
Die Metallbiegetechnik für medizinische Anwendungen ist eine hochpräzise Umformtechnologie im Mikrometerbereich, die dem ISO-13485-System entspricht. Diese Technologie eignet sich zur Lösung der Kernprobleme der Medizintechnikbranche, zu denen häufig übermäßige Rückfederung, Maßabweichungen, Mikrorisse und mangelnde Rückverfolgbarkeit hinsichtlich der Konformität gehören.
Es erfüllt die strengsten Formgebungsanforderungen von chirurgischen Implantaten, minimalinvasiven Instrumenten und ähnlichen Produkten. Durch die dynamische Rückfederungskompensation in Kombination mit einer 100%igen Online-Sichtprüfung werden die Winkeltoleranzen der Bauteile auf unter 0,3° und die Oberflächenrauheit auf Ra 0,4 μm begrenzt . Dadurch werden Ausschuss und Probleme bei behördlichen Prüfungen von Medizinprodukten deutlich reduziert und gleichzeitig standardisierte Präzisionsfertigungslösungen für Medizintechnik-OEMs bereitgestellt.

Überblick und wichtigste Schlussfolgerungen zu Kerntechnologien für das Biegen von Metallen in medizinischer Qualität
In diesem Kapitel fassen wir die wichtigsten Parameter, technischen Elemente und regulatorischen Normen für Präzisionsbiegeverfahren in der Medizintechnik zusammen. So erhalten Sie einen schnellen Überblick über die grundlegenden Zusammenhänge der Branche und können Lieferanten auswählen sowie Produkte entwickeln .
| Kernabmessungen | Technische Normen | Konformitätsanforderungen | Wichtigste Kundenvorteile |
| Winkeltoleranzkontrolle | Stabile Verriegelung von ±0,3°, maximale Serienfertigungstoleranz ±0,2°. | Entspricht den Prüfstandards der FDA, CE und MDR . | Vermeidet Montagefehler aufgrund von Winkelabweichungen vollständig. |
| Oberflächengenauigkeitsgrad | Oberflächenrauheit Ra≤0,4μm | ISO 13485 Reinraumproduktionsstandard | Keine Kratzer, keine Verunreinigungen , geeignet für implantierbare Geräte. |
| Prozessfähigkeitsindex | Cpk≥1,67, was den Branchenrichtwert von 1,33 deutlich übersteigt. | SPC (Statistische Prozesskontrolle) Standard | Null Abweichungen bei der Serienfertigung von 100.000 Stück, extrem hohe Stabilität. |
| Rückverfolgbarkeitsarchivierungszyklus | Vollständige Parameterarchivierung und -aufbewahrung für 15 Jahre. | Vorschriften zur Rückverfolgbarkeit von Medizinprodukten | Besteht problemlos die Prüfungen verschiedener Regulierungssysteme. |
| Nachbearbeitungsrate | Bis auf 0 % steuerbar | Qualitätsstandards für die Serienproduktion von medizinischen Komponenten. | Reduziert die Materialbeschaffungskosten um mehr als 45 %. |
Wichtigste Erkenntnisse
- Der wichtigste Aspekt beim Biegen von Metallen in medizinischer Qualität mit engen Toleranzen besteht darin, die physikalischen Parameter so präzise zu kontrollieren, dass die Rückfederungsdrift aufgrund von Härteunterschieden zwischen Materialchargen vollständig eliminiert werden kann.
- Der Erwerb des ISO 13485-Zertifikats ist nicht nur ein Nachweis, sondern auch eine Verpflichtung zur 100%igen Chargenrückverfolgbarkeit der Prozessparameter (wie Biegewinkel und Druckkurve) in einer Produktionsumgebung.
- Es empfiehlt sich, diejenigen hochwertigen Lieferanten, denen es an einer DFM-Funktion (Disease Management Function) mangelt, die eine frühzeitige Risikointervention, die Entwicklung kundenspezifischer Formen und Online-Closed-Loop-Tests ermöglicht, bei der Lieferkettenverwaltung nachrangig zu behandeln.
Warum sollten Sie sich für den Metallbiegeservice von LS Manufacturing im Bereich der Präzisionsfertigung medizinischer Komponenten entscheiden?
Professionelle Dienstleistungen im Bereich des Präzisionsbiegens für medizinische Bauteile sollten sich auf die Lösung von Problemen der Produktionsstabilität und die Einhaltung der Anforderungen an hochwertige medizinische Komponenten konzentrieren. Dabei sind ausgereifte Technologien und ein umfassendes Compliance-System unerlässlich . Konventionelle Bearbeitungsverfahren können die elastisch-plastischen Verformungseigenschaften medizinischer Spezialmetalle in der Regel nicht adäquat berücksichtigen. Dies ist einer der Hauptgründe für die geringe Erfolgsquote in der Massenproduktion der meisten Produkte. Darüber hinaus müssen die Prozesse der Norm ASTM F136-18 für medizinische Metalle entsprechen und die Änderungsparameter der Umformung streng begrenzen, um Gefahren für die Patientensicherheit auszuschließen.
Herkömmliche Hersteller beherrschen lediglich einfachste Umformprozesse und können keine Toleranzen im Mikrometerbereich sowie keine lückenlose Rückverfolgbarkeit gewährleisten. Wir wenden die Norm ASTM B348-22 für die Umformung von medizinischen Titanlegierungen an und nutzen zusätzlich unseren selbstentwickelten Kompensationsalgorithmus sowie unser digitales Steuerungssystem, um verschiedene medizinische Spezialmetalle verarbeiten zu können. Dadurch finden wir Lösungen für Probleme mit Maßabweichungen innerhalb von Chargen und stellen die Konformität unserer Produkte mit globalen regulatorischen Audits sicher.
Eng verbunden mit der medizinischen Präzisionsfertigung haben wir zahlreiche kundenspezifische Projekte für minimalinvasive und implantierbare Bauteile realisiert. Unsere Bemühungen führten zu einer Steigerung der Erfolgsquote in der Serienproduktion von 35 % auf 99,7 % und eliminierten so effizient die Verluste unserer Kunden in Forschung und Entwicklung sowie in der Serienproduktion.
Um die Auswirkungen der Implementierung und die Anwendungsszenarien des medizinischen Präzisionsbiegens intuitiv zu verstehen, können Sie mit einem Klick unser umfangreiches Portfolio erfolgreicher Fallstudien für medizinische Bauteile einsehen und so schnell die passenden Ergebnisse für Ihre eigenen Produktverarbeitungsanforderungen erzielen.

Wie lässt sich die Rückfederungsabweichung bei kundenspezifischen Biegekomponenten für medizinische Anwendungen kontrollieren?
Die Kontrolle der Rückfederungsabweichung bei individuell gefertigten medizinischen Biegeteilen basiert auf einem Echtzeit -Druckregelungssystem mit geschlossenem Regelkreis. Anhand der tatsächlichen Streckgrenze jeder Materialcharge werden die Parameter zur Kompensation des unteren Totpunkts dynamisch angepasst, um die Winkeltoleranz innerhalb von 0,3° zu halten und so die Formabweichung bei kundenspezifischen medizinischen Biegeteilen effektiv zu korrigieren.
Genaue Erfassung von Materialspannungsdaten
Aus unserer praktischen Erfahrung mit dem Projekt zur minimalinvasiven Spannvorrichtung für Titanlegierungen haben wir festgestellt, dass bereits geringe Abweichungen in der Streckgrenze verschiedener Chargen von Edelstahl 316L und der Titanlegierung Ti-6Al-4V die Rückfederung direkt beeinflussen. Mithilfe professioneller Kalibrierstandards für Metallbiegeprüfungen können wir durch zerstörende Zugversuche die tatsächliche Spannungs-Dehnungs-Kurve jeder Materialcharge sehr genau bestimmen. Das detaillierte Verfahren ist wie folgt:
- Aus jeder Charge werden Rohmaterialproben ausgewählt, Zugversuche durchgeführt und die endgültigen Ausbeuteparameter dokumentiert.
- Die gesammelten Daten werden in eine hochpräzise CNC-Biegemaschine übertragen , wobei die allgemeinen Standardparameter außer Kraft gesetzt werden.
- Die adaptive Abstimmung der Anlagenparameter auf das Umformverhalten der verwendeten Materialcharge wird abgeschlossen. Vereinfacht ausgedrückt bedeutet dies, dass die Maschine nicht mehr mit festen Parametersätzen arbeitet, sondern sich an die tatsächlichen Eigenschaften jeder Materialcharge anpasst und so Rückfederungsabweichungen direkt an der Quelle minimiert.
Echtzeit-Laser-Sekundärkompensationskorrektur
Eine präzise Arretierung im Mikrometerbereich ist nur durch prozessbegleitende Winkelüberwachung möglich. Unser selbstentwickeltes Laser-Winkelmesssystem LAC ermöglicht die Echtzeitüberwachung des Biegeprozesses bis auf die Mikrosekunde genau. Es erfasst Abweichungen des Formwinkels in Echtzeit und führt gleichzeitig eine dynamische Sekundärkompensation durch, die die Rückfederung des Materials vollständig ausgleicht. Wir gewährleisten stets eine gleichbleibend hohe Biegeleistung . Diese technische Entwicklung reduziert den Nachbearbeitungsanteil auf null und löst somit das Problem der fehlerhaften Montage von medizinisch gefertigten Biegekomponenten. Gleichzeitig optimiert sie die Bearbeitungsgenauigkeit unserer Dienstleistungen im Bereich des medizinischen Metallbiegens.

Abbildung 1: Eine behandschuhte Hand hält präzisionsgebogene medizinische Metallteile und veranschaulicht die manuelle Qualitätskontrolle.
Warum ist die Rückverfolgbarkeit nach ISO 13485 bei der Metallbiegung mit engen Toleranzen so stark von Bedeutung?
Bei der Metallbiegung mit engen Toleranzen ist die Rückverfolgbarkeit nach ISO 13485 in hohem Maße erforderlich, da die Konformität von Medizinprodukten die vollständige Erfassung und Archivierung der Verarbeitungsparameter, der Rohmaterial-Chargennummern und der Daten der Koordinatenmessmaschine (KMM) für jedes gebogene Teil über einen Zeitraum von bis zu 15 Jahren verlangt.
Volldimensionale Regelung von Prozessparametern
Wir beschränken uns nicht nur auf das Sammeln von Zertifikaten. Für die Technologieimplementierung haben wir ein digitales System zur Erfassung der historischen Daten von DHR-Anlagen entwickelt, das die vollständige Prozesskontrolle beim Biegen von Metallen mit engen Toleranzen ermöglicht. Der branchenspezifische Standard für die Rückverfolgbarkeit von Metallbiegeprozessen setzt den Maßstab für den gesamten Präzisionsbearbeitungsprozess.
Es sind nur sehr wenige Kernsteuerungsparameter zulässig: z. B. wird der Radius der oberen Biegematrizenverrundung innerhalb von R0,2 mmR0,5 mm kontrolliert, es wird eine Echtzeitkompensation für Werkzeugverschleißabweichungen bereitgestellt und alle 50 Zyklen ist ein Vergleich der optischen Projektionsmorphologie obligatorisch, um die Anhäufung von Formabweichungen zu verhindern.
Stabilitätsdaten für die Massenproduktion ermöglichen die Einhaltung der Vorschriften
Die Optimierung der Chargenkonsistenz ist eine sehr effektive Methode zur Verbesserung der Prozesskontrolle. Mithilfe der statistischen Prozesskontrolle (SPC) konnten wir den Prozessfähigkeitsindex (Cpk) des Produkts von 1,33 auf 1,67 steigern und damit das Problem der inkonsistenten Abmessungen in der Massenproduktion vollständig lösen.
Die konsequente Anwendung eines hochwertigen Metallbiegekontrollsystems mit einem vollständigen digitalen Rückverfolgbarkeitssystem macht aus einer nach ISO 13485 zertifizierten Biegeleistung nicht nur eine Formalität, sondern eine echte Konformitätsgarantie für die Massenproduktion und hilft Kunden, Audits durch verschiedene Aufsichtsbehörden problemlos zu bestehen.
Welche Faktoren bestimmen den Kostenvoranschlag für eine nach ISO 13485 zertifizierte Biegeleistung?
Die Lohnkosten allein sind bei der Angebotserstellung für eine nach ISO 13485 zertifizierte Biegeleistung kaum der entscheidende Faktor. Neben der Materialgüte, der Prozesskomplexität, der Amortisation spezieller, kratzfester Formen sowie der Konformitätsprüfung und -tests (wie z. B. 100 % Erstmusterprüfung und spektrale Materialprüfung) tragen Betriebe, die hohe Spezifikationen erfüllen, gemeinsam zur Preisgestaltung bei.
Kostenunterschiede zwischen Biegen in medizinischer Qualität und Biegen in industrieller Qualität
Das Biegen von Metallen in der Industrie und das Biegen nach medizinischen Standards gemäß ISO 13485 unterscheiden sich hinsichtlich der Kostenstruktur grundlegend. Die Hauptunterschiede liegen in der Einhaltung der Normen und der Gewährleistung der Genauigkeit. Die Kostenstruktur des Biegens von Metallen für medizinische Zwecke im professionellen Umfeld verdeutlicht, dass die Preisgestaltung auf unterschiedlichen Grundlagen basiert.
Ein konkreter Vergleich sieht wie folgt aus:
| Kostendimensionen | Gewöhnliche industrielle Biegung | ISO 13485 Medizinprodukte-Biegung | Gründe für den Kostenaufschlag |
| Reinraumkontrolle | Keine spezifische Schadstoffbekämpfung | Vollständige Vermeidung von Kreuzkontaminationen zwischen Kohlenstoffstahl und anderen Materialien. | Spezielle Reinräume und isolierte Produktionsanlagen. |
| Oberflächenschutz | Standardschutz, Ra≤1,6μm | Schutzfilm aus Polyurethan, Ra≤0,4μm. | Höhere Kosten für kratzfeste Schutzmaterialien in medizinischer Qualität. |
| Testgegenstände | Probenahme und routinemäßige Dimensionsprüfung | 100 % Erstmusterprüfung + spektrale Materialprüfung + zerstörende Prüfung | Zeitaufwändige und arbeitsintensive Vollmaß-Konformitätsprüfung. |
| Kostenrückverfolgbarkeit | Keine Anforderungen an die Datenarchivierung | 15 Jahre digitale Archivierung mit vollständigen Parametern . | Kosten für Betrieb und Wartung digitaler Systeme sowie Datenspeicherung |
Kernlogik der präzisen Preisberechnung
Mithilfe unserer exklusiven Kostenberechnungsmethode – Gesamtkosten = Substratkosten + Kosten für die Amortisation der Spezialform + Kosten für Konformitätsprüfungen + Prozessverlustkosten – können wir die Angemessenheit eines Angebotspreises präzise beurteilen. Durch unsere transparente Preisgestaltungsmethode für Metallbiegetechnik unterstützen wir faire Preise für weltweit tätige Medizintechnik-OEMs.
Darüber hinaus beseitigen unser standardisierter Biegeservice mit engen Toleranzen und unsere ISO 13485-zertifizierte Biegeleistung versteckte Kosten. Der hohe Preis für das Biegen in medizinischer Qualität ist ausschließlich für Präzision, Konformität und Qualitätssicherung vorgesehen – nicht für zusätzliche Aufschläge.
Abbildung 2: Vier Edelstahlrohre mit präzisen 90-Grad-Biegungen, die eine Formgebung in medizinischer Qualität demonstrieren.
Wie kann die Präzisionsmetallbiegung im medizinischen Bereich das Risiko von Mikrorissen minimieren?
Das zentrale Element beim präzisen Biegen von Metallen für medizinische Anwendungen ist die sorgfältige Steuerung des Verhältnisses von Biegeradius innen zur Plattendicke (R/t), um einen kritischen Wert zu vermeiden. Zusätzlich werden zerstörungsfreie Wirbelstromprüfung und Rasterelektronenmikroskopie (REM) mit 500-facher Vergrößerung zur Stichprobenentnahme und Bestätigung der Kornmorphologie der gedehnten Oberfläche eingesetzt.
Stresskonzentration durch Eliminierung der Vorverarbeitung
Um Mikrorisse zu vermeiden, die beim Biegen von Titanlegierungen und hochhartem Edelstahl mit kleinem Radius leicht auftreten, setzen wir ein zweistufiges Vorbehandlungsverfahren ein. Durch zuverlässige Kontrolle von Biegefehlern können wir die Entstehung von Defekten vollständig verhindern. Die wichtigsten Lieferpunkte sind:
- Kantenpolieren: Durch die Kombination von hochpräzisem Laser- und elektrolytischem Polieren werden mikroskopisch kleine Grate auf der Oberfläche des Blechs vollständig entfernt, wodurch die Möglichkeit einer Spannungskonzentration ausgeschlossen wird.
- Präzise Temperaturumformung: Unser einzigartiges Warmbiegeverfahren bei einer konstanten Temperatur von 320 °C macht das Titanlegierungsblech plastischer und verringert die Wahrscheinlichkeit der Bildung von Zugrissen.
- Perfekte Parameteranpassung: Durch die Anpassung des minimalen Biegeradius an die Blechdicke lassen sich Materialschäden durch extreme Umformung vermeiden.
Vollständiges Set an zerstörungsfreien Prüf- und Risikomanagementmaßnahmen
Die Erkennung von Rissen mithilfe zerstörungsfreier Prüfverfahren minimiert das Risiko. Unser Ansatz besteht darin, die Wirbelstromprüfung durch mikroskopische Probenentnahme mittels 500-facher Vergrößerung im Rasterelektronenmikroskop (REM) zu ergänzen. Dadurch wird eine umfassende Untersuchung mikroskopischer Schäden an Bauteilen mit Blechdicken von 0,5 mm bis 2,0 mm durchgeführt, woraus eine vollständige Parametermatrix erstellt wird.
Dank der hohen Sicherheitsstandards für die Metallbiegetechnik können wir die Formsicherheit beim Präzisionsbiegen von Metallen für medizinische Anwendungen und medizinische Metallbiegedienstleistungen gewährleisten und das Risiko von Geräteermüdungsbrüchen und Produktrückrufen vollständig ausschließen.
Spannungsarmglühen in Kombination mit zerstörungsfreier Prüfung kann Mikrorisse beim Präzisionsbiegen von Metallen (für medizinische Anwendungen) direkt an ihrem Entstehungsort beseitigen und so Produktrückrufe vermeiden. Für eine optimierte, rissbeständige Fertigung Ihrer Bauteile vereinbaren Sie bitte einen individuellen Beratungstermin.
Warum die Wahl des Biegeservices mit engen Toleranzen die Geschwindigkeit Ihrer Produktvalidierung bestimmt?
Die Auswahl eines hochqualifizierten Dienstleisters für Biegearbeiten mit engen Toleranzen kann die Produktvalidierung um mehr als 50 % beschleunigen. Ein exzellenter Dienstleister zeichnet sich dadurch aus, dass er IQ/OQ/PQ-Validierungsberichte mit umfassenden ISIR-Datensätzen (Initial Sample Inspection) liefert , die vollständig den FDA- und CE-MDR-Auditanforderungen entsprechen.
Umfassende Unterstützung bei der Dokumentation zur Konformitätsvalidierung
Standardfertigungsbetriebe sind auf die Herstellung von Fertigteilen beschränkt und bieten keine Dokumentation zur Konformitätsvalidierung. Spezialisierte Anbieter von Biegedienstleistungen mit engen Toleranzen hingegen bieten eine vollständige Validierungsdokumentation, die auf den Prüfstandards für Metallbiegetechnik basiert und die Validierung von Installation, Betrieb und Leistung umfassend abdeckt . Dies entspricht vollständig den globalen regulatorischen Prüfstandards und unterstützt den Validierungsprozess des Kunden somit erheblich.
Datenerfassung mit Mikrometergenauigkeit
Die dimensionale Datenerfassung ist im Wesentlichen eine Garantie für die Authentizität und Zuverlässigkeit der Validierungsdaten. Mithilfe von Hexagon-Koordinatenmessgeräten und modernsten vollautomatischen optischen Bildmessgeräten erfassen wir präzise Toleranzdaten von 0,01 mm bis 0,02 mm und erstellen gleichzeitig auf Knopfdruck standardisierte Datenberichte.
Durch den Einsatz des präzisen Datenerfassungssystems für Metallbiegeprozesse liefern wir aussagekräftige Daten zur Überprüfung der Produktkonformität und unterstützen unsere Kunden bei der schnellen Erlangung von Zulassungen. Die hohe Stabilität der Serienfertigung beim Metallbiegen mit engen Toleranzen erfüllt die langfristigen Anforderungen der Vermarktung.
Unser professioneller Service für Biegeprüfungen mit engen Toleranzen liefert Ihnen alle notwendigen Konformitätsnachweise und verkürzt so den Prüf- und Markteinführungszyklus für Medizinprodukte erheblich. Um sich schnell mit den Techniken zur Produktkonformität und Markteinführung vertraut zu machen, können Sie unser offizielles Whitepaper zur Konformitätsprüfung herunterladen.

Abbildung 3: Ein Arbeiter bedient eine Metallbiegemaschine in einer sauberen, professionellen Produktionsanlage.
Wie konstruiert man effektiv Bauteile für ein Biegeverfahren von Metallen in medizinischen Anwendungen?
Für die effektive Konstruktion von Bauteilen zum Biegen von Metallen in medizinischen Anwendungen ist ein Mindestsicherheitsabstand von 2,5-facher Blechdicke zwischen Biegelinie und Loch- oder Nutkante erforderlich. Dadurch wird verhindert, dass das Loch oder die Öffnung während des Umformprozesses einer potenziell tödlichen Zugverformung ausgesetzt wird.
Drei Kernprinzipien der Designoptimierung
Durch die Integration der Eigenschaften des Biegens von Metallen in medizinischer Qualität mit dem Konzept der wissenschaftlichen Gestaltung von Metallbiegestrukturen ergeben sich drei leicht umsetzbare Konstruktionsprinzipien:
- Abstandsanforderungen: Zwischen der Biegelinie und dem Lochrand muss ein Sicherheitsabstand von mindestens dem 2,5-Fachen der Plattendicke eingehalten werden, um eine Zugverformung der Lochöffnung zu verhindern .
- Spannungsentlastung: Bei Teilen mit komplexen Formen und schlanken Bauteilen werden zusätzliche Nuten eingeführt, um lokale Scherspannungen zu verringern, wobei die Kantentoleranzen strikt innerhalb von 0,05 mm eingehalten werden.
- Strukturoptimierung: Um Formgebungsinterferenzen zu vermeiden und die Gesamtgenauigkeit der Abmessungen zu gewährleisten , werden im Voraus mehrere Biegestrukturen geplant.
Um die Konstruktion von gebogenen Teilen in medizinischer Qualität besser an die Massenproduktion anzupassen, folgt eine Vergleichstabelle der wichtigsten Sicherheitsparameter für die Teilekonstruktion im Bereich des Biegens von Metallen in medizinischer Qualität, die direkt zur Überprüfung der Prozessanpassung in der Produktentwicklungsphase verwendet werden können:
| Anwendungsszenarien entwerfen | Anwendbarer Plattendickenbereich | Mindestsicherheitsabstand zwischen Biegelinie und Lochkante | Mindestsicherheits-R/t-Verhältnis | Anforderungen an die Toleranzkontrolle bei der Formgebung | Kompatible medizinische Kernmaterialien |
| Minimalinvasive Instrumente für dünnwandige Strukturbauteile | 0,3 mm–0,6 mm | ≥3,0-fache Plattendicke | ≥1,5t | Winkeltoleranz ±0,2° | Edelstahl 316LVM, Ti-6Al-4V ELI |
| Implantierbare Knochenplatten/Fixationsrahmen | 1,0 mm–2,0 mm | ≥2,5-fache Plattendicke | ≥1,2t | Maßtoleranz ±0,02 mm | Reintitan in medizinischer Qualität Gr2 , Titanlegierung Gr5 |
| Schlanke, gebogene Stäbe für Endoskope | 0,5 mm–1,0 mm | ≥4,0-fache Plattendicke | ≥1,8t | Geradheitstoleranz 0,05 mm/100 mm | Edelstahl 304, Nickel-Titan-Formgedächtnislegierung |
| Strukturbauteile für das Chassis hochwertiger medizinischer Geräte | 1,5 mm–3,0 mm | ≥2,0-fache Plattendicke | ≥1,0t | Winkeltoleranz ±0,3° | Edelstahl 316L, Edelstahl 17-4PH |
| Präzisionskomponenten für dentale/orthopädische Implantate | 0,8 mm–1,5 mm | ≥3,5-fache Plattendicke | ≥2,0t | Oberflächenrauheit Ra≤0,2μm | Kobalt-Chrom-Molybdän-Legierung, Reintitan in medizinischer Qualität |
DFM-Voroptimierung zur Kostenreduzierung und Effizienzsteigerung
Die Vermeidung von strukturellen Interferenzen ist eine effektive Methode zur Reduzierung von Nacharbeiten. Formfehler, die durch Interferenzen entstehen, lassen sich durch die Überprüfung und Optimierung der fehlerhaft ausgerichteten Konstruktionen und interferierenden Elemente sicher und effektiv beseitigen.
Abgesehen von der Nutzung des effizienten Prototypenentwicklungsmodells für das Metallbiegen , das die Optimierung des Präzisionsbiegens von Metall für medizinische Formlösungen ermöglicht, kann der Produktionsingenieur bei Medizinprodukten bereits frühzeitig in der Produktentwicklungsphase eingreifen, um DFM-Korrekturvorschläge zu unterbreiten, die letztendlich zu einer Verringerung der Verarbeitungsschwierigkeiten und der Kosten für die Massenproduktion führen.
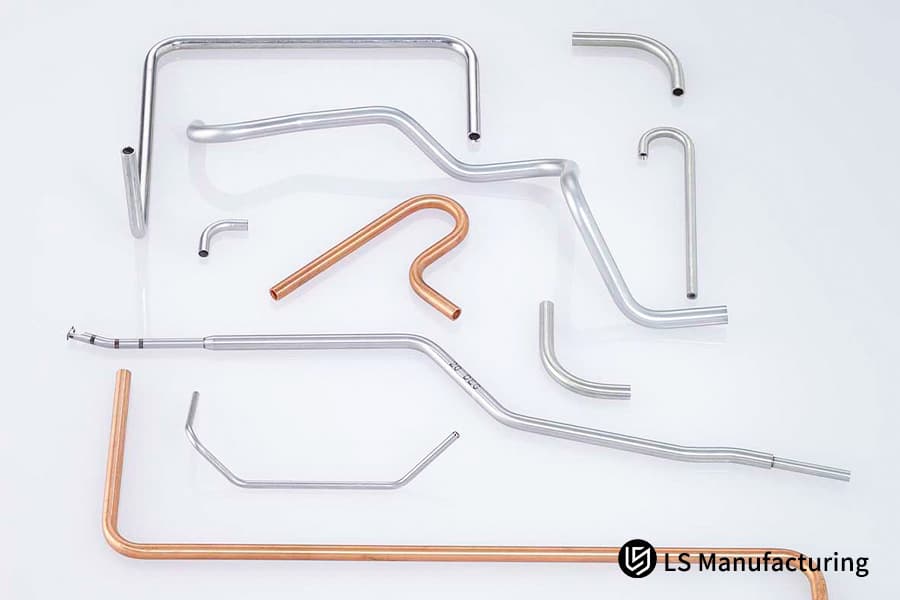
Abbildung 4: Eine Anordnung gebogener Metallrohre, die verschiedene Geometrien für die Konstruktion medizinischer Geräte veranschaulicht.
Welche fortschrittlichen Prüfmethoden gewährleisten die Qualität von Bauteilen mit engen Toleranzen bei Biegungen?
Die Qualitätssicherung von eng tolerierten Biegeteilen hängt in erster Linie von der Anwendung fortschrittlicher Prüfverfahren ab, wie beispielsweise der Kombination eines 3D-Laserscanning-Systems mit umgekehrter Topografie und eines vollautomatischen Bildmessgeräts (VMS). Diese Verfahren ermöglichen eine berührungslose, verformungsfreie und umfassende Maßprüfung im Mikrometerbereich.
Hochpräzise berührungslose Topografieinspektion
Die herkömmliche Kontaktmessmethode führt bei dünnwandigen medizinischen Bauteilen zu Verformungen und damit zu ungenauen Messergebnissen. Wir verwenden einen 3D-Blaulichtscanner mit einer Präzision von 0,002 mm, um eine farbige Abweichungs-Heatmap des fertigen Produkts im Vergleich zum ursprünglichen CAD-Modell zu erstellen.
Auf diese Weise lassen sich selbst kleinste Defekte wie lokale Rückfederung und Dellen präzise lokalisieren. Das hochpräzise Verfahren zur Dimensionsprüfung von Metallbiegungen wird zur Inspektion von medizinischen Schläuchen mit sehr dünnen Wänden und Präzisionsblattfedern mit einer Dicke von 0,3 mm bis 0,6 mm eingesetzt.
Online-Abhörinspektion der gesamten Produktion
Die Echtzeit-Fehlererkennung stellt sicher, dass fehlerhafte Produkte das Werk nicht verlassen. Wir haben eine vollautomatische, visuelle Online-Inspektionslinie entwickelt, die rund um die Uhr die Biegekrümmung und den 0,2°-Grenzwinkel aller in Serie gefertigten, eng tolerierten Biegeteile prüft. Diese Echtzeit-Fehlererkennung in Kombination mit einem intelligenten System zur Qualitätsprüfung von Metallbiegeteilen und der vollständigen Prozesskontrolle durch unsere Dienstleistungen im Bereich des medizinischen Metallbiegens führt zu einer fehlerfreien Serienproduktion.
Fallstudie von LS Manufacturing: Kundenspezifische Bearbeitung von Biegeklemmen aus Titanlegierung für minimalinvasive Endoskope
Dieser Artikel beschreibt die Herausforderungen bei der Massenproduktion essenzieller Komponenten für hochwertige minimalinvasive chirurgische Instrumente und den tatsächlichen Nutzen der erfolgreich implementierten Präzisionsbiegetechnologie in medizinischer Qualität . Dieser Fall verdeutlicht eindrücklich , wie wichtig Präzisionsfertigung für eine normgerechte Massenproduktion ist.
Hauptprobleme des Kunden
Ein führender internationaler OEM-Hersteller von minimalinvasiven chirurgischen Instrumenten hat Schwierigkeiten bei der Serienproduktion der neuen Generation von Endoskop-Greifern aus der Titanlegierung Ti-6Al-4V . Die Fertigung des Bauteils gestaltet sich aufgrund der sehr geringen Wandstärke von 0,4 mm und der drei durchgehenden Mehrwinkelbiegungen äußerst anspruchsvoll.
Die Hersteller herkömmlicher Bearbeitungsverfahren können die Anisotropie und die Rückfederungsdrift von Titanlegierungen nicht bewältigen, was zu Winkeltoleranzschwankungen von bis zu 1,5° führt, die weit über der Mindestanforderung des Kunden von 0,3° liegen.
Die Ausbeute des Projekts liegt unter 35 %, was zu erheblichen Materialverschwendungen geführt hat und die FDA-Zertifizierung und -Prüfung nun direkt behindert . Das Unternehmen benötigt einen professionellen Lieferanten für Biegetechnik in medizinischer Qualität, um diese technischen Probleme zu lösen.
LS Fertigungslösung
Aufbauend auf unserer praktischen Erfahrung mit Präzisionsbiegeprojekten für minimalinvasive chirurgische Instrumente haben wir den Produktionsprozess komplett überarbeitet und professionelle Lösungen für die Massenproduktion von Metallbiegeprodukten implementiert, um die Herausforderung der Bauteilformung aus allen Richtungen zu bewältigen.
- Wir haben alle eingehenden Materialien zu 100 % geprüft und mit Hilfe der Wirbelstromprüfung die Materialfehler zerstörungsfrei aufgedeckt, um die Streckgrenzen der Materialien genau zu klassifizieren und somit die Rohmaterialparameter bereits ab dem Zeitpunkt des Wareneingangs zu standardisieren.
- Für Bauteile mit komplexen dreidimensionalen Geometrien haben wir eine Wolframkarbidform mit dynamischer Rückfederungskompensation auf Mikroebene entwickelt, die sich für mehrdimensionale kontinuierliche Biegeformvorgänge eignet.
- Während des gesamten Zeitraums wurde die Biegegenauigkeit bei 0,005 mm gehalten. Basierend auf dem ISO 13485-System wurde ein geschlossener Regelkreis für die Online-Sichtprüfung mittels 3D-Blaulicht eingerichtet. Die Anlagenparameter werden in Echtzeit anhand der Umformdaten angepasst, um die Rückfederungsspannung des Materials dynamisch auszugleichen. Dadurch wird das Risiko von Mikrorissen im System und Maßabweichungen vollständig eliminiert und die Formkonsistenz jedes einzelnen Teils sichergestellt.
Wichtigste Ergebnisse der Projektdurchführung
Nach der vollständigen Implementierung der Lösung wurde die Fertigungswinkeltoleranz des Titanlegierungsfutters konstant innerhalb von 0,2 gehalten, was deutlich über dem vom Kunden vorgegebenen Standard liegt. Die Produktionsausbeute wurde drastisch von 35 % auf 99,7 % gesteigert, was direkt zu einer Senkung der gesamten Materialbeschaffungskosten des Kunden um 45 % führte.
Durch die Nutzung unserer gesammelten Erfahrung aus Projekten zur Umsetzung des Metallbiegens übergaben wir gleichzeitig ein Paket bestehend aus IQ/OQ/PQ-Verifizierungsdokumenten und Cpk-Statistikanalysen, wodurch der Kunde die FDA-Regulierungsprüfung innerhalb von 4 Wochen bestehen und die Marktzulassung des Produkts sichern konnte.
Dieser Fall beweist eindrucksvoll, dass professionelle Präzisionsbiegedienstleistungen für medizinische Geräte die Herausforderungen der Serienfertigung und der Einhaltung von Vorschriften für hochwertige Medizinprodukte effizient lösen können. Möchten auch Sie diese hochpräzise Serienfertigungslösung realisieren und Engpässe in der Produktverarbeitung überwinden? Reichen Sie Ihre Teilezeichnungen ein, um eine maßgeschneiderte Lösung zu erhalten.

Häufig gestellte Fragen
Frage 1: Welcher minimale Biegeradius ist für eine Biegebearbeitung von Metall in medizinischer Qualität erforderlich?
Durch die Verwendung von medizinischem Edelstahl wie 316LVM können wir Präzisionsbiegearbeiten bis zum minimalen Biegeinnendurchmesser durchführen, der dem 1-fachen der Plattendicke entspricht. Die Oberfläche ist glatt, weist keine Mikrorisse und Falten auf und hat eine Rauheit von Ra 0,8 μm, was die Standards für die Herstellung medizinischer Komponenten vollumfänglich erfüllt.
Frage 2: Wie stellt LS Manufacturing die Einhaltung der ISO 13485 bei der Biegefertigung von Kleinserien von Prototypen sicher?
Auch bei kleinen Losgrößen von weniger als 10 Stück (Prototypenmenge) führen wir elektronische Chargenaufzeichnungen (E-Batch Records) (DHR) auf Produktionsebene durch. Dabei werden die Einbindung der Beteiligten, die spektrale Nachprüfung, die Parameterarchivierung und die Erstmusterprüfung (FAI) mit Koordinatenmessgeräten (KMG) durchgeführt, sodass sowohl Prototypen als auch in Serie gefertigte Teile alle Rückverfolgbarkeits- und Konformitätsstandards erfüllen.
Frage 3: Können Ihre kundenspezifischen medizinischen Biegekomponenten Implantate wie Titan-Knochenplatten bearbeiten?
Wir sind in der Lage, implantierbare Knochenplatten und Fixierungsstents aus medizinischem Reintitan und Titanlegierungen präzise zu biegen. Alle Prozesse werden in einem Reinraum durchgeführt, der frei von Eisenionenkontamination ist und gleichzeitig die Sicherheits- und Konformitätsstandards für implantierbare Medizinprodukte erfüllt .
Frage 4: Welche Werkstoffe werden am häufigsten bei Ihrer Metallbiegeanlage mit engen Toleranzen verarbeitet?
Unsere wichtigsten Werkstoffe für Biegearbeiten mit engen Toleranzen sind medizinischer Edelstahl, Titanlegierungen, Kobalt-Chrom-Molybdän-Legierungen und Nickel-Titan-Formgedächtnislegierungen. Diese Werkstoffe erfüllen alle die Standards für die Herstellung von Medizinprodukten und eignen sich zur Bearbeitung verschiedenster Präzisionsteile.
Frage 5: Wie schützt man die Spiegel- oder polierte Oberfläche von gebogenen Teilen in medizinischer Qualität?
Um Kratzer und Verunreinigungen vollständig zu vermeiden, verwenden wir Formschutzpads und eine rückstandsfreie Schutzfolie in medizinischer Qualität. Dadurch können wir die Oberflächenrauheit der Formteile jederzeit präzise im hohen medizinischen Normbereich von Ra 0,2 μm bis Ra 0,4 μm halten.
Frage 6: Welche Prüfdokumentation erhalte ich für meine Charge kundenspezifischer medizinischer Biegekomponenten?
Um den Anforderungen der behördlichen Audits von Medizinprodukten gerecht zu werden, enthalten unsere Lieferungen von kundenspezifischen Teilen in mehreren Chargen Original-Hersteller-Materialqualitätszertifikate, vollständige FAI-Prüfberichte, Werkskonformitätszertifikate und ISO 13485-Konformitätsberichte (Cpk).
Frage 7: Kann Ihre DFM-Engineering-Unterstützung dazu beitragen, die Angebotskosten für medizinische Biegearbeiten zu senken?
Unsere Ingenieure erstellen Ihnen rund um die Uhr kostenlose DFM-Analyseberichte. Durch die Optimierung von Bauteilstrukturen und die Eliminierung unnötiger Arbeitsschritte senken wir die Fertigungskosten im Durchschnitt um 15–30 %. Laden Sie Ihre Zeichnungen direkt hoch, um ein präzises Angebot zu erhalten und Ihre Produktionskosten besser zu kontrollieren.
Frage 8: Wie hoch ist Ihre Mindestbestellmenge (MOQ) für hochpräzise gebogene medizinische Teile?
Tatsächlich gibt es in unserem Werk keine feste Mindestbestellmenge für Präzisionsmedizinteile. Wir können einzelne klinische Proben bearbeiten, Kleinserien in der Forschung und Entwicklung durchführen oder Großaufträge von Hunderttausenden von Einheiten produzieren und gewährleisten dabei stets höchste Verarbeitungsstandards und umfassende Unterstützung bei der Einhaltung Konformitätsanforderungen.
Zusammenfassung
Das Biegen von Metallen für medizinische Zwecke stellt eine hohe technische Herausforderung dar, da es nicht nur ein tiefes Verständnis der Materialeigenschaften erfordert, sondern auch die Fähigkeit , präzise Konstruktionsarbeiten unter Einhaltung strenger regulatorischer Vorgaben und mit lückenloser Nachverfolgbarkeit durchzuführen . Lieferanten, die solche Prozesse durch Spannungssteuerung, geschlossene Prüfkreisläufe und ISO 13485-Zertifizierungssysteme gewährleisten können, vermeiden effektiv Probleme wie Rückfederung von Bauteilen, Mikrorisse, Produktionsausschuss und Auditfehler und sichern so die Produktgenauigkeit und die gleichbleibende Serienproduktion.
Die kontrollierte Qualität auf Komponentenebene durch einen vertrauenswürdigen Partner im Bereich der medizinischen Metallbearbeitung kann wesentlich dazu beitragen, die Produktvalidierungszeit zu verkürzen, die Produktionskosten zu senken und eine verlässliche Grundlage für die Vermarktung von Medizinprodukten zu schaffen.
Sollten bei der Verarbeitung Probleme wie Rückfederung von Bauteilen, Mikrorisse oder fehlende Konformitätsdokumente auftreten, senden Sie uns bitte Ihre STEP/IGES-Zeichnungen sowie PDF-Dateien. Innerhalb von 24 Stunden erhalten Sie von uns eine kostenlose DFM-Risikoanalyse inklusive Optimierungsvorschlag. Darüber hinaus erstellen wir Ihnen ein verständliches und vollständig konformes Angebot für das Biegen von Metallen mit engen Toleranzen, das Ihnen hilft, Ihr Produkt vorschriftsgemäß auf den Markt zu bringen.
[ Laden Sie jetzt Ihre Zeichnungen hoch für eine kostenlose technische Bewertung und ein präzises, individuelles Angebot]
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


