
Die Bearbeitung von Roboterchassis ist eine präzise, kundenspezifische Metallbiegetechnik, die sich für AGVs/AMRs und Medizinroboter eignet. Sie behebt effektiv branchenübliche Probleme wie Biegerisse, unkontrollierte Rückfederung und Toleranzabweichungen bei dünnwandigen Roboterchassis. Bei der Entwicklung von Leichtbaurobotern führt das Biegen von 6061-T6-Aluminiumlegierungen und hochfestem Stahl unter hoher Belastung leicht zu Mikrorissen, unkontrollierter Rückfederung und Überschreitung der Toleranzgrenzen. Dies beeinträchtigt die Betriebsstabilität der Geräte . Standardverfahren berücksichtigen die dynamischen Spannungseigenschaften des Roboters nicht, was leicht zu Ermüdungsbrüchen des Chassis und Achsenabweichungen der Sensoren führen kann.
Aufbauend auf 20 Jahren Erfahrung mit ausgereiften Prozessen realisiert LS Manufacturing eine hochpräzise Toleranzkontrolle von 0,05 mm und bietet einen Komplettservice von der DFM-Konstruktion bis zur kundenspezifischen Kleinserienfertigung . Dieser Leitfaden erläutert die wichtigsten Prozessschritte beim Biegen von Roboterchassis .

Kurzer Überblick über Kerntechnologien beim Biegen von Roboterchassis
Wir konzentrieren uns darauf, die wesentlichen technischen Normen und Implementierungsanforderungen des Metallbiegens zusammenzufassen, schnell zu den wichtigsten Kontrollpunkten der Präzisionsbearbeitung zu führen , eine intuitive Referenz für die Forschung und Entwicklung sowie den Kauf von Roboterchassis zu liefern und häufige Prozessfehler zu vermeiden.
| Kernabmessungen | Technische Normen | Anwendungswert | Konformitätsanforderungen |
| Materialbiegeparameter | 6061-T6 Mindestbiegeradius ≥2,5t, Biegung senkrecht zur Faserrichtung. | Verhindert vollständig Biegemikrorisse und Spannungsrisskorrosion. | Umformspezifikationen für Werkstoffe in Luft- und Raumfahrtqualität |
| Rückfederungsgenauigkeitskontrolle | Dynamische Laserkompensation, Rückfederungstoleranz ≤±0,3° . | Gewährleistet die Koaxialität von Mehrachsenbohrungen und vermeidet so eine Fehlausrichtung des Sensors. | IATF 16949 Prozessstandard |
| Gesamte Umformtoleranz | Kumulative Toleranz bei mehreren Biegungen ≤±0,05 mm. | Vermeidet Montageprobleme und eignet sich für die Montage hochpräziser Anlagen. | Fertigungsstandards für Industrieroboter |
| Qualitätsprüfungssystem | 100%ige CMM-Vollinspektion + 3D-Scanning-Inspektion. | Vollständige Kontrolle der Form- und Lagetoleranzen, wodurch eine fehlerfreie Lieferung erreicht wird . | Zugangsstandards für die Hochpräzisionsbearbeitung |
Wichtigste Erkenntnisse:
- Materialauswahl: Für Biegearbeiten sollte 6061 T-6 verwendet werden, der minimale Biegeradius beträgt 2,5 t. Das Material sollte wärmebehandelt werden, um die Biegespannung abzubauen und Spannungsrisskorrosion zu verhindern.
- Präzisionskontrolle: Zur Kontrolle der Rückfederungstoleranz wurde ein Echtzeit-Laserwinkelmesssystem eingesetzt, das innerhalb von 0,3° liegt, um die Gegenläufigkeit der mehrachsigen Bohrungen im Chassis zu gewährleisten.
- Lieferantenprüfung: Bei hochwertigen Beschaffungen sollten Sie im Vergleich zu anderen Lieferanten unbedingt prüfen, ob der Lieferant eine 100%ige CMM-Prüfung durchführt und ob er über eine IATF 16949-Automobilzulassung verfügt.
Warum Sie auf die Präzisionsmetallbiegedienstleistungen und die Expertise von LS Manufacturing im Bereich Roboterrahmen vertrauen sollten?
Ausgereifte Anlagen zur Metallbiegebearbeitung und standardisierte Prozesse sind entscheidend für die Stabilität der Roboterchassis-Struktur. Für die Serienfertigung hochwertiger Roboter ist ein professionelles Prozesssystem unerlässlich, um Verarbeitungsrisiken zu vermeiden . Zahlreiche Ermüdungstests an Pkw-Chassis bestätigten, dass viele Chassis-Ausfälle auf die Trägheit der Hersteller zurückzuführen sind, die dynamische Spannungsanpassung der Roboter vernachlässigt haben.
Wir setzen den IATF 16949:2016 -Normenstandard für die Automobilindustrie strikt um, und alle Präzisionsbiegeprozesse entsprechen den Produktionsdokumenten . Die OEM-Fertigung konzentriert sich ausschließlich auf das optische Erscheinungsbild des Endprodukts und vernachlässigt die Langzeitverformung durch Kaltverfestigung des Materials.
Dies ist der Hauptgrund für eine Fehlausrichtung der Sensoren in leichten Roboterchassis nach längerem Einsatz. Mit über 1000 Justierungen verschiedener Biegeparameter haben wir ein modulares Biegesystem für Roboterchassis für unterschiedliche Lastfälle entwickelt und dabei in allen Aspekten die strenge Qualitätskontrolle nach ISO 9001:2015 sichergestellt.
Manuelles Ausprobieren ist nicht mehr nötig. Wir verzichten auf die herkömmliche manuelle Methode und nutzen stattdessen eine Finite-Elemente-Simulation, um Biegespannungen und Rückfederungsabweichungen vorherzusagen und so den Strukturdefekt an der Wurzel zu eliminieren.
Dank unserer 20-jährigen Branchenerfahrung konnten wir alle Arbeiten erfolgreich ausführen, darunter auch Tausende von kundenspezifischen AGV- und medizinischen Roboterchassis, die vollständig den strengen Anforderungen der Spitzenproduktion entsprechen.
Ein standardisiertes Präzisionsbearbeitungssystem beseitigt die Hauptursache für das Verbiegen von Roboterchassis . Es ist auf die Anforderungen der Prototypen- oder Serienfertigung verschiedener Leichtbauroboter zugeschnitten und gewährleistet dauerhafte Stabilität. Sie möchten Prozessfehler vermeiden und die Produktqualität sichern? Kontaktieren Sie jetzt unseren professionellen Service für Präzisionsmetallbiegen – wir bieten Ihnen Lösungen für Ihre Prozessprobleme und überzeugende Fallstudien!

Wie beseitigt der Service für das Biegen von Roboterchassis eine Fehlausrichtung der Sensoren?
Der Präzisions-Robotik-Chassis-Biegeservice, der auf Formtoleranzen innerhalb von 0,05 mm gesteuert wird, löst im Wesentlichen die physikalische Achsenabweichung des Multisensor-Fusionssystems , sodass AMRs eine hochpräzise Radar- und Kamera-Autoausrichtung auch unter langfristigen Hochlastbedingungen durchführen können.
Hauptursachen für Sensorabweichungen
Strukturelle Verformungen des AMR-Chassis sind eine häufige Ursache für Sensorausfälle. Das Roboterchassis muss dynamische Drehmomente und eine maximale vertikale Last von 500 kg aufnehmen können. Herkömmliche Biegeverfahren bieten keine Kompensation der Durchbiegung, wodurch leicht Torsionsverformungen entstehen können.
Dank der robotergestützten Chassisformung lassen sich diese versteckten Probleme effektiv vermeiden. Die im Chassis entstehenden Restspannungen werden während des Langzeitbetriebs abgebaut, wodurch eine präzise Ausrichtung der Montagefläche verhindert wird.
- Problem der Spannungskonzentration: Fehlende Übereinstimmung zwischen der Korngröße des Materials und dem Biegevorgang führt zu Spannungskonzentrationen am Biegepunkt und zu Mikroverformungen unter Langzeitbelastung.
- Unkontrollierte Formtoleranzen: Ohne die dynamische Kompensationstechnologie würde die Gesamtmenge eines einzelnen Biegefehlers den Standard überschreiten, was zu einer Parallelität zwischen der Montagefläche und der Referenzfläche führen würde.
- Mangelhafte Strukturstabilität: Restspannungen aufgrund von Kaltverfestigung können durch keine Wärmebehandlung abgebaut werden, und es kommt auch nach 1000 Betriebsstunden noch zu einer weiteren Zunahme der Verformung.
Korrekturprinzip des Hochpräzisionsbiegens
Die präzise Sensorkalibrierung im Formgebungsprozess verhindert wirksam übermäßige Verformungen des Chassis. Das Biegen von kundenspezifischen Roboterchassis ist nicht nur eine Blechbearbeitung, sondern ein Mikro-Umformverfahren. Dabei werden Formdruck, Bearbeitungsgeschwindigkeit und Faserausrichtungswinkel präzise gesteuert, um die Eigenspannungen im Körper auszugleichen. So wird eine streng kontrollierte Mikro-Umformtechnologie mit minimalen Verformungsabweichungen erreicht und ein 10.000-stündiger ununterbrochener Roboterbetrieb ohne Abweichung der Sensorachsen gewährleistet. Dies bildet die Grundlage für hochpräzise Anlagen.
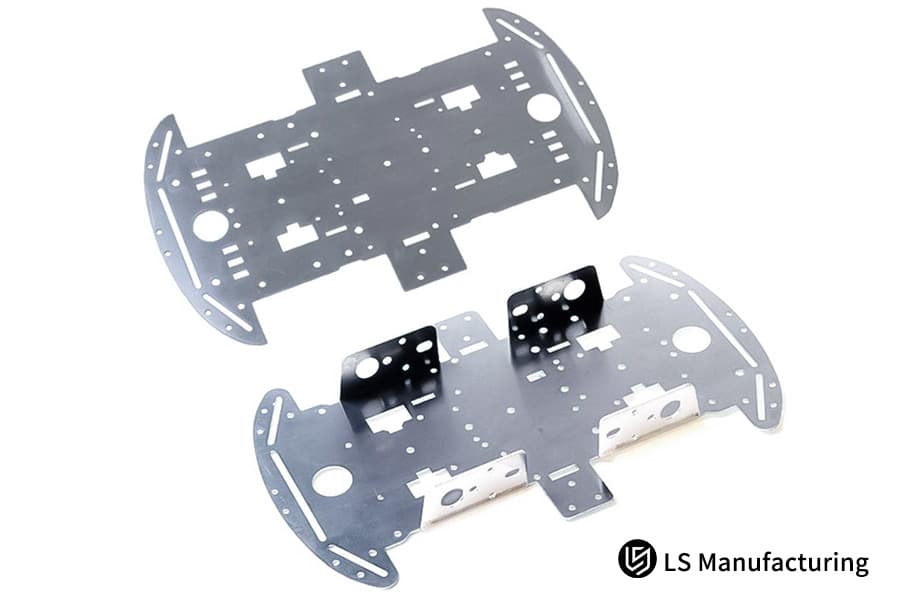
Abbildung 1: Präzisionsgeschnittene Metallplatten für ein Roboterchassis mit zahlreichen Löchern und Schlitzen.
Wie wählt man das Metallbiegen für Roboter im Hinblick auf Leichtbauweise und Belastbarkeit aus?
Im Hinblick auf ein ausgewogenes Verhältnis von geringem Gewicht und hoher Tragfähigkeit eignet sich für das Biegen von Metallen mittels Robotertechnik die Legierung AL6061-T6 oder Ti-6Al-4V. LS Manufacturing beseitigt Mikrorisse im Material durch den Einsatz kundenspezifischer R-Winkel-Formen und temperaturkontrollierter Biegeprozesse und erzielt so eine Gewichtsreduzierung von 40 % bei gleichzeitig hoher Zugfestigkeit von über 500 MPa.
Leistungsunterschiede gängiger Blechwerkstoffe für Roboter
Leichtbauweises Biegen unter Last wirkt sich direkt auf die Gesamtleistung des Roboters aus. Verschiedene Blechwerkstoffe weisen erhebliche Unterschiede im Biegeverhalten auf, und selbst die Verwendung des falschen Materials kann zu einer unzureichenden Gewichtsreduzierung und Tragfähigkeit führen. Lastadaptives Blechbiegen ermöglicht die Anpassung an unterschiedliche Lastbedingungen und Umformanforderungen.
- Aluminiumlegierung 5052-H32: Um das Gewicht effektiv zu reduzieren, ist sie leicht, weist jedoch eine geringere Zugfestigkeit auf und eignet sich daher nur für geringe Roboterlasten.
- Aluminiumlegierung 6061-T6: Höchste Gesamtleistung, empfohlen für Plattendicken von 1,5-4,0 mm , erfüllt die Anforderungen an geringes Gewicht und hohe Belastbarkeit.
- Titanlegierung Ti-6Al-4V: Sie vereint höchste Festigkeit mit optimaler Gewichtsreduzierung und eignet sich daher für den Einsatz in der Medizintechnik sowie in High-End-Industrierobotern.
Kernstandards zur Vermeidung von Fehlern bei Biegeprozessen
Die Kontrolle der Materialfaserrichtung ist der entscheidende Faktor zur effektiven Vermeidung von Biegerissen . Wie die praktische Erfahrung mit kundenspezifisch gefertigten Schwerlast-AGV-Chassis zeigt, verläuft die Materialfaserrichtung senkrecht zu den Biegelinien. Dabei werden der minimale Biegeradius und die Blechdicke exakt aufeinander abgestimmt und die Formgebung laserkalibriert, um die Formgröße annähernd zu bestimmen. In Kombination mit Spannungssimulation und Wärmebehandlung lässt sich so das Problem der plastischen Verformung während des Betriebs der Anlage wirksam eliminieren .
Vergleichstabelle der mechanischen Eigenschaften gängiger Biegewerkstoffe für Roboter
| Materialart | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Kompatible Plattendicke (mm) | Optimaler Biegeradius | Gewichtsreduktion |
| Aluminiumlegierung 6061-T6 | 414 | 510 | 1,5-4,0 | 2,5 t | 40 % |
| Aluminiumlegierung 5052-H32 | 193 | 331 | 2,0-3,5 | 2,0 t | 32 % |
| Titanlegierung Ti-6Al-4V | 860 | 930 | 1.2-3.0 | 3,0 t | 45 % |
| Q355 Hochfester Stahl | 355 | 800 | 3,0-4,0 | 1,8 t | 15% |
| Edelstahl 304 | 205 | 520 | 1,2-2,5 | 2,2 t | 20% |
Was zeichnet einen qualifizierten Roboter-Rahmenbiegeservice für medizinische Zwecke aus?
Der Service von LS Manufacturing für die robotergestützte Rahmenbiegung in medizinischer Qualität erfüllt anspruchsvolle, parameterdefinierte Qualitätsstandards und unterliegt den Anforderungen einer High-End-Verarbeitung, wie z. B. einer Biegewinkelgenauigkeit von 0,25, einer Oberflächenrauheit von Ra 0,4 und 100 % Kratz- und Eindellfreiheit.
Kernqualitätsprüfungsparameter für Biegen in medizinischer Qualität
Die Oberflächengenauigkeit von Medizinrobotern ist ein entscheidendes Kriterium für die Herstellung hochwertiger Medizingeräte. Herkömmliche industrielle Biegeverfahren genügen den hohen Präzisionsanforderungen und den Reinheitsanforderungen medizinischer Instrumente nicht. Daher müssen die Parameter der Mikroformung streng kontrolliert werden.
Die medizinische Metallumformung kann die beiden grundlegenden Komponentenanforderungen an medizinische Instrumente erfüllen.
- Strukturelle Parameter: Die Biegewanddicke nimmt um 8 % ab, der Winkel der Fasen ist gleichmäßig, es gibt keine Mikrorisse.
- Oberflächenparameter: Oberflächenrauheit Ra0,4, vollständig kratzfreie Bearbeitung, keine Dellen oder Kratzer.
- Toleranzparameter: Die Winkeltoleranz wurde auf 0,25 festgelegt, was die gesamte räumliche Form- und Positionstoleranz abdeckt.
Spezielle Prozesslösung für medizinische Anwendungsfälle
Die Anwendung steriler Oberflächenbiegeverfahren ist eine optimale Methode, um die potenzielle Gefahrenansammlung bei Medizingeräten zu minimieren. Nicht abfärbende Formauskleidungen aus Nylon und Polyurethan schützen die Oberfläche spezieller Legierungen und verhindern so die Bakterienbesiedlung sowie den Ausfall der elektromagnetischen Abschirmung. Das Verfahren erfüllt die anspruchsvollen Anforderungen an die Präzisionsumformung von Blechen und entspricht den Beschaffungsspezifikationen für das Biegen von High-End-Roboterchassis.
Tabelle der Standardparameter für die Qualitätsprüfung der Biegeprüfung von Robotern in medizinischer Qualität
| Testkategorie | Industriestandard | Medizinischer Standard | Prüfverfahren | Anwendbare Szenarien |
| Biegewinkeltoleranz | ±0,5° | ±0,25° | Laser-Echtzeitinspektion | Operationsroboter, Begleitroboter |
| Oberflächenrauheit | Ra 1,6 | Ra 0,4 | Rauheitsmessgerät – Vollständige Inspektion | Gehäuse für sterile medizinische Geräte |
| Reduzierungsrate der Wandstärke | ≤12% | ≤8% | Mikrometer-Messschieber-Punktprüfung | Hochlast-Medizinfahrgestell |
| Oberflächeneindrücke | Leichte Einbuchtung zulässig | Keine Eindellungen, keine Kratzer | Sichtprüfung + Lupenprüfung | Sterile medizinische Kontaktflächen |
| Mikroskopische Risse | Feine Linien erlaubt | Null mikroskopische Risse | Metallurgische Mikroskopinspektion | Langzeit-Implantierbare/Kontaktgeräte |

Abbildung 2: Detailansicht des Bedienfelds einer Biegemaschine mit Tasten und einem gelben LNTech-Modul.
Wie behebt ein Hersteller von Chassisbiegeteilen das Rückfederungsproblem bei dünnen Wänden?
Die wichtigste Innovation, die der professionelle Chassisbiegehersteller LS Manufacturing zur Behebung des Rückfederungsproblems bei dünnwandigen Strukturen einsetzt, ist die intelligente Regelungstechnik. Mithilfe des 650-nm-Laserwinkelmesssystems kann LS Manufacturing die dynamische Kompensation realisieren und den Rückfederungsfehler beim Biegen von hochfesten dünnwandigen Aluminium- und Edelstahlblechen vollständig eliminieren .
Schlüsselfaktoren, die die Rückfederung dünnwandiger Bauteile beeinflussen
Das Problem der Rückfederungsabweichung bei dünnwandigen Blechen ist beim Umformen sehr häufig. Beim Biegen von 1,2–2,0 mm dickem Edelstahl und dünnwandigen Aluminiumlegierungen tritt diese Rückfederungsabweichung leicht auf und beeinträchtigt die Montagegenauigkeit. Eine Kalibrierung des Dünnblechbiegens kann diese Abweichung präzise kompensieren.
- Materialeigenschaften: Die Erhöhung der Streckgrenze führt zu einer Erhöhung der Rückfederung: Das in diesem Projekt verwendete hochfeste Aluminium erzeugt eine um etwa 5 % höhere Rückfederung als normales Aluminium.
- Geräteparameter: Dies führt zu einer größeren elastischen Verformung des Blechs durch eine breitere V-Nut der Form und begünstigt dadurch eine ausgeprägte Rückfederung .
- Verarbeitungstechnik: Eine ungeeignete Bearbeitungsgeschwindigkeit und Haltezeit verschlimmern die Kaltverfestigung und erhöhen das Risiko von Rückfederungsfehlern.
Intelligente Rückfederungskompensationslösung
Die Modellierungstechnologie zur FEA-Rückfederungsvorhersage ist der Kern präziser Fehlerkontrolle. Wir eliminieren das manuelle Trial-and-Error-Verfahren und entwickeln schnell ein auf FEA basierendes Rückfederungsvorhersagemodell mit hydraulischem dynamischem Kompensationssystem für die stabile Chargenpräzision beim Biegen typischer kundenspezifischer Leichtbaurahmen . Die Formparameter werden durch Finite-Elemente-Biegeoptimierung optimiert und untersucht. Durch einen 68-stufigen Halteprozess bei konstanter Temperatur und konstantem Druck konnte die Rückfederung dünnwandiger Materialien um 15 % reduziert werden – eine hochwertige und praxisnahe Optimierungslösung für die Industrie.
Tabelle mit reinen Daten zum Vergleich der Rückfederungsparameter bei der Dünnwandbiegung
| Plattenmaterial | Dicke (mm) | Die V-Öffnung (mm) | Natürlicher Rückfederungswinkel | Kompensierter Rückfederungswinkel | Genauigkeitsverbesserungsrate |
| Aluminiumlegierung 6061-T6 | 1,5 | 12 | 1,8° | 0,22° | 87,8 % |
| Aluminiumlegierung 6061-T6 | 2.0 | 16 | 2,1° | 0,25° | 88,1 % |
| Edelstahl 304 | 1.2 | 10 | 2,5° | 0,28° | 88,8 % |
| Edelstahl 304 | 2.0 | 14 | 2,8° | 0,30° | 89,2 % |
| Titanlegierung Ti-6Al-4V | 1,5 | 12 | 3,2° | 0,32° | 90,0 % |
Intelligente Rückfederungskompensation und Finite-Elemente-Simulationstechnologie überwinden das Rückfederungsproblem beim Biegen dünnwandiger Bleche vollständig und verbessern die Formgenauigkeit und Produktionseffizienz von dünnwandigen Roboterchassis erheblich. Bereitet Ihnen der Rückfederungsfehler Kopfzerbrechen? Ein professioneller Hersteller von Chassis-Biegesystemen berechnet kostenlos die Rückfederungsparameter und entwickelt ein maßgeschneidertes Fehlerkorrekturkonzept für Sie!
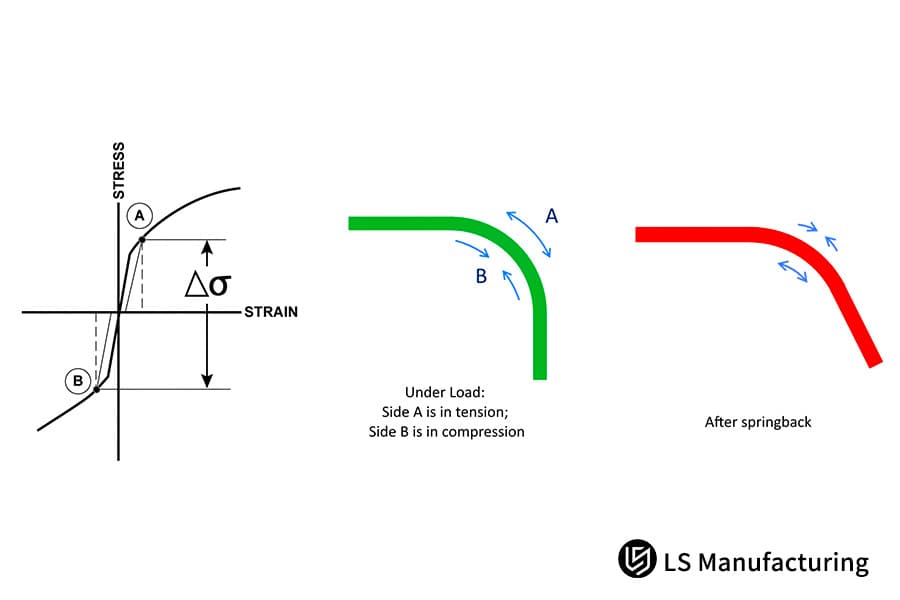
Abbildung 3: Diagramm zur Darstellung der Spannungskräfte und der Materialrückfederung in einem gebogenen Metallteil.
Wie optimiert die DFM-Analyse das Biegen von kundenspezifischen Leichtbaurahmen?
Durch eine fortschrittliche DFM-Analyse lassen sich 85 % der Konstruktionsfehler vermeiden, indem Kollisionsprüfungen und Korrekturen des Grenzradius durchgeführt werden, bevor die Fertigung kundenspezifischer Leichtbaurahmen beginnt. LS Manufacturing erstellt Ihnen innerhalb von 24 Stunden einen kostenlosen DFM-Bericht und verkürzt so die Prototypenfertigungszeit erheblich.
Kernüberprüfungsdimensionen der DFM-Analyse
Die Überprüfung von Biegestrukturinterferenzen kann Verluste durch Versuch und Irrtum von vornherein reduzieren. Viele Kundenzeichnungen weisen versteckte Prozessfehler auf; eine unreflektierte Bearbeitung führt mit hoher Wahrscheinlichkeit zu Ausschuss. Durch die Beseitigung von Biegestrukturfehlern lassen sich verschiedene Umformungsrisiken frühzeitig erkennen.
- Sicherheitsabstandsprüfunga: Der Abstand zwischen Biegelinie und Lochrand muss strikt mindestens 2,5t+R betragen, um eine Dehnung und Verformung des Lochs zu minimieren .
- Interferenzsimulationserkennung: Simulationen mehrerer Biegetrajektorien, Erkennung von Kollisionen zwischen Werkzeug und Kollisionsobjekt.
- Prozessspaltoptimierung: Korrigieren Sie die Eckprozessspaltabmessung, um Biegerisse und Verformungen zu vermeiden.
Wichtigste Kundenvorteile des DFM-Prozesses
Durch die frühzeitige Kontrolle von Konstruktionsfehlern kann der Projektzyklus erheblich verkürzt werden . Eine kostenlose DFM-Voranalyse (Design for Manufacturing) beugt der Anhäufung von Fehlern in der Fertigung und damit verbundenen Nacharbeitskosten vor, reduziert die Anzahl der Durchlaufzeiten um durchschnittlich 35 Tage , verbessert die Genauigkeit des gesamten mehrstufigen Umformprozesses in jeder Phase und ermöglicht die Anpassung an die individuellen Anforderungen verschiedener Serviceprodukte im Bereich der Roboterchassis-Biegung.
Wie lässt sich die Toleranzhäufigkeit beim Biegen von Leichtmetall minimieren?
Bei mehrstufigen Biegeprozessen von Leichtmetallen wird die Toleranzkette maßgeblich durch eine Reihe fester Prozessbezugspunkte kontrolliert. LS Manufacturing kann mit seiner Mehrachsen-Hinteranschlag-Einmalpositionierungstechnologie die halbe Toleranzkette innerhalb von sieben Biegungen auf 0,1 mm genau steuern.
Hauptursachen der Toleranzstapelung
Die Akkumulation von Toleranzen über mehrere Bearbeitungsschritte hinweg ist ein typisches Problem bei der Fertigung komplexer Chassis. Kleine Fehler summieren sich bei den 5–9 Biegungen. Die akkumulierte Toleranz herkömmlicher Verfahren beträgt bis zu 0,8 mm und kann leicht zum Versagen der Montage führen. Ein standardisiertes Verfahren kann hier Abhilfe schaffen.
Präziser Toleranzkontrollprozess für mehrstufiges Biegen
Durch die Positionierung mit einem einzigen Bezugspunkt lässt sich das Problem der kumulativen Abweichung vollständig lösen. Mithilfe eines hochpräzisen 6-Achs-CNC-Steuerungssystems zur Planung der optimalen Biegesequenz, des mehrstufigen Einspannens und Positionierens wird die Akkumulation von Toleranzen aufgrund von Positionier- und Scherfehlern effektiv verhindert . Dies löst das Problem der korrekten Montageausrichtung bei der Chassisbiegung und gewährleistet eine gleichbleibende Formgenauigkeit.
Das konsistente Positionierungsverfahren beseitigt Toleranzüberschreitungen, die durch mehrfache Bearbeitungsprozesse entstehen, und verbessert die Vielseitigkeit und Genauigkeit der Leichtbauchassis-Montage erheblich. Sie möchten Montagefehler und zu hohe Toleranzen vermeiden? Beantragen Sie jetzt Ihre kostenlose DFM-Optimierung und erhalten Sie noch heute ein präzises Angebot für die Leichtmetallbiegebearbeitung!
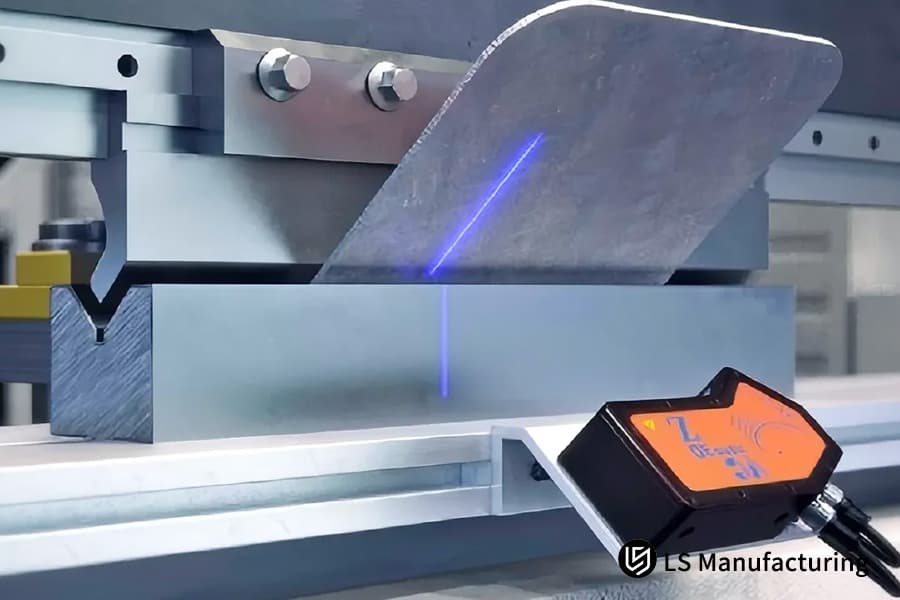
Abbildung 4: Metallblech auf einer Abkantpresse mit einer roten Laser-Ausrichtlinie für präzises Biegen.
Warum ist eine 100%ige CMM-Prüfung für die Bewertung von Lieferanten für kundenspezifische Roboterchassis-Biegevorrichtungen unerlässlich?
Die 100%ige CMM-Prüfung ist für LS Manufacturing der Mindeststandard bei der Auswahl eines qualifizierten Lieferanten für kundenspezifische Roboterchassis-Biegung . LS Manufacturing verfügt über die weltweit präziseste CMM und einen Blaulichtscanner. Alle Prüfberichte zur geometrischen Toleranz der gelieferten Chassis sind vollständig und entsprechen den Spezifikationen.
Grenzen traditioneller Inspektionsmethoden
Herkömmliche Messgeräte sind für die Toleranzmessung von High-End-Roboterchassis ungeeignet. Mengenmessgeräte erfassen lediglich Grundabmessungen und können räumliche Form- und Positionstoleranzen wie Ebenheit und Koaxialität nur schwer messen, wodurch versteckte Qualitätsprobleme unentdeckt bleiben können. Hochwertige Umformtechnik erfordert einen professionellen und präzisen Prüfprozess.
Der Kernnutzen der vollständigen CMM-Inspektion
Die dreidimensionale Abweichungserkennung gewährleistet die fehlerfreie Lieferung von Metallbiegeprodukten. Wir führen eine umfassende Prüfung mit 3D-Abweichungs-Heatmaps und automatisierten Prüfsystemen durch und liefern mit jeder Charge einen vollständigen Qualitätskontrollbericht . Dieser unterstützt unsere Kunden bei der eigenständigen Kontrolle der Qualität in der Lieferkette für Leichtmetallbiegedienstleistungen. Die CMM-verifizierte Metallformung garantiert die Genauigkeit im mechanischen Zustand der fertigen Produkte.
Wie lassen sich die Gesamtkosten für die Beschaffung von Präzisionsmetallbiegedienstleistungen senken, ohne Kompromisse bei der Qualität einzugehen?
Um den Aufwand beim Präzisionsbiegen von Metallen zu minimieren, ohne die Qualität zu beeinträchtigen, optimiert LS Manufacturing das Blechlayout und reduziert so den Nachbearbeitungsaufwand. LS Manufacturing nutzt intelligente Verschachtelungssoftware, um die Blechausnutzung um 18 % zu steigern. Der gesamte Prozess wird als Komplettservice angeboten – von den Rohmaterialien bis zur Oberflächenbehandlung.
Kernkomponenten der Präzisionsbiegekosten
Die unterschiedlichen Kosten der Präzisionsbearbeitung lassen sich im Wesentlichen in vier Bereiche unterteilen: Materialkosten, Produktionszeitkosten, Abschreibungskosten und Oberflächenbehandlung der Formen. Bei der traditionellen OEM-Fertigung entstehen hohe Verluste bei den Formeninvestitionen; eine Optimierung des Formgebungsprozesses kann die effektiven Produktionskosten erheblich senken.
Kernlösungen für eine qualitativ hochwertige Kostenreduzierung
Integrierte Prozessoptimierung: Das Unternehmen erzielt Kosteneinsparungen und Qualitätsverbesserungen. Durch den Einsatz einer integrierten Biegestruktur anstelle einer separaten Schweißstruktur werden 35 % der Schweißkosten eingespart. Standardisierte modulare Werkzeuge kommen zum Einsatz, wodurch Werkzeugkosten entfallen und die Fertigung von Metallbiegeteilen für kundenspezifische Roboterprojekte ermöglicht wird.
Das integrierte Prozessoptimierungsmodell zielt darauf ab, die Bearbeitungsqualität mit der Kostenkontrolle in Einklang zu bringen, die hohen Verluste bei der herkömmlichen Blechbearbeitung zu reduzieren und gleichzeitig die kundenspezifische Fertigung auf verschiedenen Roboterchassis zu ermöglichen. Sie möchten jetzt Qualität, Kostensenkung und Optimierung Ihrer F&E- und Produktionskosten? Informieren Sie sich über die Möglichkeiten der Metallbiegung für Roboter und erhalten Sie jetzt eine kostenlose Kostenberechnung sowie eine maßgeschneiderte Lösung zur Kostenreduzierung!
Fallstudie von LS Manufacturing: Kundenspezifischer Biegeservice für AGV-Chassis aus Aluminium 6061-T6 für einen globalen Tier-1-Lieferanten von Logistikrobotern
Das Kapitel stellt die Lösung und das Implementierungsergebnis der Chassisbiegung von High-End-AGV-Robotern aus einem realen Projekt dar. Es verdeutlicht anschaulich den praktischen Nutzen der Präzisionsbiegetechnik und bietet eine wertvolle Referenz für ähnliche Roboter-Anpassungsprojekte.
Herausforderung für den Kunden:
Ein weltweit führender Hersteller von Logistikrobotern stieß bei der Entwicklung eines 600 kg Tragfähigkeit bietenden Vierwege-Shuttle-AGV auf ein technisches Problem: Das eigens entwickelte, leichte Chassis (4,0 mm 6061-T6) wies an den Biegestellen stets Mikrorisse auf. Unkontrollierbare Rückfederung führte zu einer Abweichung der Ebenheit der Radar-Montagefläche von 0,75 mm, Fehlalarmen bei der Hindernisvermeidung und Abweichungen von der Fahrspur. Dies verzögerte das Projekt erheblich und erforderte dringend die Modifizierung des Roboterchassis durch einen spezialisierten Chassis- Bieger .
LS-Fertigungslösung:
- Sobald der Kunde die 3D-Zeichnungen an die LS Manufacturing-Gruppe übermittelt, werden die 3D-Zeichnungen des Kunden heruntergeladen und innerhalb von 24 Stunden eine individuelle DFM-Optimierungslösung bereitgestellt. Der ursprünglich vom Kunden verwendete (zu) kleine Radius (R-Winkel) wird entfernt und auf einen Biegeradius von 3,0t korrigiert, der besser zu den Eigenschaften von 6061-T6 passt und so die Entstehung potenzieller Risse von vornherein verhindert.
- Im Bearbeitungsstadium wird für die CNC-Biegemaschine von AMADA ein 650-nm-Laser mit automatischem Kalibrierungssystem und dynamischer Rückfederungskompensation eingesetzt. Die maximale Streckgrenze für diese Charge von Aluminiummaterialien (in verschiedenen Formen) wird durch eine luftgepolsterte, markierungsfreie Form zum Schutz der Blechoberfläche erreicht.
- Nach der Formgebung wird das Produkt einer Hochtemperatur-Wärmebehandlung unterzogen, um die Restspannungen vollständig abzubauen. Abschließend erfolgt eine 100%ige Prüfung der Radarbefestigungslöcher mit einem Hexagon-Koordinatenmessgerät .
Ergebnisse und Wert:
Das erste Projekt erreichte deutlich mehr als das Vorgängermodell: Die Chassis-Toleranzen werden präzise auf 0,05 mm begrenzt. Die Winkellasttoleranzen sind auf 0,2° festgelegt. Die Ebenheit der Radar-Montagefläche wurde auf 0,12 mm verbessert. All dies ermöglichte es, Sensorfehlfunktionen zu beheben und der Vergangenheit angehören zu lassen.
Die Anlage hat die 200.000-fachen Volllast-Dauertests bestanden, das Chassisgewicht wurde um 22 % reduziert, der Projektzyklus um 35 Tage verkürzt und der Kunde hat einen exklusiven Dreijahresvertrag für die Serienproduktion mit uns abgeschlossen. Diese Fallstudie beweist eindrucksvoll, dass hochwertige, effiziente kundenspezifische Robotik in Kombination mit der besten, zuverlässigsten und kostengünstigsten Chassis-Biegetechnologie auf dem Markt all diese drei wichtigen Herausforderungen bewältigen kann.
Dieser Fall zeigt, dass sich mit dieser Präzisionsbiegetechnologie alle drei Hauptprobleme – Chassis-Risse, Genauigkeitsabweichungen und lange Zykluszeiten – gleichzeitig lösen lassen. Daher eignet sie sich ideal für anspruchsvolle, kundenspezifische Schwerlast-AGV-Anwendungen. Möchten auch Sie so hochwertige Ergebnisse erzielen? Testen Sie unseren professionellen und zuverlässigen Service für kundenspezifisches Roboterchassisbiegen. Sehen Sie sich schnell eine Reihe ähnlicher Projekte an, reichen Sie Ihre Zeichnungen ein und erhalten Sie ein attraktives Angebot!

Häufig gestellte Fragen
Frage 1: Wie sieht es mit dem Biegeradius der Aluminiumlegierung 6061-T6 bei der Bearbeitung von Roboterchassis aus?
Um Oberflächenmikrorisse beim Biegen von Blechen aus der Aluminiumlegierung 6061-T6 zu vermeiden, sollte der minimale Biegeradius maximal das 2,0- bis 2,5-Fache der Blechdicke betragen. Die Biegelinie muss zudem senkrecht zur Faserrichtung verlaufen, um Spannungsrisse vollständig auszuschließen.
Frage 2: Wie geht LS Manufacturing mit den engen Winkeltoleranzen bei kundenspezifischen Biegeaufträgen für leichte Rahmen um?
Für unsere CNC-Biegemaschinen haben wir ein Achsenmesssystem von Laser Technology mit einer Wellenlänge von 650 nm installiert. Die CNC-Steuerung erkennt automatisch jegliche Abweichungen und kompensiert die Rückfederung in Echtzeit. Dadurch wird der Biegewinkel des Roboterchassis innerhalb der Toleranz von 0,25° gehalten und die Formgenauigkeit sichergestellt.
Frage 3: Ist Ihre Abteilung für robotergestütztes Metallbiegen in der Lage, geschweißte komplexe Baugruppen in ein einzelnes Formteil umzuwandeln?
Sie lassen sich optimieren und verstärken. Ingenieure, die mit einem vormontierten DFM-System ausgestattet sind, können mehrteilige Schweißkonstruktionen in einteilige, mehrlagige Biegekonstruktionen umwandeln, da diese einfacher herzustellen sind und somit die Schweißkosten des Kunden um 35 % senken können.
Frage 4: Welche Normen für die Oberflächenkratzfestigkeit benötigen Sie für Außenteile von Kraftfahrzeugen oder für das Biegen von Roboterrahmen in medizinischer Qualität?
Es handelt sich um eine Hochdruck-Nylon-Polyurethan-Legierung. Die Formauskleidung hinterlässt keine Spuren, die obere Form aus Urethan mit R-Winkel wird hochglanzpoliert, es gibt keine harte Reibung während des gesamten Prozesses, und das Endprodukt erfüllt höchste optische Anforderungen an die Speziallegierung – 100 % ohne Eindellungen und Kratzer.
Frage 5: LS Manufacturing – insbesondere als Hersteller von Chassis-Biegeteilen: Wie misst LS Manufacturing die endgültige geometrische Form, die räumliche Form und die Positionstoleranzen von Roboterchassis?
Wir verfügen über eine Sechseck-Koordinatenmessmaschine und einen leistungsstarken blauen 3D-Laserscanner, um eine 100%ige Prüfung wichtiger Abmessungen, der Ebenheit des Gehäuses, der Koaxialität usw. durchzuführen. Für jede Produktcharge werden stets umfassende Qualitätskontrollberichte erstellt.
Frage 6: Wie lange ist die Vorlaufzeit, die SCML für den Kauf von Kleinserienmustern der Präzisionsmetallbiegedienstleistungen benötigt?
Sobald die Zeichnungen unserer Kunden auf ihre Fertigungstauglichkeit geprüft wurden (DFM-Verfahren), fertigen wir die Maschine schnell mit universellen Kombinationsformen – ein separates Formenbauteil entfällt. Standardmäßige, hochpräzise Chassis-Muster sind innerhalb von 3–5 Werktagen verfügbar. Sie können Ihre Zeichnungen einfach hochladen , Details anfragen und erhalten schnell präzise Projektangebote und individuelle Anpassungspläne.
Frage 7: Wie schützen Sie die sensiblen und streng vertraulichen Forschungs- und Entwicklungszeichnungen (IP) Ihrer Kunden, die für das Biegen kundenspezifischer Roboterchassis verwendet werden?
Vor dem Abruf der STEP/IG S-F&E-Zeichnung unterzeichnen wir eine beidseitige Vertraulichkeitsvereinbarung. Die Dateien werden ausschließlich auf einem lokalen, sicheren Server gespeichert. Das von unserer Produktionswerkstatt angewandte umfassende Projektmanagement gewährleistet den vollständigen Schutz des geistigen Eigentums Ihrer Kunden.
Q8: Legt Ltd. bei der Entwicklung zum Anbieter von High-End-Roboterchassis-Biegedienstleistungen großen Wert auf Mindestbestellmengen?
Wir verfolgen eine Null-Mindestbestellmenge-Politik für Hightech-Forschungs- und Entwicklungsprojekte. Dies ermöglicht es uns, flexibel einen Auftrag für die Entwicklung eines Prototyps in wissenschaftlicher Forschungsqualität anzunehmen und gleichzeitig die Nachfrage nach Tausenden von jährlichen Massenproduktionsaufträgen in Automobilqualität zu decken.
Zusammenfassung
Die Biegung von Roboterchassis ist eine Präzisionstechnikaufgabe, die Materialmechanik, CNC-Algorithmen und geschlossene Regelkreise für die Qualitätsprüfung umfasst. Eine gleichmäßige Lastverteilung, die Vermeidung von Rissen, die Kontrolle der Rückfederung und die Optimierung der Toleranzen sind entscheidend für die Betriebsstabilität der verschiedenen Roboter. Die richtige Materialauswahl, standardisierte Prozessabläufe und eine umfassende Qualitätskontrolle sind der Schlüssel zur Vermeidung von Chassisfehlern und ermöglichen die Weiterentwicklung der Roboterhardware.
Die hohe Qualität der Biegeleistungen für Roboterchassis kann Verformungen der Ausrüstung, Fehlausrichtungen der Sensoren und strukturelle Ausfälle verhindern, wodurch das Risiko hoher Wartungskosten gesenkt und ein einzigartiger Produktvorteil geschaffen wird.
LS Manufacturing bietet Aufträge ohne Mindestbestellmenge für Prototypen, Pilotserien und die Serienfertigung , inklusive aller Anwendungen mit Robotertechnik. Senden Sie uns jetzt Ihre 3D-Modelle – wir erstellen Ihnen innerhalb von 24 Stunden einen DFM-Bericht und bieten Ihnen eine individuelle Prozess- und Kostenoptimierung. Mit professioneller Präzisionsbiegetechnik und Fertigungsprozessen in Automobilqualität setzen wir Ihr Projekt in die Realität um.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


