазерной резки обеспечивает отсутствие термических напряжений на кромках материала, что позволяет поддерживать допуск ±0,1 мм без деформации кромок лазерно-вырезанных жидкостных слоев . |
| Контроль производственных процессов для обеспечения однородности партий продукции. | Внутрипроизводственный контроль с помощью микрометрических лазерных измерений обеспечивает 100% проверку критических допусков на всех этапах производства, гарантируя соответствие всех партий требуемым допускам для точной сборки методом лазерной сварки/склеивания . |
| Интеграция проектирования с учетом технологичности производства (DfM) | Анализ технологичности изготовления (DFM) вашей конструкции позволит нам дать вам правильные рекомендации относительно оптимального радиуса скругления углов и расстояния между элементами для упрощения процесса изготовления и поддержания допусков на протяжении всего процесса лазерной микрообработки . |
Это показывает, что точность — это управляемый параметр, а не спецификация. В технологическом плане мы используем сочетание коррекции изображения в реальном времени и измерений в процессе производства для устранения источников ошибок. Это позволяет решить проблему наших клиентов, а именно гарантировать 100% выравнивание каналов для предотвращения любых утечек в процессе сборки при производстве медицинских изделий. Такое достижение стало возможным только благодаря нашему опыту в промышленной лазерной резке .
Может ли услуга лазерной резки пластика обеспечить сохранение размеров тысяч деталей из полиоксиметилена (POM)?
Получение микронной точности при обработке больших объемов компонентов из полиоксиметилена (ПОМ) — задача исключительно сложная. Причина этого кроется в эффектах окисления и температурной деформации. В этой статье мы расскажем о нашем системном подходе к обеспечению контроля качества , который позволяет нам достигать желаемого результата — точности менее 0,03 мм в течение 48 часов обработки 5000 деталей серийного производства . Вот как нам это удается, используя следующую замкнутую систему:
Управление фокусной точкой с замкнутым контуром
Поскольку материал очень чувствителен к изменениям температуры, происходит дрейф фокуса, влияющий на ширину пропила. Мы используем систему обратной связи с емкостным датчиком в реальном времени, которая отслеживает поверхность заготовки 1000 раз в секунду. Использование такой системы гарантирует автоматическую настройку оси Z для обеспечения постоянного фокусного расстояния, тем самым обеспечивая начало всех разрезов при прецизионной лазерной резке пластиковых деталей из одной и той же точки плотности энергии.
Обработка в инертной атмосфере для предотвращения окисления
Резка в присутствии кислорода приводит к деградации материала POM , и, как следствие, к неровностям кромок. Используемая нами рабочая ячейка была очищена от кислорода, и в ней присутствует всего 50 ppm O2 . Автоматизированный процесс лазерной резки в таких условиях не изменяет физические и химические характеристики кромок всех деталей, что, следовательно, влияет на их прочность.
Динамическая система вытяжки дымовых газов и компенсация распространения дыма
Этот пластик выделяет коррозионные пары, которые могут отклонять или поглощать лазерный луч. Поэтому мы разработали динамическую систему отвода паров, установленную соосно с режущим соплом. Кроме того, был разработан алгоритм, учитывающий эффекты накопления тепла при изменении скорости и мощности при резке сложных форм. Лазерная резка с управлением выделением паров не приводит к перегреву и сохраняет геометрическую точность.
Прогностическое термическое моделирование для оценки стабильности партий продукции
Для каждой вновь созданной геометрии и конфигурации размещения деталей выполняется индивидуальное тепловое моделирование. Такое моделирование выявляет потенциальные зоны накопления тепла до выполнения первого разреза, а параметры оптимизируются заранее, например, частота используемых импульсов и порядок разрезов . Благодаря такому передовому подходу к промышленной лазерной обработке становится возможным гарантировать, что вырезанные детали будут иметь одинаковые размеры независимо от их положения на металлическом листе. Таким образом, обеспечивается контроль стабильности объемов производства.
Преимущество нашей технологии лазерной резки заключается именно в этой методологии. Наш опыт в разработке услуг лазерной резки проявляется во внедрении обратной связи, которая позволяет нам интегрировать в один процесс системы контроля окружающей среды, системы обратной связи и прогнозируемое управление нагревом. Это необходимо для решения проблемы, связанной с потребностью в стабильных размерах деталей , изготовленных методом лазерной резки пластмасс для массового производства .
Рисунок 3: Гравировка декоративного изображения рыбы на акриле для оформления вывесок в магазинах или элементов художественных инсталляций.
Как высокоточная лазерная резка пластика позволяет сократить количество отходов материала в проектах по теплоизоляции в аэрокосмической отрасли?
Изоляционные компоненты, изготовленные из высокоэффективных полимеров, таких как PEEK и PEI, имеют высокую стоимость материалов . Традиционные методы производства приводят к потерям из-за больших пропилов и консервативных процедур раскроя. В этой статье описывается наш процесс максимизации эффективности использования материала за счет внедрения технологии высокоточной лазерной резки пластика , обеспечивающей ширину пропила менее 0,15 мм . Наш технический подход основан на:
Алгоритмическое вложение с компенсацией пропила
- Технология: Мы используем собственное программное обеспечение для раскроя, в котором ширина лазерного пропила рассматривается как переменная , а не постоянная величина смещения.
- Действие: Алгоритм автоматически скорректирует положение каждой детали и траекторию резки в зависимости от фактического значения ширины пропила, что позволит добиться практически теоретического минимального расположения деталей при изготовлении изоляционных панелей для аэрокосмической отрасли .
Сверхтонкий пропил для оптимизации компоновки.
- Точный контроль: Наши услуги лазерной резки с высокой точностью обеспечивают постоянную ширину пропила менее 0,15 мм благодаря использованию стабильной оптической системы луча и точному контролю фокусного расстояния.
- Преимущество: Малая ширина резки приводит к увеличению количества деталей на листе . Сокращение отходов пропила приводит к повышению эффективности использования материала во всем процессе.
Термостабильность для предсказуемого результата
- Управление технологическим процессом: Для предотвращения образования зон термического воздействия (ЗТВ) , которые могут привести к изменению размеров, применяется терморегулирование источника лазерного излучения и заготовки.
- Результат: стабильные и надежные размеры деталей, получаемые на протяжении всего цикла резки, позволяют выполнять более плотное размещение деталей без учета деформаций при прецизионной лазерной профилировке дорогостоящих материалов.
Мониторинг в реальном времени для обеспечения стабильного качества
- Системная интеграция: Интегрированная система машинного зрения отслеживает траекторию реза и ширину пропила в режиме реального времени, обеспечивая обратную связь с режущей головкой.
- Результат: Это гарантирует соблюдение заявленного допуска ширины пропила <0,15 мм на протяжении всего производственного процесса, обеспечивая тем самым точность раскроя и точность детали, рассчитанные до начала производства с использованием передовой технологии лазерного раскроя .
В данной статье описывается решение для высокоточной обработки материалов, а не просто услуги лазерной резки . Наше конкурентное техническое преимущество подтверждается внедрением динамических алгоритмов раскроя, контролем ширины пропила менее 0,15 мм и мониторингом в реальном времени. Мы нашли решение сложной проблемы отходов материалов, с которой сталкиваются наши клиенты, гарантируя, что наши услуги лазерной резки с высокой точностью принесут прямую финансовую выгоду при производстве высококачественной аэрокосмической изоляции и компонентов.
Почему инженеры выбирают лазерную резку прецизионных пластиковых деталей для высокоскоростных циклов прототипирования?
В условиях жесткой экономии времени быстрые циклы прототипирования имеют решающее значение. Традиционные процессы механической обработки могут быть проблематичными из-за проблем с оснасткой и настройкой оборудования. В данной статье объясняется, как наша комплексная услуга быстрого прототипирования , включающая прецизионную лазерную резку пластиковых деталей , ускоряет разработку продукции. Она предлагает методологию, которая обеспечивает создание рабочих прототипов менее чем за 24 часа , одновременно повышая качество деталей за счет поддержки параллельного проектирования.
| Этап протокола | Ключевые действия и измеримые результаты |
| Параллельный анализ DFM | Проект мгновенно проходит проверку, и наши инженеры предлагают изменения, такие как оптимальные радиусы скругления для предотвращения концентрации напряжений, что делает проект осуществимым и пригодным для производства. |
| Прямая обработка в САПР | Файл проекта подготовлен для лазерной резки пластика по индивидуальному заказу без необходимости программирования траектории движения инструмента, что позволяет мгновенно запускать задание на лазерную резку . |
| Автоматизированное размещение и установка | Наше фирменное программное обеспечение берет на себя раскрой и программирование процесса лазерной резки на основе утвержденного вами файла, исключая любое ручное вмешательство. |
| Высокоскоростная обработка | В перечень услуг входит высокомощная лазерная резка прототипных деталей из различных видов конструкционных пластмасс с очень высокой скоростью и в течение нескольких часов. |
| Проверка результатов в первой статье | Важные характеристики первой изготовленной детали проверяются с помощью координатно-измерительной машины (КИМ) , что гарантирует соответствие точности лазерной резки пластиковых деталей проектным требованиям еще до завершения производства всей партии. |
| Итеративная поддержка | Процесс предусматривает внесение любых необходимых корректировок в конструкцию на основе результатов испытаний; наши инженеры предоставляют конструктивные замечания для обеспечения эффективного процесса быстрого прототипирования . |
При таком подходе становится очевидно, что скорость зависит от интеграции процесса, а не только от скорости оборудования. Техническая компетентность демонстрируется нашей способностью интегрировать инженерную поддержку в процесс для решения проблем проектирования с учетом производственных требований с самого начала. Этот подход решает фундаментальную проблему, стоящую перед нашим клиентом, обеспечивая сокращение процесса разработки более чем на 30% за счет автоматизированного лазерного прототипирования .
Как лазерная резка пластика на заказ может оптимизировать производственные затраты на изготовление промышленных прокладок?
Приведенные ниже слайды описывают процесс изготовления прокладок из пластика методом лазерной резки . Наша инновационная технология лазерной резки основана на нашем опыте в управлении энергией для лазерной резки пластиковых деталей без термической сварки, что обеспечивает эффективную экономию за счет масштаба производства. В частности, мы уделяем особое внимание оптимизации затрат при производстве промышленных прокладок в случаях, когда изделие относится к категории HMLV ( High-Methodal Value – бытовая химия, токсичность и долговечность).
Точное управление энергопотреблением для чистой резки штабелей
Первая задача — обеспечить достаточную мощность для сверления нескольких слоев материала без излишнего расхода энергии, который мог бы разрушить границы раздела. Это достигается за счет использования импульсных лазерных источников энергии, где длительность импульсов и их пиковая мощность определяются научными методами в зависимости от тепловых свойств и толщины пакета. Использование таких методик обеспечивает полное проникновение без теплообмена, что крайне важно для высокоскоростных систем лазерной резки .
Проверенные параметры процесса и логика принятия решений
Наше решение — это динамическая матрица параметров, созданная с использованием собственных алгоритмов. Например, в случае стопки из четырех листов ПТФЭ мы уменьшаем частоту импульсов на 40% , но увеличиваем давление вспомогательного газа. Наша логика, имитирующая термический рисунок перед резкой , исключает догадки и гарантирует успех с первого раза. Это демонстрирует наше мастерство в управлении параметрами лазерной резки .
Обеспечение точности и согласованности размеров.
Точность каждого этапа имеет решающее значение. Именно поэтому мы используем высокотехнологичную пневматическую систему зажима , исключающую наличие каких-либо зазоров между слоями. Что касается лазерных режущих головок , они работают, следуя автоматически корректируемой траектории фокусного расстояния, что позволяет нам достичь максимальной точности при прецизионной лазерной резке пластика . Каждая отдельная прокладка в пакете соответствует высоким стандартам и требованиям к созданию деталей из пластика, вырезанных лазером .
Комплексный путь оптимизации затрат
Эффективный процесс лазерной резки позволяет объединить различные операции в одну. Одновременная резка нескольких слоев помогает нам экономить на оборудовании и газе на единицу продукции. Полученная в результате экономия в сочетании с отсутствием затрат на оснастку делает нашу цену конкурентоспособной по сравнению с серийным литьем. Это совершенная адаптивная технология лазерной резки, разработанная для экономичного производства в малых объемах.
В этой дискуссии мы позиционируем себя как экспертов, способных преобразовать традиционный метод в производственный процесс. Наша экспертиза заключается в понимании того, как использовать физические процессы, связанные с резкой, чтобы сделать многослойную резку привлекательным вариантом, обеспечивающим те же экономические преимущества, что и изготовление пресс-форм, сохраняя при этом преимущества лазерной резки .

Рисунок 4: Лазерный станок с ЧПУ наносит надписи на акрил для высокоточной изготовления вывесок с использованием услуг прецизионной лазерной резки.
Пример из практики: Компания LS Manufacturing предлагает индивидуальное решение по прецизионной лазерной резке зубчатых шайб из PEEK для автомобильной промышленности.
Компания LS Manufacturing представила заказчику, крупному международному автопроизводителю первого уровня, сложную систему высокоточной лазерной резки . Задача заключалась в обработке высокофункциональной шайбы из полиэфирэфиркетона (PEEK) , которая была склонна к термической деформации и микротрещинам, что ставило под угрозу всю программу разработки автомобиля.
Задача клиента
Заказчику требовалась шайба из PEEK для использования в компоненте трансмиссии, которая должна была быть изготовлена с допуском по внутреннему диаметру ±0,1 мм . Однако из-за процесса термической резки, выполненного первым поставщиком, это оказало заметное воздействие на зону термического воздействия. Это привело к отклонениям в допуске по внутреннему диаметру на ±0,25 мм и образованию микроскопических трещин на поверхности материала. В конечном итоге это привело к тому, что деталь вышла из строя при испытании на усталость в масле при температуре 150 °C со 100% прочностью , что поставило под угрозу потенциальный контракт заказчика на производство автомобильных деталей .
LS Manufacturing Solution
Данное решение включало в себя применение лазерной резки пластмасс с использованием УФ-лазера для холодной абляции. Точный процесс лазерной резки контролировался нашей эксклюзивной системой управления энергией многоимпульсного воздействия, откалиброванной до чрезвычайно узкого диапазона, в котором полностью исключалось образование зоны термического воздействия. Было разработано бесконтактное пневматическое устройство для фиксации шайбы без механической нагрузки. Лазерная резка с использованием УФ-лазера для холодной абляции не предполагает передачи тепла, поэтому , в отличие от предыдущего процесса, не образуются микротрещины и не происходит термической деформации.
Результаты и ценность
В ходе окончательной проверки деталей был выявлен допуск по внутреннему диаметру ±0,05 мм , что на 50% превысило требуемые значения. Что особенно важно, детали не показали отказов в ходе испытаний на усталость за весь срок службы, а срок службы собранных деталей, полученных сваркой, увеличился на 200% . Передовая технология лазерной резки исключила необходимость какой-либо постобработки, что привело к снижению себестоимости производства всего компонента на 18% . Такой уровень эффективности и индивидуальные решения в области лазерной резки внесли значительный вклад в успех производителя первого уровня в получении контракта на пожизненную поставку для данной модели автомобиля.
Это лишь один из многих примеров того, как мы решаем сложные производственные задачи благодаря инженерному мастерству. Наш опыт в управлении взаимодействием материаловедения и передовых технологий лазерной резки позволяет нам не просто производить детали, а добиваться результатов, подтвержденных сертификацией как производительности, так и цепочки поставок. Это реальные, основанные на данных решения, которые позволяют вам выигрывать самые сложные бизнес-проекты.

Почему стоит выбрать компанию LS Manufacturing в качестве стратегического партнера для высокоточной лазерной резки пластика?
Выбор партнера для услуг лазерной резки с высокой точностью выходит за рамки возможностей оборудования; речь идет о выборе команды, которая решает основные инженерные проблемы, возникающие при работе с высокоточными термопластами. Мы отличаемся тем, что используем глубокие знания в области материаловедения и интегрированные системы управления технологическими процессами, чтобы гарантировать качество деталей и обеспечить получение надежных, готовых к производству компонентов после высокоточной лазерной резки . Вот как мы обеспечиваем успех для глобальной сети поставщиков :
Терморегулирование и высокоточный контроль
- Снижение напряжения в материале: В нашей технологии используется передовая импульсная лазерная резка в сочетании с активным управлением мощностью для регулирования подводимой температуры, что предотвращает деформацию даже при работе со сложными формами.
- Прогнозирующее моделирование процесса: Используя наше собственное программное обеспечение , мы моделируем термический процесс для вашего уникального типа и формы материала, проверяя параметры до начала резки.
- Результат: Это решает фундаментальную проблему достижения допусков ±0,025 мм в термочувствительных материалах и обеспечивает надлежащую подгонку деталей .
Специализированные знания в области конкретных материалов для выполнения работ.
- Разработка параметров на основе научных данных: Вместо простого разрезания мы используем наш опыт для оценки связей в полимерах. Для каждого нового материала мы создаем уникальный рецепт параметров разрезания , который не повлияет на целостность соседних молекул.
- Сохранение целостности материала: Наши решения для высокоточной лазерной резки конструкционных пластмасс, включая PEEK, Ultem и PPSU , обеспечивают сохранение химической стойкости и механической прочности кромки среза.
- Результат: Мы решаем основную проблему скрытых дефектов на краях ( микротрещины, вариации кристаллической структуры ), которые приводят к отказам в процессе эксплуатации, обеспечивая сертификацию качества каждой партии.
Интегрированный цифровой рабочий процесс для уверенности
- Проактивный подход к проектированию с учетом технологичности производства как стандарт: наш бесплатный анализ проектирования с учетом технологичности производства основан на данных о прошлых результатах работы и позволяет выявлять накопление допусков, неправильный выбор геометрии и проблемы с материалами до того, как они станут причиной неполадок.
- Прозрачная логистика, подкрепленная данными: мы предлагаем онлайн-трекер хода производства и поэтапные сметы , что позволяет вам быть информированным участником процесса.
- Результат: Проблема задержек в реализации программы и связанных с этим перерасходов бюджета решена, что обеспечивает необходимую надежность для внедрения сложных автоматизированных систем лазерной резки и поставок точно в срок .
Единый глобальный стандарт качества
- Отслеживаемость на всех этапах: каждый заказ, от создания прототипов до полномасштабных производственных линий лазерной резки , проходит строгую систему контроля качества , обеспечивающую одинаковые результаты на каждом из наших заводов.
- Встроенная метрологическая проверка: наш подход включает в себя системы визуального измерения и лазерные профилометры, интегрированные в ячейки режущего станка, для 100% контроля критически важных размеров в процессе обработки.
- Результат: Решение проблемы надежности региональных поставщиков достигнуто, поскольку каждая деталь, поставляемая любым из наших глобальных узлов, соответствует одному и тому же набору параметров производительности .
Наша систематическая методология позволяет преодолевать сложные технические барьеры, снижая риски разработки за счет анализа и проверки в замкнутом цикле. Это гарантирует, что ваши самые требовательные компоненты будут работать в соответствии с проектом, обеспечивая уверенность в точности лазерной резки и надежность услуг лазерной резки с жесткими допусками для каждого глобального поставщика .
Часто задаваемые вопросы
1. Почему компания LS Manufacturing является лучшим выбором, чем местные мастерские, для услуг высокоточной лазерной резки?
Мы предлагаем не только точность обработки ±0,1 мм , но и комплексное инженерное решение, включающее тестирование материалов и оптимизацию с учетом технологичности производства (DFM), чтобы гарантировать функциональную целостность ваших деталей.
2. Какие виды пластмасс компания LS Manufacturing может обрабатывать с высокой точностью?
Мы специализируемся на обработке поликарбоната (PC), полиметилметакрилата (PMMA), полиоксиметилена (POM), полиэфирэфиркетона (PEEK), политетрафторэтилена (PTFE ) и различных специальных композитных пластиков, и можем настроить параметры лазерного импульса в соответствии с конкретными температурами плавления различных материалов.
3. Как предотвратить обугливание и изменение цвета в процессе лазерной резки пластика?
Используя в качестве вспомогательного газа азот чистотой 99,9% и оптимизируя частоту теплового воздействия, мы достигаем высокой чистоты кромок среза, полностью свободных от обугливания и изменения цвета.
4. Каков минимальный срок выполнения заказа на высокоточную лазерную резку пластика?
Просто отправьте ваши STEP или DXF файлы ниже, и наши ведущие инженеры предоставят вам подробную техническую смету в течение 12–24 часов .
5. Может ли компания LS Manufacturing обрабатывать толстые пластиковые листы с допуском ±0,1 мм?
Для листов толщиной более 10 мм мы используем технологию многоосевой динамической компенсации для контроля конусности пропила, обеспечивая тем самым перпендикулярность, необходимую для точной сборки.
6. Включают ли ваши услуги лазерной резки пластиковых деталей вторичные операции?
Да, мы предлагаем комплексное обслуживание , включающее ультразвуковую очистку, трафаретную печать, нанесение клеевой основы и прецизионную сборку винтов, что помогает оптимизировать вашу цепочку поставок.
7. Почему лазерная резка более экономична, чем фрезерование на станках с ЧПУ, для тонких пластиковых деталей?
Лазерная резка устраняет необходимость в дорогостоящих приспособлениях и затратах на замену инструмента. При обработке сложных контуров и микроотверстий стоимость обработки одной детали обычно на 30–50% ниже, чем при фрезеровании на станках с ЧПУ .
8. Каким образом компания LS Manufacturing обеспечивает конфиденциальность моих индивидуальных проектов лазерной резки пластика?
Мы строго соблюдаем соглашения о неразглашении конфиденциальной информации и храним чертежи клиентов на зашифрованных серверах. Как долгосрочный глобальный поставщик OEM-продукции , мы считаем честность краеугольным камнем нашего бизнеса.
Краткое содержание
В высокоточной обработке допуск ±0,1 мм отличает просто пригодные для использования изделия от действительно исключительных. Благодаря цифровому терморегулированию, запатентованной системе крепления и строгим протоколам контроля качества, компания LS Manufacturing превращает сложные процессы обработки пластмасс в предсказуемое и эффективное производство. Будь то медицинские, аэрокосмические или электронные компоненты, наш глубокий опыт в области материалов обеспечивает вам как оптимизацию затрат, так и превосходные характеристики.
Прекратите мириться с деформацией деталей или нестабильным качеством продукции от поставщиков. Ваши высокоточные изделия нового поколения заслуживают безупречных кромок. Нажмите кнопку «Получить мгновенную цену» ниже прямо сейчас, чтобы загрузить файлы вашего проекта. Команда ведущих инженеров LS Manufacturing предоставит вам бесплатный подробный анализ DFM и обеспечит вам наиболее конкурентоспособное предложение по производству в течение 24 часов. Пусть наша точность станет ключом к открытию глобальных рыночных возможностей для вашего бизнеса.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


