
Deep draw stamping service, a core solution for manufacturing equipment that has high-output and housings as well as complicated cylindrical parts manufacturing, has been efficiently addressing main concern points for purchasing managers. The main question in the mind of a purchasing manager is "What is deep draw stamping".
The core problems are as follows: too high aspect ratios causing the workpiece to crack, creating uneven thickness in the walls, and the scarcity of qualified manufacturers that are capable of working with special alloys such as titanium and tantalum, and the like. Traditional suppliers fail to control material rheology and further to the extent of mold thermal fatigue management, which brings about poor product consistency, short mold life, increased costs, and lead time delays.
This essay describes in detail the ways in which LS Manufacturing, through its high precision deep draw stamping services, such as 0.005mm tolerance control, material utilization optimization, and proactive DFM risk mitigation, helps customers convert their technological advantages into cost advantages.

Deep Draw Stamping: Core Answers at a Glance
| Core Issues | Key Solutions | Customer Benefits | Key Data |
| Cracking in Parts with a Deep-to-Diameter Ratio | Multi-stage transfer press technology. | Stable structure, no cracking. | Wall thickness reduction rate ≤15% |
| High Unit Cost | Optimized material selection. | Reduced procurement costs. | Cost reduction up to 20% |
| Poor Batch Consistency | Preventative mold maintenance. | Stable product dimensions. | Dimensional drift controlled within 3-σ range |
| Difficult Processing of Special Alloys | PVD-coated molds. | High yield. | Yield ≥98% |
This article mainly covers the main problems of deep draw stamping of complex metal parts, it also explains the main capabilities of LS Manufacturing from technology materials parameters to case studies, so that purchasing managers can find dependable solutions and at the same time reduce overall costs. If you want to quickly understand the main solutions, then get in touch with a senior engineer for a free individual consultation.
Why Trust LS Manufacturing for Deep Draw Stamping Services? A One-Stop Solution for Custom Metal Parts
LS Manufacturing is well known for bringing a number of unique advantages to deep draw stamping services in particular. Over the last 20 years, we've not only have served with our custom metal stamping components some 300 clients in the medical, aerospace, and industrial sectors.
Our production lines meet ISO 9001:2015 standards and are fully controllable. Apart from product and process parameters studies, we have developed over 20 proprietary parameter libraries, mainly for materials such as 316L stainless steel and 5052 aluminum alloy, that offer customers a chance to avoid trial and error cost and shorten lead times. Our production capacity supports high-volume manufacturing demands,
We have an annual capacity of producing around 50 million pieces and even over the last five years we have been 100% on-time delivery rate, all these with a compliance of AS9100D standards which makes us a reliable source for services related to aerospace alloy components. We used FEA simulation to predict metal flow and mold optimization to get this piece correct. Actual production started on the first try, the batch pass rate was 99.2%, and therefore this was a demonstration of our problem-solving capacity.
If you also have complex metal parts stamping needs, please contact LS Manufacturing's senior engineers for a free consultation on customized solutions. We will provide one-on-one technical support to help you quickly solve stamping problems, reduce procurement costs, and seize market opportunities.

Why Prioritize Deep Draw Stamping Service for High-Aspect-Ratio Parts?
Complex components with a depth-to-diameter ratio of more than 3:1, precision deep draw stamping services are significantly more cost-efficient while maintaining high quality and performance, compare CNC machined parts. Therefore, it is an excellent alternant mass production solution.
Cost Advantage: Much Better Than CNC Machining
For a 3:1 or greater depth-to-diameter ratio part, deep draw stamping results in material cost savings of more than 40% as compared to CNC machining. One of the biggest drawbacks of CNC machining is material wastage, as the material utilization rate is only about 30%. On the other hand, deep draw stamping via material flow forming, which achieves a material utilization rate of over 80%, can drastically reduce costs in the mass production cycle.
Process Control: Achieving Performance and a Lightweight Design
LS Manufacturing using multi stage continuous die stretching technology keeps wall thickness reduction down to 15% or less. Specific means listed are:
- Performing an in-depth analysis of stamping speed and pressure while weakening the stress string visualization.
- Choosing variable pressure edge technology that changes pressure to suit each forming stage.
- Implementing high-precision sensors to measure wall thickness in real time and make changes in parameters without delay.
This approach satisfies lightweight requirements while ensuring 100% compressive strength, making it suitable for high-load applications. For details on cost reduction, a free technical white paper can be downloaded.
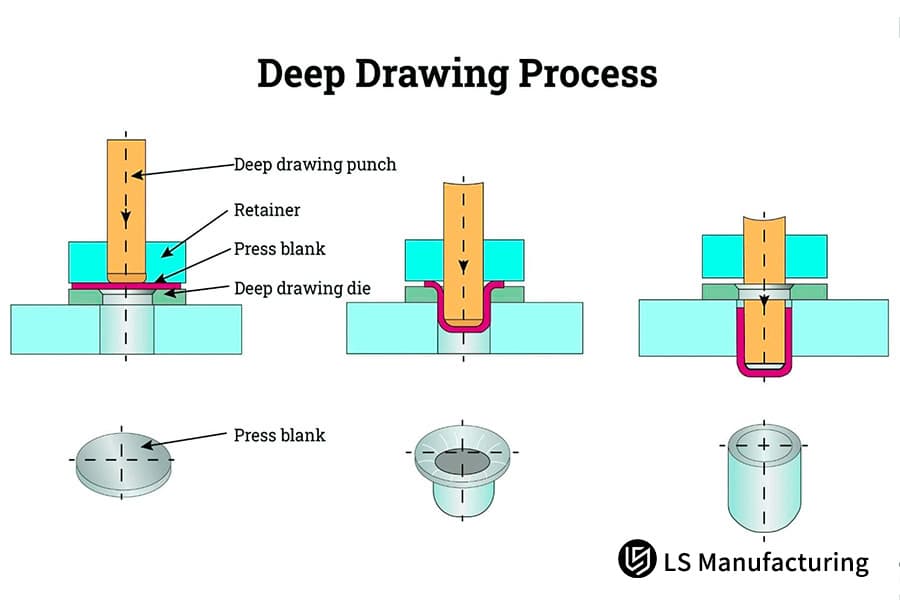
Figure 1: Diagram illustrating the deep drawing process with punch, die, and press blank.
How to Optimize Material in Deep Drawn Metal Stamping to Cut Unit Cost?
Material selection plays a very important role in deep drawn metal stamping. Material anisotropy (R-value) determines the edge quality of stamped parts directly. Suitable material selection is able to decrease the unit cost by 20% and keep the same level of performance.
Major Factor: Material Anisotropy (R-value)
- Basic Definition of R-value: The proportion of width strain to thickness strain during a material stretch, it is the major parameter that indicates whether a material is suitable for deep drawing or not.
- R-value Effect: When the R-value is higher, it means that the material can be stretched in the width direction more easily, so it will not break and wrinkle in the deep drawing process.
- Different Materials R-values Comparison: 5052 aluminum alloy has an R-value of 0.8-1.0 which makes it an ideal choice for deep drawing complex parts, other ordinary carbon steels have an R-value of only 0.5-0.7 which is the reason why they crack during forming.
Premium Method: Material Parameter Library
LS Manufacturing has gathered a premium parameter library of 316L stainless steel and 5052 aluminum alloy, which can identify the most cost-efficient material specification. Below is a comparison table of common material costs and applicability:
| Material Type | R-value | Unit Price (USD/kg) | Applicable Scenarios | Cost Saving Potential |
| 316L Stainless Steel | 0.9-1.1 | 3.8 | Corrosive Environments | 15% |
| 5052 Aluminum Alloy | 0.8-1.0 | 2.2 | Lightweight Parts | 20% |
| Brass H62 | 1.0-1.2 | 4.5 | High-Precision Parts | 12% |
| Cold-Rolled Steel SPCC | 0.5-0.7 | 1.8 | General Structural Parts | 8% |
What Technical Parameters Define High Precision Deep Drawing Stamping Excellence In 2026?
In 2026, the exquisite quality of high precision deep drawing stamping will have such well defined technical specifications that they will not only determine whether parts can be linked to the automated assembly lines but also will guarantee the stability of the whole equipment.
Core Parameter Standards: Industry Benchmark Data
LS Manufacturing has set the following industry benchmark data (or independent data anchors):
- Forming Tolerance: Stable within 0.01mm
- Surface Roughness: Ra 0.4μm
- Cpk Value Monitored by SPC System: > 1.33
Thus, each component is compliant to the requirements of automated assembly without any need of manual intervention. This, in turn, leads to a substantial enhancement in assembly effectiveness.
Quality Control: Full-Process Monitoring
We employ a 0.1μm resolution optical image screening system for the real time measurement of part dimensions and detection of surface defects. The inspection is carried out in three phases:
- Pre-stamping: Inspecting the surface and thickness uniformity of the material.
- Stamping: Real-time monitoring of the forming parameters and prompt adjustments.
- Post-stamping: 100% checking of finished products to ensure that defective products are not released to the market.

Figure 2: Industrial machine tooling for high precision deep drawing stamping operations.
Can Complex Deep Drawn Stamping Handle Asymmetrical Geometries Flawlessly?
Previously, asymmetrical shapes were not even considered for complex deep drawn stamping as they were very likely to cause uneven material flow, wrinkling, and cracking. But today through special procedures, LS Manufacturing is able to do the molding with zero defect at the first attempt.
Main Technology: FEA Simulation Forecast
- Principal role of FEA simulation: By finite element analysis, it imitates metal flow and quite precisely detects the risk of wrinkling and cracking that can be caused during the forming process.
- Initiating optimization: In accordance with the FEA simulation results, the mold design and process parameters are changed ahead of time so as to eliminate the occurrence of molding defects.
- Real-life implementation scenario: When making asymmetrical stepped shells, FEA simulation of stress distribution in different parts is used to determine the mold's fillet radius and edge pressing structure, so as to obtain uniform material flow.
Process Improvement: Pulse Lubrication Technology
- Key benefits of pulse lubrication technology: Rather than the usual way of continuous lubrication, it precisely sprays lubricating oil in different stages of the molding of a part.
- Two fold protection effect: Along with guaranteeing ample lubrication during the molding process, it simultaneously prevents the excessive lubricating oil from deteriorating the surface quality of the part.
- Particular outcomes: It can decrease the surface friction coefficient by 30%, it can even help to get rid of the surface defects such as scratches and enhance the quality of part molding.
Combining FEA simulation with pulse lubrication technology enables one-time molding of asymmetrical parts, eliminating the need for secondary machining. Submit product drawings to receive a free molding feasibility analysis.
How Does LS Manufacturing Ensure Consistency In High Volume Custom Metal Stamping Components?
For projects with annual demand over 1 million units, it is very important to have the consistency of custom metal stamping components. Changes in the dimensions by even the smallest amounts can have an effect on the final assembly and lead to major losses. LS Manufacturing has a full solution to guarantee batch consistency.
Die Maintenance: Preventative Maintenance Strategy
- Maintenance Strategy Positioning: Switching to preventative maintenance from traditional reactive repair to minimize consistency problems caused by die wear at the source.
- Mandatory Inspection Standards: Inspection of key die components for wear, parallelism, and other indicators shall be compulsory every 200,000 stamping cycles.
- Die Life Extension Measures: Employing ultra-hard carbide inserts in the die can increase its life from 300,000 cycles to 1 000 000 cycles, i.e. 3 times the original.
Data Monitoring: 3- Range Control
Our batch size data are monitored in real time using an SPC (Statistical Process Control) system to ensure that size drift remains within the 3- range. Below is a batch size drift data table for a specific product:
| Batch Number | Sample Quantity | Standard Size (mm) | Maximum Drift (mm) | Drift Range | Pass Rate |
| 20260101 | 1000 | 50.00 | 0.008 | Within 3-σ | 99.9% |
| 20260102 | 1000 | 50.00 | 0.007 | Within 3-σ | 99.8% |
| 20260103 | 1000 | 50.00 | 0.009 | Within 3-σ | 99.9% |
| 20260104 | 1000 | 50.00 | 0.006 | Within 3-σ | 100.0% |
| 20260105 | 1000 | 50.00 | 0.008 | Within 3-σ | 99.8% |
Where to Find a Deep Draw Stamping Service for Medical & Aerospace Alloys?
Medical and aerospace industries are very demanding in terms of material cleanliness and performance, something typical suppliers won't be able to meet. LS Manufacturing has the expert processing capabilities and will be able to offer dependable solutions.
Clean Production: Dust-Free Environment
In order to avoid dust contamination of materials during processing, we have a Class 10,000 cleanroom. In addition, by using food-grade lubricants, we are able to ensure that parts comply with medical and aerospace cleanliness standards, which means that they are suitable for human contact devices as well as aerospace parts exposed to harsh environments.
Special Alloy Processing: Solving the Mold Sticking Problem
- Main Processing Challenge: Deep drawing of materials like nickel alloys and titanium alloys used in medical and aerospace industries often results in mold sticking.
- Fix: After being coated with a physical vapor deposition (PVD) coating, the frictional force between the mold and the material gets reduced by up to 40%.
- Technology Certification and Performance: The technology has been certified through ASTM B265 standards and is capable of resolving the mold sticking issue as well as enhancing the part yield.

Figure 3: Various deep drawn metal stamping parts in different shapes and sizes.
Why is Early DFM Critical for Custom Metal Stamping Components Suppliers?
Besides passion for their work, a custom metal components supplier must also be a design partner with their customers. Early DFM (Design for Manufacturability) participation helps to eliminate design issues, minimize costs, and accelerate turnaround time.
The Main Principle of DFM: Streamlining Operations and Slashing Costs
By using our DFM programs, LS Manufacturing is able to rework part designs so that they are suitable for deep draw stamping. Changes in processes and mold investment are part of this. For instance, a customer's part with quite a small fillet radius needed 7 stamping processes. After DFM screening and fillet radius change, the number of processes went down to 5.
True Impact: Drastically Lowered Costs and Cycle Times
Besides that, this change cut down the mold making cycle by 15 days, mold investment was saved 10% (around $5,000), single piece production time dropped 20%, and project ROI got really close to the triple-digit level.
We offer free DFM reviews to potential clients. Contact us during the product design phase for advice to avoid mistakes and reduce subsequent costs. Submit your product design parameters to receive a customized DFM solution.
Case Study: LS Manufacturing Heavy-Duty Stainless Steel Pressure Housing for Industrial Sensor Systems
This case study showcases deep drawing stamping technology as an example of the industrial sensor system work. It strongly shows how we respond to complicated engineering issues and drive customer value.
Customer Challenges
A foremost manufacturer of industrial automation equipment was stuck in their search for pressure sensor housing. 304L stainless steel was the required material with the depth of the part going beyond 80mm and the bottom thickness had to be very closely controlled to 0.03mm at all times in order to maintain the sensing sensitivity.
The current supplier performed a traditional deep drawing stamping operation that caused the bottom to be overly thinned and scratched so badly that the scrap rate was as high as 15%, which hugely disrupted the assembly schedule. The customer's recurring changes of the process parameters did not bring any improvement, and the project looked like it was about to fail.
LS Manufacturing Solution
Our engineering team stepped in and re-performed the metal flow simulation by finite element analysis (FEA). They even figured out what caused the problem: molding pressure was not evenly distributed and, as a result, material flows got out of balance causing excessive thinning of the bottom and surface scratches.
It would be silly to just increase stamping pressure but instead we went for a 'thinning and stretching' combined with 'stepped forming' method to guarantee a more even distribution of material flow and to prevent over-thinning of some parts.
At the same time, we made a set of cemented carbide mold inserts and coated them with DLC (diamond-like carbon). The DLC layer lowers the friction coefficient between the mold and the material, thus avoiding material damages induced by frictional heat and enhancing the surface appearance of the parts.
During the following mold experiment, we fine-tuned the blank holder force parameters and changed it from 50kN to 65kN at the middle forming stage so as to guarantee a more even thickness of the bottom part.
Results and Value
The parts that were finally delivered had a 60% improvement in bottom thickness consistency with an improved surface roughness of only Ra 0.4μm level which had entirely removed the requirement for grinding processes afterward and thus the customer was saved by $8 in processing costs per part.
Overall, the customer's parts procurement costs decreased by 22%, and thanks to LS Manufacturing's 100% on-time delivery achievement, the market launch cycle of their industrial sensors was shortened by 3 weeks. This enabled the customer to gain a competitive edge.
If you are facing similar deep-drawing challenges, please submit your product PDF/STEP drawings. We will provide you with a molding feasibility analysis within 24 hours to help you replicate the success of our case studies and accelerate your product launch.

How To Evaluate The True Price Of Deep Draw Stamping Parts Based On Total Cost Of Ownership?
A lot of buyers get caught up in picking the lowest price of a single query and overlook the Total Cost of Ownership (TCO) which results in them paying more afterwards.
TCO Composition: Beyond the Single Inquiry Price
The TCO of deep draw stamping parts consists of mold amortization, secondary processing (cleaning, deburring), and quality risk costs. For instance, a cheap supplier's mold life is just 300,000 cycles, whereas our mold life is 1,000,000 cycles, resulting in the amortization cost of one piece being only 1/3.
Core Recommendation: TCO-Based Assessment
It is best to evaluate the overall cost by looking at the use of the material and assembly rate, not the inquiry price only. For example, a cheap supplier's material utilization rate is 60%, but ours is 85%, resulting in a saving of $2,000 on raw materials per 10,000 units, which is way more than the difference in unit price.
FAQs
Q1: What is the normal mold delivery timeline for the custom deep drawing service you offer?
Typically, mold production takes 4-6 weeks. LS Manufacturing can reduce sample delivery time to 21 days by using concurrent engineering and their in-house CNC mold center, this way they are able to increase their market share.
Q2: Which materials are the most suitable ones for producing deep drawn metal stamped parts?
Stainless steel (300/400 series), aluminum alloys, brass, and cold-rolled steel are the most common materials that are used. We also have the capability to work with special alloys such as Monel and Kovar which are suitable for very corrosive environments.
Q3: Is it possible for you to hold very tight tolerances on complicated deep drawn stamped parts?
Dimensional critical tolerances can be controlled constantly as close as 0.01mm and roundness 0.02mm. This is made possible with hourly automatic online gauge inspection.
Q4: What is the smallest quantity threshold (MOQ) for your stamping services?
With fully automatic progressive dies, a 5000-piece run is advisable to amortize the mold costs. Small-batch single-stage forming is available via prototype testing. Upload your product drawings to get a more precise quotation and customized MOQ options.
Q5: How much does deep draw stamping cost versus CNC machining?
Deep draw stamping can increase material utilization from 30% to over 80% leading to 30%-60% reduction in raw material costs when annual production runs over 1000 pieces.
Q6: Besides heat treatments, do you also offer other secondary processes like electroplating?
Our one-stop services include interstage annealing deburring electropolishing and functional plating so that parts can be directly assembled.
Q7: I am afraid that my custom design intellectual property (IP) will be leaked. How do you protect it?
We sign strict NDA agreements and use an encrypted PLM system. Mold drawings and process parameters circulate internally in a closed loop, ensuring they are never leaked.
Q8: I have heard that LS Manufacturing can also help me with optimizing my DFM. Is this true?
Indeed, 70% of in-time and on-budget projects start out with a proper DFM review. Changing part geometry may both reduce the manufacturing risks and the mold investment.
Summary
The combination of material rheology control and engineering innovation is what precision deep draw stamping is all about. It is very important to select a technologically knowledgeable and data-driven partner to ensure the success of the project. LS Manufacturing, known for its 0.01mm tolerances, over 98% yield, and professional DFM services, can turn your manufacturing problems into cost saving opportunities.
Do you want the best solution for your sophisticated deep draw parts? Submit your PDF/STEP drawings, and senior engineers at LS Manufacturing will give you a free DFM manufacturing feasibility report and a very competitive cost calculation plan within 24 hours. Do not allow manufacturing issues to hinder your R&D development, get in touch with our professionals now and begin a fruitful cooperation.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


