
Услуги по резке волоконным лазером стал предпочтительным методом изготовления алюминиевые детали OEM . Служба резки волоконным лазером высокой мощности LS Manufacturing мощностью 12 кВт обеспечивает очень узкие допуски до 0,05 мм, хотя это помогает OEM-заказчикам сократить затраты на обработку примерно на 30%.
У большинства менеджеров по закупкам может возникнуть дилемма, когда придет время выбирать между « волоконным лазером или CO2-лазером: какой способ резки алюминия лучше ». Сам этот вопрос между двумя вариантами часто заканчивается тем, что они выигрывают время для рассмотрения компромисса между затратами и качеством. В этом руководстве подробно объясняется проблема, а также предлагаются практические решения по покупке OEM.
Резка волоконным или CO2-лазером для алюминиевых деталей: обзор основного ответа
| Элементы сравнения | Услуги волоконной лазерной резки | Услуги лазера CO2 | Основные преимущества для клиентов |
| Скорость резки алюминия | Скорость резки алюминия ≤3 мм: в 3-5 раз быстрее | Более медленная скорость, подходит для более толстых пластин. | Повышение эффективности производства, сокращение цикла поставки |
| Контроль допуска | ±0,05 мм, высокая точность | ±0,1 мм, стандартная точность | Снижение количества сбоев при сборке и брака материалов |
| Эксплуатационные расходы | Эффективность электрооптического преобразования: 35% | Эффективность электрооптического преобразования: 8% | Экономит 15–30 % общих затрат на обработку. |
| Применимая толщина | Оптимально ≤12 мм, до 40 мм | ≥20 мм оптимально | Соответствует различным требованиям толщины OEM-заказов |
В этом руководстве представлено всестороннее сравнение волоконного лазера и CO2-лазера. Он отличает лазерную резку алюминия, показывая, как выбрать самый дешевый услуги лазерной резки согласно требованиям OEM. В то же время он указывает на способы решения распространенных проблем, таких как накопление окалины и изменение точности.
Почему стоит выбрать услугу лазерной резки алюминия от LS Manufacturing? Производство прецизионных алюминиевых компонентов
LS Manufacturing имеет 20-летний опыт лазерной резки алюминия и предоставила высококачественную продукцию более 200 OEM-заказчикам в аэрокосмической, автомобильной и электронной промышленности . Это сертифицированный ИСО 9001:2015 организация системы качества.
Поставщик автомобилей первого уровня столкнулся с проблемами термической деформации (плоскостность 0,5 мм) в алюминиевых кронштейнах аккумуляторной батареи 5052 после резки CO2-лазером. Когда они решили воспользоваться нашим продуктом для резки волоконным лазером мощностью 12 кВт, проблема плоскостности была почти полностью устранена (0,1 мм), а затраты сократились на 22%.
Наше оборудование для лазерной резки соответствует стандартам ASTM. Стандарт B209-21 обеспечивает соответствие качества резки алюминия международным стандартам. У нас есть экспертная группа по проверке DFM, способная вмешаться на этапе предварительной обработки чертежей клиента, что приводит к сокращению циклов модификации образцов на 20% и помогает клиентам запускать новый продукт на две недели раньше конкурентов.
У нас есть запатентованный метод, который гарантирует блестящую и идеальную поверхность резки алюминия. Никакой вторичной полировки не потребуется. Для наших постоянных OEM-клиентов мы предлагаем SPC-контроль и отслеживание сырья , чтобы им не приходилось бояться менять поставщиков.
Если вы ищете надежного поставщика услуг лазерной резки алюминия, свяжитесь с нашими старшими инженерами для бесплатной индивидуальной консультации, чтобы определить наиболее подходящее решение для резки для вашего OEM-проекта.

Почему услуги по резке волоконным лазером становятся отраслевым стандартом для высокоточных алюминиевых деталей?
В секторе высокоточной лазерной резки алюминиевых деталей услуга резки волоконным лазером постепенно вытеснила услуги CO2-лазера и стала стандартом в отрасли. Основная причина – огромное превосходство волоконные лазеры с точки зрения физических свойств и эффективности обработки , когда дело доходит до резки алюминия. Кроме того, это важное технологическое достижение, которое отличает лазерную резку алюминиевых деталей от других.
Разница в длине волны и поглощении алюминия
Волоконные лазеры излучают длину волны 1,06 м, тогда как CO2-лазеры излучают длину волны 10,6 м. Их коэффициенты поглощения на алюминии заметно различаются: длина волны волоконного лазера достигает уровня поглощения более 80%, а у CO2-лазера - всего около 10%. Проще говоря, это свидетельствует о более высокой эффективности преобразования лазерной энергии в мощность резки в волоконных лазерах, что позволяет избежать потерь энергии из-за отражения.
Азотная резка обеспечивает преимущество в качестве
LS Manufacturing использует азотосодержащие технология резки под высоким давлением в своей услуге резки волоконным лазером, которая эффективно предотвращает окисление алюминия в жидком состоянии во время резки. Эта технология гарантирует, что алюминиевые детали сохранят блестящий серебристо-металлический оттенок по краям , и их можно будет использовать непосредственно для сварки или сборки без вторичной шлифовки, что снижает общие затраты на обработку для клиентов.
Для OEM-заказчиков, которым требуются высокоточные алюминиевые детали, услуги волоконной лазерной резки не только повышают эффективность обработки, но и обеспечивают единообразие продукции . Вы можете сделать Загрузите наш бесплатный информационный документ, чтобы узнать больше о деталях применения волоконной лазерной резки алюминиевых деталей.

Рисунок 1: Станок для волоконной лазерной резки работает над алюминиевой пластиной, летят искры.
Как услуги CO2-лазера могут предложить преимущества при изготовлении толстых листов?
Однако услуги волоконной лазерной резки лидируют на рынке лазерной резки алюминия. На самом деле, профессиональный Сравнение услуг лазерной резки может продемонстрировать, что услуги лазера CO2 по-прежнему обладают определенными техническими преимуществами , которые делают возможным производство толстых алюминиевых пластин (20 мм и выше), которые не следует выбрасывать при выполнении некоторых специальных заказов OEM.
Преимущества CO2-лазеров при резке толстых алюминиевых пластин
Для OEM-заказов на алюминиевые пластины толщиной более 20 мм ширина реза определена. CO2-лазерные процессы больше, что приводит к более легкому удалению шлака и предотвращению закупорки пропила. Согласно данным внутренних испытаний LS Manufacturing, при работе с 25-миллиметровыми алюминиевыми пластинами 5052 вертикальность резки CO2-лазером может фактически превосходить старое маломощное оптоволоконное оборудование в определенном диапазоне толщины.
Экономичная альтернатива: технология высокопроизводительной воздушной резки
Тем не менее, CO2-лазеры предлагают преимущества в области резка толстой алюминиевой пластины , их эксплуатационные расходы немного выше, чем у волоконных лазеров. LS Manufacturing внедрила технологию высокомощной воздушной резки, которая способна заменить дорогостоящий режим работы с CO2 в большинстве ситуаций резки толстых алюминиевых листов, что позволяет клиентам сэкономить 15% на дополнительных расходах на электроэнергию.
| Толщина алюминиевой пластины | Перпендикулярность сечения лазера CO2 | Перпендикулярность воздушной резки мощным волоконным лазером | Коэффициент экономии затрат | Применимые OEM-сценарии |
| 20 мм | 92% | 90% | 15% | Стандартные толстолистовые конструкционные детали |
| 25 мм | 93% | 91% | 14% | Части тяжелого оборудования |
| 30 мм | 91% | 89% | 13% | Толстые пластины на заказ |
| 35 мм | 88% | 87% | 12% | Детали из толстой пластины низкой точности |
Что влияет на решение о лазерной резке с использованием волокна или CO2 для стоимости услуг OEM-лазерной резки?
Для OEM-поставщиков решающим фактором при выборе волоконно-лазерная резка против CO2 при попытке снизить себестоимость единицы продукции учитывается общая стоимость владения (TCO), а не просто цена за единицу услуги лазерной резки. Чтобы получить максимальную отдачу от инвестиций (ROI), необходимо тщательно проанализировать экономическую эффективность обеих технологий. Различия в стоимости и точности являются основными различиями между волоконным лазером и лазером CO2.
Сравнение общей стоимости владения
Общая стоимость жизненного цикла лазерной резки включает потребление газа, эффективность электрооптического преобразования, затраты на расходные материалы и затраты на последующую обработку. Волоконные лазеры имеют эффективность электрооптического преобразования около 35%, тогда как CO2-лазеры дают только 8% , поэтому волоконные лазеры требуют меньше электроэнергии для того же количества энергии. работа по резке .
| Статьи затрат | Услуги волоконной лазерной резки | Услуги лазера CO2 | Разница в стоимости за 1000м метра ядра |
| Потребление газа (азот/кислород) | 12 долларов США | 28 долларов США | 16 долларов США |
| Стоимость электроэнергии | 8 долларов | 35 долларов США | 27 долларов США |
| Стоимость расходных материалов (сопло/оптические компоненты) | 5 долларов | 12 долларов США | 7 долларов |
| Стоимость последующей обработки | 3 доллара | 15 долларов США | 12 долларов США |
| Общая стоимость | 28 долларов США | 90 долларов США | 62 доллара США |
Ключевой фактор: уровень успешной последующей сварки
По данным LS Manufacturing, OEM-клиентам напоминают, что высокая стабильность реза при оказании услуг по резке волоконным лазером значительно повышает вероятность успеха следующих операций: роботизированная автоматизированная сварка .
Уровень квалификации роботизированной сварки деталей, вырезанных волоконным лазером, может составлять более 99,5% , тогда как для резки CO2-лазером достигается только около 95%. Это, в свою очередь, сокращает объем доработок и отходов материала, что также является значительной неявной разницей в стоимости при сравнении услуг лазерной резки.
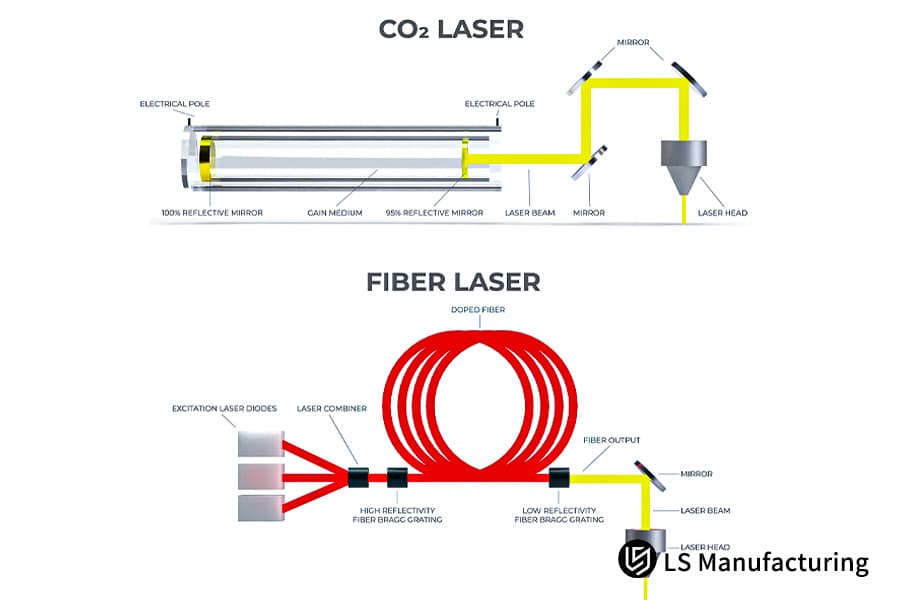
Рисунок 2: Схемы систем CO2 и волоконного лазера для сравнения услуг резки.
Как производство LS обеспечивает точность ±0,05 мм в проектах по лазерной резке алюминия на заказ?
Точность в индивидуальном порядке услуги лазерной резки алюминия является серьезной проблемой для OEM-клиентов высшего уровня. LS Manufacturing использует различные методы, чтобы гарантировать точность резки алюминиевых деталей в пределах 0,05 мм, тем самым решая проблему отклонения размеров при резке алюминия. Разница в точности между волоконным лазером и лазером CO2 также является одной из основных особенностей.
Компенсация динамического фокуса может устранить эффект теплового линзирования
Эффект термического линзирования является одной из основных причин потери точности при лазерной резке алюминия. При длительной эксплуатации лазерной режущей головки повышение температуры вызывает деформацию линзы, что приводит к изменению положения фокуса. В основном уровень точность резки обратно пропорциональна продолжительности эксплуатации.
LS Manufacturing использует технологию динамической компенсации фокуса для непрерывной регулировки высоты режущей головки, тем самым нейтрализуя воздействие термического линзирования. Кроме того, наш механизм охлаждения может поддерживать колебания температуры режущей головки в пределах 1 ℃ в течение 24 часов непрерывной работы, обеспечивая стабильность положения фокуса.
Строгий контроль процесса и данные испытаний
- Тест непрерывной обработки: ЛС Производство Эксклюзивные данные испытаний показывают, что даже после 24-часовой непрерывной обработки стали 6061-T6 детали алюминиевой рамы, отклонение диаметра отверстия между первой и тысячной деталью составляет менее 0,02 мм.
- Полная гарантия проверки: кроме того, измерения конечной продукции выполняются с помощью КИМ Zeiss, что обеспечивает 100% соответствие требованиям точности .
- Сохранение отчетов: для каждой партии продукции доступна подробная документация по прецизионным испытаниям, что обеспечивает возможность отслеживания и приемки заказчиком, а также управление качеством.
Рисунок 3: Рабочий измеряет алюминиевую деталь, вырезанную лазером, штангенциркулем для проверки точности.
Может ли опытный поставщик услуг лазерной резки устранить окалину и заусенцы на алюминии 6061?
Окалина и заусенцы являются наиболее неприятными проблемами при лазерная резка алюминиевого сплава 6061 . Некоторые OEM-клиенты, не сумевшие решить эти проблемы, в конечном итоге несут большие затраты на дополнительное вибрационное шлифование, что повышает общие производственные затраты.
Основной процесс: оптимизация сопла и вылета
- Регулировка соотношения расстояния между соплом и листом. Путем точного измерения и выполнения расчетов был определен наиболее подходящий диаметр сопла в соответствии с расстоянием от соотношения листов. Это отправная точка для резка без окалины .
- Точная настройка диапазона вылета: если поддерживать вылет в диапазоне 0,5–0,8 мм, вы достигнете высокого уровня производительности резки и в то же время расплавленный шлак не будет прилипать к поверхности листа.
- Продувка азотом под высоким давлением: использование для продувки газообразного азота под высоким давлением, превышающим 16 бар, мгновенно удаляет расплавленный шлак, образующийся во время резки. Это приводит к резке алюминиевого сплава 6061 «нулевой окалины».
Правильное фокусное положение предотвращает образование слоя твердого оксида.
Если положение фокуса установлено неправильно, в нижней части алюминиевого материала может образоваться твердый оксидный слой, который сложно удалить. Наши специалисты тщательно определяют положение фокуса в соответствии с толщиной и материалом алюминиевого сплава 6061, чтобы обеспечить гладкую поверхность среза без заусенцев.
Этот процесс экономит клиентам 0,80 доллара США за штуку на последующих затратах на вибрационное шлифование. Если вы боретесь с проблемами образования окалины и заусенцев при резке алюминия 6061, ознакомьтесь с нашими историями успеха, чтобы узнать, как мы помогаем OEM-клиентам решить эту проблему при лазерной резке алюминиевых деталей.
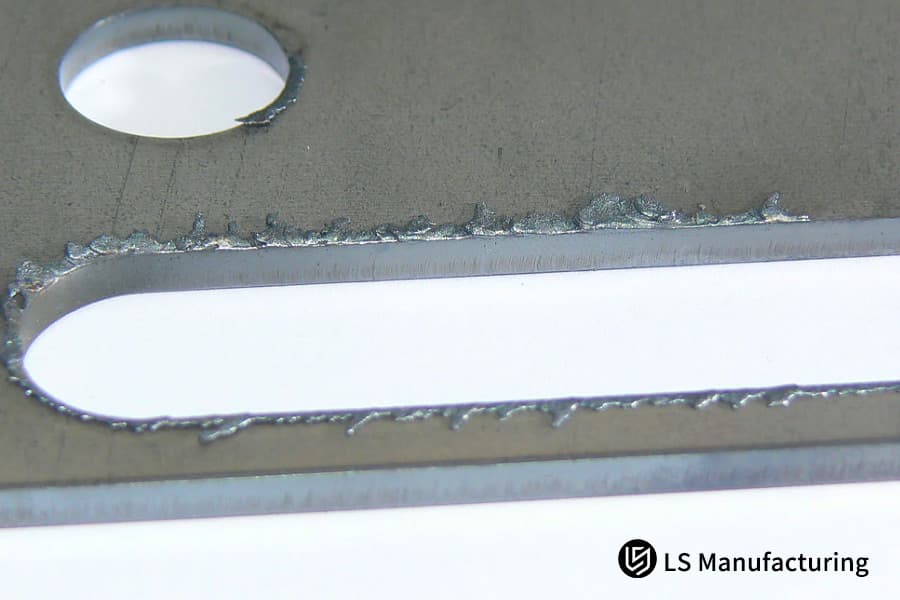
Рисунок 4. Крупный план алюминия, вырезанного лазером, с окалиной и заусенцами на кромке.
Практический пример: Как компания LS Manufacturing решила проблему деформации алюминиевого кронштейна 5052 для поставщика автомобильной продукции первого уровня?
OEM-запчасти для автомобильной промышленности требуют очень высокого уровня точности и стабильности. Термическая деформация часто является одной из проблем при резке алюминиевых брекетов. Эта история успеха покажет, как компания LS Manufacturing, используя своих экспертов, OEM-сервис лазерной резки , помог поставщику автомобилей первого уровня решить проблему деформации алюминиевых кронштейнов 5052.
Проблема клиента
Поставщик автомобилей первого уровня производит алюминиевые кронштейны для аккумуляторных батарей 5052 только по спецификациям клиентов. Первый поставщик принял на работу CO2 лазерная резка что привело к очень большой зоне термического влияния (ЗТВ) и серьезным термическим деформациям в тонкостенных участках, а также отклонения от плоскостности достигали 0,5 мм. В результате автоматизированная сборочная линия часто останавливалась, что приводило к сбоям в графике производства.
Заказчик несколько раз пытался скорректировать параметры резки, но проблема не исчезла: стоимость доработки составила 5,2 доллара США за единицу, а еженедельные задержки поставок привели к штрафу в размере 12 000 долларов США. У клиента возникла неотложная потребность в надежном поставщике услуг лазерной резки, который мог бы решить проблему и обеспечить стабильность массового производства.
Производственное решение LS
После того, как мы получили заказ клиента, наша команда инженеров начала с тщательного изучения чертежей алюминиевого кронштейна 5052 и начального процесса резки. Оказывается, основной причиной тепловых искажений был низкий уровень энергии CO2-лазера и очень проблематичная траектория резки.
- Замена режущего инструмента: Мы выбрали услугу сверхскоростной волоконной лазерной резки мощностью 12 кВт, которая отличается высокой плотностью энергии и очень узкой зоной термического воздействия, что значительно снижает тепловую деформацию.
- Модифицированный путь резки: метод «чехарды» использовался для отделения тепла и устранения его концентрации в тонкостенных областях, что привело к уменьшению деформации прямо от источника.
- Улучшенный вспомогательный газ: переход на специально разработанную газовую смесь не только приводит к повышению стабильности резки, но и еще больше сужает ширину зоны термического влияния.
Результаты и ценность
Плоскостность алюминиевого кронштейна 5052 после оптимизации процесса была доведена до 0,1 мм, что соответствует требованиям автоматизированной сборки, ширина зоны термического влияния была сокращена на 70 %, с 0,8 мм до 0,24 мм, стоимость доработки узла снизилась до 0,3 доллара США, что означает снижение на 94 % , а стоимость закупки единицы продукции у заказчика снизилась на 22 %, что позволило сэкономить 1,8 доллара США за штуку.
Благодаря значительному повышению качества и стабильности продукции клиент наконец передал LS Manufacturing весь годовой заказ на 500 000 единиц. Это решение привело к долгосрочному взаимовыгодному сотрудничеству для обеих сторон. Если ты все поэтому испытывайте проблемы с деформацией алюминиевых деталей в автомобильное OEM-производство , вы можете отправить подробную информацию о детали, чтобы получить индивидуальное OEM-решение для обслуживания лазерной резки.

Почему профессиональный производитель с обзором DFM сокращает время выполнения заказа?
Для OEM-клиентов общий цикл поставки алюминиевых деталей включает не только время лазерной резки, но также время модификации образца и корректировки конструкции. Выбор квалифицированный производитель лазерной резки с расширенными функциями проверки DFM является одним из способов эффективного сокращения общего цикла поставки и выбора Волоконный лазер против СО2-лазера сокращение еще больше повлияет на эффективность доставки.
Обзор DFM: снижение затрат за счет оптимизации конструкции
- Оптимизация конструкции детали: внесение изменений под прямым углом в углы небольшого радиуса приведет к увеличению скорости лазерной обработки, повышению эффективности резки и снижению концентрации напряжений.
- Корректировка компоновки: благодаря научной планировке коэффициент использования материала повышается до более чем 85%, что не только сводит к минимуму потери материала, но и снижает затраты клиента на закупки.
- Предложение предварительной обработки: использование характеристик лазерная резка , клиент получает от комбинации целевое проектное предложение, позволяющее избежать проблем во время следующих процессов.
Сокращение количества раундов модификации образцов, сокращение цикла поставки
Такая предварительная обработка может сократить количество циклов модификации выборки на 20%, тем самым предотвращая задержку проекта по трем модификациям. Например, клиент из электронной промышленности изначально планировал провести пять раундов проверки образцов. Наш обзор DFM подтвердил, что всего четырех раундов будет достаточно, и таким образом запуск продукта опередил конкурентов на две недели.
Как оценить услуги лазерной резки алюминия для долгосрочного контрактного производства?
OEM-клиенты, которые полагаются на контрактное производство в течение длительного периода, должны учитывать ряд факторов при выборе алюминия. поставщик услуг лазерной резки . Надежность — это один из аспектов, который играет решающую роль в стабильности поставщика с точки зрения качества продукции, сроков поставки и снижения вероятности сбоя в цепочке поставок.
Первичные показатели оценки
- Сертификаты независимых испытаний. Ожидается, что поставщик предоставит сертификаты независимых испытаний точности резки и качества продукции для подтверждения соответствия продукции международным стандартам.
- Подробная документация SPC по управлению процессом: Имея комплексную систему SPC для управления процессом, поставщик должен иметь возможность записывать ключевые параметры качества для каждой производственной партии.
- Прослеживаемость сырья. Поставщик должен предоставить отчет о качестве материала (MTR) для каждой партии алюминия, позволяющий отслеживать сырье.
Обязательства LS Manufacturing по обеспечению надежности
LS Manufacturing соответствует трем вышеуказанным критериям оценки. Мы физически проверяем класс материала (MTR) для каждой партии алюминиевого материала, чтобы гарантировать качество у источника, мы используем Zeiss CMM для 100% проверки конечной продукции и предоставляем подробные отчеты, наши данные управления процессом SPC полностью документированы и доступны для клиентов.
Часто задаваемые вопросы
Вопрос 1: Какова максимальная мощность вашей службы волоконной лазерной резки по толщине алюминия?
Компания LS Manufacturing использует новейшее оборудование мощностью 12 кВт и может обеспечить промышленный уровень резки алюминия толщиной до 40 мм . Однако они могут достичь наилучшей эффективности и качества резки при толщине менее 12 мм.
Вопрос 2: Приведет ли резка волоконным лазером к проблемам с зонами термического влияния (ЗТВ) на тонких алюминиевых OEM-деталях?
Поскольку волоконные лазеры имеют гораздо более высокую плотность энергии и концентрированную энергию, чем CO2-лазеры, зона термического влияния (ЗТВ) в разрезе очень узкая, а это означает, что алюминиевые детали толщиной 1–3 мм не будут иметь роста зерен или деформации кромок.
В3: Какова цена услуги лазерной резки алюминия по сравнению с гидроабразивной резкой?
Лазерная резка толщины менее 10 мм происходит в 5-10 раз быстрее, чем гидроабразивная резка , в среднем обходится всего в 60% от гидроабразивной резки, и вторичная шлифовка не требуется.
Вопрос 4. Почему азот предпочтительнее кислорода для высококачественной лазерной резки алюминия?
Являясь инертным защитным газом, азот предохраняет алюминий от окисления при повышенных температурах. В результате получается поверхность среза, свободная от окалины, которая пригодна для процесса прямого анодирования по высоким стандартам.
Вопрос 5: Может ли LS Manufacturing обеспечить индивидуальную отделку после процесса лазерной резки?
Абсолютно! Мы можем охватить весь процесс , включая гибку, клепку, порошковое покрытие и анодирование. Таким образом, OEM-детали будут готовы к сборке сразу после этапа резки.
В6: Как предотвратить появление царапин на поверхности полированных алюминиевых деталей во время лазерной резки?
Чтобы полированные алюминиевые детали были полностью защищены от царапин, особенно на высоком уровне, мы используем комбинацию специальных щеточных опор на столах или процесс резки с пленочным покрытием вместе с полностью автоматизированным система загрузки и разгрузки.
Вопрос 7: Какие форматы файлов необходимы для расчета стоимости услуг OEM-лазерной резки?
Мы принимаем файлы .DXF, .DWG, .STEP и .IGS. Вы можете загрузите свои рисунки , и наша команда DFM обычно проводит оценку технологичности и предоставляет ценовое предложение в течение 24 часов, что позволяет вам быстро получить ценовое предложение.
В8: Существует ли минимальный объем заказа (MOQ) для ваших услуг лазерной резки по индивидуальному заказу?
Да! Мы обеспечиваем быстрое создание прототипов (1-10 штук) наряду с крупносерийным производством. Гибкие производственные линии LS Manufacturing можно оптимизировать с учетом затрат на планирование заказов в зависимости от их размеров.
Краткое содержание
Невозможно объявить однозначного победителя между услугами волоконного лазера и CO2 Laser Services — это всегда решение, соответствующее конкретным инженерным требованиям. Для покупателей OEM-запчастей из алюминия, которые ценят точность, эффективность и хотят минимизировать долгосрочные затраты, услуга резки волоконным лазером, без сомнения, является лучшим вариантом получения окупаемости инвестиций, учитывая текущее состояние технологий.
Благодаря высокоточному регулированию фокуса, затем давления газа и, наконец, компенсации прореза, мы смогли обеспечить аэрокосмическую, автомобильную и электронную отрасли высококачественными компонентами из алюминиевых сплавов, решая фундаментальные проблемы резки.
Не позволяйте неэффективным методам производства стать причиной бездействия вашей цепочки поставок. Если у вас возникли проблемы, например образование заусенцев на алюминиевых деталях или нестабильная точность, вы можете обратитесь к нашей старшей команде инженеров , который предоставит вам бесплатный обзорный отчет DFM, а также индивидуальные решения для лазерной резки.
📞Тел: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


