
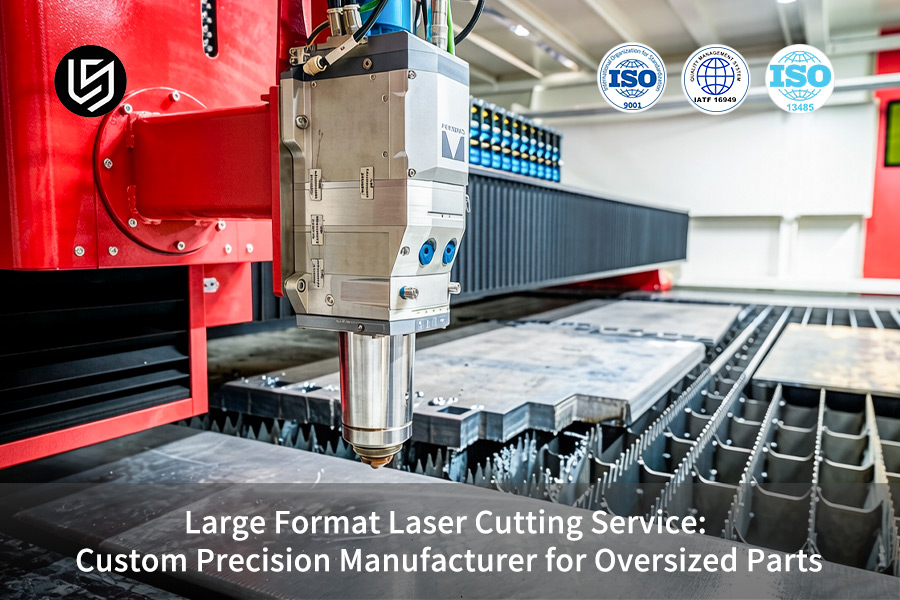
Large format laser cutting service poses considerable problems for engineers because conventional cutting tables are unable to support such massive workpieces (over 6 meters long). The fundamental problem lies in the inability to deliver accurate control of large-scale gantry systems that cause substantial length tolerance stack-up error and inconsistencies in cut alignment in materials over several kilowatts of power, causing assembly difficulties.
LS Manufacturing resolves this problem by developing a large fiber laser machine of 12,000mm x 3,000mm size with closed-loop feedback control and optimized DFM algorithms, offering a complete customization service for OEMs worldwide. Let us now explore the innovative technologies that we implement to achieve unmatched accuracy and material savings during large-scale cutting operations.
Large-Format Laser Cutting: Oversized Parts Quick-Reference
| Technical Consideration | Oversized Part Implementation | Result for Your Project |
| Machine Bed Capacity | Our machines have beds up to 4m x 12m, able to cut complete plates. | Allows the manufacture of large structural panels, machine frames, and building components. |
| Beam Consistency Over Distance | High-quality optical and linear drives ensure precise cuts throughout the entire machining range. | Guarantees consistent edge quality and dimensions (±0.2mm), even when working on the largest pieces. |
| Material Handling | Automation of laser cutting material loading and positioning facilitates handling of heavy and large sheets. | Lowers manual material handling and minimizes the risk of damage. |
| Thermal Distortion Control | Optimal cutting order and power management prevent thermal distortions. | Ensures that the part remains flat and its geometry is not affected, which is important for subsequent welding and assembly. |
| Nesting & Sheet Utilization | Nesting software ensures optimal placement of various parts on one large sheet. | Highest material utilization leads to lower material costs per piece manufactured. |
| Result: Uninterrupted Production | Seamless creation without having to join pieces together. | Creates a product with increased strength, appearance, and ease of assembly. |
We address the issues in manufacturing large-scale precision metal components. Our large-scale laser cutters provide precise and flat metal components directly from the entire metal plate. They allow us to make seamless and large objects easily, quickly assemble them, and make proper material use, ensuring reliable services in construction, transport, and machinery industries.

Figure 1: The laser engraving equipment carves patterns on small plywood boards with a laser beam for DIY crafts.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Many articles are available on laser cutting. What makes this guide stand out among the rest? Unlike many other authors who merely offer theoretical concepts, we are specialists working in a real workshop fighting oversized plates, thermal deformation, and the harsh requirements of energy industry and machinery manufacturing. We have all our practical knowledge verified by material science databases, such as Granta Design (CES EduPack).
Survival requires that we learn how to overcome the hurdles that come with the territory in laser cutting service of large format pieces. It’s not enough to understand the theoretical concepts, we’ve learned how to cope with such issues as stack tolerance for a span of 12 meters and cutting quality in thick plate material. Whether it’s the accuracy of wind turbine part or the fit up of shipbuilding plate – it all comes down to this practical knowledge.
Each tip that you’ll find in this guidebook is based on our experience and mistakes that we made when cutting these parts in the past. We bring you practical knowledge backed by the fundamental concepts described by reputable sources such as Wikipedia and proven in practice through testing with coolant, sparks and report sheets.
Why Is Precision Critical For Large Format Laser Cutting Service Providers?
Accurate tracking at micrometer levels for meters long is the ultimate challenge in large format laser cutting service due to errors that build up dynamically, jeopardizing quality. Our approach directly addresses this problem via motion control with closed-loop systems and beam management, delivering precision laser cutting of parts throughout the process:
Closed-Loop Linear Drive Systems for Path Fidelity
Using a direct drive system with full position feedback eliminates the inevitable errors due to mechanical inertia in standard systems. Through this method, the tooling path is constantly corrected in real time, ensuring that any deviations in positioning are contained within ±0.03mm for lengths of up to 12 meters, an absolute requirement for steel laser cutting.
Active Collimation Control for Constant Energy Density
Power density may become low due to divergence when the travel distance becomes greater, which causes inferior edge quality. Real-time beam profiling sensors are used to check focal point uniformity. There is also a dynamic collimation function that regulates beam profile to deliver consistent cut quality regardless of travel distance. This feature is important to obtain smooth edges when performing thick-plate laser cutting without dross or distortion.
Dynamic Process Parameter Synchronization
The parameters of cutting are automatically adjusted to correspond to the real speed and location of the machine. The software correlates gas pressure, frequency of pulses, and power level to the dynamic profile of the system in order to eliminate flaws at acceleration or turning points. High accuracy contour cutting is achieved to guarantee industrial precision standards in high-speed laser cutting.
Metrology-Based Calibration and Validation
We go beyond typical factory calibrations through the deployment of a volumetric accuracy assessment process based on laser interferometry. An accurate map of errors throughout the full working envelope is generated, and it is corrected inside the CNC of the machine. Consistent validation ensures the inherent accuracy of the system stays within specifications, offering dependable and verifiable measurements for each individual job.
This paper describes an engineering solution based on a systematic approach in which precision is managed rather than just stipulated. Through the discussion of our approach in integrating real-time metrology, adaptive optics, and synchronized dynamics, we prove the technical rigor necessary to address the essential difficulties of large format laser cutting service.
How Can Custom Large Format Laser Cutting Optimize Your Material Yield Rates?
In large scale metal fabrication, cost efficiency depends on materials more than anything else, especially when dealing with large plates. Efficiency depends on engineering and not simply coding. Our custom large format laser cutting service utilizes a multistep engineering technique that transforms sheet metal into efficient pieces to minimize waste and save you money on your piece-parts:
AI-Driven Nesting Algorithms: Beyond Basic Arrangement
- Algorithmic Logic: Genetic algorithms help us find multiple options, favoring efficiency over speed.
- Constraint Integration: We take into account the quality and the direction of grain for the material to prevent warping due to heat.
- Output: This leads to the formation of a nest where the efficient usage of 85-92% can be done on virgin sheets, which is an improvement by 10-15% compared to conventional nesting, thus making the foundation of material nesting optimization.
Advanced Cutting Techniques: Maximizing Sheet Real Estate
- Common-Line Cutting: During the high-volume laser cutting parts, common lines are considered and utilized for adjoining parts, thereby saving kerf.
- Skeleton Minimization: The skeleton that forms during nesting operations is reduced and maintained to be connected, thus making it easier to handle and recycle.
- Application: It proves to be highly beneficial during mass production, as wastage is greatly reduced.
Remnant Management and Strategic Order Integration
- Digital Inventory: An online digital database keeps information regarding remnants in terms of size, material type, and thickness.
- Smart Matching: Remnants are first paired with the current order parts to make use of them as "zero-cost" material.
- Benefit: It converts waste material into productive resources, which are especially useful for prototype laser cutting and small batch productions.
Process Synchronization for Flow Efficiency
- Integrated Workflow: An efficient nesting process automatically generates machine code, which includes automated lead-ins/out, and no-collision gantry movement.
- Holistic Optimization: Synchronization allows the nest to be optimized not only in terms of utilization but also for speed since the fastest nest will have higher throughput.
- Result: It allows for high-quality laser cutting processes without compromising on production efficiency.
In this document, we showcase our commitment to engineering efficiency by offering our services as technical partners in optimizing your supply chain. To maximize your sheet utilization with AI nesting and remnant management, partner with our engineering team. Request a detailed material yield analysis and a formal quotation.
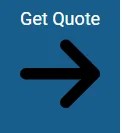
Figure 2: The dual head laser cutting machine processes aluminum alloy sheets with precision for aerospace components.
What Standards Define A Precision Manufacturer Oversized Parts Specialist?
The unique characteristic of a qualified precision manufacturer oversized parts is their ability to control any accumulated physical errors, where thermal distortion becomes a key element. The document provides specific methods for controlling errors that transcend mere capability to become the benchmark in professional fabrication standards for essential uses requiring uniformity in geometry and metal composition.
| Technical Focus Area | Core Protocol & Quantifiable Metric |
| Dynamic Thermal Compensation | The application of active power control based on material thickness data leads to minimal Heat-Affected Zone (HAZ) of ≤0.2 mm when performing extended-duration laser cutting. |
| Structural Thermal Stability | The combination of active cooling along with thermal insulation of the gantry and linear drive mechanisms guarantees no geometric distortions caused by frame expansion during precision metal laser cutting. |
| Volumetric Error Mapping | Using laser interferometry enables volumetric error mapping, which can then be used to calibrate the CNC system, ensuring the process integrity remains intact during high-tolerance laser cutting. |
| Synchronized Process Control | The cutting speed, gas pressure, and pulse frequency are synchronized with the tool path to maintain the same cut width and edge geometry throughout the whole process. |
The above explains how various control systems interact to form a complex chain. This solves the core problem in specialized metal manufacturing — the assurance of uniformity between the initial and final manufactured pieces, regardless of the time required to produce the entire batch. Such level of detail serves as a critical technical base for high-profile projects requiring certainty as their end result.

Figure 3: The CNC laser cutting system slices large format mild steel coils with automation for construction machinery.
Why Choose LS Manufacturing For Oversized Sheet Metal Laser Cutting Projects?
Oversized sheet metal laser cutting success is a function of engineering in the system that solves the multiplicity of mechanical, dimensional, and thermodynamic difficulties. This solution involves the integration of structural mechanics, automated material handling, and real-time processing control into a seamless process flow. The process of our method converts this complexity into predictable, high-quality results in large part production:
Structural Rigidity and Thermal Management
Gantry machines are built using high stiffness, low thermal expansion materials and controlled temperature across the whole body. It negates the sagging and drifting that naturally occur in spans beyond 12 meters, guaranteeing geometric accuracy from end to end while heavy-gauge laser cutting material. Precision engineering is a prerequisite when working with gantry machines.
Automated, Damage-Free Material Handling
It is critical to move large, heavy material without stressing it or leaving any scratches on its surface. For this reason, we use a computer-controlled air flotation table and a synchronized vacuum lift system with delicate gripping mechanisms. It automatically lifts, moves, and positions the sheets on the bed of the machine with micrometer accuracy, ensuring flawless registration at all times for every automated laser cutting lines job.
Adaptive Process Control for Heavy Sections
The cutting of a 50mm thick sheet metal involves several challenges in terms of heat management. In our systems, we rely on a closed loop system that controls the gas pressure along with laser power to keep the energy density constant throughout the depth of the kerf. The result is a smooth process without stalls, excessive dross formation, or bevel, which yields perfectly straight cut parts in just one pass even for the most rigorous heavy-duty laser fabrication jobs.
Integrated Digital Workflow from CAD to Part
We span the distance between the conception of designs and their realization. The nesting software is tightly linked to material handling and machining CNC, ensuring that an optimized layout can be converted into commands that guide the movements of material transfer, punching, and cutting. The close coupling reduces non-cutting time and guarantees flawless performance of industrial laser cutting systems.
Our solutions to the logistics and engineering problems posed by large-scale fabrication – safe transport of materials, structural integrity under stress, and accurate cutting of large sections – lie in their interconnection as variables in a process. Facing challenges with oversized plate cutting? Our engineered system delivers precision through automated handling and adaptive control. Inquire now for a feasibility assessment and technical proposal.
How Does High Power Laser Cutting Service Ensure High-Quality Edge Finishing?
Edge quality in high power laser cutting service goes beyond simple power output; it requires precision energy delivery, optimal gas dynamics, and effective thermal control. The key problem is removing the molten metal without causing it to cool back down to dross or a rough surface. The document outlines the process controls required to turn a powerful beam into a precision cutting tool, ensuring cut edges of Ra 6.3 μm or better without further processing:
Precision Gas Dynamics for Clean Melt Ejection
- Gas Nozzle Optimization: Digital controls with multi-staged nozzles for laminar flow are used such that the assist gas shield is coherent at all times during the whole depth of the kerf.
- Dynamic Pressure Regulation: Pressure and flow vary dynamically according to the thickness of the material being cut and cut path geometry, enabling optimal momentum for expulsion of melted metal.
- Result: This hydrodynamic environment control is necessary in stainless steel laser cutting because it will avoid turbulence resulting in striation and adhesion of molten slag.
Thermal Input and Kerf Stability Management
- Modulated Power Delivery: High power laser uses either pulsed or continuous wave according to the material grade and thickness with minimal heat input.
- Kerf Width Control: Adjustments on cutting parameters ensure uniform and narrow kerfs, thus, enable assist gas to retain its velocity and cooling properties.
- Outcome: This fine tuning avoids too much melting and HAZ, which is crucial for edge quality control and part dimensions.
Controlled Piercing and Lead-In Strategy
- Synchronized Pierce Cycles: Laser power ramping up, gas activation, and focal point synchronization ensure that no explosive spatter occurs that may harm the plate surface or nozzle.
- Optimized Lead-In Paths: Lead-in and lead-out design is algorithmically generated in such a way that there will be no defects near critical edges, making sure that a smooth transition to the cut pattern takes place.
- Benefit: This way we avoid any possible defects in starting or ending areas, which is one of the common failure sources in precision bevel laser cutting.
Data-Driven Parameter Optimization
- Material-Specific Libraries: We develop our own material databases containing optimal cutting parameters (laser power and speed, gas pressure and flow rate, frequency) for specific material grades and thicknesses.
- In-line Monitoring: Optical sensors may be used to observe the process of cutting to have data available for further adjustment.
- Impact: The empirical, data-driven nature of this approach guarantees that all of the superior capabilities of our fiber laser cutting technology are leveraged to deliver consistent and outstanding performance.
This procedure describes a closed-loop process control mechanism. We address the edge-quality problem by controlling how beam-material-gas interaction occurs, rather than just specifying power. Achieve production-ready edges through controlled gas dynamics and thermal management. Discuss your material and tolerance requirements to receive a tailored high-power cutting solution.

Figure 4: The industrial laser cutting machine cuts thick alloy steel plates with high power for automotive manufacturing.
What Technical Advantages Define A Superior Large Part Laser Cutting Service?
A superior large part laser cutting service is not about the size of equipment but the ability to anticipate solving kinematics and geometry problems associated with machining large and complex parts. What makes our company superior is the use of virtual validation, guaranteeing that there will be no issues during the machining process. In this document, we outline the technical pillars employed to turn complex geometry into producible parts through quantitative measurement of the First-Time-Rate (FTR):
| Technical Pillar | Implementation & Quantifiable Outcome |
| Offline 3D Path Simulation | All programs are subjected to 3D path simulation to detect any singularities, collisions, and limits on axes before running the program physically. |
| Robotic Kinematic Optimization | For complicated shapes, a robotic laser cutting cell is coded with optimal TCP paths to ensure uniform standoff height and cutting angle on 3D surfaces. |
| Predictive Process Validation | Software simulates the cut sequence, heat buildup, and part springback, enabling proactive adjustments to preserve dimensional integrity for aerospace-grade laser cutting tolerances. |
| Seamless Digital-to-Physical Handoff | The simulation program, including all optimized parameters, is uploaded straight to the control system, guaranteeing flawless execution of the virtual plan in the physical complex 3D laser cutting process. |
This approach represents a proactive engineering methodology. We address the key issues of kinematic failure, thermal distortion, and program prove-out in our custom precision cutting by validating the design upfront in a digital twin. In doing so, we move from a reactive methodology to one that is more accurate, thus yielding a 99.8%+ first-time-right performance. Documented methodology ensures that technical confidence is established for high-value, low-tolerance projects.
How Does Custom Precision Laser Cutting Minimize Thermal Distortion On Long Beams?
The biggest hurdle in manufacturing long beams using custom precision laser cutting is not in cutting the material but dealing with the cumulative impacts of thermal input and internal stresses that lead to warping and distortion. To this end, we use a data-driven, path-oriented methodology to control thermal input and thus maintain geometric accuracy within tolerances as tight as ±0.2mm/m:
Pre-Cut Material Stress Analysis and Path Strategy
Analysis of material cert and grain direction is carried out prior to programming to define natural stress conditions. The cut path is planned such that it works within these conditions and not in opposition to them. This analysis will serve as the basis for the entire staggered laser cutting process.
Discretized Thermal Input with Stitch Cutting
Rather than a continuous cut through the length of the beam, we use what we refer to as a “stitch” or a “jump cut” technique. Heat can dissipate from one area to another with multiple non-linear cuts being made along the path of the laser beam. Our thermal distortion control technique effectively avoids the development of the cumulative thermal gradient, which otherwise causes bending and twisting in long beam laser cutting applications.
Synchronized Cooling and Parameter Modulation
The parameters of cutting, such as power, speed, and gas, are adjusted dynamically depending on where the cut will happen and the current temperature of the surrounding material using thermal imaging. Cooling by an active air knife may be performed between stitches. Thus, we ensure that each cut will be done in the stable thermal environment which is one of the main principles of precision engineering.
In-Process Metrology and Compensatory Machining
For critical parts, laser trackers or inline measuring systems capture the beam's geometry duringthe cutting process. This data feeds back to the CNC, allowing for micro-adjustments in subsequent cutting paths or initiating a final, light laser cutting pass to bring the component back within tolerance after stress relaxation.
This approach explains the closed loop of predicting, distributing and correcting the heat effect. The difficulty of warpage in the long parts is addressed via substitution of the linear energy source by a more predictable heat process based on the science of materials and data from sensor readings. This turns custom precision laser cutting into a deterministic process with guaranteed straightness and proper assembly alignment without the need for any straightening process.
Why Is Large Scale Laser Cutting The Most Cost-Effective For Industrial Parts?
True cost-effectiveness in industrial scaling transcends a low per-hour machine rate. Rather, this economic advantage emerges from the optimization of processes such as achieving maximum material usage efficiency, reduced idle time and high-quality work done at first try. In case of large scale laser cutting, these economies are built into the process, leading to:
Maximizing Throughput with High-Speed Cutting
- Technology Leverage: Using high-power (12kW-20kW) fiber laser systems which can cut faster than other techniques, especially in thick materials, resulting in less arc-on time per part.
- Parameter Optimization: The cutting parameters will be set to the perfect combination of speed and edge quality so that there is no requirement for additional finishing work on the edges.
- Impact: The resulting reduction in the time spent on primary processes will form the backbone of cost-effective manufacturing.
Minimizing Non-Value-Added Time via Automation
- Integrated Material Handling: The load/unload systems and pallet changing will ensure that the laser cutter runs automatically, without any time wasted on moving between sheets manually.
- Lights-Out Operation: The automated laser cutting lines are able to operate unattended, running optimal nesting algorithms overnight to optimize equipment usage.
- Benefit: This greatly decreases the labor cost per piece and improves overall equipment efficiency (OEE), a crucial element in enabling mass manufacturing.
Ensuring First-Time Quality to Eliminate Rework
- Predictive Process Control: Sophisticated nesting software features collision avoidance and thermal deformation simulation, eliminating any potential problems with incorrect programming that would lead to waste.
- In-Line Monitoring: In-process sensors have the ability to measure cut quality, making real-time adjustments possible to ensure compliance with all specifications.
- Outcome: Achieving the highest First Time Rate (FTR) through precision production cutting is the most important element in managing total costs because it eliminates the high cost associated with discarding or remanufacturing expensive components.
Data-Driven Workflow Integration
- Digital Thread: The creation of a seamless digital thread from CAD/CAM design to the CNC cutting machine prevents errors during program transfer and enables scheduling of batches more efficiently.
- Analytics for Continuous Improvement: Cut times, material yield, and consumable use data can be analyzed to gain additional efficiencies in the production laser cutting efficiency cycle.
This document describes a comprehensive approach of manufacturing where costs are engineered out of the system. Cost-effective manufacturing is not accomplished through having the lowest price point in the market, but rather by creating the most efficient operation: the use of automation to reduce downtime, high precision speeds to reduce cycle times, and using data to make sure that first pass yield is perfect. This approach results in the lowest total cost of ownership in large scale laser cutting.
LS Manufacturing Empowers Global Energy Equipment Manufacturers: A Case Study In Custom Precision Cutting For 10-Meter Offshore Wind Connectors
This is an example of a challenging case where LS Manufacturing successfully applied the integration of engineering principles to solve the fabrication problems of an energy company in Europe. In a scenario where our client was denied certification by DNV, because of failures due to welding, we delivered a breakthrough through our single-pass laser cutting technology which made the adapter transition from a weld piece to a single-piece cut piece:
Client Challenge
The part was a 10.5-meter-long flange adapter, made of S355J2 steel with thickness 35mm. The current process involved segmented cutting followed by welding which created stresses greater than 300MPa leading to micrometer cracks in the part. Moreover, this resulted in a tolerance level of ±5 mm, whereas the allowed tolerance level for DNV certification was only ±1.5mm.
LS Manufacturing Solution
Our elimination of welding was done by using our high-power laser platform, measuring 12m x 3m, which was employed in cutting the monolithic parts. We created a unique path strategy that involves dynamic adjustment of the power and assist gas supply, in this case, high-pressure nitrogen, to control heat input. This resulted in an excellent verticality of the kerf of less than 0.5° and a completely dross-free cut edge. The integrated laser cutting process guaranteed perfect geometrical continuity and homogeneity of the material that could not be obtained through welding.
Results and Value
The one-part component has met a dimensional tolerance of ±0.3mm, well within the DNV guidelines and successfully completed all the structure certificates. Since we did not use welding, post-welding heat treatment, nor any grinding, the cost has been slashed by 40%. Additionally, the lead time has been reduced from 15 days to just four days. With this quick prototype development, the customer won a multi-million euro contract.
In this particular scenario, it was about converting a potential failure into a definite success with innovative processing steps. The problem of welding-related stresses on important structures was addressed by switching from a subtractive joining technique to an innovative and highly controlled monolithic thick-section laser cutting process. Our capability of delivering not just parts, but definitive solutions that pass through the toughest industrial criteria is showcased here.
Secure DNV certification and 40% cost savings by eliminating welding stress with our monolithic laser cutting. Contact us to request a project feasibility review and a formal quote.

FAQs
1. What is the maximum worktable size available for your large format laser cutting service?
At LS Manufacturing, we feature industry-leading oversized worktables that span up to 12,000mm long and 3,000mm wide. With such a huge worktable size, we can effectively cut through the biggest single metal sheets used in construction, transport, and heavy machinery applications.
2. Can you achieve precision tolerances on parts exceeding 6 meters in length?
Yes, absolutely. We maintain exceptional linear tolerances of ±0.05mm across the full span using advanced linear encoder feedback and integrated real-time thermal compensation systems, ensuring critical dimensional accuracy for the longest structural frames and components.
3. What material thickness can your high power laser cutting service handle?
Our high-power 20kW fiber lasers can precision cut carbon steel up to 50mm thick and stainless steel up to 40mm thick. This capability delivers clean, dross-free edges that significantly reduce or completely eliminate the need for any secondary edge finishing operations.
4. How do you handle thermal distortion during the large scale laser cutting process?
We expertly control thermal distortion by implementing strategic stitch-cutting paths and dynamic real-time laser power modulation. This process is guided by our proprietary material cooling database and adaptive control algorithms to ensure optimal part flatness and geometric accuracy.
5. Is custom large format laser cutting more expensive than traditional plasma cutting?
While the machine hourly rate is higher, the superior cut quality, minimal kerf, and excellent edge finish often eliminate costly secondary machining. This typically results in a lower total cost per finished part and enables significantly faster overall project completion timelines.
6. What industries typically require precision manufacturer oversized parts services?
We primarily serve the aerospace, renewable energy, shipbuilding, and heavy infrastructure sectors. These industries require mission-critical precision and reliability for fabricating very large structural components like wind turbine housings, ship panels, and structural beams.
7. How quickly can LS Manufacturing provide a quote for custom precision laser cutting?
Our dedicated engineering team provides detailed, DFM-integrated quotations within 24 hours of receiving your CAD or STEP files. This rapid service includes a complimentary manufacturability analysis to ensure optimal design for cost efficiency and production success.
8. Do you offer post-cutting services such as 12-meter CNC bending or certified welding?
Yes. As a true full-service provider, we offer comprehensive post-processing including large-scale CNC bending up to 12 meters, certified robotic welding, and specialized surface finishing. This integrated, one-stop approach guarantees consistent quality control for complete oversized assemblies from a single, reliable source.
Summary
In ultra-large, complex part manufacturing, finding a partner that balances scale, technical depth, and quality stability is critical. LS Manufacturing utilizes 12,000mm multi-kW laser systems and deep DFM expertise to solve challenges in thermal deformation, precision control, and material utilization. We are not just a large-format laser cutting provider, but a reliable partner guiding you from design optimization to mass production.
Ready to launch your large-scale precision laser cutting project? Don’t let size limits or splicing errors constrain performance. Click “Get a Quote” to upload your CAD files for a free technical feasibility assessment and a competitive production proposal. Contact us today to advance your manufacturing capabilities together.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


