
Medical metal bending service is a micron-level precision forming technology compliant with the ISO 13485 system. This technology is effective in addressing the core problems of the medical precision parts industry, which often include issues of excessive springback, drifting dimensions, microcracks, and lack of traceability for compliance.
It can meet very strict forming requirements of surgical implants, minimally invasive instruments, and other related products. By applying dynamic springback compensation combined with 100% online visual inspection, it manages to keep part angle tolerance locked within 0.3 and surface roughness controlled to Ra0.4μm, so greatly diminishing the chances of batch scrapps and regulatory audits of medical parts while at the same time, providing standardized precision manufacturing solutions for medical OEMs.

Overview and Key Conclusions of Medical-Grade Metal Bending Core Technologies
In this chapter, we present a summary of key parameters, technical elements, and regulatory standards related to medical precision bending processes. It will allow you to understand the industry's main logic at a glance and be a handy guide for selecting suppliers and designing products.
| Core Dimensions | Technical Standards | Compliance Requirements | Core Customer Benefits |
| Angle Tolerance Control | Stable locking of ±0.3°, mass production extreme ±0.2°. | Complies with FDA, CE, and MDR audit standards. | Completely eliminates assembly failures caused by angle drift. |
| Surface Accuracy Grade | Surface roughness Ra≤0.4μm | ISO 13485 Cleanroom Production Standard | No scratches, no contamination, suitable for implantable devices. |
| Process Capability Index | Cpk≥1.67, far exceeding the industry benchmark of 1.33. | SPC Statistical Process Control Standard | Zero deviation in 100,000-piece mass production, extremely high stability. |
| Traceability Archiving Cycle | Full parameter archiving and retention for 15 years. | Medical device compliance traceability regulations | Easily passes audits of various regulatory systems. |
| Secondary Rework Rate | Controllable to 0% | Mass production quality standards for medical components. | Reduces material procurement costs by more than 45%. |
Key Takeaways
- The most important aspect of medical-grade tight tolerance metal bending is controlling the physical parameters so precisely that the springback drift due to the difference of hardness between material batches can be completely eliminated.
- Acquiring ISO 13485 certificate is not only a credential but also a mandate for 100% batch traceability of process parameters (like bending angle and pressure curve) in a production environment.
- It is advisable to relegate to the back burner of supply chain management those high-value suppliers who are lacking DFM (Disease Management Function) that enable early risk intervention, custom mold design, and online closed-loop testing.
Why Choose LS Manufacturing’s Medical Metal Bending Service for Precision Medical Component Manufacturing?
Professional medical precision bending services should be centered on resolving production stability issues and ensuring compliance with the requirements of high-end medical components, besides offering the aid of mature technology and an extensive system for compliance. Conventional processing methods usually cannot deal with the elastic-plastic deformation characteristics of medical specialty metals. This is one of the main reasons why the industry has a low mass production pass rate for most goods. In addition, processes must meet the ASTM F136-18 medical metal standard and limit the changing parameters of forming strictly to prevent clinical safety hazards.
Regular manufacturers are capable of performing only the most basic forming and are not able to produce micron-level tolerances and compliance traceability. We use the ASTM B348-22 medical titanium alloy forming standard and also rely on our self-developed compensation algorithm and digital control system to be suitable for processing various medical specialty metals. Through this, we come up with solutions for problems with the dimensional drifting of batches and getting the products compliant with global regulatory audits.
Closely linked to medical precision manufacturing, we have made many customized projects for minimally invasive and implantable parts. In fact, our efforts have led to an increase in the mass production pass rate of parts from 35% up to 99.7%, thereby eliminating in a very efficient manner our clients' R&D and mass production losses.
To intuitively understand the implementation effects and applicable scenarios of medical precision bending, you can view our extensive portfolio of successful medical part case studies with one click, quickly matching your own product processing needs.

How To Control The Springback Deviation In Custom Medical Bending Components?
At the heart of controlling the springback deviation of personalized medical bending parts is the employment of a real-time closed-loop pressure control system. Based on the real yield strength of each batch of materials, the lower dead point compensation parameters are updated on the fly to keep the angle tolerance within 0.3°, thereby effectively fixing the forming deviation in custom medical bending components.
Accurate Material Stress Data Gathering
Drawing from our working experience in the minimally invasive titanium alloy chuck project, we have found that small variations in the yield strength of different batches of 316L stainless steel and Ti-6Al-4V titanium alloy will directly cause the springback to vary. By using professional metal bending calibration standards, through destructive tensile testing, we are able to determine the real stress-strain curve of each material batch very accurately. The detailed procedure is:
- Select raw material samples from each batch, perform tensile mechanical tests, and document the final yield parameters.
- Transfer the collected data into a high-precision CNC bending machine, superseding the general standard parameters.
- Finalize the adaptive tuning of equipment parameters to be in line with the forming behavior of the material batch being used. Simply put, this means the machine will no longer operate on fixed parameter sets but will adjust to the actual properties of each material batch, thereby mitigating springback deviation right from the source.
Real-time Laser Secondary Compensation Correction
Micron-level precision locking can only be realized by in-process angle monitoring. Our LAC, a laser angle measurement system that we developed ourselves, allows us to monitor the bending process in real time to the nearest microsecond. It can real-time capture forming angle deviations and at the same time can execute a secondary dynamic compensation that completely counteracts the material springback. We always follow the standard of stable metal bending performance that is stable. This technical development cuts down the parts that need to be reworked to 0%, and so it solves the problem of the poor assembly of medically tailored bending components, at the same time it fully enhances the processing precision of the medical metal bending services.

Figure 1: A gloved hand holds precision-bent medical metal parts, showcasing manual quality control.
Why Tight Tolerance Metal Bending Relies Heavily On ISO 13485 Traceabilities?
Tight tolerance metal bending is highly dependent on ISO 13485 traceability because the compliance of medical devices calls for 100% binding and archiving of the processing parameters, raw material batch numbers, and coordinate measuring machine (CMM) data for each bent part for a period of up to 15 years.
Full-Dimensional Closed-Loop Control of Process Parameters
We do more than simply accumulating certificates. For technology implementation, we have developed a digital system for the historical records of DHR equipment, which allows full-process control of tight tolerance metal bending. The metal bending traceability standard, which is industry-specific, effectively sets the standard for the whole precision machining process.
Only very few core control parameters are allowed: e.g. the radius of the upper bending die fillet is controlled within R0.2mmR0.5mm, provision of real-time compensation for die wear deviations, and making an optical projection morphology comparison mandatory every 50 cycles to prevent the accumulation of forming deviations.
Mass Production Stability Data Enables Compliance
Batch consistency optimization is a very effective way to enhance process control. Using Statistical Process Control (SPC), we were able to raise the product process capability index (Cpk) from 1.33 to 1.67, this way completely solving the problem of inconsistent dimensions in mass production.
Strict application of an excellent quality metal bending control system with a complete digital traceability system are sure to turn an ISO 13485 certified bending service from a mere formality into a real compliance guarantee of mass production, helping clients easily pass audits by different regulators.
What Factors Determine Quotation For An ISO 13485 Certified Bending Service?
Labor cost alone is hardly the main determining factor when it comes to quoting an ISO 13485 certified bending service. Apart from the material grade, process complexity, the amortization of dedicated special scratch-free molds, and the compliance verification and testing (like 100% FAI and spectral material verification), facilities that meet high specifications are jointly responsible for setting the prices.
Differences in Cost between Medical Grade Bending and Industrial Grade Bending
Ordinary industrial bending and medical-grade bending based on ISO 13485 standards have completely different cost components. The main differentiators are the control of compliance and the assurance of accuracy. The structure of medical metal bending cost in a professional setting makes it very clear that these two are priced on different bases.
A specific comparison is as follows:
| Cost Dimensions | Ordinary Industrial Bending | ISO 13485 Medical-Grade Bending | Reasons for Cost Premium |
| Cleanroom Control | No specific pollution control | Complete elimination of cross-contamination between carbon steel and other materials. | Dedicated cleanrooms and isolated production equipment. |
| Surface Protection | Standard protection, Ra≤1.6μm | Polyurethane protective film protection, Ra≤0.4μm. | Higher cost of medical-grade scratch-free protective materials. |
| Testing Items | Sampling and routine dimensional testing | 100% FAI + spectral material verification + destructive testing | Time-consuming and labor-intensive full-dimensional compliance testing. |
| Cost Traceability | No data archiving requirements | 15 years of full-parameter digital archiving. | Digital System Operation and Maintenance & Data Storage Costs |
Core Logic of Precise Pricing Calculation
Using our exclusive method of cost calculation: Total Cost = Substrate Cost + Dedicated Mold Amortization Cost + Compliance Testing Cost + Process Loss Cost, we have the capability of accurately measuring the reasonableness of a quoted price. By using our open metal bending pricing method, we support fair pricing of worldwide medical OEMs.
Besides these, our standardized tight tolerance bending service, and ISO 13485 certified bending service do away with the surprise of hidden costs. The high price of medical-grade bending is completely spent for precision, compliance, and quality assurance and not for extra markup.
Figure 2: Four stainless steel tubes with precise 90-degree bends, showcasing medical-grade forming.
How Can Precision Metal Bending For Medical Address The Risk Of Micro-Cracking?
At the heart of precisiob metal bending for medical is a careful manipulation of the ratio of the bending radius on the inside to the plate thickness (R/t) so that it stays above the critical limit. Besides that, non-destructive eddy current testing and 500x electron microscopy (SEM) are used for random sampling and confirmation of the grain morphology of the stretched surface.
Stress Concentration Eliminating Pre-processing
To prevent microcracks that occur very easily during small-radius bending of titanium alloys and high-hardness stainless steel, we use a two-step pre-processing protection method. Through dependable metal bending defect control, we can completely avoid defect formation. Here are the main points of delivery:
- Edge Polishing: Using a combination of high-precision laser and electrolytic polishing, microscopic burrs on the surface of the sheet metal are completely removed, because of this eliminating the possibility of stress concentration.
- Accurate Temperature Forming: Our unique hot bending process at a constant temperature of 320 can make the titanium alloy sheet more plastic and less likely to develop tensile cracks.
- Perfect Parameter Matching: By adjusting the minimum bending radius based on the thickness of the sheet, damage to the material due to extreme forming can be eliminated.
Complete Set of Non-Destructive Testing And Risk Management Measures
Detection of cracks with the aid of non-destructive methods reduces risk to zero. Our approach is to complement eddy current non-destructive testing with 500x SEM microscopic sampling so that a thorough investigation is carried out for microscopic damage in parts with different sheet thicknesses from 0.5mm to 2.0mm, which results in the establishment of a full parameter matrix.
Because of safe metal bending fabrication standards, we are capable of guaranteeing the forming safety of precision metal bending for medical and medical metal bending service and absolutely avoiding device fatigue fracture and product recall risks.
Stress relief, when combined with non-destructive testing, could remove microcracks in precision metal bending (for medical applications) from their generation point, this way avoiding product recall risks. For component crack-resistant process optimization, please book a one-on-one dedicated process consultation.
Why Choice Of Tight Tolerance Bending Service Dictates Your Product Validation Speed?
Selecting a highly qualified tight tolerance bending service can raise the pace of product validation by more than 50%. What makes a great service is their capability to furnish IQ/OQ/PQ operational validation reports with a thorough set of Initial Sample Inspection (ISIR) data files, that are totally aligned with FDA and CE MDR audit requirements.
All-Encompassing Compliance Validation Documentation Support
Standard manufacturing units are limited to producing finished parts only, they don't support compliance validation documentation. Still, expert tight tolerance bending service offer a complete set of validation documentation derived from the metal bending compliance audit standards that comprehensively address installation validation, operational validation, and performance validation. This totally matches global regulatory audit standards thereby greatly helping the customer's validation process.
Micron-Level Data Accuracy Capture
Dimensional data logging is essentially a guarantee of the validation data's authenticity and reliability. Taking advantage of Hexagon coordinate measuring machines and cutting edge fully automated optical image measuring instruments, we accurately record tolerance data going from 0.01mm to 0.02mm and at the same time, we generate standardized data reports at the push of a button.
Through the use of the precise metal bending data logging system, we deliver powerful data backing for product compliance verification, and assist clients in gaining approvals quickly. Stiff tight tolerance metal bending mass production stability meets long-term commercialization needs.
Our professional tight tolerance bending service provides a complete set of compliance verification documents, significantly shortening the review and market launch cycle for medical products. To quickly master product compliance and market launch techniques, you can download the official compliance verification white paper.

Figure 3: A worker operates a metal bending machine in a clean, professional manufacturing plant.
How To Design Parts Effectively For a Medical Grade Metal Bending Process?
Designing parts effectively for medical grade metal bending involves ensuring that there is a minimum safety distance of 2.5 times the thickness of the plate between the bend line and the edge of the hole or groove. This is to ensure that the hole or opening is not subjected to the fatal tensile deformation that can occur during forming.
Three Core Principles of Design Optimization
Integrating the nature of medical grade metal bending with the concept of scientifically designing metal bending structures, the three easily executable design principles are:
- Spacing Requirements: At least a safety margin of 2.5 times the plate thickness should be left between the bend line and the hole edge to prevent the tensile deformation of the hole opening.
- Stress Relief: Additional grooves are introduced in the process for parts with complex shapes and those that are slender to alleviate local shear stress, while the edge tolerances are strictly kept within 0.05mm.
- Structural Optimization: Several bending structures are planned in advance to avoid any forming interference and to guarantee the overall dimensional accuracy.
To tune the designing of medical-grade bent parts to be more suitable for mass production processes, below is the table of comparison of the main safety parameters for part design in the medical grade metal bending setting that might be directly used for process adaptation verification at the product design stage:
| Design Application Scenarios | Applicable Plate Thickness Range | Minimum Safety Distance Between Bending Line and Hole Edge | Minimum Safety R/t Ratio | Forming Tolerance Control Requirements | Compatible Core Medical Materials |
| Minimally Invasive Instrument Thin-Walled Structural Components | 0.3mm-0.6mm | ≥3.0 times plate thickness | ≥1.5t | Angular tolerance ±0.2° | 316LVM stainless steel, Ti-6Al-4V ELI |
| Implantable bone plates/fixation frames | 1.0mm-2.0mm | ≥2.5 times plate thickness | ≥1.2t | Dimensional tolerance ±0.02mm | Medical-grade pure titanium Gr2, titanium alloy Gr5 |
| Slender curved rods for endoscopes | 0.5mm-1.0mm | ≥4.0 times plate thickness | ≥1.8t | Straightness tolerance 0.05mm/100mm | 304 stainless steel, nickel-titanium shape memory alloy |
| High-end medical equipment chassis structural components | 1.5mm-3.0mm | ≥2.0 times plate thickness | ≥1.0t | Angular tolerance ±0.3° | 316L stainless steel, 17-4PH stainless steel |
| Precision dental/orthopedic implant components | 0.8mm-1.5mm | ≥3.5 times plate thickness | ≥2.0t | Surface roughness Ra≤0.2μm | Cobalt-chromium-molybdenum alloy, medical-grade pure titanium |
DFM Pre-Optimization for Cost Reduction and Efficiency Improvement
Structural interference avoidance is an effective method in reducing the amount of rework. The molding defects that result from interferences can be safely and effectively eliminated by cross-checking and optimizing the misaligned designs and interfering elements.
Apart from relying on the efficient metal bending prototype development model that enables the optimization of precision metal bending for medical molding solutions, the production engineer at medical devices may intervene early in the product design phase to give DFM correction proposals that will eventually lead to a reduction in processing difficulty and mass production costs.
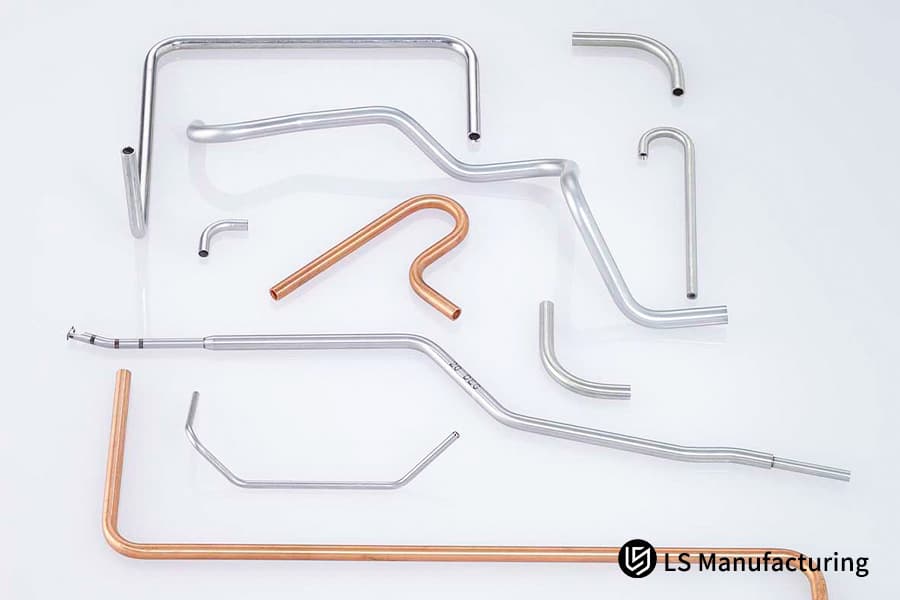
Figure 4: An array of bent metal tubes, illustrating diverse geometries for medical device design.
What Advanced Inspection Methods Guarantee Quality For Tight Tolerance Bent Parts?
The quality assurance of tight tolerance bent parts with tight tolerance is first and foremost dependent on utilizing advanced inspection methods such as the combination of a 3D laser scanning reverse topography comparison system, and a fully automatic image measurement device (VMS). These methods are used to achieve non-contact, non-mechanical deformation-free micron-level comprehensive dimensional verification.
High-Accuracy Non-Contact Topography Inspection
Conventional contact measurement method results in the deformation of the thin-walled medical parts, which leads to inaccuracy of measurements. We use 3D blue light scanner with a precision of 0.002mm to getting the full-color deviation heatmap of the finished product comparing with the original CAD model.
This way, very small defects, like local springback and the dents, can be pinpointed very accurately. The super accurate dimensional checking method for metal bending is utilized for inspection of medical tubing with very thin walls and precision leaf springs with thickness from 0.3mm to 0.6mm.
Entire-Production Online Interception Inspection
Real-time defect interception ensures that defective products do not exit the factory. We have developed a fully automated, online visual inspection line to carry out 24/7, non-stop inspection of the bending curvature and 0.2 limit angle of all mass-produced, tight tolerance bent parts. This live interception of defective products together with an intelligent metal bending quality screening system, full-process process control via medical metal bending services, leads to zero quality control issues during mass production.
LS Manufacturing Case Study: Customized Machining of Titanium Alloy Bending Clamps for Minimally Invasive Endoscopes
This paper describes the challenges with mass production of essential components for premium minimally invasive surgical instrument equipment and the real value of medical-grade precision bending technology that has been implemented successfully. This case really highlights how precision manufacturing is at the heart of compliant mass production.
Client's Main Problems
A top international OEM manufacturer of minimally invasive surgical instruments is encountering difficulties mass producing the new generation of Ti-6Al-4V titanium alloy grippers for endoscopes. The manufacturing of the part is very difficult since it has a very thin wall thickness of 0.4mm and three continuous multi-angle bending structures.
Traditional processing manufacturers cannot handle, anisotropy, and springback drift of titanium alloy materials, which produces angular tolerance fluctuations of up to 1.5° that is way above the client's minimum requirement of 0.3°.
The project's yield rate is less than 35%, which made the company waste a lot of materials, and they are now directly hindered FDA certification and review. They need a professional medical-grade bending supplier to help them get over these technical problems.
LS Manufacturing Solution
Drawing on our hands-on experience in precision bending projects for minimally invasive surgical instrumentss, we have completely overhauled the production process and implemented professional metal bending mass production solutions to tackle component forming challenge from all directions.
- We performed 100% testing of the incoming materialsand with eddy current testing best the screening of materials defects by non-destructive method to the accurate classification of the materials yield strengths thereby the standardization of the raw materials parameters from the very starting point of goods arrival.
- When it comes to items with three-dimensional complex geometries, we created a micro-level servo dynamic springback compensation tungsten carbide mold suitable for multi-dimensional continuous bending forming operation.
- In the whole period, the bending depth accuracy was held at 0.005mm. Working from the ISO 13485 system, a 3D blue light online visual inspection closed loop was set up by us, real-time adjustment of equipment parameters basing on forming data for offsetting the material springback stress dynamically, totally done away with the risk of in-house micro-cracks and dimensional drift, this way ensuring the forming consistency of each piece.
Core Achievements of Project Implementation
Following full implementation of the solution, the manufacturing angle tolerance of the titanium alloy chuck was consistently kept within 0.2, which is well above the customer's preset standard, the production yield was raised drastically from 35% to 99.7%, which directly brought about a 45% cut in the customer's overall material procurement costs.
By utilizing our accumulated knowledge from metal bending implementation projects, at the same time, we handed over a bundle consisting of IQ/OQ/PQ verification documents and Cpk statistical analysis reports, aiding the customer in passing the FDA regulatory audit within 4 weeks and securing product market approval.
This case fully demonstrates that professional medical precision bending services can efficiently solve the challenges of mass production and compliance for high-end medical devices. Want to replicate the same high-precision mass production solution and overcome product processing bottlenecks? You can submit your part drawings to obtain a customized processing solution.

FAQs
Q1: What is the minimum achievable bending radius for a medical-grade metal bending service?
Using medical-grade stainless steel like 316LVM, we can do precision bending to the minimum bending inner diameter that is 1 time the plate thickness with the surface being smooth, no micro cracks and wrinkles and Ra0.8μm which fully meets the standards for forming medical components.
Q2: How does LS Manufacturing ensure ISO 13485 compliance during small-batch prototype bending?
Even for small batches of less than 10 (prototype quantity) pieces, we carry out production-level electronic batch records (E-Batch Records) (DHR) management], involvement, spectral re-verification, parameter archiving, and FAI inspection with coordinate measuring machines (CMMs) are completed so that prototype and mass-produced parts can be maintain at all traceability and compliance standards.
Q3: Can your custom medical bending components process implants like titanium bone plates?
We are able to carry out precision bending of medical-grade pure titanium and titanium alloy implantable bone plates and fixation stents.All processes are performed in a cleanroom that is free of iron ion contamination, and at the same time meeting the safety and compliance standards for implantable devices.
Q4: What types of materials are most commonly processed in your tight tolerance metal bending?
Our main materials for tight tolerance bending are medical-grade stainless steel, titanium alloy, cobalt-chromium-molybdenum alloy, and nickel-titanium shape memory alloy. These materials are all meeting the standards for medical device manufacturing and capable to process various precision parts.
Q5: How do you protect the mirror or polished surface of medical-grade bent parts?
To completely prevent scratching and contamination we have been using mold protective pads and a residue-free protective film of medical grade. This enables us to precisely keep the surface roughness of the formed parts within the high medical standard range of Ra0.2μm-Ra0.4μm all the time.
Q6: What inspection documentation will I receive with my batch of custom medical bending components?
To be in compliance for regulatory audit of medical devices our multiple-batch shipments of customized parts include original manufacturer material quality assurance certificates, FAI full inspection reports, factory certificates of conformity, and ISO 13485 compliance Cpk reports.
Q7: Can your DFM engineering support assist in reducing quotation costs for medical bending?
Our engineers are available to provide free DFM analysis reports 24/7. By redesigning part structures and eliminating unnecessary procedures, we are capable of cutting processing costs by around 15%-30% on the average. You can upload drawings directly to get an accurate quote and have better control of production costs.
Q8: What is your minimum order quantity (MOQ) for high-precision medical bent parts?
Actually, there is no fixed minimum order quantity when it comes to precision medical parts here at our factory. We are able to handle a single clinical sample, carry out a small-batch R&D, or produce mass orders of hundreds of thousands of units, all the while ensuring the highest standard processing and compliance support services consistently.
Summary
Medical-grade metal bending involves a high level of technical difficulty in manufacturing as it not only needs a profound understanding of material properties but also the capability to carry out precise engineering while adhering to strict regulatory compliance in a traceable manner. Suppliers capable of maintaining such operations through stress control, closed-loop testing, and ISO 13485 certification systems effectively prevent issues like component springback microcracks production scrap, and audit failures, thereby ensuring product accuracy and mass production consistency.
Controlled quality at the component level by a trusted medical metal bending partner can greatly contribute to shortening the product validation timeline, cost reduction in production, and building a dependable foundation for medical device commercialization.
In case you encounter issues with processing such as springback of components, microcracks, or lack of compliance documents, please share your STEP/IGES drawings as well as PDF files. Within 24 hours, we will give a free DFM risk analysis alongside an optimization suggestion. Also, we will offer a clearly understandable and fully compliant tailored quotation for tight tolerance metal bending which will aid your product in reaching the market launch in compliance with regulations.
[Upload your drawings now for a free technical assessment and precise customized quote]
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


