精密なハウジングデバイスや絶縁ガスケットの製造が必要な場合、精密レーザー切断サービスが広く利用されています。しかし、「プラスチックをレーザー切断する方法」といった従来の疑問は、一般的に切断面の焦げ付き、変形、 ±0.3mmを超える寸法誤差を引き起こし、組み立て作業に影響を与えます。このような状況は、PC、PMMA、PEEKなどのプラスチックにおける熱伝達のデジタル制御が不十分であること、およびレーザー加工における適切なパルスの欠如によって、大きな熱影響部(HAZ)が発生することが原因で起こります。
LS Manufacturingでは、超短パルスレーザーと独自の真空チャック機構を用いることで、この課題を直接解決しています。これにより、熱負荷を精密に制御することが可能となり、結果として熱影響部(HAZ)を0.05mm未満に抑え、公差を±0.1mm以内に維持することができます。これについては、以下でさらに詳しく説明します。
プラスチックの精密レーザー切断:公差クイックリファレンス
| 主要な課題 | ±0.1mmの技術的解決策 |
| 熱による損傷と溶融 | 当社では、超短パルスUVレーザーを使用することで、熱の伝達を最小限に抑えながら材料を除去し、端部の溶融や歪みを防止しています。 |
| 材料の一貫性 | 当社では、レーザー切断性能を安定させるために、化学組成と湿度レベルが一定に保たれた特殊なエンジニアリングプラスチックを使用しています。 |
| 焦点制御とビーム品質 | 焦点位置とビーム品質を厳密に管理することで、シート全体にわたって均一な切断幅を実現しています。 |
| 静電気および汚染制御 | 当社では、クリーンルーム環境を採用することで粉塵の蓄積を防ぎ、切断された材料の端面が完璧であることを保証します。 |
| パラメータ最適化 | 当社では、プラスチックの種類(アクリル、ポリカーボネート、PEEKなど)ごとに、カスタムの切断パラメータ(波長、パルス周波数、速度)を作成します。 |
| 結果:きれいでシャープなエッジ | ほとんどの場合、追加の処理を必要としない、きれいで滑らかなエッジを持つコンポーネントを作成します。 |
| 結果:寸法安定性 | 切断工程中に部品が変形することなく正確な寸法を保証するため、光学機器の組み立てにおいて重要です。 |
当社は、プラスチック部品を±0.1mmという高精度な公差でレーザー切断するという課題に取り組んでいます。当社独自の技術は、工程の全段階を綿密に制御することで、加熱を最小限に抑え、材料の品質を一定に保ち、切れ味の良い切断刃を実現します。その結果、寸法安定性に優れた高品質のプラスチック部品が得られ、光学機器、医療機器、電子機器製造において、組み立てや即時使用に適した製品となります。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
レーザー切断に関する情報はオンライン上に数多く存在します。しかし、この記事は単に事実や数字を羅列したものではありません。長年にわたり、作業場でプラスチックの熱損傷に対処してきた経験に基づいています。私たちは、プラスチックなどの材料を焼損や反りで損傷させることなく、 ±0.1mmの公差を達成することがいかに難しいかを知っています。何が効果的かを知っており、実際に効果を目の当たりにし、日々実践しています。
当社が長年培ってきた高精度レーザー切断技術は、医療機器の筐体部品や光学マウントといった複雑な部品の加工経験に基づいています。PEEKやPMMAを加工する際に、過度の熱影響部を発生させることなく最適なパラメータを熟知しており、超短パルスレーザーなどの技術を用いてこれを実現しています。また、熱制御に関してはTWI Globalの推奨事項を遵守しています。
これらのヒントは、成功事例だけでなく、初期段階で犯した高額な失敗からも得られたものであり、同じ過ちを繰り返さないことを保証します。当社の技術は実証済みであり、金属粉末工業連盟(MPIF)が使用するものと同様の材料データ規格に基づいています。本書には、当社がどのように業務を行っているかについて必要な情報がすべて網羅されており、比類のない精度で部品を製造するための自信を与えてくれます。
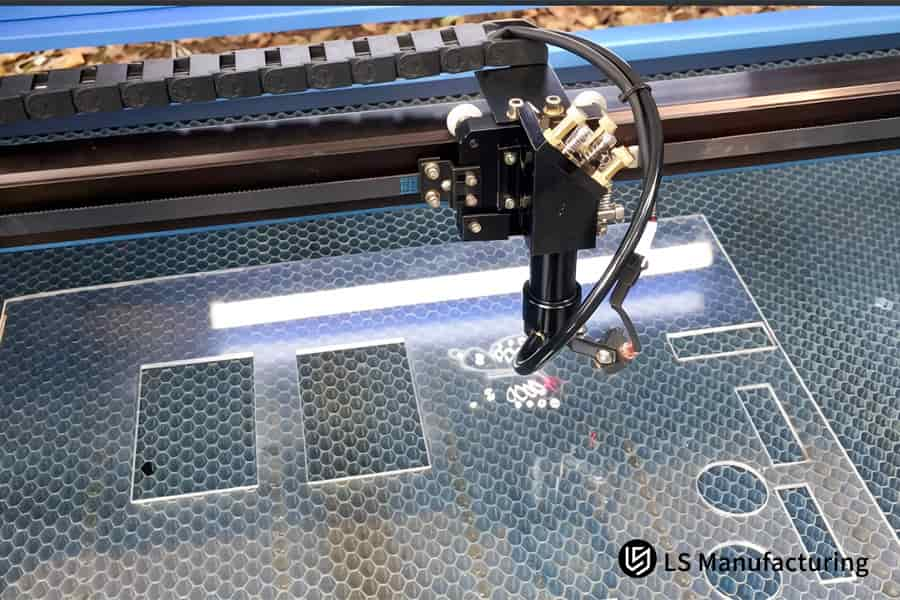
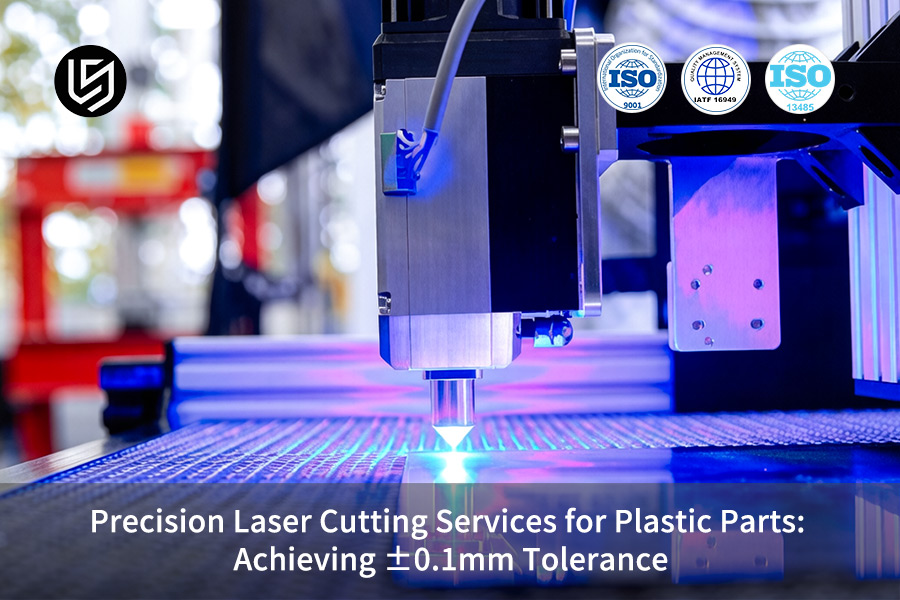
図1:販売時点情報管理(POS)ディスプレイや試作モデル部品用に、透明アクリル板に穴を開ける様子。
複雑な電子機器用プラスチック筐体において、精密レーザー切断サービスが不可欠な理由とは?
複雑な電子機器筐体の製造においてよく直面する問題は、加工応力による部品の歪みです。このガイドでは、非接触精密レーザー切断サービスを利用して機械的応力を最小限に抑え、製造後の平面度を0.02mm/100mmに確保するための手順を段階的に説明します。技術的な解決策は以下のとおりです。
寸法精度を確保するための機械的応力の除去
従来のCNCフライス加工では、熱とともに圧力が発生します。これらの要因により、材料内部に存在する応力が誘発され、反りが発生します。一方、レーザー切断サービスは、指向性のある非機械的なエネルギー源を利用します。高度なレーザー切断では、波長とパルス時間が精密に調整され、材料が引き抜かれるのではなく蒸発するように制御されます。これにより、発生する応力を最小限に抑え、カスタムプラスチック部品の平面度を維持します。
微細構造の精度を確保するための熱入力管理
複雑な電子機器筐体には、微細な通気口、スロット、またはマイクロ開口部が必要となります。これらの開口部で発生する熱は、繊細な部品の溶融につながる可能性があります。高速パルスレーザー加工を用いることで、超高速レーザー切断が可能になります。この切断では、マイクロパルスによって材料のごく少量が蒸発します。パルス間には、熱が材料に伝わらないように放散するための間隔が設けられます。これにより、薄い壁やマイクロ開口部であっても、材料を損傷することなく、レーザー切断によるきれいな切断面を実現できます。
完璧な組み立てフィットを実現する精度を確保
最終目標は、部品を適切に接合することです。プログラミングは、製品のCAD図面を縮小した上で実行されます。これは、CO2レーザー切断時に適切なパラメータを設定することで可能になります。この設定は、材料特性の分析によって容易に行えるようになりました。
バリのないクリーンな生産を促進する
機械切断ではバリが発生するため、バリ除去のための別の工程が必要となります。一方、当社の技術ではレーザーを用いたアブレーションにより材料を蒸発させます。アシストガスはプラスチック材料の種類ごとに特別に選定されているため、溶融した材料は酸化していない鋭利なエッジで除去されます。これにより、追加の加工工程が不要となり、微粒子による汚染も回避できるため、当社の技術は従来の工業用レーザー切断技術よりも優れています。
この理論は、特定の課題を解決するために開発されたプロセスを強調するものです。その権威の源泉は、物理原理に基づいた応力、温度、形状の制御にあります。競争優位性は、これらのプロセス変数を管理することによって、他社では不可能な複雑な筐体を製作することを可能にする点にあります。
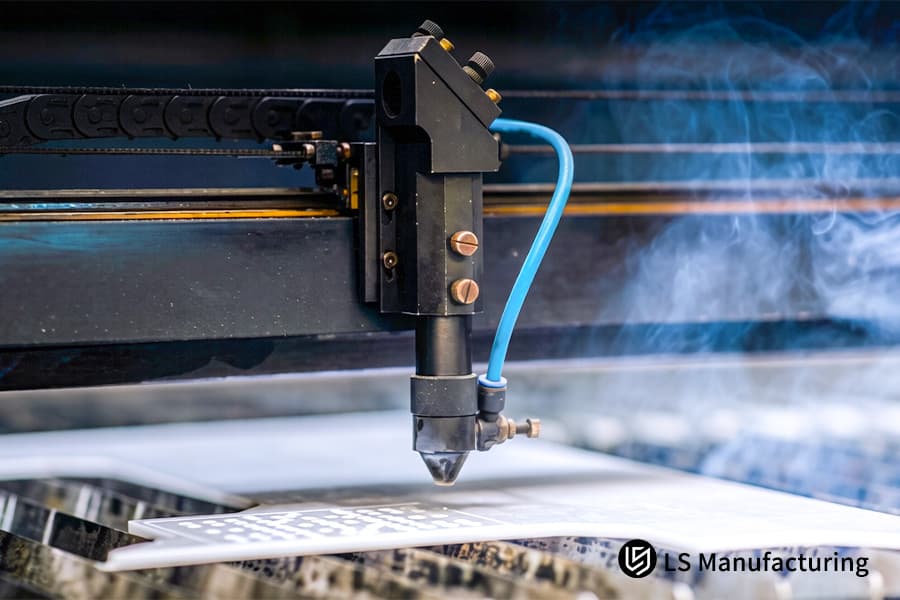
図2:シート状のプラスチック部品を溶融すると、電子機器や試作筐体の製造に煙が発生する。
プラスチック部品のレーザー切断サービスで、アクリル部品のバリのないエッジを実現するにはどうすればよいでしょうか?
アクリル部品のバリのない研磨されたエッジを作成するには、これまで常に追加の工程が必要でした。この文書では、当社のプラスチックレーザー切断サービスの重要な側面の1つである当社の技術に関する情報を提供します。この技術により、レーザー切断自体で研磨されたエッジを得ることが可能になり、後処理が不要になります。これは、熱エネルギーの慎重な適用と材料の流れの制御によって可能になり、お客様のコスト削減に貢献します。この技術は、3つの重要な原理に基づいています。
制御された溶融のための独自のエネルギー変調
- 技術:独自の10.6μm CO2レーザー波形を用いた、カスタム変調されたエネルギー密度。
- 目的:ポリマーの効率的なリフローを実現するための均一な溶融ゾーンの形成、および研磨仕上げの高速レーザー切断の実現。
動的ガスアシストエッジ形成
- プロセス:同軸チャネルを通して不活性ガスを制御された流量で使用する。
- メカニズム:溶融プールの保護と冷却により、アクリル加工材料のアブレーションと光学品質のエッジの作成が可能になります。
閉ループ式温度制御
- システム:最適な焦点、速度、ガス圧を維持するための温度フィードバック制御。
- 結果:プラスチック部品のレーザー切断サービスの強みの1つである、エッジの品質を保証します。
予測プロセスモデリング
- 方法:有限要素解析(FEA)を用いた熱応力および流体力学のモデリング。
- 利点:初回生産品の成功が保証され、コスト削減とCNC統合型レーザー切断の精度向上を実現します。
本レポートは、物理学の原理を技術ソリューションに活用した事例の一つを示しています。当社の特徴は、エネルギーの制御、ガス力学のコントロール、そしてプロセス全体のシミュレーションが可能であることです。アクリル相転移を完全に制御することで、OEMによる組み立て部品の高い精度と再現性を保証します。
なぜ±0.1mmの公差を持つレーザー切断が、医療用流体デバイスの組み立て成功の鍵となるのか?
多層流体デバイスの製造を成功させるには、わずかな位置ずれでも誤動作を防ぐために、チャネルの精密な位置合わせが不可欠です。本稿では、漏れのない精密な組み立てを実現するための必要条件として、±0.1mmの公差を持つレーザー切断の使用について解説します。このような公差レベルを達成し、検証を確実に行うための具体的なプロセスについても説明します。これは、医療機器製造において最も重要な課題です。
| 重点分野 | プロトコルと定量化可能な成果 |
| チャネル定義における寸法精度 | 高精度プラスチックレーザー切断技術を用いて、 ±0.1mmの公差で溝を切断します。これは、デッドスポットのない均一な抵抗を確保するために必要な技術です。 |
| 素材に対する補償 | 不安定性 CCD ビジョン技術の許容誤差は±5µmであり、超高速レーザー切断の前に材料のクリープ/ レーザー切断経路の歪みの影響を補正することができます。 |
| エッジの完全性を維持するための熱管理 | レーザー切断時のパルスと冷却を最適化することで、材料の端部に熱応力が発生しないようにし、レーザー切断された流体層の端部変形を起こさずに±0.1mmの公差を維持することが可能になります。 |
| ロットの一貫性を確保するためのプロセス管理 | マイクロメートルレーザー測定による工程内管理により、重要な公差の100%工程内検査を実現し、すべてのバッチがレーザー溶接/接合による精密組立に必要な公差を満たすことを保証します。 |
| 製造設計(DfM)の統合 | お客様の設計に対するDFM解析を行うことで、レーザーマイクロマシニングプロセス全体を通して、製造の容易性と公差の維持のために適切なコーナー半径とフィーチャー間隔に関する適切なアドバイスを提供できます。 |
これは、精度が仕様ではなく管理パラメータであることを示しています。当社の技術は、エラーの原因に対処するために、リアルタイムのビジョン補正と工程内測定を組み合わせたものです。これにより、医療機器製造における組み立て工程での漏れを防ぐために、チャネルの100%アライメントを保証するというお客様の課題を解決することが可能になります。このような偉業は、当社が長年培ってきた産業用レーザー切断の経験があってこそ実現できるものです。
プラスチックレーザー切断サービスは、数千個のPOM部品において寸法安定性を維持できるのか?
大量のPOMプラスチック部品を加工する際にミクロン単位の精度を実現するプロセスは、非常に困難なものです。その理由は、酸化と温度による変形の影響にあります。この記事では、一貫性管理を確実にするための当社のシステムアプローチについてご紹介します。このアプローチにより、 5,000個の量産部品を48時間以内に0.03mm以下の精度で加工するという、目標とする結果を達成できます。以下に、当社がこの目標を達成するために使用しているクローズドループシステムについて説明します。
クローズドループ焦点管理
材料は温度変化に非常に敏感なため、焦点ずれが発生し、切断幅に影響を与えます。そこで当社では、ワークピース表面を毎秒1,000回監視するリアルタイム容量フィードバックシステムを採用しています。このシステムを用いることで、Z軸の自動調整による一定の焦点距離が保証され、精密プラスチック部品のレーザー切断において、すべての切断が同じエネルギー密度点から開始されることが保証されます。
酸化防止のための不活性雰囲気処理
酸素が存在する環境で切断すると、 POM材料が劣化し、切断面にばらつきが生じます。弊社で使用している作業セルは酸素が完全に除去されており、酸素濃度はわずか50ppmです。このような条件下での自動レーザー切断プロセスでは、すべての部品の切断面の物理的および化学的特性に変化が生じず、強度にも影響しません。
動的ヒューム抽出および経路補正
このプラスチックは腐食性のガスを発生させ、レーザー光を偏向または吸収する可能性があります。そのため、切断ノズルと同軸に配置された、ガスを動的に吸引するシステムを設計しました。また、複雑な形状を切断する際に、速度と出力を変化させることで熱蓄積の影響を考慮するアルゴリズムも開発しました。 ガス制御されたレーザー切断は、過熱領域を発生させず、形状精度を維持します。
バッチ安定性に関する予測的熱モデリング
新たに作成される形状とネスト構成ごとに、カスタム熱モデリングが実行されます。このシミュレーションにより、最初の切断が行われる前に潜在的な熱蓄積領域が特定され、使用するパルスの周波数や切断順序などのパラメータが事前に最適化されます。このような高度な産業用レーザー加工手法により、切断された部品が金属板上のどの位置にあっても同じ寸法になることが保証されます。これにより、大量生産における一貫性管理が実現します。
当社のレーザー切断技術の優位性は、この手法に由来します。レーザー切断サービスの開発における当社の高い専門性は、フィードバックループの実装に表れています。これにより、環境制御、フィードバックシステム、予測加熱管理を一つのプロセスに統合することが可能になります。これは、量産部品におけるプラスチックレーザー切断サービスの寸法の一貫性に関する課題を解決するために不可欠です。
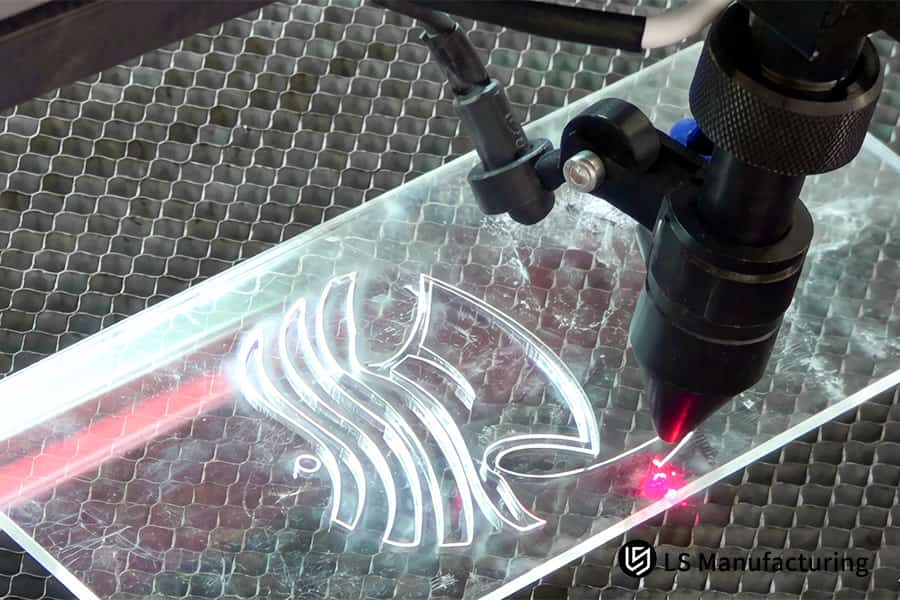
図3:小売店の看板や芸術作品の構成要素として、アクリル板に装飾的な魚の形を彫刻する様子。
高精度プラスチックレーザー切断は、航空宇宙用断熱材プロジェクトにおける材料の無駄をどのように削減するのか?
PEEKやPEIなどの高性能ポリマーで作られた断熱部品は、材料費が高額です。従来の製造方法では、切断幅が広く、保守的な配置手順のため、材料の無駄が生じます。本稿では、高精度プラスチックレーザー切断技術を導入し、切断幅を0.15mm未満に抑えることで材料効率を最大化する当社のプロセスについて説明します。当社の技術的アプローチは、以下の点に基づいています。
カーフ補正付きアルゴリズムネスト
- 技術:当社では独自のネスティングソフトウェアを使用しており、レーザー切断幅を一定のオフセットではなく、可変のオフセットとして扱います。
- 動作:アルゴリズムは、実際に得られた切断幅に応じて、各部品の位置と切断経路を自動的に調整し、航空宇宙用断熱パネルのほぼ理論上の最小ネストを実現します。
最適化されたレイアウトを実現する超狭幅切断
- 精密制御:当社の高精度レーザー切断サービスは、安定したビーム光学系と焦点距離の正確な制御により、 0.15mm未満の一定の切断幅を保証します。
- 利点:切断幅が狭いため、1枚のシートから加工できる部品数が増加します。切断幅の削減により、プロセス全体の材料効率が向上します。
予測可能な出力のための熱安定性
- プロセス管理:寸法ずれの原因となる熱影響部(HAZ)を回避するために、レーザー光源とワークピースの熱管理が適用されます。
- 結果:切断サイクル全体を通して一貫性のある信頼性の高い部品寸法が得られるため、高価な材料の精密レーザー加工において、歪みを考慮せずに、より密なネスティングを行うことが可能になります。
一貫した品質のためのリアルタイム監視
- システム統合:統合されたビジョンシステムが切断経路と切断幅をリアルタイムで監視し、切断ヘッドへのフィードバック制御を提供します。
- 結果:これにより、規定された0.15mm未満の切削幅の許容値が製造プロセス全体を通して維持され、高度なレーザーネスティングを使用して生産開始前に計算されたネスティング精度と部品精度が保証されます。
本稿では、単なるレーザー切断サービスではなく、精密製造ソリューションについて解説します。当社が持つ競争力のある技術的優位性は、動的ネスティングアルゴリズム、 0.15mm以下の切断幅制御、およびリアルタイムモニタリングの実装によって証明されています。当社は、材料の無駄というお客様の課題に対する解決策を見出し、高精度レーザー切断サービスが、高付加価値の航空宇宙用断熱材および部品製造において直接的な経済的利益をもたらすことを保証します。
エンジニアが高速プロトタイピングサイクルにおいて、精密プラスチック部品のレーザー切断を選択する理由とは?
時間との戦いにおいて、迅速なプロトタイピングサイクルは不可欠です。従来の機械加工プロセスは、工具やセットアップの問題から課題となる場合があります。本稿では、精密プラスチック部品のレーザー切断を含む当社の包括的なラピッドプロトタイピングサービスが、製品開発をどのように加速させるかを説明します。このサービスは、 24時間以内に動作するプロトタイプを納品することを保証する手法を提供すると同時に、同時並行エンジニアリングサポートを通じて部品の品質向上にも貢献します。
| プロトコルフェーズ | 主要な行動と測定可能な成果 |
| 同時並行DFM解析 | 設計は即座にレビューされ、当社のエンジニアが応力集中を避けるための理想的なフィレット半径などの変更を提案し、設計の実現可能性と製造可能性を高めます。 |
| CADへの直接処理 | 設計ファイルは、ツールパスプログラミングを必要とせずにプラスチックのカスタムレーザー切断用に準備されており、レーザー切断のジョブを即座に開始できます。 |
| 自動ネスト&セットアップ | 当社独自のソフトウェアは、承認済みのファイルに基づいてレーザー切断プロセスのネスティングと機械プログラミングを自動的に行い、手作業による介入を一切排除します。 |
| 高速加工 | サービス内容には、様々な種類のエンジニアリングプラスチック材料から試作品部品を高出力レーザーで数時間以内に非常に高速に切断することが含まれます。 |
| 初回論文検証 | 初回生産部品の重要な特性は、 CMM(三次元測定機)を使用して検証され、これにより、精密なプラスチック部品のレーザー切断が、バッチ全体の完成前に設計要件を満たしていることが保証されます。 |
| 反復サポート | このプロセスでは、テスト結果に基づいて設計に必要となる即時の調整に対応します。当社のエンジニアは、効率的なラピッドプロトタイピングプロセスを促進するために、建設的なコメントを提供します。 |
このアプローチでは、スピードは機械の速度だけでなく、プロセスの統合に依存することが明らかになります。当社の技術力は、製造設計上の問題に最初から対処できるよう、エンジニアリングサポートをプロセスに統合できる能力に表れています。このアプローチは、自動レーザープロトタイピングを使用して開発プロセスを30%以上短縮することで、お客様が直面する根本的な問題を解決します。
プラスチック用カスタムレーザー切断は、工業用ガスケットの製造コストをどのように最適化できるのか?
以下のスライドでは、プラスチック製ガスケット製品のカスタムレーザー切断製造におけるカスタムプロセスについて説明します。当社の革新的なレーザー切断技術は、熱接着を用いないプラスチック部品のレーザー切断サービスにおけるエネルギー管理に関する専門知識に基づいており、効率的な規模の経済を実現します。特に、高容量低容量(HMLV)に分類される工業用ガスケットの製造において、コスト最適化に重点を置いています。
クリーンな煙突切断のための精密エネルギー管理
最初の課題は、複数の材料層を貫通するのに十分なパワーを供給しつつ、界面を焼き切るための余分なエネルギーを残さないことです。これは、パルスレーザーエネルギー源を利用することで実現されます。パルスの持続時間とピークパワーは、熱特性と積層厚に応じて科学的に決定されます。このような手法を用いることで、熱交換を伴わずに完全な貫通が保証され、これは高速レーザー切断システムにとって不可欠です。
検証済みのプロセスパラメータと意思決定ロジック
当社のソリューションは、独自のアルゴリズムを用いて作成される動的パラメータマトリックスです。例えば、4枚のPTFEシートを重ねる場合、パルス周波数を40%下げ、アシストガス圧を上げます。切断前の熱パターンを模倣するこのロジックにより、推測に頼る必要がなくなり、初回から確実に成功します。これは、当社が制御されたレーザー切断パラメータを自在に操る能力を示す好例です。
寸法精度と一貫性の確保
各工程の精度は非常に重要です。そのため、当社では層間の隙間を一切排除する高度な空気圧クランプシステムを採用しています。レーザー切断ヘッドは、焦点の自動補正経路に沿って動作するため、精密なプラスチックレーザー切断において最高の精度を実現できます。積層されたガスケットはすべて、レーザー切断プラスチック部品の製造に関する高い基準と要件を満たしています。
統合コスト最適化経路
効率的なレーザー切断プロセスは、様々な工程を一つに統合することを可能にします。複数の層を一度に切断することで、部品あたりの機械とガスの使用量を削減できます。その結果得られるコスト削減と、金型費用の削減により、当社の価格は量産成形と遜色ないものとなります。これは、少量生産における経済的な生産のために設計された、究極の適応型レーザー切断技術です。
本稿では、従来の方法を製造プロセスへと変革できる専門家としての立場を表明します。当社の強みは、切断に関わる物理的プロセスを理解し、積層切断を魅力的な選択肢とすることで、金型製作と同等のコストメリットを実現しつつ、レーザー切断の利点も維持できる点にあります。

図4:高精度レーザー切断サービスを用いて、CNCレーザーがアクリル板に文字をトレースし、高精度看板を作成する様子。
事例研究:LSマニュファクチャリング社製自動車用PEEK製ギアワッシャーの精密レーザー切断カスタムソリューション
LS Manufacturingは、国際的に事業を展開するティア1自動車部品メーカーである顧客に対し、精密レーザー切断サービスに関する高度なソリューションを提案しました。今回の依頼内容は、熱による反りや微細な亀裂が発生しやすく、車両製造プログラム全体に影響を及ぼす可能性のある、高機能なPEEK製ワッシャーの加工でした。
クライアントの課題
顧客は、 ±0.1mmの内径公差で製造されたトランスミッション部品用PEEKワッシャーを必要としていました。しかし、最初のサプライヤーによる熱切断プロセスにより、熱影響部に大きな影響が出てしまいました。その結果、内径公差に±0.25mmのばらつきが生じ、材料表面に微細な亀裂が発生しました。最終的に、この部品は150℃の油浸疲労試験で100%の破損率で不合格となり、顧客の自動車部品製造契約の可能性が危ぶまれる事態となりました。
LSマニュファクチャリングソリューション
このソリューションでは、低温アブレーションUVレーザーを用いたプラスチック向けカスタムレーザー切断技術を採用しました。 精密なレーザー切断プロセスは、当社独自のマルチパルスエネルギー制御によって制御され、熱影響部(HAZ)の発生を完全に回避できる極めて狭い範囲まで調整されています。ワッシャーを機械的負荷なしで固定するために、非接触式の空気圧装置を開発しました。低温UVレーザー切断では熱伝達が一切発生しないため、従来の方法とは異なり、微細な亀裂や熱による歪みは発生しません。
結果と価値
最終部品検査では、内径公差±0.05mmが確認され、要求仕様を50%上回りました。最も重要なのは、部品がライフサイクル中の疲労試験で故障を起こさず、溶接による組立部品の寿命が200%向上したことです。高度なレーザー切断技術により後処理が不要となり、部品全体の製造コストが18%削減されました。この効率性とカスタムレーザー切断ソリューションは、ティア1メーカーが当該車両モデルの生涯供給契約を獲得する上で大きな成功要因となりました。
これは、当社が卓越したエンジニアリング能力によって困難な製造課題をいかに解決してきたかを示す数多くの事例の一つです。材料科学と高度なレーザー切断技術の融合を管理する豊富な経験に基づき、当社は単に部品を製造するだけでなく、性能とサプライチェーンの両方の認証に裏付けられた成果を生み出します。これこそが、お客様が最も困難なビジネスチャンスを掴むための、現実世界に基づいたデータ主導型のソリューションなのです。

高精度プラスチックレーザー切断における戦略的パートナーとして、LS Manufacturingを選ぶべき理由とは?
高精度レーザー切断サービスのパートナー選びは、機械の性能だけにとどまりません。精密熱可塑性樹脂の加工における根本的なエンジニアリング上の課題を解決できるチームを選ぶことが重要です。当社は、高度な材料科学の専門知識と統合されたプロセス制御を活用することで、部品の性能を保証し、お客様の精密レーザー切断サービスから信頼性の高い、生産準備の整った部品をお届けすることで、他社との差別化を図っています。グローバルなサプライヤーネットワークの成功を確実にするための当社の取り組みは以下のとおりです。
熱管理と精密制御
- 材料へのストレスを軽減:当社の技術は、パルス式先進レーザー切断技術とアクティブパワー制御を組み合わせることで、熱入力を調整し、複雑な形状の加工時でも反りを防ぎます。
- 予測プロセスシミュレーション:当社独自のソフトウェアを活用し、お客様固有の材料の種類と形状に基づいて熱処理プロセスをモデル化し、切断作業を行う前にパラメータを検証します。
- 結果:これにより、熱に敏感な材料で±0.025mmの公差を達成するという根本的な問題が解決され、部品の適切な適合性が保証されます。
材料固有の専門知識に基づいた施工
- 科学に基づいたパラメータ開発:単に切断するのではなく、当社の専門知識を駆使してポリマーの結合を評価します。新しい材料ごとに、周囲の分子の構造に影響を与えない独自の切断パラメータ設定を作成します。
- 材料の完全性維持: PEEK、Ultem、PPSUなどのエンジニアリングプラスチック向けの当社の精密レーザー切断ソリューションは、切断端の耐薬品性と機械的強度特性を維持します。
- 結果:現場での故障につながるエッジ部分の潜在的な欠陥(微細な亀裂、結晶構造のばらつき)という根本的な問題に対処し、各バッチごとに品質保証証明書を提供します。
確実性を実現する統合デジタルワークフロー
- 予防的なDFMを標準として:当社が提供する無料の製造性設計分析は、過去の性能データに基づいて、公差の累積、不適切な形状選択、材料上の課題などが問題となる前に特定します。
- 透明性とデータに基づいたロジスティクス:オンラインの生産進捗状況トラッカーと段階ごとの見積もりを提供することで、お客様がプロセスに十分な情報を持って参加できるようにします。
- 結果:プログラムの遅延とそれに伴う予算超過の問題が解決され、高度な自動レーザー切断システムの導入とJIT納品に必要な信頼性が実現しました。
統一グローバル品質基準
- エンドツーエンドのトレーサビリティ:試作品製作から本格的なレーザー切断生産ラインに至るまで、すべての注文は厳格な品質管理システムに従って処理され、当社のすべての工場で均一な結果が得られるようになっています。
- インライン計測検証:当社のアプローチでは、切断機のセル内に画像計測システムとレーザープロファイロメーターを組み込み、重要な寸法を100%工程内で管理します。
- 結果:当社のグローバル拠点から納入されるすべての部品が同じ性能パラメータセットに準拠するため、地域サプライヤーの信頼性問題の解決が達成されました。
当社独自の体系的な手法は、高度な技術的課題を解決し、クローズドループ分析と検証を通じて開発リスクを低減します。これにより、お客様の最も要求の厳しい部品が設計どおりに動作することを保証し、あらゆるグローバルサプライヤーに、高精度レーザー切断サービスの確実性と、厳密な公差のレーザー切断サービスの信頼性を提供します。
よくある質問
1. 精密レーザー切断サービスにおいて、LS Manufacturingが地元の業者よりも優れた選択肢となる理由は?
当社は、 ±0.1mmの加工精度を提供するだけでなく、材料試験やDFM(製造性設計)最適化を含む包括的なエンジニアリングソリューションを提供し、部品の機能的完全性を保証します。
2. LS Manufacturing社は、どのようなプラスチック材料を高精度で加工できますか?
当社はPC、PMMA、POM、PEEK、PTFE 、および各種特殊複合プラスチックの加工を専門としており、異なる材料の特定の融点に合わせてレーザーパルスパラメータをカスタマイズできます。
3. プラスチックのレーザー切断工程において、焦げ付きや変色を防ぐにはどうすればよいですか?
99.9%の高純度窒素を補助ガスとして使用し、熱入力周波数を最適化することで、焦げ付きや変色が全くない、非常に清浄な切断面を実現します。
4. 高精度プラスチックレーザー切断の見積もりにかかる最短リードタイムはどれくらいですか?
下記にSTEPファイルまたはDXFファイルを送信していただければ、当社のベテランエンジニアが12~24時間以内に詳細な技術見積もりをご提示いたします。
5. LS Manufacturingは、±0.1mmの公差で厚いプラスチックシートを取り扱うことができますか?
厚さ10mmを超える板材の場合、多軸動的補正技術を用いて切断幅のテーパーを制御し、精密組立用途に必要な直角度を確保します。
6. 貴社のプラスチック部品のレーザー切断サービスには、二次加工が含まれていますか?
はい、弊社では超音波洗浄、スクリーン印刷、接着剤塗布、精密ネジ組立を含むワンストップサービスを提供しており、お客様のサプライチェーンの効率化を支援します。
7. 薄いプラスチック部品の場合、レーザー切断はCNCフライス加工よりも費用対効果が高いのはなぜですか?
レーザー切断は、高価な治具や工具交換費用を不要にします。複雑な形状や微細な穴を加工する場合、部品1個あたりの加工コストは、 CNCフライス加工に比べて通常30%~50%低くなります。
8. LS Manufacturingは、私のカスタムプラスチックレーザーカットデザインのプライバシーをどのように保護していますか?
当社は機密保持契約(NDA)を厳格に遵守し、お客様の図面は暗号化されたサーバーに保存しています。長年にわたりグローバルなOEMサプライヤーとして事業を展開してきた当社は、誠実さを事業の基盤と考えています。
まとめ
精密製造において、 ±0.1mmの公差は、単に使えるものと真に卓越したものを分ける決定的な要素です。LS Manufacturingは、デジタル温度制御、独自の治具、そして厳格な品質管理プロトコルを通じて、複雑なプラスチック加工を予測可能で効率的な生産へと変革します。医療、航空宇宙、電子部品など、あらゆる分野において、当社の豊富な材料に関する専門知識は、コスト最適化と優れた性能の両方を実現します。
部品の変形やサプライヤーの品質のばらつきといった妥協はもうやめましょう。次世代の高精度製品には、完璧な切断面が不可欠です。今すぐ下の「即時見積もりを取得」ボタンをクリックして、設計ファイルをアップロードしてください。LS Manufacturingの熟練エンジニアチームが、無料の詳細なDFM分析を実施し、24時間以内に最も競争力のある製造見積もりをご提示いたします。当社の精密な技術が、お客様のビジネスにおけるグローバル市場への扉を開く鍵となります。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


