
Le service de cintrage de châssis robotiques est un service de cintrage de métaux de précision sur mesure, adapté aux AGV/AMR et aux robots médicaux. Il permet de résoudre efficacement les problèmes liés au secteur, tels que les fissures de cintrage, le retour élastique incontrôlé et les variations de tolérance des perçages dans les châssis de robots à parois minces. Actuellement, dans le cadre du développement de robots légers, le cintrage de l'alliage d'aluminium 6061-T6 et de l'acier à haute résistance est sujet à la microfissuration et au retour élastique incontrôlé. Le dépassement des tolérances des perçages sous forte charge affecte directement la stabilité de fonctionnement de l'équipement . Les procédés standards ne tiennent pas compte des contraintes dynamiques du robot, ce qui peut entraîner une rupture par fatigue du châssis et un décalage de l'axe des capteurs.
Forte de 20 ans d'expérience, LS Manufacturing maîtrise un contrôle de tolérance de haute précision de 0,05 mm et propose un service complet , de la conception DFM à la fabrication sur mesure en petites séries . Ce guide aborde les points clés du processus de pliage des châssis de robots .

Aperçu rapide des technologies clés en matière de pliage de châssis de robots
Nous nous concentrons sur la synthèse des normes techniques essentielles et des exigences de mise en œuvre du pliage des métaux, en abordant rapidement les points de contrôle clés de l'usinage de précision , en fournissant une référence intuitive pour la R&D et l'achat du châssis du robot, et en évitant les erreurs de processus courantes.
| Dimensions fondamentales | Normes techniques | Valeur d'application | Exigences de conformité |
| Paramètres de flexion du matériau | Rayon de courbure minimal 6061-T6 ≥2,5t, courbure perpendiculaire au grain. | Élimine complètement les microfissures de flexion et la fissuration par corrosion sous contrainte. | spécifications de formage des matériaux de qualité aérospatiale |
| Contrôle de précision du retour élastique | Compensation dynamique du laser, tolérance de retour élastique ≤±0,3° . | Assure la coaxialité des trous multi-axes, évitant ainsi le désalignement des capteurs. | Norme de processus IATF 16949 |
| Tolérance de formage globale | Tolérance cumulée des plis multiples ≤±0,05 mm. | Élimine les interférences d'assemblage, s'adaptant à l'assemblage d'équipements de haute précision. | normes de fabrication des robots industriels |
| Système d'inspection de la qualité | Inspection complète à 100 % par machine à mesurer tridimensionnelle (MMT) + inspection par numérisation 3D. | Contrôle total des tolérances de forme et de position, permettant une livraison sans défaut . | normes d'accès à l'usinage de haute précision |
Points clés à retenir :
- Choix du matériau : pour le pliage, l’acier recommandé est l’acier 6061 T-6 et le rayon de courbure minimal est de 2,5 mm. Le matériau doit avoir subi un traitement thermique afin de réduire les contraintes de pliage et de prévenir la fissuration par corrosion sous contrainte.
- Contrôle de précision : Un système de mesure d'angle laser en temps réel a été utilisé pour contrôler que la tolérance de retour élastique est de l'ordre de 0,3° afin de garantir la contre-perfection des trous multi-axes dans le châssis.
- Sélection des fournisseurs : Pour les achats de grande valeur, par rapport aux autres fournisseurs, assurez-vous de vérifier si ce fournisseur dispose d’ une inspection CMM à 100 % et s’il est enregistré auprès de l’IATF 16949 pour les équipements automobiles.
Pourquoi faire confiance aux services de pliage de métaux de précision et à l'expertise de LS Manufacturing en matière de châssis robotisés ?
La maîtrise des équipements de pliage des métaux et des procédés standardisés est essentielle pour garantir la stabilité de la structure du châssis du robot. Pour la production en série de robots haut de gamme, un système de processus professionnel est indispensable afin de minimiser les risques liés à la fabrication . Différents lots de tests de fatigue de châssis automobiles ont confirmé que de nombreuses défaillances sont dues à l'inertie des fabricants, notamment à l'absence d'adaptation dynamique aux contraintes lors de la fabrication des robots.
Nous appliquons rigoureusement la norme de contrôle IATF 16949:2016 relative à l'industrie automobile, et tous nos processus de pliage de précision sont conformes aux documents de production . La fabrication pour les équipementiers (OEM) se concentre uniquement sur l'aspect visuel du produit fini, sans tenir compte des déformations à long terme dues à l'écrouissage du matériau.
C’est la principale cause du désalignement des capteurs dans les châssis de robots légers après une utilisation prolongée. Grâce à plus de 1 000 réglages sur différents paramètres de flexion , nous avons conçu un système de flexion modulaire pour châssis de robots adapté à diverses charges, tout en garantissant le respect rigoureux de la norme ISO 9001:2015 à tous les niveaux.
Plus besoin de procéder manuellement par essais et erreurs, nous abandonnons la méthode manuelle conventionnelle en utilisant la simulation par éléments finis pour anticiper les écarts de contrainte de flexion et de retour élastique , afin d'éliminer le défaut structurel à sa source.
Les 20 ans d'expérience que nous avons accumulés dans l'industrie nous ont permis de réaliser avec succès tous les travaux, y compris des milliers de châssis de robots AGV et médicaux personnalisés, en respectant totalement les exigences de production les plus strictes et les plus pointues.
Un système d'usinage de précision standardisé élimine la cause première des défaillances de pliage des châssis de robots . Adapté aux exigences de prototypage ou de production en série de différents types de robots légers, il garantit une stabilité structurelle durable. Vous souhaitez éviter les défaillances de production et maintenir la qualité de vos produits ? Contactez dès maintenant notre service professionnel de pliage de métaux de précision : nous vous proposons des solutions à vos problèmes de processus ainsi que des études de cas de pointe !

Comment le service de pliage de châssis robotisés élimine-t-il le désalignement des capteurs ?
Le service de pliage de châssis robotique de précision, contrôlé pour respecter des tolérances de formage de 0,05 mm, résout essentiellement le problème de l'écart d'axe physique du système de fusion multi-capteurs , permettant ainsi aux AMR d'effectuer un auto-alignement radar et caméra de haute précision dans des conditions de charge élevées à long terme.
Causes principales de la déviation du capteur
La déformation structurelle du châssis du robot mobile autonome (AMR) est une cause fréquente de défaillance des capteurs. Le châssis doit supporter le couple dynamique et une charge verticale maximale de 500 kg. Les conceptions traditionnelles de flexion ne prévoient pas de compensation de la déformation, ce qui favorise l'apparition de déformations torsionnelles, même minimes.
Grâce à la fabrication robotisée du châssis, ces problèmes cachés sont efficacement évités. Les contraintes résiduelles internes du châssis, issues du formage, sont relâchées lors d'un fonctionnement prolongé, évitant ainsi un désalignement final de la surface de montage.
- Problème de concentration des contraintes : L'absence de congruence entre le grain du matériau et le processus de flexion induira une concentration des contraintes au point de flexion et une micro-déformation sous charge à long terme.
- Tolérances de moulage non contrôlées : sans la technologie de compensation dynamique, l’ erreur totale d’un seul pli dépasserait la norme, ce qui entraînerait un défaut de parallélisme entre la face de montage et la face de référence.
- Stabilité structurelle inférieure : les contraintes résiduelles dues à l'écrouissage ne peuvent être soulagées par aucun traitement thermique et une augmentation supplémentaire de la déformation se produit même après 1000 heures de fonctionnement.
Principe de correction du pliage de haute précision
L'étalonnage précis des capteurs, intégré au moulage, permet de prévenir efficacement toute déformation excessive du châssis. Le pliage sur mesure des châssis robotisés ne se limite pas à l'usinage de la tôle ; il s'agit d'un procédé de micro-formage des métaux qui contrôle avec précision la pression de moulage, la vitesse de traitement et l'angle d'alignement des grains afin de compenser les contraintes résiduelles. Ainsi, grâce à une maîtrise stricte de la technologie de micro-formage, les écarts de déformation sont minimes, garantissant un fonctionnement continu du robot pendant 10 000 heures sans déviation de l'axe physique des capteurs. Ce procédé constitue la base d'un équipement de haute précision.
Figure 1 : Plaques métalliques découpées avec précision pour un châssis de robotique, comportant de nombreux trous et fentes.
Comment choisir le pliage des métaux pour la robotique afin d'obtenir une conception légère et une charge admissible ?
Pour un équilibre optimal entre légèreté et capacité de charge élevée, le procédé de pliage de métaux adapté à la robotique devrait utiliser l'AL6061-T6 ou le Ti-6Al-4V. LS Manufacturing élimine les microfissures dans les matériaux grâce à l'utilisation de moules à angle droit personnalisés et de procédés de pliage à température contrôlée , ce qui permet une réduction de poids de 40 % tout en maintenant une résistance à la traction élevée supérieure à 500 MPa.
Différences de performance des matériaux de tôlerie couramment utilisés pour les robots
Le pliage adaptatif des pièces métalliques porteuses influe directement sur les performances globales du robot. Les matériaux de tôlerie présentent des différences considérables en matière d'adaptation au pliage, et un matériau inadapté peut compromettre l' allègement de la structure et réduire sa capacité de charge . Le pliage adaptatif des métaux permet de s'ajuster aux différentes conditions de charge et aux exigences de formage.
- Alliage d'aluminium 5052-H32 : pour réduire efficacement le poids, léger avec une faible résistance à la traction, convient uniquement aux petites charges de robots.
- Alliage d'aluminium 6061-T6 : Performances globales optimales, recommandé pour une épaisseur de plaque de 1,5 à 4,0 mm , répondant aux exigences de légèreté et de charge élevée.
- Alliage de titane Ti-6Al-4V : Offrant une résistance maximale et une réduction de poids optimale , il peut être utilisé dans les robots médicaux et industriels haut de gamme.
Normes fondamentales pour éviter les pièges des procédés de pliage
Le contrôle de l'orientation du grain du matériau est fondamental pour prévenir efficacement les fissures de pliage . D'après l'expérience acquise sur les châssis AGV haute performance fabriqués sur mesure, cette orientation consiste à orienter le grain perpendiculairement aux lignes de pliage, à respecter scrupuleusement le rayon de courbure minimal et l'épaisseur de la tôle, et à utiliser un formage métallique calibré au laser pour obtenir des dimensions de formage approximatives. Ce procédé, combiné à une simulation des contraintes et à un traitement thermique, permet d'éliminer efficacement les problèmes de déformation des matières plastiques pendant le fonctionnement de l'équipement.
Tableau comparatif des propriétés mécaniques des matériaux de flexion couramment utilisés pour les robots
| Type de matériau | Limite d'élasticité (MPa) | Résistance à la traction (MPa) | Épaisseur de plaque compatible (mm) | Rayon de courbure optimal | Réduction de poids |
| Alliage d'aluminium 6061-T6 | 414 | 510 | 1,5-4,0 | 2,5t | 40% |
| Alliage d'aluminium 5052-H32 | 193 | 331 | 2,0-3,5 | 2,0 t | 32% |
| Alliage de titane Ti-6Al-4V | 860 | 930 | 1.2-3.0 | 3,0 t | 45% |
| Acier haute résistance Q355 | 355 | 800 | 3.0-4.0 | 1,8 t | 15% |
| Acier inoxydable 304 | 205 | 520 | 1,2-2,5 | 2,2 t | 20% |
Qu’est-ce qui définit un service qualifié de cintrage de cadres robotisés à usage médical ?
Le service de cintrage de cadres robotisés de qualité médicale de LS Manufacturing respecte des normes de qualité exigeantes définies par des paramètres précis, grâce à l'application d'exigences de traitement haut de gamme telles qu'une précision d'angle de cintrage de 0,25, une rugosité de surface Ra 0,4 et une absence totale de rayures et d'indentations.
Paramètres de contrôle qualité essentiels pour le pliage de qualité médicale
La précision de surface des robots médicaux est un critère d'entrée fondamental pour les instruments médicaux haut de gamme. Les normes de pliage industrielles classiques ne sont pas adaptées à l' environnement de haute précision et de propreté requis pour les instruments médicaux . Par conséquent, les paramètres de microformage doivent être rigoureusement contrôlés.
Le formage des métaux à usage médical peut répondre aux deux exigences fondamentales en matière de composants des instruments médicaux.
- Paramètres structurels : l’épaisseur de la paroi cintrée diminue de 8 %, l’angle des chanfreins est uniforme et il n’y a pas de microfissures.
- Paramètres de surface : rugosité de surface Ra0,4, traitement totalement exempt de rayures, sans bosses ni rayures.
- Paramètres de tolérance : La tolérance angulaire a été fixée à 0,25, couvrant intégralement les tolérances de forme et de position spatiales.
Solution de processus dédiée aux scénarios médicaux
Le recours au pliage de surface stérile est la meilleure façon de neutraliser les risques d'accumulation de substances potentiellement dangereuses liés aux équipements médicaux. Des revêtements de moule non marquants en nylon et polyuréthane peuvent être appliqués pour protéger la surface d'alliages spéciaux, inhibant ainsi la colonisation bactérienne et les défaillances du blindage électromagnétique . Conforme aux spécifications d'achat pour le pliage de châssis de robots haut de gamme sur mesure, ce procédé répond aux exigences élevées de fabrication de tôles de précision.
Tableau des paramètres standard d'inspection de la qualité des robots de pliage de qualité médicale
| Catégorie de test | Norme industrielle | Normes médicales | Méthode d'essai | Scénarios applicables |
| Tolérance d'angle de pliage | ±0,5° | ±0,25° | Inspection laser en temps réel | Robots chirurgicaux, robots compagnons |
| Rugosité de surface | Ra 1.6 | Ra 0,4 | Inspection complète du testeur de rugosité | Boîtier pour matériel médical stérile |
| Taux de réduction de l'épaisseur de la paroi | ≤12% | ≤8% | Contrôle ponctuel au pied à coulisse micrométrique | Châssis médical haute résistance |
| Défauts d'indentation de surface | Légère indentation tolérée | Aucune marque, aucune rayure | Inspection visuelle + Inspection à la loupe | Surfaces de contact médicales stériles |
| Fissures microscopiques | Lignes fines autorisées | Zéro fissure microscopique | Inspection au microscope métallurgique | Équipement implantable/de contact à long terme |

Figure 2 : Détail du panneau de commande d'une machine à cintrer avec des boutons et un module LNTech jaune.
Comment un fabricant de châssis cintrés résout-il le problème du retour élastique dans les parois minces ?
L'innovation clé adoptée par le fabricant professionnel de châssis cintrés pour résoudre le problème du retour élastique dans les structures à parois minces réside dans sa technologie de contrôle intelligent en boucle fermée. Grâce à son système de détection d'angle laser de 650 nm, LS Manufacturing réalise une compensation dynamique et élimine totalement l'erreur de retour élastique lors du cintrage de tôles minces en aluminium haute résistance et en acier inoxydable.
Facteurs clés influençant le retour élastique en flexion des parois minces
Le problème du retour élastique des tôles minces est très fréquent lors de leur formage. Lors du pliage d'acier inoxydable de 1,2 à 2,0 mm et d'alliages d'aluminium à parois minces , ce retour élastique est susceptible d'affecter la précision d'assemblage. L'étalonnage du pliage des tôles minces permet de compenser précisément ce défaut de formage.
- Propriétés des matériaux : l’augmentation de la limite d’élasticité entraîne une augmentation du retour élastique : l’aluminium à très haute résistance que nous avons utilisé dans ce projet produira environ 5 % de retour élastique en plus que l’aluminium normal.
- Paramètres de l'équipement : Il en résulte une déformation élastique plus importante de la tôle grâce à une rainure en V plus large du moule et, de ce fait, un retour élastique important .
- Technologie de traitement : Une vitesse de traitement et un temps de maintien inappropriés aggraveront l’écrouissage et intensifieront les occurrences d’erreurs de retour élastique.
Solution intelligente de compensation du retour élastique
La modélisation par éléments finis (FEA) pour la prédiction du retour élastique est essentielle au contrôle précis des erreurs. Elle permet de s'affranchir des tâtonnements manuels et de développer rapidement un modèle de prédiction du retour élastique basé sur la FEA, associé à un système de compensation hydrodynamique garantissant une précision stable lors du pliage de châssis légers sur mesure . Les paramètres de moulage sont optimisés et étudiés par ajustement du pliage par éléments finis. Un processus de maintien de la température et de la pression à 68 cycles a permis de réduire de 15 % le retour élastique des matériaux à parois minces, offrant ainsi une solution d'optimisation performante et efficace pour l'industrie.
Tableau comparatif des données pures des paramètres de retour élastique en flexion de parois minces
| Matériau en feuille | Épaisseur (mm) | Ouverture en V de la matrice (mm) | Angle de retour élastique naturel | Angle de retour élastique compensé | Taux d'amélioration de la précision |
| Alliage d'aluminium 6061-T6 | 1.5 | 12 | 1,8° | 0,22° | 87,8% |
| Alliage d'aluminium 6061-T6 | 2.0 | 16 | 2,1° | 0,25° | 88,1% |
| Acier inoxydable 304 | 1.2 | 10 | 2,5° | 0,28° | 88,8% |
| Acier inoxydable 304 | 2.0 | 14 | 2,8° | 0,30° | 89,2% |
| Alliage de titane Ti-6Al-4V | 1.5 | 12 | 3,2° | 0,32° | 90,0% |
La compensation intelligente du retour élastique et la simulation par éléments finis permettent de résoudre totalement le problème de retrait lors du pliage de tôles minces , améliorant considérablement la précision de formage et la productivité des châssis de robots à parois minces. Le retour élastique vous pose problème ? Un fabricant professionnel de châssis pour le pliage vous propose un calcul gratuit des paramètres de retour élastique et élabore pour vous une solution de contrôle des erreurs sur mesure !
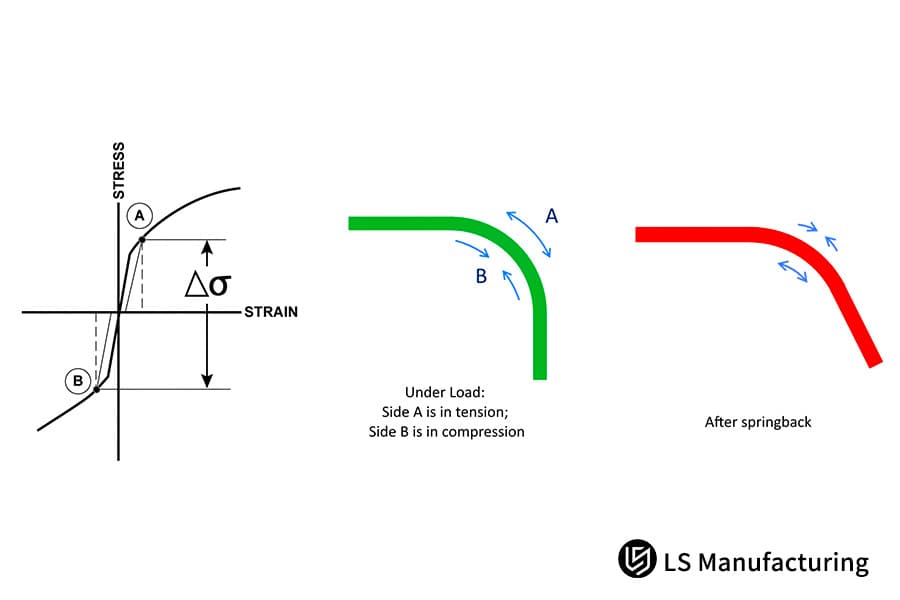
Figure 3 : Diagramme illustrant les forces de contrainte et le retour élastique du matériau dans une pièce métallique pliée.
Comment l'analyse DFM optimise-t-elle le cintrage des cadres légers sur mesure ?
L'analyse DFM avancée permet de prévenir 85 % des défauts de conception en effectuant des contrôles d'interférence et en corrigeant les rayons limites avant le lancement des commandes de pliage de cadres légers sur mesure. LS Manufacturing peut générer un rapport DFM gratuit sous 24 heures, réduisant ainsi considérablement le délai de production des prototypes.
Dimensions principales de l'analyse DFM
Le contrôle des interférences de la structure de pliage permet de réduire les pertes dues aux essais et erreurs à la source. Une grande partie des plans clients présentent des défauts de fabrication cachés ; un traitement à l'aveugle risque fortement de produire des lots invendus . L'élimination des défauts de pliage structurel permet de détecter en amont divers risques de formage.
- Vérification de la distance de sécurité : L'espace entre la ligne de pliage et le bord du trou doit être maintenu à au moins 2,5t+R, minimisant ainsi l'étirement et la déformation du trou .
- Détection par simulation d'interférences : simulations de trajectoires de flexion multiples, détection de collision entre l'outil et la collision.
- Optimisation de l'écart de processus : Corrigez les dimensions de l'écart de processus dans les angles afin d'éviter les déchirures, les pliages et les déformations.
Principaux avantages pour le client du processus DFM
Le contrôle préalable des défauts de conception permet de réduire considérablement le cycle de projet . Une analyse DFM gratuite en amont permet de prévenir l'accumulation de défauts en production, les coûts de retouche, de réduire significativement le nombre de cycles d'échantillonnage (environ 35 jours en moyenne) , d'améliorer la précision de l'ensemble du processus d'étalonnage de formage en plusieurs étapes à chaque étape et de répondre aux besoins de personnalisation des châssis robotisés et autres produits.
Comment minimiser l'accumulation des tolérances dans les opérations de pliage de métaux légers ?
Dans le processus de pliage de métaux légers en plusieurs étapes, un ensemble de données de processus fixes est utilisé pour contrôler l'accumulation des tolérances. LS Manufacturing, grâce à sa technologie de positionnement unique par butée arrière multiaxes , permet de contrôler avec précision l'accumulation des tolérances (moitié moins de 0,1 mm) sur 7 plis.
Causes principales de l'accumulation des tolérances
L'accumulation des tolérances lors de l'usinage de châssis complexes est un problème courant. De petites erreurs sur les 5 à 9 plis s'accumulent. La tolérance cumulée des procédés traditionnels peut atteindre 0,8 mm et entraîner facilement une défaillance de l'assemblage. Un procédé standard est préférable.
Processus de contrôle précis des tolérances pour le pliage multi-étapes
Le procédé de positionnement à référence unique permet de résoudre intégralement le problème des écarts cumulatifs. Grâce à un système de commande numérique (CNC) de haute précision à 6 axes, la séquence de pliage optimale est planifiée, et le serrage et le positionnement en une seule étape permettent d'éviter efficacement l'accumulation des tolérances dues aux erreurs de positionnement et de cisaillement . Ce procédé résout les problèmes d'alignement lors de l'assemblage de châssis par pliage, garantissant ainsi une précision de formage stable.
Le processus de positionnement par points de repère constant permet d'éliminer les tolérances cumulatives dues aux opérations de découpe multiples et améliore considérablement la polyvalence et la précision de l'assemblage des châssis légers. Vous souhaitez résoudre les problèmes d'alignement et de tolérance excessive lors de l'assemblage ? Demandez dès aujourd'hui une optimisation DFM gratuite et recevez un devis précis pour le pliage de pièces métalliques légères !
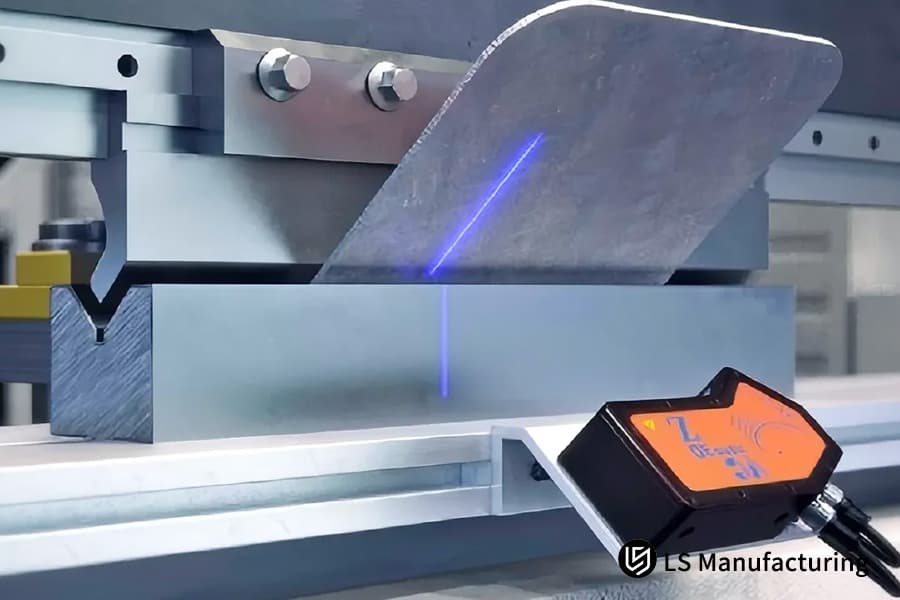
Figure 4 : Tôle métallique sur une presse plieuse avec une ligne d'alignement laser rouge pour un pliage précis.
Pourquoi une inspection CMM à 100 % est-elle essentielle pour évaluer les fournisseurs de châssis de robots sur mesure en cintrage ?
L'inspection à 100 % par machine à mesurer tridimensionnelle (MMT) est le critère minimal pour la sélection d'un fournisseur de châssis robotiques sur mesure de qualité pour LS Manufacturing. LS Manufacturing dispose de la MMT et du scanner à lumière bleue les plus précis au monde ; tous les châssis livrés font l'objet d'un rapport d'inspection de tolérance géométrique complet et conforme aux spécifications.
Limites des méthodes d'inspection traditionnelles
Les outils de mesure traditionnels ne permettent pas de mesurer les tolérances des châssis robotiques haut de gamme. Les outils de mesure quantitative ne peuvent mesurer que les dimensions de base et peinent à évaluer les tolérances de forme et de position spatiales, telles que la planéité et la coaxialité, ce qui peut révéler des problèmes de qualité latents. Le formage haut de gamme exige un processus d'inspection de précision professionnel.
Valeur fondamentale de l'inspection complète CMM
La détection des écarts dimensionnels 3D garantit la livraison de produits de pliage de métaux sans défaut . Nous effectuons une inspection complète à l'aide de cartographies thermiques des écarts 3D et d'un outil d'inspection automatisé, et fournissons pour chaque lot un rapport de contrôle qualité complet. Ce rapport permet à nos clients de maîtriser la qualité de leur chaîne d'approvisionnement en services de pliage de métaux légers. Le contrôle par machine à mesurer tridimensionnelle (MMT) du formage des métaux garantit la précision dès l'état mécanique des produits finis.
Comment réduire le coût total d'acquisition d'un service de pliage de métaux de précision sans compromettre la qualité ?
Pour minimiser les coûts liés au pliage de précision des métaux sans compromettre la qualité, il est essentiel d'optimiser la disposition des tôles afin de réduire les retouches. LS Manufacturing utilise un logiciel d'imbrication intelligent pour augmenter l'utilisation des tôles de 18 %. L'ensemble du processus est un service clé en main, de la réception des matières premières au traitement de surface.
Composantes essentielles des coûts du pliage de précision
Les différents coûts liés à l'usinage de précision comprennent principalement quatre éléments : le coût des matériaux, les coûts liés au temps de production, l'amortissement et le traitement de surface des moules. En adoptant le modèle OEM traditionnel, l'investissement dans les moules engendre des pertes importantes ; l'optimisation du processus de formage permet de réduire considérablement les coûts de production.
Solutions clés pour une réduction des coûts de haute qualité
Optimisation intégrée des processus : l’entreprise réalise des économies tout en améliorant la qualité. Elle adopte une structure de pliage intégrée en remplacement d’une structure de soudage séparée, ce qui permet de réduire de 35 % les coûts de main-d’œuvre liés au soudage . L’outillage modulaire standard est utilisé, éliminant ainsi les coûts de moule, et convient parfaitement au pliage de métaux pour les projets robotisés sur mesure.
Le modèle d'optimisation des processus intégrés vise à équilibrer la qualité de traitement et la maîtrise des coûts, à réduire les pertes importantes liées au traitement classique de la tôle et, simultanément, à permettre une production personnalisée sur différents types de châssis de robots. Vous souhaitez améliorer la qualité tout en réduisant vos coûts et en optimisant vos dépenses de R&D et de production ? Découvrez le domaine du pliage de métaux pour la robotique et obtenez dès maintenant un devis gratuit ainsi qu'une solution personnalisée pour réduire vos dépenses !
Étude de cas LS Manufacturing : Service de cintrage sur mesure de châssis AGV en aluminium 6061-T6 pour un fournisseur mondial de robotique logistique de premier plan
Ce chapitre présente la solution et le résultat de sa mise en œuvre pour le cintrage de châssis de robots AGV haut de gamme, issus d'un projet réel. Il démontre concrètement l'intérêt pratique de la technologie de cintrage de précision et constitue une référence de qualité pour des projets similaires de personnalisation de robots.
Défi du client :
Un fabricant mondial de robots logistiques de premier plan a rencontré un problème technique lors du développement d'un AGV à navette quadridirectionnelle d'une capacité de charge de 600 kg. Le châssis léger (4,0 mm 6061-T6) conçu sur mesure présentait systématiquement des microfissures de fatigue au niveau des pliures. Ce phénomène, dû à un retour élastique incontrôlable, entraînait un écart de planéité de la surface de montage du radar de 0,75 mm, des alarmes d'évitement d'obstacles intempestives et des déviations de trajectoire. Ces problèmes ont engendré des retards dans le projet et ont mis en évidence l'impérieuse nécessité de faire appel à un fabricant spécialisé dans le cintrage de châssis pour réaliser une modification sur mesure.
Solution de fabrication LS :
- Une fois que le client apporte les dessins 3D au groupe LS Manufacturing, les dessins 3D du client sont téléchargés et une solution d'optimisation DFM personnalisée est livrée en 24 heures . Le rayon (angle R) d'origine (trop) petit du client est supprimé et corrigé en un rayon de courbure de 3,0t, plus approprié aux propriétés du 6061-T6, empêchant ainsi l'apparition précoce de fissures potentielles.
- Au stade de traitement, pour la machine de pliage CNC appliquée pour AMADA avec système d'étalonnage automatique laser 650 nm et compensation dynamique du retour élastique, avec la limite d'élasticité ultime pour ce lot de matériaux en aluminium (des différentes formes), avec un moule sans marque à coussin d'air protégeant la surface de la tôle.
- Une fois le produit formé, il est soumis à un traitement thermique de vieillissement à haute température afin d'éliminer complètement les contraintes résiduelles. Enfin, un contrôle à 100 % des trous de fixation du radar est effectué à l'aide d'une machine à mesurer tridimensionnelle Hexagon .
Résultats et valeur :
Le premier prototype du projet a permis d'obtenir des résultats bien supérieurs au prototype initial : les tolérances du châssis sont désormais contrôlées avec une précision de 0,05 mm. Les tolérances de charge angulaire sont fixées à 0,2°. La planéité de la surface de montage du radar a été améliorée à 0,12 mm. Grâce à ces améliorations, les dysfonctionnements des capteurs ont été définitivement éliminés.
L'équipement a passé avec succès les tests de fatigue à pleine charge (200 000 cycles), le poids du châssis a été réduit de 22 %, le cycle de projet a été raccourci de 35 jours et le client a signé un contrat de production en série exclusif de 3 ans. Cette étude de cas a pleinement démontré que des solutions robotiques sur mesure de haute qualité et performantes, associées à la meilleure technologie de pliage de châssis fiable et économique du marché, permettent de répondre à ces trois problématiques majeures.
Ce cas concret démontre que grâce à cette technologie de pliage de précision, les trois principaux problèmes ( fissuration du châssis, écart de précision et temps de cycle long ) peuvent être résolus simultanément. Elle est donc parfaitement adaptée aux applications AGV haut de gamme et personnalisées pour charges lourdes. Vous souhaitez obtenir des résultats tout aussi performants ? Faites appel à notre service professionnel et fiable de pliage de châssis robotiques sur mesure. Découvrez rapidement plusieurs exemples de projets réalisés, soumettez vos plans et recevez un devis avantageux !

FAQ
Q1 : En ce qui concerne les services de pliage de châssis de robots, quel est le rayon de pliage de l'alliage d'aluminium 6061-T6 ?
Pour éviter les microfissures superficielles lors du pliage de tôles en alliage d'aluminium 6061-T6, le rayon de pliage minimal doit être au maximum de 2,0 à 2,5 fois l'épaisseur de la tôle . De plus, la ligne de pliage doit être perpendiculaire au sens du grain afin d'éviter tout risque de fissuration sous contrainte.
Q2 : De quelle manière LS Manufacturing gère-t-elle les tolérances angulaires serrées pour les commandes personnalisées de cadres légers cintrés ?
Pour nos machines de pliage CNC, nous avons installé un système de mesure d'axe à longueur d'onde de 650 nm de Laser Technology. La machine CNC détecte automatiquement tout écart et compense en temps réel le retour élastique, maintenant ainsi l'angle de pliage du châssis du robot dans une tolérance de 0,25° et garantissant la précision du formage.
Q3 : Votre département de pliage de métaux robotisé est-il capable de transformer des assemblages soudés complexes en une seule pièce formée ?
Elles peuvent être optimisées et renforcées. Les ingénieurs équipés d'un système DFM prémonté peuvent transformer des assemblages soudés multi-segments en structures de pliage multi-passes monoblocs, plus faciles à fabriquer, permettant ainsi de réduire de 35 % les coûts de main-d'œuvre de soudage du client.
Q4. Quels types de normes de résistance aux rayures de surface exigez-vous pour les pièces extérieures de voitures ou le pliage des cadres de robots de qualité médicale ?
Il s'agit de nylon et de polyuréthane haute pression. Le revêtement du moule est non marquant, le moule supérieur en uréthane à angle droit est poli miroir, aucun frottement par contact dur n'est présent tout au long du processus, et le produit fini présente une apparence haut de gamme sur tout l'alliage spécial , sans aucune indentation ni rayure.
Q5 : LS Manufacturing En particulier en tant que fabricant de châssis cintrés, comment LS Manufacturing mesure-t-il la forme géométrique finale, la forme spatiale et les tolérances de position du châssis du robot ?
Nous disposons d'une machine de mesure à coordonnées hexagonales et d'un puissant scanner laser 3D à lumière bleue pour effectuer un contrôle à 100 % des dimensions importantes, comme la planéité du châssis, la coaxialité, etc. Un rapport complet de contrôle qualité est systématiquement établi pour chaque lot de produits.
Q6 : Quel est le délai de livraison nécessaire à SCML pour l'achat de petits lots d'échantillons de services de pliage de métaux de précision ?
Une fois les plans de nos clients validés par notre service de fabricabilité (DFM), nous fabriquons rapidement la machine grâce à des moules combinés universels, sans avoir à ouvrir le moule. Des échantillons de châssis standard de haute précision seront disponibles sous 3 à 5 jours ouvrés. Vous pouvez facilement télécharger vos plans , demander des informations détaillées et obtenir rapidement des devis précis ainsi que des calendriers de personnalisation.
Q7 : Comment protégez-vous les dessins de recherche et développement (PI) sensibles et hautement confidentiels de vos clients utilisés pour le pliage de châssis de robots personnalisés ?
Avant de récupérer le dessin STEP/IG S R&D, nous signons un accord de confidentialité bilatéral. Les fichiers sont conservés uniquement sur un serveur local sécurisé. La gestion de projet complète mise en œuvre par notre atelier de production garantit une protection intégrale de la propriété intellectuelle de vos clients.
Q8 : La société Ltd est-elle stricte concernant les quantités minimales de commande lorsqu'elle devient fournisseur de services de pliage de châssis de robots haut de gamme ?
Nous appliquons une politique de quantité minimale de commande (MOQ) nulle pour les projets de R&D de haute technologie, ce qui nous permet d'accepter avec souplesse une commande de prototypage de prototype de qualité recherche scientifique tout en répondant simultanément à la demande de milliers de commandes annuelles de production en série de qualité automobile.
Résumé
Le pliage du châssis d'un robot est une opération d'ingénierie de précision qui englobe la mécanique des matériaux, les algorithmes CNC et un contrôle qualité en boucle fermée. La répartition optimale de la charge, la prévention des fissures, la maîtrise du retour élastique et l'optimisation des tolérances sont essentielles à la stabilité de fonctionnement des robots. Le choix judicieux des matériaux, la mise en place de processus standardisés et un contrôle qualité rigoureux sont indispensables pour résoudre les problèmes de châssis et permettre l'amélioration continue du matériel robotique.
La qualité robuste des services de cintrage des châssis robotisés permet d'atténuer les déformations des équipements, les désalignements des capteurs et les problèmes de défaillance structurelle, ce qui réduit le risque de coûts de maintenance élevés et offre un avantage produit unique.
LS Manufacturing accepte les commandes sans minimum de commande pour répondre à vos besoins en prototypage, essais pilotes et production en série , y compris pour toutes les applications de traitement robotisé. Envoyez-nous vos modèles 3D dès maintenant ; nous réaliserons votre étude de fabricabilité (DFM) sous 24 heures et vous proposerons une optimisation personnalisée des processus et des coûts. Grâce à notre service professionnel de pliage de métaux de précision et à nos procédés de qualité automobile, nous donnons vie à vos projets.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


