
Le service de pliage de métaux pour l'automobile est un service d'usinage de précision spécialement conçu pour le formage d'aciers à haute résistance destinés à l'industrie automobile. Il résout trois problèmes majeurs : le retour élastique excessif, les microfissures sur les bords et l'usure rapide des matrices. Grâce à des technologies telles que la compensation par simulation aux éléments finis et les revêtements de matrices personnalisés, il permet de contrôler la tolérance à 0,1 mm et d'augmenter la durée de vie des matrices de 300 %, ce qui le rend particulièrement adapté à la production en série d'aciers légers comme le DP980 et le PHS.
Face à la tendance croissante à l'allègement des pièces dans le secteur automobile, les procédés de pliage traditionnels ne permettent plus de compenser les variations de résistance des matériaux. Il en résulte souvent de faibles rendements et des retards dans la production en série pour les fabricants de pièces . Ce guide présente les principales méthodes de contrôle du pliage des aciers à haute résistance et explique aux entreprises comment surmonter efficacement les obstacles à la production.

Aperçu rapide des principaux procédés de pliage de l'acier à haute résistance dans l'industrie automobile
Cette section décrit brièvement les principales normes de processus et les réalisations du service de pliage de métaux pour l'automobile, en soulignant plus précisément les problèmes de retour élastique, de fissuration et d'usure des matrices, et en fournissant aux clients des points de référence clairs pour leurs choix de production.
| Points de blocage du processus | Solutions de base | Paramètres techniques clés | Résultats de la mise en œuvre |
| Acier haute résistance à flexion et retour élastique | Modèle de compensation dynamique + contrôle intelligent de la pression variable | Suit la formule de retour élastique Δθ∝σs/E | Erreur de retour élastique contrôlée à ±0,3°. |
| Fissures sur les bords du DP980 | Analyse DFM + Rapport de rayon de courbure normalisé | Rapport R/t ≥ 2,5, angle de cisaillement-flexion ≥ 45° | Élimine complètement la concentration locale des contraintes de cisaillement. |
| Usure des matrices à grande vitesse | Acier à outils DC53 + traitement de revêtement TD | Dureté de la matrice HRC62-64, coefficient de frottement ≤0,1 | Durée de vie augmentée de 300% |
| Écarts dimensionnels par lot | Simulation par éléments finis + étalonnage en boucle fermée en temps réel | Erreur d'écartement de la matrice ±0,02 mm, fluctuation de pression ±1 % | Améliore considérablement la stabilité des tolérances des pièces produites par lots. |
Points clés à retenir :
- La limite d'élasticité influe sur le retour élastique. C'est pourquoi il est nécessaire de développer avec précision un modèle de compensation dynamique assorti de formules.
- En déterminant le rapport de rayon de courbure minimal R/t2,5 et en effectuant l'analyse par DFM, on peut éliminer complètement les fissures de bord DP980.
- La durée de vie d'une matrice peut être prolongée de 300 % lorsque l'acier à matrice DC53 est utilisé avec un revêtement TD , et la tolérance de 0,1 mm sera toujours maintenue.
Pourquoi faire confiance à LS pour le service de pliage de métaux automobiles et la prévention des fissures ?
Les solutions de prévention des fissures de pliage de LS Manufacturing sont capables de traiter intégralement les problèmes de fissures de pliage et d'écarts dimensionnels dans l'acier à haute résistance , sont adaptées à la production de masse dans l'industrie automobile et répondent à la norme industrielle SAE J2283 .
D'après les pratiques du secteur et trois mois d'essais de pliage DP980, 90 % des fissures de bord dans l'acier à haute résistance sont dues à la concentration des contraintes de cisaillement et aux contraintes exercées sur la matrice. Les procédés actuels se limitent généralement à la réparation manuelle de la matrice, ce qui ne permet pas d'éliminer le défaut. Les tests réalisés par notre équipe montrent qu'en limitant la bavure de découpage à 10 % de l'épaisseur de la tôle, on peut largement prévenir les fissures.
Alors que la plupart des fournisseurs continuent de limiter leur attention aux seuls paramètres de pliage, oubliant que la qualité avant découpage est l'élément clé, nous utilisons le système IATF 16949 pour mettre en œuvre un contrôle en boucle fermée standardisé sur l'ensemble du processus, ce qui a aidé plus de 20 fournisseurs automobiles de rang 1 à surmonter les problèmes de formage et à atteindre un taux de réussite de production de masse stable supérieur à 99,5 %.
D'une part, nous standardisons le fonctionnement du système en boucle fermée, et d'autre part, nous le basons sur les normes industrielles faisant autorité, ce qui garantit la qualité de notre service de cintrage automobile et met ainsi fondamentalement fin aux problèmes tels que les fissures de cintrage et les écarts dimensionnels dans l'acier à haute résistance.
Pour vérifier directement l'efficacité de notre processus de mise en œuvre, consultez immédiatement des études de cas de production en série réussies d'entreprises automobiles et évaluez rapidement la faisabilité de l'adaptation de vos pièces à la production.

Pourquoi le retour élastique est-il important lors du pliage des structures en acier à haute résistance dans l'automobile ?
La limite d'élasticité élevée et le faible module d'élasticité d'un matériau expliquent son retour élastique après flexion. Plus la limite d'élasticité est élevée, plus le retour élastique est important. L'estimation approximative du retour élastique (s/E) montre que celui d'un acier à haute résistance est 3 à 5 fois supérieur à celui d'un acier doux ordinaire , ce qui rend nécessaire une compensation précise basée sur des modèles mécaniques dynamiques.
Facteurs mécaniques fondamentaux induisant le retour élastique dans l'acier à haute résistance
Un problème majeur du pliage des aciers à haute résistance réside dans les contraintes résiduelles incontrôlables . Un étalonnage précis du pliage est indispensable pour y remédier. La limite d'élasticité des aciers à haute résistance étant largement supérieure à celle des aciers ordinaires, la déformation élastique résiduelle après pliage et déchargement est plus importante . Les variations d'épaisseur entre les lots induisent indirectement des contraintes résiduelles non uniformes, entraînant des variations plus marquées du retour élastique. En d'autres termes, le pliage classique, basé sur des paramètres fixes, est totalement incompatible avec les propriétés de déformation dynamique des aciers à haute résistance.
Logique d'implémentation de la compensation de retour élastique intelligente
Le contrôle du retour élastique en pliage utilise un système intelligent pour résoudre directement les problèmes mentionnés ci-dessus. Par exemple, la société LS Manufacturing a développé son propre dispositif de compensation dynamique qui s'appuie sur une technologie professionnelle de correction d'angle de pliage des métaux pour effectuer des ajustements de paramètres en temps réel.
- Enregistrement immédiat des données de limite d'élasticité et d'épaisseur de chaque lot d'acier, parallèlement à la synchronisation de la mise à jour des paramètres du modèle mécanique.
- L'angle de pliage et la pression de fermeture du moule sont automatiquement ajustés par le système grâce à des algorithmes afin de compenser les écarts de retour élastique.
- Un système de surveillance en boucle fermée contrôle le processus afin de garantir la constance des angles des pièces de chaque lot.
La fluctuation de la limite d'élasticité du matériau est le principal facteur affectant la précision du retour élastique. Cette technique permet de maintenir les variations de retour élastique entre lots dans les meilleures limites du secteur.
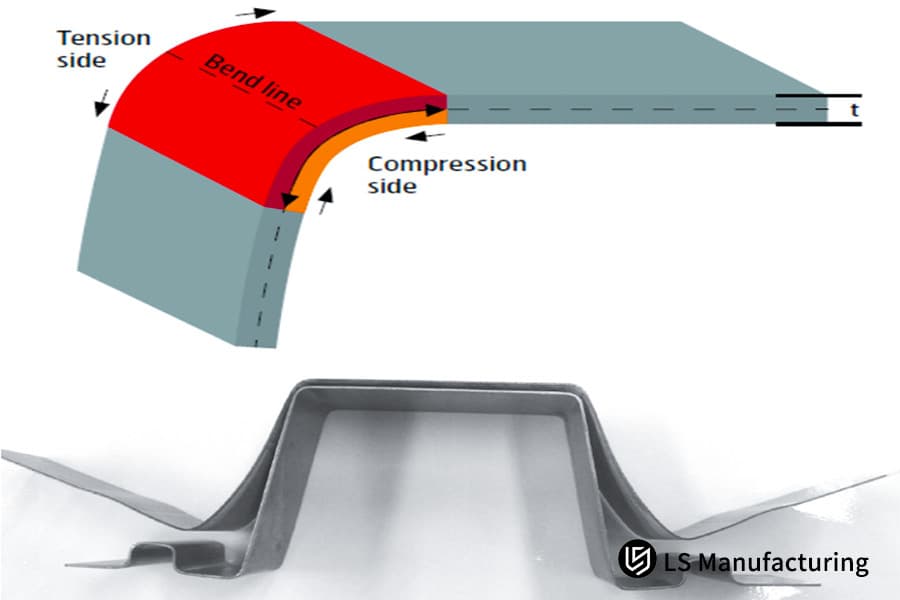
Figure 1 : Schéma technique montrant les côtés en traction et en compression d'une pièce métallique pliée.
Comment calculer le rayon de courbure minimal pour éviter la fissuration des bords des composants DP980 ?
Afin de prévenir la fissuration des bords des pièces en DP980, les limites d'anisotropie de formage doivent être strictement respectées. Une étude de faisabilité de pliage DFM peut être utilisée pour confirmer les conditions de travail, notamment l'angle entre le bord de cisaillement et la ligne de pliage d'au moins 45°. De plus, le rapport minimal des rayons de courbure R/t doit être compris entre 2,5 et 3,2 environ afin d'éliminer les concentrations locales de contraintes de cisaillement.
Normes courantes relatives aux paramètres de pliage des aciers à haute résistance
Les propriétés mécaniques des aciers à haute résistance varient considérablement, ce qui explique la grande variabilité des seuils de contrôle de la flexion. Un choix judicieux du matériau et des paramètres appropriés est essentiel pour prévenir les fissures . Un seuil de flexion bien défini permet d'éviter l'apparition de défauts dans le produit.
| Qualité du matériau | Limite d'élasticité (MPa) | Résistance à la traction (MPa) | Rapport de rayon de courbure minimal recommandé (R/t) | Déviation de l'angle de retour élastique après 100 000 cycles d'emboutissage |
| DP780 | 450-550 | ≥780 | 1.5 | ±0,5° |
| DP980 | 650-750 | ≥980 | 2.5 | ±1,2° |
| PHS (Acier formé à chaud) | 1000-1200 | ≥1500 | 3.5 (Limite de pliage à froid) | ±2,5° |
Actions clés du processus de prévention des fissures
Le principal élément de prévention des fissures lors du pliage de métaux sur mesure pour l'automobile réside dans un contrôle rigoureux des étapes de prétraitement. Le respect des spécifications est primordial pour garantir la qualité du produit. Un système complet de protection des bords de pliage , assurant la stabilité de la production du DP980, est essentiel.
- Prévenir les défauts structurels liés à la conception et causés par des angles de cisaillement inappropriés en effectuant une analyse de faisabilité de flexion DFM en amont.
- Ne faites aucun compromis sur la qualité du poinçonnage des bords ; veillez à ce que la hauteur des micro-bavures soit limitée à 10 % de l'épaisseur de la plaque.
- Modifiez le rapport R/t en fonction de l'épaisseur de la plaque à chaque fois ; n'utilisez pas de paramètres fixes en production.
Pour une prévention optimale des fissures dans les microzones des pièces DP980 lors du pliage sur mesure pour l'automobile , il est indispensable de maîtriser précisément le rayon de pliage, d'effectuer une analyse DFM préalable et de contrôler rigoureusement la qualité des bords . Afin d'éviter tout risque de fissuration lors de la production en série, soumettez dès maintenant les paramètres de votre pièce et recevez gratuitement un rapport d'analyse de faisabilité DFM réalisé par un professionnel.

Figure 2 : Composant DP980 et outils pour mesurer le rayon de courbure minimal afin d'éviter les fissures.
Quel matériau d'outillage résiste le mieux à l'usure dans la production continue d'acier rapide ?
Pour résister à l'usure par estampage continu des aciers à ultra-haute résistance, l'acier à outils DC53 associé à un revêtement TD constitue la meilleure solution. Cette solution permet d'atteindre une dureté de base de 62 à 64 HRC et, combinée à un revêtement de surface à grains ultrafins de haute dureté, elle réduit le coefficient de frottement de la matrice à moins de 0,1, éliminant ainsi totalement les problèmes de rayures et de grippage.
Comparaison des performances des matériaux de moulage courants
Les aciers à moules conventionnels ne permettent pas une production continue d'acier à ultra-haute résistance AHSS. Un mauvais choix peut engendrer une forte augmentation des coûts de réparation des moules et des temps d'arrêt. L'utilisation d'une matrice de pliage métallique très résistante est essentielle pour une production stable et à grande échelle.
| Matériau de moule | Dureté après traitement thermique (HRC) | Résistance à l'usure | Type d'acier compatible | Durée de vie relative |
| Cr12MoV | 55-58 | Général | Acier ordinaire à faible teneur en carbone, DP780 | 100 % (Référence) |
| DC53 | 62-64 | Excellent | DP980, acier haute résistance PHS | 300% |
| SKD11 | 60-62 | Bien | Acier duplex de résistance moyenne | 180% |
Valeur fondamentale de l'amélioration du revêtement de moule
La production en série stable de pièces automobiles pliées avec précision dépend fortement de l'état du moule. Le revêtement TD modifie radicalement les propriétés de friction de la surface du moule, ce qui optimise la brillance de la surface de pliage du métal. Forts de notre expérience directe dans la production en série de composants de châssis en acier haute résistance, nous avons constaté que le remplacement des moules par des moules revêtus de DC53+TD a permis de réduire de 75 % le nombre d'arrêts et de réparations.
Comment la simulation par éléments finis optimise-t-elle l'efficacité des services de pliage de métaux dans l'industrie automobile mondiale ?
Dans le secteur du pliage de métaux pour l'automobile, la simulation par éléments finis (FEA) permet de réduire de 90 % le nombre d'essais de moules sur site, avant même l'ouverture du moule. Grâce à un logiciel de simulation non linéaire intégrant des critères de plasticité anisotropes (comme le modèle Barlat 89), il est possible de prévoir avec précision en ligne le taux d'amincissement, le retour élastique et le risque de plissement, garantissant ainsi la réussite des essais de moules dès la première tentative.
Processus d'application de base de la simulation FEA
La simulation numérique est aujourd'hui l'un des principaux moyens pour les entreprises de réduire les coûts liés aux essais et erreurs et de raccourcir les délais de livraison. Elle a radicalement transformé la méthode traditionnelle d'essais de moules manuels. Grâce à une prédiction précise des défauts de pliage du métal , elle augmente considérablement les chances de succès dès le premier essai.
- La première étape consiste à récupérer les fichiers CAO 3D du client, à construire avec précision le modèle de simulation de formage et à faire correspondre les paramètres anisotropes de l'acier.
- Ensuite, des diagrammes de limites de forme (FLD) sont produits pour mettre en évidence très précisément les emplacements qui présentent le risque le plus élevé de pliage, de froissement, d'amincissement et de fissuration.
- Enfin, la surface du moule et les paramètres de pliage peuvent être ajustés avec précision au préalable, permettant ainsi d'établir le meilleur plan de processus de production en série.
Principaux avantages de la technologie de simulation pour les clients
Le service de pliage de métaux pour l'automobile, assisté par simulation par éléments finis (FEA), peut réduire le cycle de prototypage de plus de 60 %, diminuant ainsi considérablement les coûts liés aux essais et erreurs pour le client. L'optimisation des cycles de pliage peut fortement améliorer l'efficacité de la mise en œuvre des projets. En d'autres termes, les clients n'auront plus à supporter les dépenses engendrées par la réparation des moules et les pertes dues aux rebuts . Le contrôle précis de la simulation est essentiel pour garantir son efficacité à long terme.
Grâce à la simulation par éléments finis (FEA), les services de pliage de métaux pour l'automobile sont profondément transformés, avec une réduction de 90 % des pertes liées aux essais de moules. Le cycle de développement, du lancement d'un nouveau produit à sa production en série, est également considérablement raccourci. Téléchargez notre livre blanc exclusif sur le processus de pliage pour découvrir en détail les mesures d'économie et d'amélioration de la qualité permises par la simulation.
Quels paramètres déterminent la stabilité du processus en temps réel lors du pliage d'acier à haute résistance ?
Lors du pliage d'aciers à haute résistance, la vitesse d'emboutissage, la pression de serrage de la matrice et les conditions de lubrification sont les trois principaux paramètres qui déterminent la stabilité du pliage en temps réel. Le maintien d'une vitesse d'emboutissage entre 15 et 25 coups/minute , associé à l'utilisation d'une huile de tréfilage haute pression, permet de maîtriser efficacement les variations de contrainte d'écoulement du matériau dues à la chaleur de frottement.
Normes de contrôle des paramètres de processus de base
La stabilité de la production en série de services de pliage d'acier à haute résistance repose entièrement sur un contrôle standardisé en boucle fermée des paramètres. Aucune opération basée sur l'expérience n'est possible ; le contrôle s'effectue exclusivement par une régulation précise de la vitesse de pliage du métal .
- Contrôle de la vitesse : Maintenir une vitesse stable de 15 à 25 coups/minute afin de ne pas provoquer de fluctuations de contrainte dues aux frottements à haute vitesse et à l’élévation de température.
- Contrôle de la pression : Les fluctuations de pression du servomoteur sont si strictement contrôlées à moins de 1 % qu’aucune déviation dimensionnelle due à des erreurs de pression ne peut se produire.
- Contrôle de la lubrification : L’épaisseur du film d’huile lubrifiante est maintenue entre 1,5 et 2,5 µm afin de réduire l’usure par frottement entre le moule et l’acier.
Solution de stabilité de qualité pour tous les environnements
Les variations de température et d'humidité dans l'atelier peuvent affecter la fluidité des matériaux et l'efficacité des lubrifiants. Nous avons recours à un contrôle qualité total (CQT) tout au long du processus afin de garantir notre fiabilité, même dans des conditions de travail difficiles . La stabilité thermique fiable du pliage des métaux assure une production continue et sans interruption de pièces d'excellente qualité . L'étalonnage des paramètres de processus est une technologie fondamentale et pérenne qui garantit une production constante et homogène 24h/24 et 7j/7.

Figure 3 : Un panneau de commande affichant des jauges pour la surveillance d'un processus de pliage d'acier à haute résistance.
Comment le contrôle du pliage en plusieurs étapes pour les pièces automobiles peut-il réduire les contraintes ?
Dans le contrôle du pliage des pièces automobiles, le pliage multi-étapes demeure l'une des techniques les plus essentielles pour éliminer totalement la concentration des contraintes résiduelles dans l'acier à ultra-haute résistance. Par exemple, la transformation d'un pliage à grand angle unique en une procédure en trois étapes (pré-pliage, relaxation par vieillissement intermédiaire et correction finale du pliage) a permis de réduire la contrainte de traction résiduelle interne de plus de 40 %.
étapes du processus de pliage en plusieurs étapes
Le contrôle du pliage des pièces automobiles réduit activement la génération de contraintes à la source par déformation progressive , évitant ainsi toute déformation lors des opérations de soudage et d'assemblage ultérieures . Un procédé scientifique de relaxation des contraintes par pliage des métaux constitue le principal support technologique.
- Processus de pré-cintrage : Il s’agit de l’étape où l’angle principal est façonné, mais une certaine déformation est autorisée afin de ne pas provoquer une surcharge de contrainte ponctuelle.
- Relaxation due au vieillissement : cette étape, réalisée par mise en place statique, permet de relâcher les contraintes résiduelles internes concentrées et stabilise simultanément l’état mécanique du matériau.
- Correction finale du pliage : ce processus vise un ajustement très précis des angles et des dimensions . Ainsi, la précision de production est garantie pour le produit final.
Valeur fondamentale de la mise en œuvre des processus
Cette méthode permet d'éliminer totalement le problème de déformation causé par le soudage ultérieur de pièces en acier haute résistance. Elle est par ailleurs parfaitement adaptée à la fabrication de composants structuraux essentiels pour l'automobile, tels que les montants B et les châssis. De plus, sa compatibilité avec l'assemblage par pliage des métaux lui confère une excellente qualité, répondant aux exigences d'un assemblage de précision pour l'ensemble du véhicule. La réduction des contraintes résiduelles contribue notamment à améliorer la précision d'assemblage des pièces. Elle constitue également un élément clé du processus de retour élastique après pliage .
Les procédés de pliage en plusieurs étapes garantissent l'élimination complète des contraintes résiduelles des pièces, permettant ainsi un contrôle précis du pliage des pièces automobiles et évitant tout problème de déformation lors des opérations de soudage et d'assemblage ultérieures. Si vous rencontrez des problèmes de déformation de composants structurels, vous pouvez prendre rendez-vous avec un ingénieur pour une consultation personnalisée. Nous élaborerons pour vous une solution de production sur mesure, optimisée pour la gestion des contraintes.
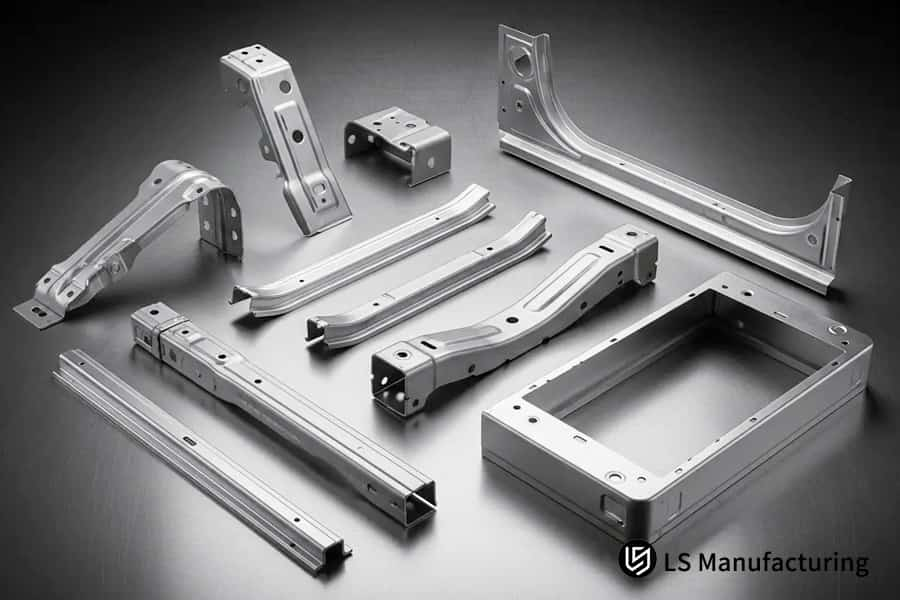
Figure 4 : Pièces métalliques automobiles produites par pliage en plusieurs étapes pour obtenir une contrainte interne plus faible.
Pourquoi l'étalonnage des outils de précision est-il vital pour un fournisseur de services de pliage automobile ?
Pour un fournisseur de services de pliage automobile , l'alignement précis des matrices et la compensation efficace du jeu sont des facteurs déterminants qui influencent le taux d'enlèvement de matière lors de l'amincissement et l'uniformité du retour élastique des pièces pliées. Maintenir l'erreur de jeu entre les matrices supérieure et inférieure en dessous de 0,02 mm et effectuer des étalonnages périodiques à l'aide d'une machine à mesurer tridimensionnelle (MMT) sont des méthodes très efficaces pour éviter les variations soudaines entre les lots.
Méthode principale de contrôle de l'étalonnage des matrices
L'un des principaux facteurs déterminant la stabilité de la précision de production des matrices de pliage pour l'automobile est l'étalonnage continu et de haute précision des outils. L'ajustement ponctuel de l'entrefer garantit la précision de fonctionnement des matrices de manière continue . Nous effectuons chaque semaine un contrôle de l'usure des arêtes de coupe par balayage laser, ce qui, combiné à un dispositif de compensation automatique de l'entrefer en ligne, nous permet de garantir en permanence la précision des matrices.
Assurance qualité certifiée par l'industrie
Notre usine est conforme à la norme IATF 16949 à chaque étape du processus. Tous les enregistrements d'étalonnage sont consignés et traçables , ce qui permet d'éliminer les incidents qualité liés aux lots et de garantir la stabilité des lots de pliage des métaux, assurant ainsi des rendements de production élevés. La possibilité de régler l'entrefer est un détail crucial qui garantit la stabilité à long terme du pliage avec contrôle du retour élastique .
Comment minimiser les coûts d'investissement en outillage pour le pliage de métaux sur mesure en faible volume pour l'automobile ?
Dans le domaine du pliage de métaux sur mesure pour l'automobile, la meilleure solution pour minimiser les coûts d'approvisionnement pour les petites séries personnalisées consiste à adopter une structure de moule à inserts modulaires et interchangeables . Si la base du moule est uniforme et que les inserts à rayon de pliage spécifique, conçus pour un changement rapide, sont en carbure, les clients peuvent économiser jusqu'à 50 % sur leur investissement initial dans le moule.
Comment les moules modulaires peuvent réduire les coûts
Pour la production en petites séries d'essai de pièces métalliques pliées sur mesure pour l'automobile, il n'est pas nécessaire de personnaliser un jeu complet de moules. Des bases de moules standardisées peuvent être utilisées pour produire des pièces aux spécifications variées, et la standardisation des matrices de pliage , désormais bien établie, abaisse considérablement le seuil de personnalisation.
- Le socle du moule est standardisé et peut être utilisé avec différentes spécifications de pliage.
- La seule particularité de ce produit est l'insert qui, une fois remplacé, permet de réduire considérablement les coûts et les délais de fabrication du moule.
- La structure à changement rapide est capable de répondre aux exigences de production d'essais et de R&D en petits lots et multicatégories .
Avantages en matière de coûts axés sur le client
La méthode proposée permet de réduire de moitié les coûts liés aux moules pour les clients et de diminuer le coût de production unitaire de 15 à 20 %. De ce fait, elle s'adapte parfaitement aux besoins du marché de l'après-vente et de la R&D automobile. La production en petites séries par pliage flexible des métaux répond aux exigences de la personnalisation de niche. Le faible coût de l'outillage pour les petites séries constitue le principal avantage à long terme de la personnalisation en petites lots.
Service de pliage de métaux sur mesure pour l'automobile de composants de boîtiers d'absorption d'énergie DP980, proposé par LS Manufacturing
Le caisson d'absorption d'énergie DP980 est un élément structurel de sécurité essentiel, soumis à des exigences très strictes en matière de précision de pliage et de stabilité de formage. De plus, il s'agit d'une pièce fréquemment sujette aux pannes dans l'industrie.
Dilemme du client
L'un des principaux équipementiers automobiles européens de rang 1 rencontrait de sérieux problèmes de production. Les pièces d'absorption d'énergie des longerons de pare-chocs avant DP980, d'une épaisseur de 2,0 mm, présentaient un problème de retour élastique supérieur à 8°, principalement dû à l'absence, dans les procédés traditionnels, d'un mécanisme professionnel d'analyse des défaillances de pliage des métaux . Des microfissures de 0,5 mm étaient également fréquemment observées au niveau des rayons de courbure.
De ce fait, ils n'ont pu produire que 72 % des produits finaux conformes aux normes de soudage. Cette situation a directement entraîné des retards dans le calendrier du constructeur et des coûts supplémentaires importants.
Solution de fabrication LS
Pour résoudre ce problème, l'équipe d'ingénierie AE de LS Manufacturing a mis au point une solution de service de pliage d'acier à haute résistance sur mesure.
- Nous avons commencé par réaliser une étude de faisabilité approfondie du formage DFM à l'aide du logiciel AutoForm . La solution a abandonné le procédé de pliage unique, sujet aux défauts, au profit d'une méthode sophistiquée de formage progressif par pliage de métal , permettant de relâcher les contraintes du matériau par étapes.
- Dans le même temps, l'acier de la matrice a été changé pour du DC53 et un traitement de revêtement TD sous vide a été appliqué pour améliorer la résistance de la matrice à l'usure et aux rayures.
- De plus, des capteurs d'angle en temps réel ont été installés sur les machines de pliage et un système de compensation dynamique du retour élastique en boucle fermée a été mis en place pour contrôler précisément la tolérance de fermeture de la matrice à 0,1 mm près .
Résultats et valeur
À l'issue du projet, la tolérance de retour élastique des pièces a été stabilisée à moins de 0,3, les microfissures de surface ont été complètement éliminées, la durée de vie des matrices d'emboutissage a été augmentée de 300 % et le taux de qualification des produits finis assemblés a atteint 99,8 %. Grâce à la stabilisation de la qualité du pliage des métaux , cette solution a permis au client d'atteindre ses objectifs de livraison de véhicules tout en réduisant de 35 % les coûts de rebut et de réparation des matrices.
Ce projet est la mise en œuvre d'une formule de comptabilité analytique exclusive : Coût de traitement unitaire = Coût d'usure de la matrice + Coût de la main-d'œuvre + Coût des consommables - Prime pour produit conforme.
Il a également donné une astuce unique pour le dépannage : avant de plier le DP980, si la hauteur de la bavure dépasse 10 % de l’épaisseur de la plaque, des microfissures se formeront inévitablement ; une étape d’ébavurage préalable est donc obligatoire.
L'ensemble des procédés de pliage sur mesure de l'acier haute résistance a été essentiel pour résoudre les défauts de production en série des caissons d'absorption d'énergie DP980, permettant ainsi d'améliorer considérablement la qualité, l'efficacité et de réduire les coûts. Si vous souhaitez bénéficier d'une solution de production en série éprouvée comme celle-ci, soumettez dès maintenant vos plans 3D et vos exigences de production ; vous recevrez un devis précis et personnalisé sous 24 heures.

FAQ
Q1. Quelle est la résistance à la traction maximale des matériaux que votre service de pliage de métaux pour l'automobile peut traiter ?
Nos machines et matrices sont spécialement conçues pour le renforcement des aciers à haute résistance. Notre ligne de production est capable de traiter en continu l'acier duplex DP1180 d'une résistance à la traction de 1200 MPa et de réaliser un pliage très précis de pièces structurelles automobiles en acier PHS formé à chaud de 1500 MPa.
Q2. Comment garantissez-vous la tolérance angulaire des pièces de service de pliage en acier à haute résistance en production de masse ?
Nos presses plieuses servo-motorisées sont équipées d'un système de détection d'angle laser en ligne et d'un logiciel de compensation dynamique du retour élastique. Ceci nous permet de maintenir la tolérance d'angle de pliage des pièces à 0,5° près lors de la production en série jusqu'à 100 000 pièces, garantissant ainsi une grande homogénéité de production.
Q3. Est-il possible d'empêcher totalement les microfissures lors du pliage de métal sur mesure pour l'automobile avec des rayons de courbure serrés ?
Nous sommes en mesure de prévenir totalement la formation de microfissures lors du pliage à très petit rayon. Lors de la phase de prototypage, nous réalisons des simulations de fatigue et de déformation des bords selon les principes de la conception pour la fabrication (DFM), nous optimisons le jeu de poinçonnage et nous utilisons un ébavurage par brosse électrique afin de garantir une surface exempte de microfissures sous conditions R/t2.0 .
Q4. Quel est l'impact du revêtement des outils sur le prix global et le délai de fabrication sur mesure ?
Les revêtements d'outillage TD et PVD classiques augmentent le coût initial du moule de 15 %, mais peuvent en même temps tripler sa durée de vie, réduire les temps d'arrêt pour réparation et, à terme , abaisser le prix d'achat unitaire et stabiliser les cycles de production de masse.
Q5. Fournissez-vous une analyse DFM et une simulation de retour élastique gratuites avant que nous passions une commande de fabrication formelle ?
Nos clients en matière de conseil en pliage automobile bénéficient gratuitement d'analyses professionnelles de faisabilité de formage DFM et de prédiction du retour élastique par FEA, afin d'aider les équipes de R&D à mieux structurer les produits et à minimiser les risques de formage en production de masse.
Q6. À quelles normes de qualité internes LS Manufacturing adhère-t-elle pour le service de pliage automobile ?
Notre usine est certifiée conforme à la norme IATF 16949 relative à l'industrie automobile. Nous appliquons le contrôle statistique des processus (SPC) tout au long de la production. De plus, chaque pièce fait l'objet d'un contrôle à 100 % de ses dimensions critiques, à l'aide de machines de mesure tridimensionnelles en ligne ou d'outils d'inspection visuelle. C'est pourquoi la qualité est rigoureusement contrôlée avant expédition.
Q7. Pourquoi votre contrôle du pliage des pièces automobiles est-il supérieur aux ateliers d'emboutissage de métaux locaux traditionnels ?
Les ateliers traditionnels apprennent leur métier par moulage d'essai manuel, ce qui engendre des imprécisions et des résultats instables. Nous utilisons la simulation numérique, des moules sur mesure en acier haute résistance et une servocommande intelligente pour résoudre les problèmes fondamentaux du secteur, tels que la fissuration et le relâchement excessif des formes en acier ultra-haute résistance.
Q8. Comment puis-je obtenir un devis détaillé pour la fabrication sur mesure de mes pièces en acier haute résistance ?
Vous pouvez soumettre vos dessins 3D aux formats STEP, IGES ou X_T, en précisant notamment la nuance d'acier et le volume de production annuel. Notre ingénieur en ingénierie vous fournira un devis de pliage personnalisé et détaillé, incluant un calcul précis des coûts, sous 24 heures.
Résumé
Le pliage de l'acier à haute résistance pour l'automobile est un processus de fabrication complexe qui fait appel à la mécanique des matériaux, à des moules de précision et à des simulations informatiques. Les aciers légers à haute résistance comme le DP980 ont tendance à présenter un fort retour élastique et sont facilement fissurés. Les méthodes traditionnelles, plus rudimentaires, impliquant des essais de moulage manuels et des réparations, ne sont plus adaptées aux exigences de production de masse et de précision de l'industrie automobile actuelle.
Grâce à la compensation dynamique par éléments finis (FEA), aux moules haut de gamme DC53 et aux procédés de détensionnement multi-étapes, LS Manufacturing a résolu avec succès le problème du formage de l'acier à haute résistance. Respectant scrupuleusement la norme IATF 16949, l'entreprise, qui utilise un contrôle numérique de la production à la livraison, a pu éliminer les défauts tels que les écarts dimensionnels et les rayures de surface, fournissant ainsi à la chaîne d'approvisionnement automobile mondiale des services de pliage automobile fiables, économiques et de précision.
Ne laissez pas des pièces défectueuses freiner le développement automobile ou faire exploser vos budgets d'approvisionnement ! Soumettez sans plus attendre vos modèles 3D de composants structurels de carrosserie et d'éléments de châssis et recevez gratuitement une étude de faisabilité de formage ainsi qu'un devis précis sous 24 heures. Faites confiance à notre expertise et à notre technologie de pointe pour garantir le bon déroulement de vos projets de production en série.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


