
Il servizio di piegatura di telai per robot è un servizio di piegatura di precisione dei metalli, personalizzato e adatto per AGV/AMR e robot medicali. Può risolvere efficacemente le problematiche tipiche del settore, come le crepe da piegatura, il ritorno elastico incontrollato e le variazioni di tolleranza dei fori nei telai per robot a parete sottile. Attualmente, nello sviluppo di processi per robot leggeri, la piegatura della lega di alluminio 6061-T6 e dell'acciaio ad alta resistenza può facilmente causare microfratture, ritorno elastico incontrollato e superamento dei limiti di tolleranza dei fori sotto carico pesante, compromettendo direttamente la stabilità operativa delle apparecchiature . I processi standard non tengono conto delle caratteristiche di stress dinamico del robot, il che può facilmente portare a fratture da fatica del telaio e deviazioni dell'asse dei sensori.
Grazie a un'esperienza ventennale consolidata nei processi, LS Manufacturing è in grado di garantire un controllo di tolleranza di alta precisione pari a 0,05 mm e offre un servizio completo , dalla progettazione DFM alla produzione personalizzata di piccoli lotti . Questa guida illustra i punti chiave del processo di piegatura del telaio del robot .

Panoramica rapida delle tecnologie principali nella piegatura dei telai dei robot
Ci concentriamo sulla sintesi delle norme tecniche essenziali e dei requisiti di implementazione della piegatura dei metalli, guidando rapidamente verso i punti chiave di controllo della lavorazione di precisione , fornendo un riferimento intuitivo per la ricerca e lo sviluppo e l'acquisto del telaio del robot ed evitando i comuni errori di processo.
| Dimensioni principali | Norme tecniche | Valore dell'applicazione | Requisiti di conformità |
| Parametri di piegatura del materiale | 6061-T6 raggio di curvatura minimo ≥2,5t, curvatura perpendicolare alla fibra. | Elimina completamente le microfratture da flessione e le cricche da tensocorrosione. | Specifiche di formatura dei materiali di grado aerospaziale |
| Controllo di precisione del ritorno elastico | Compensazione dinamica del laser, tolleranza di ritorno elastico ≤±0,3° . | Garantisce la coassialità dei fori multiasse, evitando il disallineamento del sensore. | Standard di processo IATF 16949 |
| Tolleranza di formatura complessiva | Tolleranza cumulativa di piegature multiple ≤±0,05 mm. | Elimina le interferenze durante l'assemblaggio, adattandosi all'assemblaggio di apparecchiature di alta precisione. | standard di produzione di robot industriali |
| Sistema di controllo qualità | Ispezione completa al 100% con CMM + ispezione con scansione 3D. | Controllo completo delle tolleranze di forma e posizione, per garantire consegne a zero difetti . | Standard di accesso per lavorazioni meccaniche di alta precisione |
Punti chiave:
- Selezione del materiale: per la piegatura deve essere utilizzato l'acciaio 6061 T-6 e il raggio di curvatura minimo deve essere di 2,5t. Il materiale deve essere sottoposto a trattamento termico per alleviare le tensioni di piegatura e prevenire le cricche da tensocorrosione.
- Controllo di precisione: è stato utilizzato un sistema di misurazione angolare laser in tempo reale per controllare che la tolleranza del ritorno elastico sia entro 0,3° per garantire la contro-allineamento dei fori multi-asse nel telaio.
- Selezione dei fornitori: per gli acquisti di valore elevato, rispetto ad altri fornitori, è fondamentale verificare se il fornitore in questione effettua un'ispezione CMM al 100% e se possiede la certificazione IATF 16949 per il settore automobilistico.
Perché affidarsi ai servizi di piegatura di precisione dei metalli e all'esperienza di LS Manufacturing nella realizzazione di telai per robot?
La padronanza delle attrezzature per la piegatura dei metalli e l'adozione di processi standardizzati sono fondamentali per garantire la stabilità della struttura del telaio del robot. Per la produzione in serie di robot di fascia alta, è necessario un sistema di processo professionale per evitare i rischi di lavorazione . Diversi lotti di test di fatica sui telai delle automobili hanno dimostrato gli stessi risultati: molti cedimenti dei telai derivano dall'inerzia dei produttori, che non hanno sufficientemente tempestivo nell'adattare il processo di sollecitazione dinamica ai robot.
Applichiamo rigorosamente lo standard di controllo di qualità per il settore automobilistico IATF 16949:2016 e tutti i processi di piegatura di precisione dei metalli sono conformi alla documentazione operativa di produzione . La produzione OEM si concentra esclusivamente sull'aspetto estetico del prodotto finito, piuttosto che sulla deformazione a lungo termine dovuta all'incrudimento del materiale.
Questa è la causa principale del disallineamento dei sensori nei telai robotici leggeri dopo un utilizzo prolungato. Con oltre 1000 regolazioni su diversi parametri di flessione , abbiamo personalizzato un sistema modulare di flessione per telai robotici adatto a diversi casi di carico, garantendo al contempo il rigoroso controllo di qualità ISO 9001:2015 in tutti gli aspetti.
Non è più necessario procedere manualmente per tentativi ed errori: abbiamo eliminato il metodo manuale convenzionale, impiegando la simulazione agli elementi finiti per prevedere le sollecitazioni di flessione e le deviazioni di ritorno elastico , in modo da eliminare il difetto strutturale alla radice.
I 20 anni di esperienza maturati nel settore ci hanno permesso di realizzare con successo tutti i progetti, inclusi migliaia di telai personalizzati per AGV e robot medicali, nel pieno rispetto dei più rigorosi requisiti di produzione all'avanguardia.
Un sistema di lavorazione di precisione standardizzato elimina la causa principale dei cedimenti dovuti alla piegatura dei telai dei robot , adattandosi alle esigenze di prototipazione o produzione in serie di diversi tipi di robot leggeri e garantendo una stabilità strutturale duratura. Volete evitare guasti di processo e mantenere alta la qualità del prodotto? Contattate subito il nostro servizio professionale di piegatura di precisione dei metalli : otterrete soluzioni ai vostri problemi di processo e potrete visionare casi di studio di alto livello!

In che modo il servizio di piegatura dei telai per robot elimina il disallineamento dei sensori?
Il servizio di piegatura di precisione del telaio per robotica, controllato entro tolleranze di formatura di 0,05 mm, risolve in sostanza la deviazione dell'asse fisico del sistema di fusione multisensore , consentendo agli AMR di rendere operativo l'allineamento automatico di radar e telecamere ad alta precisione anche in condizioni di carico elevato prolungato.
Cause principali della deviazione del sensore
La deformazione strutturale del telaio AMR è una delle cause principali di guasto dei sensori. Il telaio del robot deve sopportare una coppia dinamica e un carico verticale massimo di 500 kg. La flessione tradizionale non prevede un design di compensazione della deflessione, il che facilita la formazione di deformazioni torsionali di lieve entità.
Grazie alla lavorazione robotizzata del telaio, è possibile evitare efficacemente questi problemi nascosti. Le tensioni residue all'interno del telaio derivanti dalla lavorazione vengono rilasciate durante il funzionamento prolungato, evitando che la superficie di montaggio risulti disallineata alla fine.
- Problema di concentrazione delle sollecitazioni: la mancata congruenza tra la struttura cristallina del materiale e il processo di piegatura indurrà una concentrazione di sollecitazioni nel punto di piegatura e microdeformazioni sotto carico prolungato.
- Tolleranze di stampaggio incontrollate: senza la tecnologia di compensazione dinamica, l'entità totale di un singolo errore di piegatura supererebbe lo standard, determinando il parallelismo tra la superficie di montaggio e la superficie di riferimento.
- Stabilità strutturale inferiore: le tensioni residue dovute all'incrudimento da deformazione a freddo non possono essere eliminate con alcun trattamento termico e si verifica un ulteriore aumento della deformazione anche dopo 1000 ore di funzionamento.
Principio di correzione della piegatura di alta precisione
La calibrazione di precisione del sensore progettata nello stampaggio di altri può prevenire efficacemente una deformazione irragionevolmente grande del telaio. La piegatura del telaio robotico personalizzato non è solo una lavorazione della lamiera, ma è un processo di formatura del metallo a micro-deformazione per controllare con precisione la pressione di stampaggio, la velocità di lavorazione e l'angolo di allineamento dei grani per compensare le tensioni residue del corpo, in modo che la tecnologia di formatura del metallo a micro-deformazione sia rigorosamente controllata in un'area in cui si ottiene una deviazione di deformazione ragionevolmente piccola, garantendo 10.000 ore di lavoro ininterrotto del robot senza deviazione dell'asse fisico del sensore sono la base per apparecchiature di alta precisione.
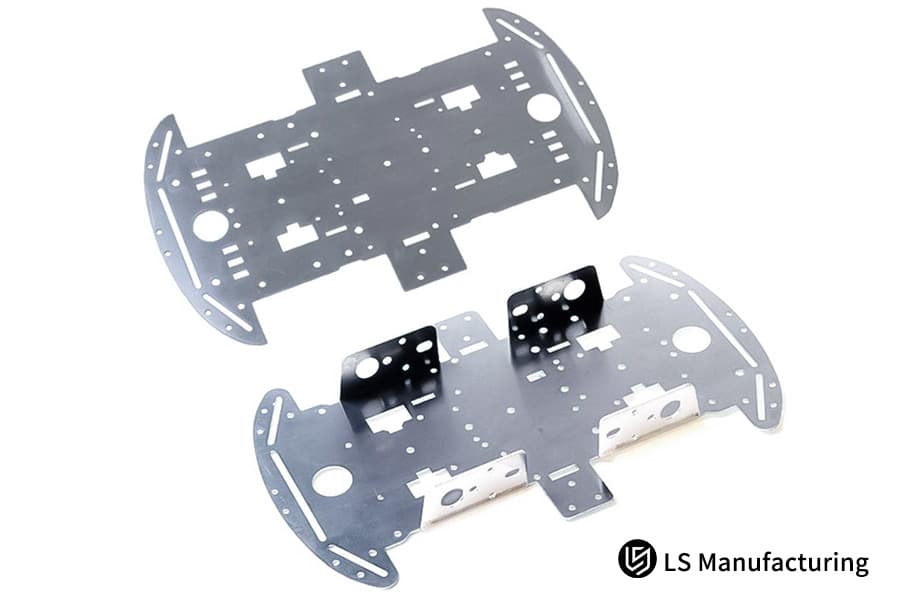
Figura 1: Piastre metalliche tagliate con precisione per un telaio robotico, caratterizzate da numerosi fori e fessure.
Come scegliere la piegatura del metallo per la robotica in base a design e carico leggeri?
Nel giusto equilibrio tra leggerezza e elevata capacità di carico, il metodo di piegatura del metallo più adatto per la robotica dovrebbe essere AL6061-T6 o Ti-6Al-4V. LS Manufacturing elimina le microfratture nei materiali utilizzando stampi ad angolo R personalizzati e processi di piegatura a temperatura controllata , ottenendo una riduzione di peso del 40% pur mantenendo un'elevata resistenza alla trazione di oltre 500 MPa.
Differenze prestazionali dei materiali per lamiere robotiche più diffusi
La piegatura di lamiere leggere e portanti influisce direttamente sulle prestazioni dell'intero robot. I vari materiali in lamiera presentano notevoli differenze nell'adattamento alla piegatura e persino l'utilizzo di un materiale inadeguato può comportare una riduzione del peso e un'insufficiente capacità portante . La piegatura di lamiere adattiva al carico consente di adattarsi alle diverse condizioni di carico e ai requisiti di formatura.
- Lega di alluminio 5052-H32: per ridurre efficacemente il peso, leggera ma con minore resistenza alla trazione, adatta solo per carichi di piccoli robot.
- Lega di alluminio 6061-T6: Massime prestazioni complessive, consigliata per spessori di lamiera da 1,5 a 4,0 mm , per soddisfare i requisiti di leggerezza e capacità di carico elevate.
- Lega di titanio Ti-6Al-4V: grazie alla sua elevata resistenza e alla possibilità di ottenere la massima riduzione di peso , trova impiego in robot medicali e industriali di fascia alta.
Principi fondamentali per evitare insidie nei processi di piegatura
Il controllo dell'orientamento delle fibre del materiale è fondamentale per prevenire efficacemente le cricche da piegatura . L'orientamento delle fibre del materiale, come dimostrato dall'esperienza pratica con i telai AGV per carichi pesanti realizzati su misura, è perpendicolare alle linee di piegatura e si ottiene un accoppiamento preciso tra il raggio di curvatura minimo e lo spessore della lamiera , con una formatura del metallo calibrata al laser per approssimare le dimensioni di formatura, combinando la simulazione delle sollecitazioni e il processo di trattamento termico. In questo modo, è possibile eliminare efficacemente il problema della deformazione della plastica durante il funzionamento delle apparecchiature.
Tabella comparativa delle proprietà meccaniche dei materiali di flessione comunemente utilizzati nei robot
| Tipo di materiale | Resistenza allo snervamento (MPa) | Resistenza alla trazione (MPa) | Spessore della piastra compatibile (mm) | Raggio di curvatura ottimale | Riduzione del peso |
| Lega di alluminio 6061-T6 | 414 | 510 | 1,5-4,0 | 2,5 tonnellate | 40% |
| Lega di alluminio 5052-H32 | 193 | 331 | 2,0-3,5 | 2.0t | 32% |
| Lega di titanio Ti-6Al-4V | 860 | 930 | 1,2-3,0 | 3.0t | 45% |
| Acciaio ad alta resistenza Q355 | 355 | 800 | 3.0-4.0 | 1,8 tonnellate | 15% |
| Acciaio inossidabile 304 | 205 | 520 | 1,2-2,5 | 2,2 tonnellate | 20% |
Quali sono le caratteristiche di un servizio qualificato di piegatura robotizzata di telai per uso medicale?
Il servizio di piegatura robotizzata di telai per uso medicale offerto da LS Manufacturing rispetta rigorosi standard di qualità definiti da parametri specifici, applicando processi di alta gamma con precisione angolare di 0,25°, rugosità superficiale Ra 0,4 e assenza totale di graffi e ammaccature.
Parametri chiave per l'ispezione della qualità nella piegatura di dispositivi medicali
La precisione superficiale dei robot medicali è un criterio di ingresso fondamentale per gli strumenti medicali di fascia alta. Gli standard di piegatura industriali convenzionali non si adattano all'ambiente di alta precisione e pulizia richiesto dagli strumenti medicali . Ciò significa che i parametri di microformatura devono essere controllati con estrema precisione.
La formatura di metalli per uso medicale può soddisfare i due requisiti fondamentali dei componenti degli strumenti medicali.
- Parametri strutturali: Spessore della parete curva, tasso di diminuzione e altri parametri 8%, l'angolo degli smussi è uniforme, nessuna microfrattura.
- Parametri della superficie: rugosità superficiale Ra0.4, lavorazione completamente priva di graffi, nessuna ammaccatura o graffio.
- Parametri di tolleranza: la tolleranza angolare è stata fissata a 0,25, coprendo l'intera forma spaziale e le tolleranze di posizione.
Soluzione di processo dedicata per scenari medici.
L'utilizzo di processi di piegatura superficiale sterile è un modo efficace per neutralizzare l'accumulo di rischi potenzialmente associati alle apparecchiature mediche. È possibile applicare rivestimenti antitraccia in nylon e poliuretano per proteggere la superficie di leghe speciali, inibendo così la proliferazione batterica e prevenendo guasti alla schermatura elettromagnetica . In conformità con le specifiche di fornitura per la piegatura di telai robotici personalizzati di fascia alta, il processo soddisfa le rigorose specifiche di produzione per la formatura di precisione della lamiera.
Tabella standard dei parametri di ispezione della qualità della piegatura robotizzata di grado medicale
| Categoria di test | Standard industriale | Standard medico | Metodo di prova | Scenari applicabili |
| Tolleranza dell'angolo di flessione | ±0,5° | ±0,25° | Ispezione laser in tempo reale | Robot chirurgici, robot di supporto |
| Rugosità superficiale | Ra 1.6 | Ra 0,4 | Ispezione completa del tester di rugosità | Alloggiamento sterile per apparecchiature mediche |
| Tasso di riduzione dello spessore della parete | ≤12% | ≤8% | Controllo a campione del calibro micrometrico | Telaio medicale ad alto carico |
| Difetti di indentazione superficiale | È consentita una leggera rientranza | Nessuna ammaccatura, nessun graffio | Ispezione visiva + ispezione con lente d'ingrandimento | Superfici di contatto mediche sterili |
| Fratture microscopiche | Linee sottili consentite | Nessuna microfrattura | Ispezione al microscopio metallurgico | Apparecchiature impiantabili/a contatto a lungo termine |

Figura 2: Dettaglio del pannello di controllo di una piegatrice con pulsanti e modulo LNTech giallo.
Come risolve un produttore di telai piegati il problema del ritorno elastico nelle pareti sottili?
L'innovazione chiave adottata dal produttore di telai piegati professionalmente per risolvere il problema del ritorno elastico nelle strutture a parete sottile è la tecnologia di controllo intelligente a circuito chiuso. LS Manufacturing, con il sistema di rilevamento angolare laser a 650 nm, è in grado di realizzare la compensazione dinamica ed eliminare completamente l'errore di ritorno elastico durante la piegatura di lamiere sottili in alluminio ad alta resistenza e acciaio inossidabile.
Fattori chiave che influenzano il ritorno elastico in flessione delle pareti sottili
Il problema della deviazione di ritorno elastico nelle lamiere sottili è molto comune nella formatura di lamiere sottili. Durante la piegatura di acciaio inossidabile da 1,2-2,0 mm e leghe di alluminio a parete sottile , la deviazione di ritorno elastico si verifica facilmente, compromettendo la precisione dell'assemblaggio. La calibrazione della piegatura di lamiere sottili può compensare con precisione la deviazione di formatura.
- Proprietà del materiale: l'aumento del carico di snervamento comporterà un aumento del ritorno elastico: l'alluminio ad altissima resistenza che abbiamo utilizzato in questo progetto produrrà circa il 5% in più di ritorno elastico rispetto all'alluminio normale.
- Parametri dell'attrezzatura: Ciò si traduce in una maggiore deformazione elastica della lamiera grazie a una scanalatura a V dello stampo più ampia e, di conseguenza, favorisce un ritorno elastico esteso .
- Tecnologia di lavorazione: una velocità di lavorazione e un tempo di mantenimento inadeguati aggraveranno l'incrudimento e intensificheranno il verificarsi di errori di ritorno elastico.
Soluzione intelligente per la compensazione del ritorno elastico
La tecnologia di modellazione per la previsione del ritorno elastico tramite analisi agli elementi finiti (FEA) è il nucleo fondamentale per il controllo preciso degli errori. Abbiamo eliminato il processo manuale per tentativi ed errori e sviluppato rapidamente un modello di previsione del ritorno elastico basato su FEA, un sistema di compensazione dinamica idraulica per la precisione stabile dei lotti di piegatura di telai leggeri personalizzati . I parametri di stampaggio sono ottimizzati e studiati attraverso la messa a punto della piegatura tramite elementi finiti. Il processo di mantenimento a temperatura e pressione costanti a 68 cicli ha permesso di ottenere una riduzione del 15% del ritorno elastico dei materiali a parete sottile, rappresentando una soluzione di ottimizzazione pratica e di alta qualità per il settore.
Tabella di confronto dei dati puri dei parametri di ritorno elastico nella flessione di pareti sottili
| Materiale in fogli | Spessore (mm) | Apertura a V della matrice (mm) | Angolo di ritorno elastico naturale | Angolo di ritorno elastico compensato | Tasso di miglioramento dell'accuratezza |
| Lega di alluminio 6061-T6 | 1.5 | 12 | 1,8° | 0,22° | 87,8% |
| Lega di alluminio 6061-T6 | 2.0 | 16 | 2,1° | 0,25° | 88,1% |
| Acciaio inossidabile 304 | 1.2 | 10 | 2,5° | 0,28° | 88,8% |
| Acciaio inossidabile 304 | 2.0 | 14 | 2,8° | 0,30° | 89,2% |
| Lega di titanio Ti-6Al-4V | 1.5 | 12 | 3,2° | 0,32° | 90,0% |
La compensazione intelligente del ritorno elastico e la tecnologia di simulazione agli elementi finiti superano completamente il problema del ritorno elastico nella piegatura di lamiere sottili , migliorando notevolmente la precisione di formatura e l'efficienza produttiva dei telai per robot a parete sottile. L'errore di ritorno elastico ti crea problemi? Un produttore professionale di telai piegati può offrirti il calcolo gratuito dei parametri del ritorno elastico e sviluppare per te uno schema di controllo degli errori su misura!
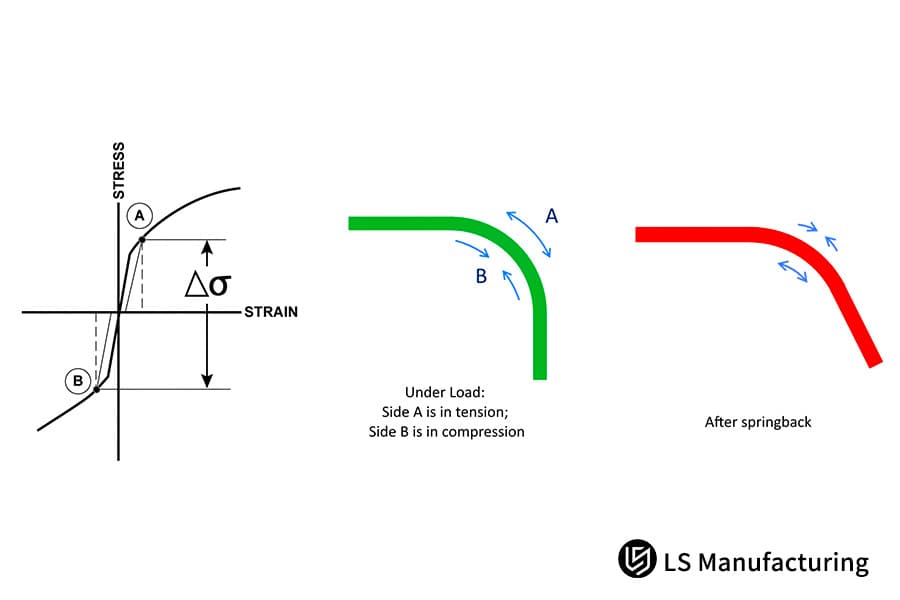
Figura 3: Diagramma che mostra le forze di stress e il ritorno elastico del materiale in un componente metallico piegato.
In che modo l'analisi DFM ottimizza la curvatura di telai leggeri personalizzati?
Un'analisi DFM avanzata può prevenire l'85% dei difetti di progettazione eseguendo controlli di interferenza e correzioni del raggio limite prima di avviare gli ordini di piegatura di telai leggeri personalizzati. LS Manufacturing può generare un report DFM gratuito entro 24 ore, riducendo notevolmente i tempi del ciclo di produzione del prototipo.
Dimensioni fondamentali dell'analisi DFM
Il controllo delle interferenze nella struttura di flessione può ridurre le perdite dovute a tentativi ed errori fin dall'inizio. Una grande percentuale dei disegni dei clienti presenta difetti di processo nascosti; elaborarli alla cieca aumenta notevolmente il rischio di scarti di produzione . L'eliminazione dei difetti di flessione strutturale consente di individuare in anticipo diversi rischi di formatura.
- Verifica della distanza di sicurezzaa: lo spazio tra la linea di piegatura e il bordo del foro non deve essere inferiore a 2,5t+R, riducendo al minimo l'allungamento e la deformazione del foro .
- Rilevamento della simulazione di interferenze: simulazioni di traiettorie di flessione multiple, rilevamento della collisione tra utensile e oggetto.
- Ottimizzazione dello spazio di processo: correggere la dimensione dello spazio di processo angolare per evitare piegature, strappi e deformazioni.
Principali vantaggi per il cliente derivanti dal processo DFM
Il pre-controllo dei difetti di progettazione può ridurre notevolmente il ciclo di progetto . L'analisi DFM preliminare gratuita può prevenire l'accumulo di difetti durante la produzione, i costi di rilavorazione, ridurrà notevolmente il numero di cicli di campionamento di una media di circa 35 giorni , migliorerà l'intero processo di calibrazione della formatura multistadio in ogni fase dell'accuratezza del corso e si adatterà alle diverse esigenze di personalizzazione dei prodotti di servizio per la piegatura dei telai robotici.
Come minimizzare l'accumulo di tolleranze nella piegatura di metalli leggeri?
Nei processi di piegatura di metalli leggeri a più fasi, un insieme di riferimenti di processo fissi è fondamentale per controllare l'accumulo delle tolleranze. La produzione LS, grazie alla tecnologia di posizionamento singolo con calibro posteriore multiasse , è in grado di controllare in modo stabile l'accumulo di tolleranze dimezzate entro 7 piegature da 0,1 mm.
Cause principali dell'accumulo di tolleranza
L'accumulo di tolleranze dovute a processi multipli è un problema tipico nella lavorazione di telai complessi. Piccoli errori per tutte le 5-9 piegature si accumuleranno. La tolleranza accumulata del processo tradizionale può arrivare fino a 0,8 mm e può facilmente causare il fallimento dell'assemblaggio. L'utilizzo di un processo standard può essere efficace.
Processo di controllo preciso delle tolleranze per la piegatura a più fasi
Il processo di posizionamento a singolo punto di riferimento risolve completamente il problema della deviazione cumulativa. Grazie all'utilizzo di un sistema di controllo CNC ad alta precisione a 6 assi per pianificare la sequenza di piegatura ottimale, con bloccaggio e posizionamento in più fasi, si previene efficacemente l'accumulo di tolleranze causate da errori di posizionamento e di taglio . Ciò risolve il problema del normale allineamento di assemblaggio per i produttori di telai piegati, mantenendo una precisione di formatura stabile.
Il processo di posizionamento di riferimento costante è in grado di eliminare le tolleranze cumulative causate da processi di taglio multipli e migliora notevolmente la versatilità e la precisione dell'assemblaggio di telai leggeri. Vuoi risolvere il problema del disallineamento e delle tolleranze eccessive nell'assemblaggio? Richiedi subito un'ottimizzazione DFM gratuita e ricevi un preventivo di lavorazione accurato per il servizio di piegatura di metalli leggeri!
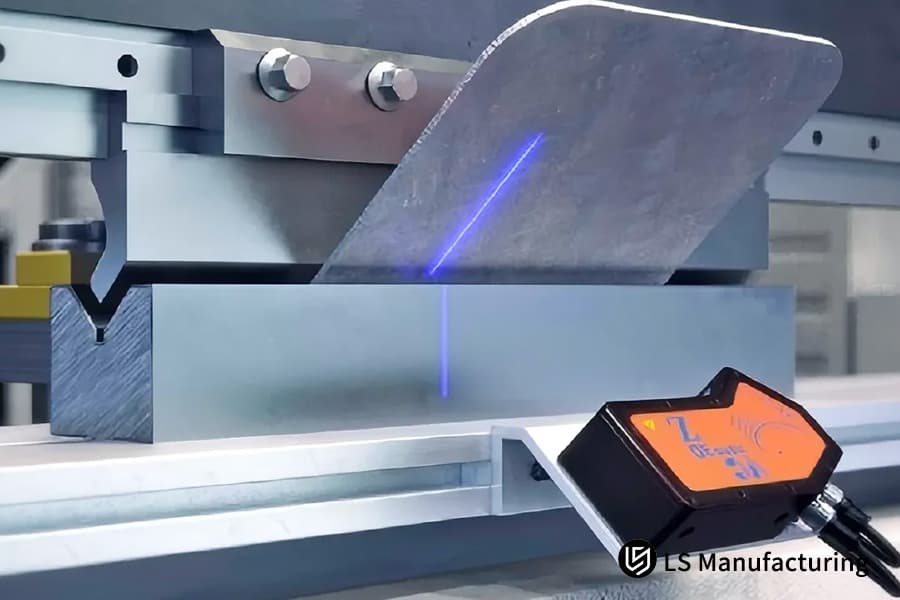
Figura 4: Lamiera su una pressa piegatrice con una linea di allineamento laser rossa per una piegatura precisa.
Perché l'ispezione al 100% con CMM è fondamentale per valutare i fornitori di servizi di piegatura di telai per robot personalizzati?
L'ispezione al 100% con CMM è lo standard minimo per la selezione di un fornitore di qualità per la piegatura di telai robotici personalizzati per LS Manufacturing. LS Manufacturing possiede la CMM e lo scanner a luce blu più precisi al mondo, e tutti i report di ispezione delle tolleranze geometriche dei telai consegnati sono completi e conformi alle specifiche.
Limiti dei metodi di ispezione tradizionali
Gli strumenti di misura tradizionali non sono in grado di effettuare misurazioni di tolleranza per telai robotici di fascia alta. Gli strumenti di misura quantitativa possono misurare solo le dimensioni di base , ma non sono in grado di misurare facilmente tolleranze di forma e posizione spaziale come planarità e coassialità, che possono nascondere problemi di qualità. La formatura di alta gamma richiede un processo di ispezione di precisione professionale.
Il valore fondamentale dell'ispezione completa con CMM
Il rilevamento delle deviazioni dimensionali 3D garantisce la consegna di prodotti piegati in metallo privi di difetti . Eseguiamo un'ispezione completa con mappe termiche di deviazione 3D e strumenti di ispezione automatizzati, fornendo per ogni lotto un report di controllo qualità completo che aiuta i nostri clienti a controllare autonomamente la qualità della catena di fornitura del servizio di piegatura di metalli leggeri. La verifica della formatura del metallo tramite CMM garantisce che la precisione venga rilevata allo stato meccanico dei prodotti finiti.
Come ridurre il costo totale di approvvigionamento del servizio di piegatura di precisione dei metalli senza compromettere la qualità?
La soluzione per minimizzare i costi del servizio di piegatura di precisione dei metalli senza compromettere la qualità consiste nell'ottimizzare il layout della lamiera riducendo al minimo gli sprechi di rilavorazione. LS Manufacturing utilizza un software di nesting intelligente per aumentare l'utilizzo della lamiera del 18%. L'intero processo è un servizio completo, dalle materie prime al trattamento superficiale.
Componenti principali dei costi della piegatura di precisione
I diversi costi della lavorazione di precisione includono principalmente quattro componenti: costi dei materiali, costi dei tempi di produzione, costi di ammortamento e trattamento superficiale degli stampi. Adottando la modalità OEM tradizionale, il lato degli investimenti negli stampi presenta ingenti perdite; l'ottimizzazione del processo di formatura consente di ottenere una notevole riduzione dei costi di produzione effettivi.
Soluzioni fondamentali per una riduzione dei costi di alta qualità
Ottimizzazione integrata dei processi: l'azienda può ottenere sia risparmi che un miglioramento della qualità. L'azienda adotta una struttura di piegatura integrata in sostituzione di una struttura di saldatura separata, con un risparmio del 35% sui costi di manodopera per la saldatura . Viene utilizzato uno strumento modulare standard senza costi di stampo, adatto alla piegatura dei metalli per progetti personalizzati di robotica.
Il modello di ottimizzazione integrata dei processi mira a bilanciare la qualità della lavorazione con il controllo dei costi, a superare le elevate perdite tipiche della lavorazione tradizionale della lamiera e, allo stesso tempo, a realizzare produzioni personalizzate per diversi tipi di telai robotizzati. Desideri ridurre i costi di qualità e ottimizzare i costi di ricerca e sviluppo e di produzione? Scopri il settore della piegatura dei metalli per robot e richiedi subito un preventivo gratuito e una soluzione personalizzata per la riduzione dei costi!
Caso di studio di LS Manufacturing: Servizio di piegatura personalizzata di telai AGV in alluminio 6061-T6 per un fornitore globale di robotica logistica di primo livello.
Il capitolo riproduce la soluzione e il risultato dell'implementazione nella piegatura del telaio di un robot AGV di fascia alta, tratti da un progetto reale. Mostra in modo intuitivo il valore pratico della tecnologia di piegatura di precisione e fornisce un riferimento di qualità per progetti di personalizzazione di robot simili.
Problema del cliente:
Un produttore leader mondiale di robot logistici ha riscontrato un problema tecnico durante lo sviluppo di un AGV a navetta a quattro vie con capacità di carico di 600 kg. Il telaio personalizzato, leggero (4,0 mm in lega 6061-T6) e progettato internamente , presentava sempre microfratture da fatica in corrispondenza della piegatura. Il ritorno elastico incontrollabile causava una deviazione di planarità della superficie di montaggio del radar di 0,75 mm, falsi allarmi di evitamento ostacoli e deviazioni di traiettoria, ritardando il progetto e rendendo urgente l'intervento di un produttore specializzato nella piegatura di telai per la modifica del telaio robotico personalizzato.
Soluzione di produzione LS:
- Una volta che il cliente porta i disegni 3D al gruppo LS Manufacturing, questi vengono scaricati e in 24 ore viene fornita una soluzione di ottimizzazione DFM personalizzata. Il raggio di curvatura (angolo R) originale (eccessivamente) piccolo del cliente viene eliminato e corretto con un raggio di curvatura di 3,0t, più appropriato per le proprietà della lega 6061-T6, prevenendo così la formazione precoce di potenziali crepe.
- Nella fase di lavorazione, per la piegatrice CNC applicata per AMADA con sistema di calibrazione automatica laser da 650 nm e compensazione dinamica del ritorno elastico, con la resistenza allo snervamento ultima per questo lotto di materiali in alluminio (delle diverse forme), con uno stampo a cuscino d'aria privo di segni che protegge la superficie della lamiera.
- Una volta formato, il prodotto viene sottoposto a un processo di invecchiamento termico ad alta temperatura per eliminare completamente le tensioni residue al suo interno. Infine, viene effettuato un controllo al 100% dei fori di montaggio del radar con una macchina di misura a coordinate esagonale (CMM) .
Risultati e valore:
La prima fase del progetto ha superato di gran lunga le aspettative: le tolleranze del telaio sono controllate con precisione entro 0,05 mm. Le tolleranze di carico angolare sono bloccate a 0,2°. La planarità della superficie di montaggio del radar è stata migliorata a 0,12 mm. Tutto ciò ha permesso di risolvere definitivamente i malfunzionamenti del sensore.
L'attrezzatura ha superato 200.000 test di fatica a pieno carico, il peso del telaio è stato ridotto del 22%, il ciclo di progetto si è accorciato di 35 giorni e il cliente ha firmato con noi un contratto di produzione di massa esclusivo di 3 anni. Questo caso di studio ha dimostrato appieno che la robotica personalizzata di alta qualità ed efficienza, unita alla migliore tecnologia di piegatura del telaio sul mercato, affidabile ed economicamente vantaggiosa, è in grado di risolvere tutti e tre questi importanti problemi.
Questo caso dimostra che, grazie a questa tecnologia di piegatura di precisione, è possibile risolvere contemporaneamente i tre principali problemi: crepe nel telaio, deviazioni di precisione e tempi di ciclo lunghi . Pertanto, la soluzione è ideale per applicazioni AGV di fascia alta e personalizzate per carichi pesanti. Desiderate ottenere risultati di alta qualità simili? Provate il nostro servizio professionale e affidabile di piegatura di telai per robotica personalizzata: potete visionare rapidamente una serie di progetti simili, inviare i disegni e ricevere un preventivo vantaggioso!

FAQ
D1: Per quanto riguarda i servizi di piegatura dei telai dei robot, qual è il raggio di curvatura della lega di alluminio 6061-T6?
Per evitare microfratture superficiali durante la piegatura della lamiera in lega di alluminio 6061-T6, il raggio di curvatura minimo della lamiera deve essere al massimo pari a 2,0-2,5 volte lo spessore della lamiera . Inoltre, la linea di piegatura deve essere perpendicolare alla direzione delle fibre per evitare completamente la formazione di cricche da stress.
D2: In che modo LS Manufacturing gestisce le tolleranze angolari ristrette per gli ordini personalizzati di telai leggeri piegati?
Per le nostre piegatrici CNC, abbiamo installato un sistema di misurazione dell'asse a lunghezza d'onda di 650 nm di Laser Technology. Il CNC è in grado di rilevare automaticamente qualsiasi deviazione e di compensare in tempo reale il ritorno elastico, mantenendo così l'angolo di piegatura del telaio del robot entro una tolleranza di 0,25°, garantendo la precisione della formatura.
D3: Il vostro reparto di piegatura robotizzata dei metalli è in grado di trasformare assemblaggi complessi saldati in un unico pezzo formato?
Possono essere ottimizzate e rinforzate. Gli ingegneri dotati di un DFM preinstallato possono trasformare assemblaggi saldati multi-segmento in strutture piegate a più passaggi in un unico pezzo, poiché queste ultime risultano più facili da produrre, consentendo a loro volta una riduzione del 35% dei costi di manodopera per la saldatura a carico del cliente.
D4. Quali standard di resistenza ai graffi superficiali richiedete per i componenti esterni delle automobili o per la piegatura dei telai dei robot medicali?
È realizzato in nylon e poliuretano ad alta pressione. Il rivestimento dello stampo non lascia segni, la lavorazione dello stampo superiore in uretano ad angolo R è lucidata a specchio, senza attrito da contatto duro durante tutto il processo, e il prodotto finito ha un requisito di aspetto di alta gamma su tutta la lega speciale al 100% senza indentazioni e senza graffi.
Q5: In particolare, come misura LS Manufacturing, in qualità di produttore di telai piegati, la forma geometrica finale, la forma spaziale e le tolleranze di posizione dei telai dei robot?
Disponiamo di una macchina di misura a coordinate esagonali e di un potente scanner laser 3D a luce blu per effettuare un controllo al 100% su dimensioni importanti, planarità del telaio, coassialità ecc. Per ogni lotto di prodotti viene sempre rilasciato un rapporto completo di controllo qualità.
D6: Quali sono i tempi di consegna richiesti da SCML per l'acquisto di campioni in piccoli lotti di servizi di piegatura di precisione dei metalli?
Una volta che i disegni dei nostri clienti sono stati verificati da DFM (Design for Manufacturing), procediamo rapidamente alla produzione utilizzando stampi combinati universali, senza più necessità di aprire lo stampo. Entro 3-5 giorni lavorativi, i campioni di telaio standard ad alta precisione saranno immediatamente disponibili. È possibile caricare facilmente i disegni , richiedere informazioni dettagliate e ottenere rapidamente preventivi accurati e tempistiche di personalizzazione.
D7: Come proteggete i disegni di ricerca e sviluppo (IP) sensibili e altamente riservati dei vostri clienti, utilizzati per la piegatura di telai robotici personalizzati?
Prima di recuperare il disegno STEP/IG S R&D, firmiamo un accordo di riservatezza bilaterale. I file vengono conservati esclusivamente su un server locale sicuro. La gestione completa del progetto adottata dalla nostra officina di produzione garantisce la totale protezione della proprietà intellettuale dei vostri clienti.
D8: L'azienda è rigorosa riguardo alle quantità minime d'ordine per diventare un fornitore di servizi di piegatura di telai per robot di fascia alta?
Applichiamo una politica di ordine minimo pari a zero per i progetti di ricerca e sviluppo ad alta tecnologia, che ci consente di accettare in modo flessibile un singolo ordine di prototipazione di livello scientifico, soddisfacendo al contempo la domanda di migliaia di ordini annuali di produzione di massa per il settore automobilistico.
Riepilogo
La piegatura del telaio del robot è un'operazione di ingegneria di precisione che comprende la meccanica dei materiali, gli algoritmi CNC e un sistema di controllo qualità a ciclo chiuso. La ponderazione della distribuzione del carico, la prevenzione delle crepe, il controllo del ritorno elastico e l'ottimizzazione delle tolleranze sono fattori essenziali per la stabilità operativa dei vari robot. La scelta appropriata dei materiali, un sistema di processo standardizzato e un controllo qualità completo sono fondamentali per risolvere i problemi di cedimento del telaio e per garantire l'evoluzione dell'hardware robotico di fascia alta.
La robusta qualità dei servizi di piegatura dei telai robotici può alleviare le deformazioni delle apparecchiature, i disallineamenti dei sensori e i problemi di cedimento strutturale, riducendo il rischio di elevate spese di manutenzione e offrendo un vantaggio unico al prodotto.
LS Manufacturing offre ordini senza ordine minimo per soddisfare le esigenze di prototipazione, produzione pilota e produzione di massa , comprese tutte le applicazioni di lavorazione robotizzata. Inviaci subito i modelli 3D : realizzeremo per te un report DFM (Design for Manufacturing) in 24 ore e ti offriremo un'ottimizzazione personalizzata dei processi e dei costi. Grazie a un servizio professionale di piegatura di precisione dei metalli e a processi di livello automobilistico, possiamo dare vita al tuo progetto.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


