Deep draw stamping service is regularly searched for by engineers in complicated OEM supply chains in regards to how does deep draw stamping work. Problems of wrinkle formation, fracture, and uneven thickness control are typical industry concerns resulting in very high rates of defects and are caused by lack of deep metal flow simulation and failure of vendors to properly balance metal hardening and surface finish during multi-step draws, thus significantly raising the cost per unit due to post-processing.
LS Manufacturing provides an example of effective optimization of the process chain of deep draw stamping service by means of progressive dies and real-time SPC, offering comprehensive customized solutions that account for tolerances to address problems associated with quality defects and costs overruns. Read the following article to discover more about it.
Deep Draw Stamping: Cylindrical & Box Parts Quick-Reference
| Key Consideration | Stamping Solution | Application Outcome |
| Material Flow & Thinning | Deep draw stamping tooling design with multiple draws and controlled pressures to regulate metal flow. | Guarantees even wall thickness, avoiding any cracks on deep cylindrical and box-shaped enclosures. |
| Part Complexity & Radii | Tailored punches and dies optimized for specific depth-to-diameter ratios. | Enables the creation of seamless components with sharp angles and uniform geometry. |
| Material Selection | Specializes in ductile materials (such as 300-grade stainless steel and low carbon steel). | Ensures components endure deep drawing without breaking or undergoing significant springback. |
| Secondary Operations | Performs in-die piercing, threading, and trimming as part of the progressive cycle. | Provides near-net-shape components, minimizing additional operations. |
| Our Tooling Design | Develops progressive dies with multiple draw stations for creating the desired part shape. | Enhances productivity and accuracy in manufacturing high-volume, intricate components. |
| Result: Cost-Effective Enclosures | Creates robust, seamless enclosures and boxes using a single automated cycle. | Removes multi-component assemblies, cutting down costs per component. |
We offer a solution to the manufacture of deep, smooth metal components such as cylindrical and box-shaped ones. Deep draw stamping creates robust and consistent housings and enclosures on a large scale. It eliminates assembly parts, thus reducing costs while creating quality solutions applicable across various industries including automobiles and consumer electronics.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Given the myriad sources available on deep draw stamping on the internet, what makes this document unique is that it is prepared by practical craftsmen, not academics. The deep draw stamping solutions offered for customized cylindrical and box-shaped components are based on experiences gathered from tough fights within workshops, where precision is everything. Our solutions comply with the guidelines set by the Society of Manufacturing Engineers (SME).
Through experience, we have acquired how to avoid wrinkles and splits when producing complex parts. For example, in producing enclosed containers, flow of materials is an important aspect and we put into consideration the teachings of the American Production and Inventory Control Society (APICS). With such expertise, we can produce parts quickly yet still with precision even during large-scale operations of complex parts.
All of these tips are based on real production experience and perfected to avoid the costly pitfalls that can be made during production. Use this useful advice to optimize die stages to increase metal's longevity that we have to do on a daily basis to assure high quality of manufactured parts. Rely on this helpful experience to make your manufacturing successful together with our deep draw stamping skills.

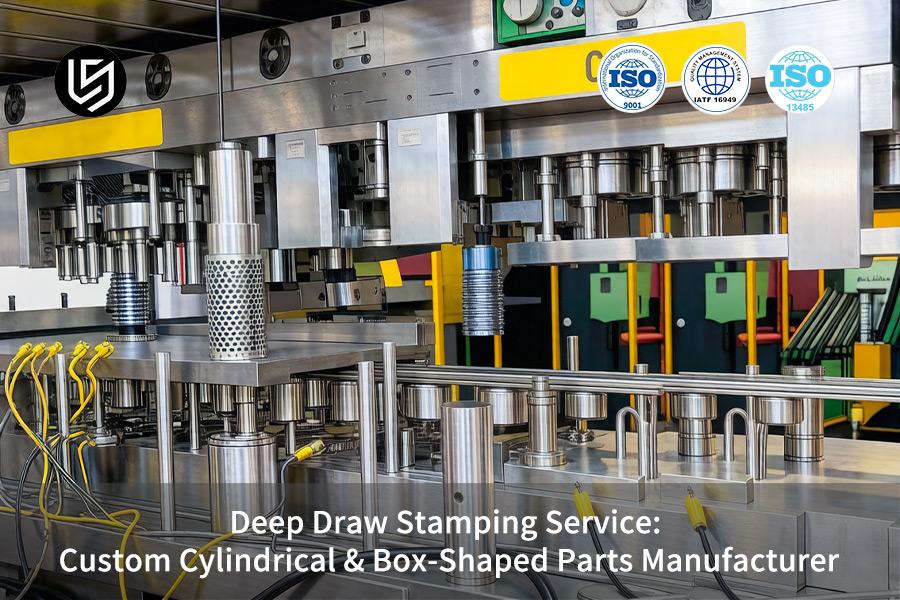
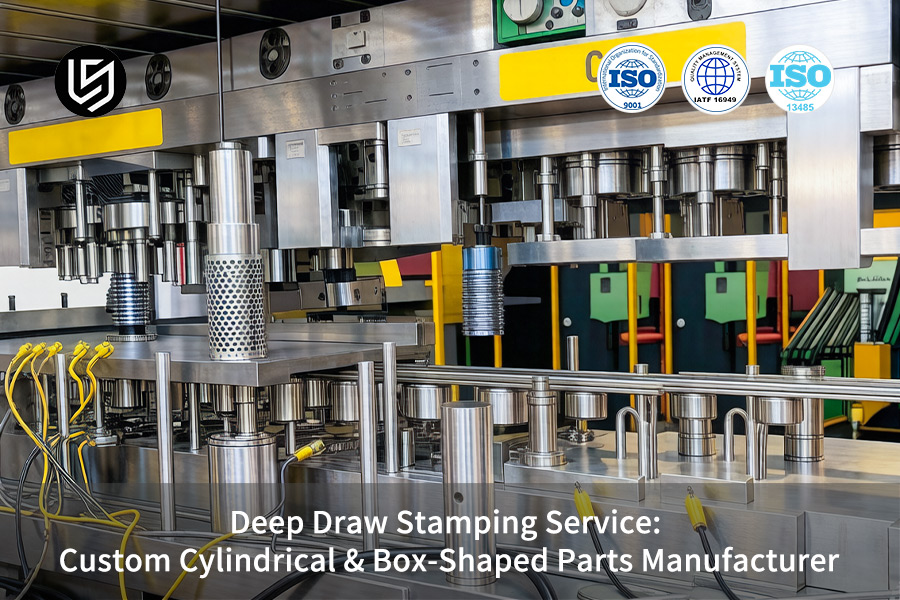
Figure 1: The hydraulic press forms 7075 aluminum blanks into cylinder blocks for automotive engines.
Why Choose A Professional Deep Draw Stamping Service For Your Seamless Part Production?
Deep draw stamping allows getting rid of welded seams, creating integral parts that have great structural strength and high efficiency. Seamless single-step process solves all the issues with failure points and expenses associated with them. It revolutionizes component design, allowing using new shapes that cannot be manufactured without this technology in challenging OEM deep draw stamping operations:
Eliminating the Weakest Link: Monolithic Structural Integrity
This way, we address the reliability concern of the welded assembly through the creation of the whole component using a single blank. Our process engineering is centered on the deep draw stamping service factors, including uniform metal flow and avoidance of weak heat-affected zones. In turn, it ensures a 40% improvement in fatigue life due to the seamless grain structure that can endure stress without seam cracks. This is essential for custom deep draw stamping of crucial parts.
Mastering Metal Flow to Minimize Thermal Intervention
A key technical challenge is avoiding intermediate annealing, which adds cost and delays. We optimize the drawing ratio and implement proprietary multi-stage sequencing to control work hardening. This allows for deeper, more complex deep draw stamping geometries in a single run, effectively reducing process steps and the associated cost reduction for high-volume orders.
Achieving Maximum Yield from Raw Material
Unlike machining, which wastes more than 60% of the billet, our technique ensures maximum efficiency of material usage. The blank design simulation process is carefully optimized for efficient nesting of the forms, resulting in an average of over 30% material saving. This results in significant cost savings on premium alloys and makes precision deep draw stamping a key aspect of lean manufacturing.
Delivering Precision for Direct Assembly
This results in high-strength parts that have excellent dimensional stability. In our manufacturing process, we use custom tooling techniques along with in-process controls to maintain strict tolerances for critical dimensions. This ensures that the manufactured parts are ready to be assembled in your manufacturing process for easy high volume deep draw stamping integration.
This paper outlines a manufacturing process that is grounded in metallurgy and mechanics. Our expertise is validated through our proven approach to addressing the difficult problems associated with seams, scrap, and heat treatment. We offer an engineering approach to improved component performance and substantial cost reduction.

How Can Custom Deep Draw Stamping Solve The Challenges Of Complex Geometry Designs?
Flawless forms in complicated, non-axisymmetric components can be difficult due to material fracturing, uneven wall thicknesses, and distortions. Our custom deep draw stamping approach solves these problems by turning elaborate geometries into viable products through proactive simulation and proper processing:
Pre-Validation Through Digital Forming Simulation
- Proactive Problem-Solving: Our use of Design for Manufacturability (DFM) simulations allows us to simulate the complete stamping process digitally before any tool fabrication occurs.
- Risk Mitigation: The simulation process will identify possible points of failure such as cracks or wrinkles during the early design stage. As a result, it will enable pre-emptive geometry optimization of the workpiece and die assembly.
- Informed Iteration: The simulation process facilitates fast, cost-effective iterations that lead to the ideal forming process.
Precision Control of Material Flow and Stress
- Targeted Pressure Application: We control the Blank Holder Force (BHF), keeping it between 150 – 500 kN to manage the material draw-in.
- Stress Distribution: Splitting can be prevented, by reducing tensile stress at critical places; also wrinkling is prevented by providing adequate restraint, thus providing an even distribution of stresses on a complex shape.
- Adaptive Process: Profile of the BHF is designed to change during the press stroke, an important element for successful multi-stage deep draw stamping process.
Specialized Tooling Design for Non-Standard Forms
- Beyond Standard Tooling: Unique geometry demands unique tooling solutions. Therefore, we design and manufacture custom punch and die tools including split or segmented tools and actively working surfaces.
- Localized Control: This technique enables us to manage the material draw-in and stretching only in certain areas of the workpiece while accurately replicating sharp corners, asymmetrical profiles, and complex non-cylindrical shapes, which is a distinctive feature of the advanced deep draw stamping process.
Management of Springback and Dimensional Integrity
- Anticipating Elastic Recovery: Using data from our simulations, we calculate the springback effect when manufacturing parts, which is the tendency of the workpiece to regain its original shape after deformation.
- Corrective Tooling: The surfaces of the dies are geometrically over-corrected, as per the predictions made above. As a result, the part will return precisely to the intended net shape, ensuring that tolerances required for prototype deep draw stamping and full production.
Our technical capabilities are not just theoretical capabilities stated; instead, our technical expertise lie in applying force control, prediction, and correction of tooling for controlling difficult shapes. We turn geometries into precision parts through deep draw stamping. To transform your most complex geometries into production-ready precision parts, let's discuss your design. Contact us for a comprehensive DFM analysis and a formal deep draw stamping quotation.
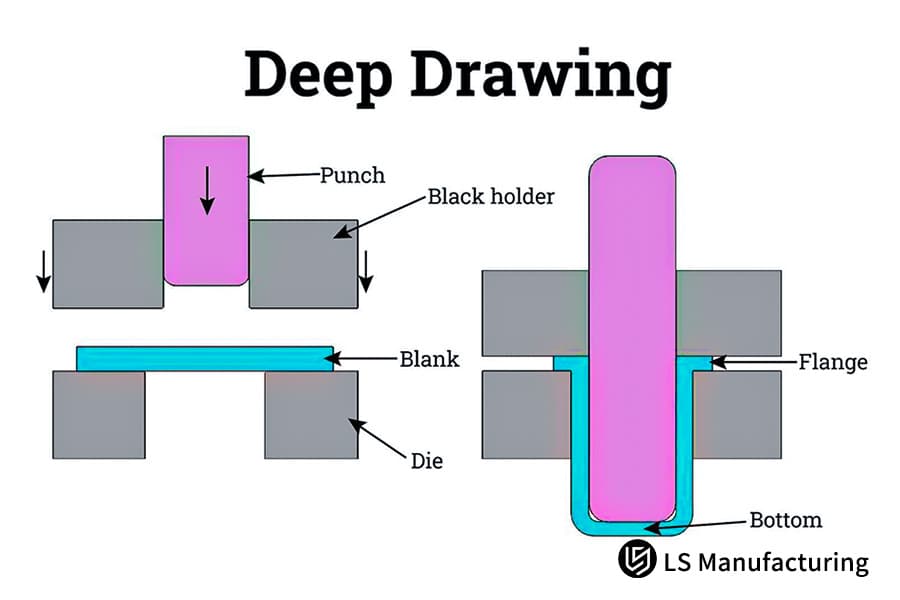
Figure 2: The illustration shows 5052 aluminum blanks transforming into cylindrical shapes during deep drawing.
What Parameters Ensure High Precision Cylindrical Deep Draw Parts Meet Tight Tolerances?
Cylindrical deep draw parts that require highly accurate tolerances for their applications have their dimensions determined by precise control of parameters. Loose tolerances mean failure, leakage, and other issues. For engineers requiring highly precise cylindrical deep draw parts, this document will provide clear and verifiable parameters to achieve this:
| Control Parameter | Implementation Method & Measured Outcome |
| Tolerance Control on Critical Dimensions | Using advanced servo presses that have closed loop control systems to keep the internal diameter tolerance at ±0.02 mm. |
| Management of Wall Thinning | Ensuring the optimized drawing ratio and friction conditions using simulations so that the wall thinning does not exceed 10% of the starting blank thickness. |
| Concentricity & Straightness | Using guided tooling and multiple-stage operations along with laser measurements to attain concentricity within 0.05mm TIR, essential for performance deep draw stamping components. |
| Surface Finish Integrity | Ensuring tooling is polished, for example, a Ra value less than 0.4 microns, to deliver a flawless internal surface suitable for dynamic sealing and fluid flow applications. |
| Lot-to-Lot Consistency | By adopting SPC techniques and ensuring that the process capability is greater than Cpk 1.67, the cornerstone of a precision deep draw service. |
This framework converts design requirements into a manufacturing process that is driven by data and parameters such as the accuracy of servo-press machines to validated Cpk. We tackle the key problem of taking a flawless prototype and translating it into an efficient, reliable manufacturing process for high volume deep draw stamping in complex industries. Our rigorous tolerance control methodology defines a true consistent deep draw stamping solution.
Why Is Box Shaped Deep Draw Stamping The Best Alternative To Expensive Metal Welding?
Box-shaped parts fabricated using traditional metal welding techniques have built-in weaknesses, inspection difficulties, and logistics challenges. Box shaped deep draw stamping offers an optimal replacement by creating a unified piece in one stroke. This paper outlines the engineering processes involved in achieving this feat without any welds:
Mastering Critical Corner Radii to Prevent Failure
The main problem during deep drawing boxes lies in avoiding material thinning and cracking in the inner corners. It is solved by optimal adjustment of the R-angles in the corners of the punch and die, according to strict calculations that take into consideration the steel grade and its thickness and draw depth. This way, we can ensure a uniform distribution of the metal through the corners without stress concentration and thus obtain a sturdy and crack-free item due to structural deep draw stamping.
Controlled Material Flow for Uniform Wall Thickness
Unregulated draw of metal results in excessive thickness at flanges and insufficient thickness at walls and edges. We have designed a process that regulates the blank holder pressure and draw beads in the die. The process controls the speed at which metal enters the die, maintaining uniformity in wall thickness throughout the enclosure. This gives the part predictable structural performance, one of the main benefits of custom deep draw stamping.
Eliminating Post-Process Labor and Inspection
The deep drawn seamless box offers a flawless surface finish right off the machine without the need for any additional grinding, smoothing, and polishing after welding. This completely negates the need for non-destructive testing (NDT) of welded components that incur both costs and delay in delivery. The result is an obvious assembly cost saving and quicker delivery.
Enabling Complex, Integrated Geometries
The method ensures that features like flanges, ribs, and mounting bosses can be incorporated within the drawn box design itself. The integration of the parts and processes within a single stamping assembly system is ideal for cabinet and chassis large format deep draw stamping. The integration process not only ensures effective logistics but also improves the quality of the product by reducing fastening joints.
This method exemplifies the principle of an engineering process designed to prevent errors rather than fixing them. Our forte is our ability to manage the corner radius, material flow, and forming processes so that the need for welding is nullified. We provide seamless deep draw stamping services that ensure longevity and high quality.

Figure 3: The assembly process fits 316L stainless steel components into custom deep draw tooling.
How Does LS Manufacturing Precision Deep Draw Service Maintain Consistency Across Batches?
The primary obstacle for OEMs in sustaining smooth assembly line operations and maintaining rejection rates at the quality standards in their processes is inconsistency in manufacturing of components. Consistency on such a wide scale cannot be achieved unless one pushes beyond mere inspections of dimensional measurements and adopts an analytical methodology to build up a validated deep draw stamping. The following are techniques used in our precision deep draw service that ensures statistically predictable operations without drifting during a sustained production process:
Proactive Process Qualification with Predictive Metrics
- Foundation in Data: A controlled process qualification is performed before transitioning to full-scale production.
- CPK as a Leading Indicator: In the first sampling inspection process, the Process Capability Index (CPK) is calculated.
- Actionable Benchmark: The CPK should be more than 1.67. This implies that the process is well-centered and has low variations relative to the specification limits, which is required for OEM deep draw stamping projects.
Real-Time SPC Monitoring on Critical Parameters
- Continuous Data Capture: This includes factors like press tonnage, blank holder pressure, and material feeding lengths, etc., that are collected automatically through the lines.
- Immediate Feedback: Control limits are plotted using the automatic chart, hence giving us instant feedback. In case of approaching control limits, action will be promptly taken to prevent the production of faulty parts.
- Automated Precision: One of the processes we have put into the operations is that it helps in the consistent running of the process all day long without necessarily relying on the output of the products.
Predictive Tooling Maintenance Based on Wear Trends
- Eliminating Surprise Failure: We do not allow the wear and deflections to happen before we take action. The focus of our SPC analysis is to track part dimensions.
- Trend Analysis: Gradual trends in the measured parts will indicate the wear or deflections.
- Scheduled Intervention: Maintenance would be performed according to a schedule, based on SPC data, thereby ensuring the CPK stability.
Full Traceability for Root Cause Analysis
- Lot-Level Accountability: Information about each lot of production and its summary from the SPC graph, as well as process parameter data, would be documented.
- Closed-Loop System: If there is any unintended deviation during the process, our system would give instantaneous information about the production period that caused the deviation.
- Continuous Refinement: This way we ensure proper analysis of the root cause of deviations and continuous improvement of the process towards producing high quality and volume of products.
This closed-loop system not only inspects the process but also monitors, evaluates, and prevents the deviations in the production process. It is apparent from the knowledge base of our experts, who use SPC for controlling and predicting deviations in the process. We solve the main problem faced by OEMs, which requires statistical proof of parts identity, from one to a million, with high-consistency deep draw stamping.
What Makes A Leading Deep Draw Parts Manufacturer Stand Out In The Global Supply Chain?
Whereas component selection in an international manufacturing chain goes beyond unit pricing into considerations of risk management, quality, and resiliency, true partnership depends on finding a vendor who can deliver more than just a component, but assured performance and total visibility within their system. The following document provides an overview of the distinguishing factors of a premier deep draw parts manufacturer and the standards set by the company to minimize risk and facilitate integration into rigorous international projects:
| Differentiating Factor | Implementation & Tangible Outcome |
| System-Centric Quality Assurance | Ensures certification compliance is substantive (not ceremonial). |
| Full Material Traceability & Integrity | Mill certificate - serial number tracking for all raw materials, verified by in - house spectroscopy; eliminates undocumented/low - quality materials in precision deep draw stamping projects. |
| Process Validation & Control | Implements APQP and PPAP for new products (statistical proof of process stability, e.g., Cpk > 1.67); critical for certified deep draw stamping reliability. |
| Complete Documentation & Transparency | Supplies full data packs (material certs, SPC charts, dimensioned reports, process params) for all shipments; enables client self - validation (core service of a true global supplier). |
| Structured Continuous Improvement |
Mandates 8D problem - solving; Kaizen team drives annual efficiency gains; optimizes manufacturing into an asset for verified deep draw stamping outcomes. |
These characteristics provide us with the definition of a company whose value comes from systematic approach, rather than capabilities of its presses. The key problems faced by our customers include opacity within the supply chain, quality issues and need to conduct audits. By establishing control and validation culture, we address all three of these problems and become an excellent deep draw stamping partner.
Can High Volume Deep Draw Stamping Significantly Lower Your Unit Price For Large Orders?
Unit cost is dynamic rather than static. It depends on volume, efficiency, and good engineering. In high-volume projects, the high volume deep draw stamping concept makes large upfront costs work for the customer through cost reduction per piece down the line. This is accomplished without compromising quality, but through efficiency that only large volumes can afford:
Amortizing Tooling Investment Through High-Speed Production
Tooling represents the largest cost driver. This is addressed through the use of progressive dies that are designed to be robust and fast, typically operating at more than 60 strokes per minute. High-speed manufacturing ensures that the cost associated with creating the mold is spread out across an enormous number of units. Consequently, there is a rapid, non-linear decrease in tooling cost per unit, forming the basis of unit cost optimization for over 100,000 units per year.
Optimizing the Entire Value Stream for Volume
Efficiency of cost is not limited to only the press itself. Our process of design includes the use of an engineered production cell for OEM deep drawing stamping that utilizes automated coil feeders, in-die tapping or piercing, and robotic handling of parts. This streamlined flow reduces human involvement, eliminates work in progress, and ensures maximum press utilization, thereby reducing costs on a per piece basis.
Securing Material Cost Advantages
The advantage of volume allows us to buy our raw materials directly from the mills in contract quantities without distributor markup. Additionally, we achieve savings in material cost by performing blanket simulation to optimize yields of the coils used. Thus, the combination of contract pricing and optimizing yield from our raw material achieves a significant savings for large-lot deep draw stamping.
Ensuring Predictability Through Process Stability
High volume economics are rendered irrelevant by quality differences and idle time. We employ SPC to establish predictive maintenance programs based on production information. This will result in a tightly controlled process where scrap will be minimized, shutdowns will be avoided, and a reliably consistent product will be produced – the essence of efficient deep draw stamping.
This analysis shows that cost leadership must be engineered, not discounted. Our approach takes on each of the major cost factors: tooling amortization, efficiency, cost of material, and variability through technological innovation. We bring the economy of scale: turning up-front capital investment into a cost-effective deep draw stamping solution for enduring collaboration.
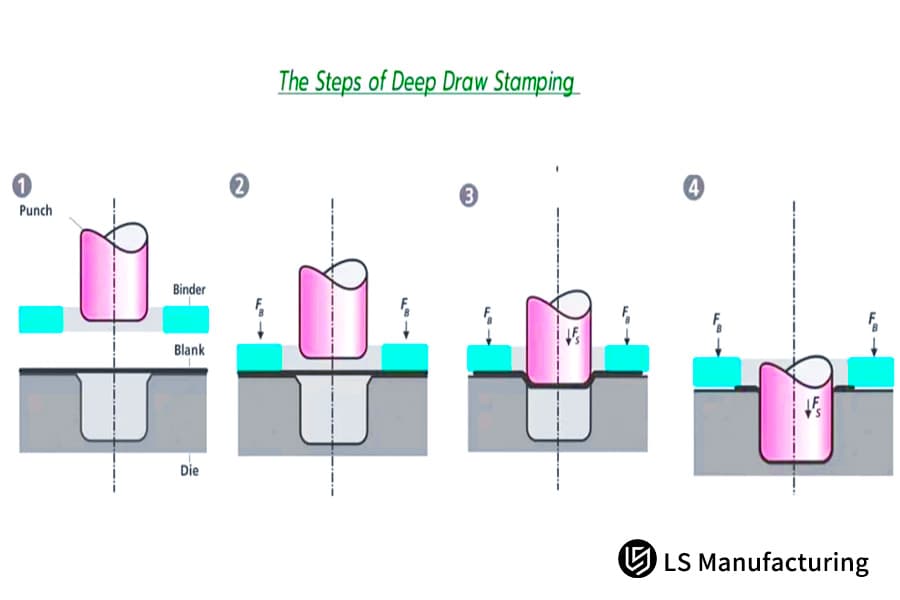
Figure 4: The diagram demonstrates 304 stainless steel blank transformation through sequential deep drawing steps.
Case Study: LS Manufacturing Medical Industry Stainless Steel Sensor Housing Custom Design
LS Manufacturing case study illustrates a problem-solving situation involving a difficult forming issue on a complex high-value medical part. With a failure rate of 15% during pressure testing of their stainless steel stamping housing, our customer needed a complete redesign of their manufacturing approach. The following summarizes the engineering problem, intervention strategy, and outcomes from our custom deep draw stamping capability:
Client Challenge
A medical device manufacturer had persistent quality problems during their pressure test (15% scrap rate) with the stainless steel 316L sensor housing. Their original multi-station deep drawing technique caused significant surface damage and non-uniform bottom wall thickness that was reduced by up to 30%, compromising the housing's hermetic seal performance. This not only impacted the reliability of the device but stalled production on a critical part, one that demanded medical deep draw accuracy and superlative consistency.
LS Manufacturing Solution
This was accomplished via our comprehensive re-designing approach to the process itself. We modified the die to be progressive, utilized extreme pressure polymer-based lubrication, and carefully adjusted the press speed to 12 SPM. This solution-oriented deep draw stamping methodology ensured controlled metal flow. Strain testing was also employed during the process to control stress at a reasonable level. All that successfully tackled the non-uniform wall thinning and surface deformation of the previous solution.
Results and Value
These changes resulted in a tangible effect on the end product. Part qualification rose from 85% to 99.8%, and thus the parts became qualified without any tests. Wall thickness deviation was kept constant within ±0.015mm. This high-precision deep draw stamping result delivered to our customer a reliable source of a component that had been giving him some trouble before.
This case study shows how engineering precision has been used to solve one particular complex manufacturing issue. The analysis revealed that the problem of excessive deformation resulted from uncontrolled friction and stress. In turn, by providing a precise parameter-based medical-grade deep draw stamping solution, we have managed to address the issue and offer more than parts – we offer certified stability.
Submit your sensor housing design for a formal quote. We guarantee scratch-free surfaces, uniform wall thickness, and 99.8% first-pass yield in deep-drawn stainless steel components.

FAQs
1. What is the maximum depth-to-diameter ratio for your deep draw stamping service?
Our advanced multi-stage deep draw process enables the production of parts with a 3:1 depth-to-diameter ratio. This technique ensures exceptional dimensional accuracy and maintains a uniform wall thickness throughout the entire geometry of the component.
2. How do you prevent material wrinkling in box-shaped deep draw stamping?
We use Finite Element Analysis (FEA) to precisely calculate the optimal blank-holding force distribution for each stage. Additionally, we implement custom die compensation specifically for corner areas prone to wrinkling, ensuring smooth, defect-free final parts.
3. Can LS Manufacturing handle high-strength materials for custom deep draw stamping?
Yes, we specialize in processing stainless steel, high-strength cold-rolled steel, and various aerospace-grade aluminum alloys. Our process parameters are meticulously tailored to the unique formability and springback characteristics of each specific high-strength material.
4. What is the typical MOQ for OEM deep draw stamping projects?
While specializing in high-volume production, we also offer small-batch prototyping services, typically ranging from 500 to 1,000 units. This flexibility supports projects with high growth potential from initial development to full-scale manufacturing.
5. How does your precision deep draw service ensure specific surface finish requirements are met?
We employ micron-level polished tungsten carbide dies paired with specialized forming lubricants. This combination achieves a superior surface finish, typically Ra 0.4–0.8, directly on the drawn part, significantly reducing or eliminating the need for secondary polishing.
6. Do you offer secondary operations, such as trimming or hole punching, for deep-drawn parts?
Yes, as a one-stop manufacturer, we integrate secondary operations like automated trimming, precision hole punching, and surface cleaning directly into our production line. This ensures high efficiency, consistency, and quality control from start to finish.
7. How can I get an accurate quote for custom cylindrical deep-drawn parts?
Please upload your 3D CAD files (STEP/IGES) to receive a quote. Our engineers will provide you with a free Design for Manufacturability (DFM) assessment and a detailed quotation within 24 hours to ensure part feasibility and optimize costs.
8. Why should I choose LS Manufacturing over local metal stamping services?
We provide data-driven DFM optimization and enforce 100% in-process quality control. Our goal is to ensure the lowest possible Total Cost of Ownership (TCO) for your project, delivering more value than just the parts themselves.
Summary
Selecting the right deep draw stamping partner is critical to your OEM project’s success. LS Manufacturing applies leading mold design expertise and rigorous parameter control to overcome precision and structural challenges in both cylindrical and box-shaped deep-drawn parts. Committed to a data-driven philosophy, we optimize every production detail to help global clients achieve high-quality, cost-effective, integrated part forming.
Stop wasting resources on inefficient, outdated processes. Whether your design is cylindrical or a complex box shape, LS Manufacturing’s experts are ready to support you. Click “Get a Quote” to upload your drawings for a free DFM review. In just 24 hours, we’ll provide a competitive, customized deep-draw stamping solution — so you can leave precision manufacturing worries behind.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


