
خدمة ثني المعادن في صناعة السيارات هي نوع من خدمات التشغيل الدقيق المصممة خصيصًا لتشكيل الفولاذ عالي القوة لصناعة السيارات. تعالج هذه الخدمة ثلاث مشكلات رئيسية في هذه الصناعة: الارتداد المفرط، والتشققات الدقيقة على الحواف، والتآكل السريع للقوالب. وباستخدام تقنيات مثل تعويض محاكاة العناصر المحدودة وطلاءات القوالب المخصصة، يمكن التحكم في التفاوتات بدقة تصل إلى 0.1 مم وزيادة عمر القوالب بنسبة 300%، مما يجعلها مناسبة جدًا للإنتاج الضخم للفولاذ خفيف الوزن مثل DP980 وPHS.
مع تزايد شيوع التوجه نحو تخفيف الوزن في قطاع السيارات، تعجز عمليات الثني التقليدية عن تعويض التباينات في قوة المواد، مما قد يؤدي إلى انخفاض إنتاجية المنتجات النهائية وتأخيرات في الإنتاج الضخم لمصنعي قطع الغيار . سيتناول هذا الدليل أساليب التحكم الرئيسية في ثني الفولاذ عالي المقاومة، وسيرشد الشركات إلى كيفية التغلب بكفاءة على معوقات الإنتاج.

لمحة سريعة عن العمليات الأساسية لثني الفولاذ عالي المقاومة في صناعة السيارات
يقدم هذا الجزء بإيجاز معايير العملية الرئيسية وإنجازات خدمة ثني المعادن في صناعة السيارات، مع تسليط الضوء بشكل أكثر دقة على مشكلات الارتداد والتشقق وتآكل القوالب، ومنح العملاء نقاط مرجعية واضحة لخيارات الإنتاج الخاصة بهم.
| نقاط الضعف في العملية | الحلول الأساسية | المعايير الفنية الرئيسية | نتائج التنفيذ |
| فولاذ عالي القوة قابل للانحناء والارتداد | نموذج التعويض الديناميكي + التحكم الذكي في الضغط المتغير | يتبع معادلة الارتداد المرن Δθ∝σs/E | تم التحكم في خطأ الارتداد ضمن نطاق ±0.3 درجة. |
| تشققات حافة DP980 | تحليل DFM + نسبة نصف قطر الانحناء المعياري | نسبة R/t ≥ 2.5، زاوية القص والانحناء ≥ 45 درجة | يقضي تماماً على تركيز إجهاد القص الموضعي. |
| تآكل القوالب عالي السرعة | فولاذ القوالب DC53 + معالجة طلاء TD | صلابة القالب HRC62-64، معامل الاحتكاك ≤0.1 | زاد عمر القالب بنسبة 300% |
| الانحرافات البعدية للدفعة | محاكاة العناصر المحدودة + معايرة الحلقة المغلقة في الوقت الحقيقي | خطأ فجوة القالب ±0.02 مم، تذبذب الضغط ±1% | يحسن بشكل كبير من استقرار تحمل أجزاء الدفعة. |
أهم النقاط الرئيسية:
- تؤثر قوة الخضوع على الارتداد المرن. ولهذا السبب، يجب تطوير نموذج تعويض ديناميكي بدقة باستخدام الصيغ الرياضية.
- من خلال تحديد الحد الأدنى لنسبة نصف قطر الانحناء R/t2.5 وإجراء التحليل بواسطة DFM، يمكن التخلص تمامًا من تشققات حافة DP980.
- يمكن تمديد عمر القالب بنسبة 300٪ عند استخدام فولاذ القالب DC53 مع غلاف TD، وسيتم الحفاظ على التفاوت البالغ 0.1 مم.
لماذا تثق بشركة LS لخدمات ثني المعادن في السيارات ومنع التشققات؟
حلول منع تشقق الانحناء من LS Manufacturing قادرة على معالجة مشاكل تشقق الانحناء والانحرافات البعدية في الفولاذ عالي القوة بشكل كامل ، وهي مناسبة للإنتاج الضخم في صناعة السيارات، وتفي بمعيار الصناعة SAE J2283 .
استنادًا إلى الممارسات الصناعية وتجارب ثني DP980 التي استمرت ثلاثة أشهر، لاحظنا أن 90% من تشققات الحواف في الفولاذ عالي المقاومة تحدث نتيجة لتركيز إجهاد القص والضغط الواقع على القالب. عادةً ما تقتصر العمليات على الإصلاح اليدوي للقالب، وهو ما لا يزيل العيب تمامًا. تُظهر اختبارات فريقنا أنه في حال ضبط نتوءات القطع بحيث لا تتجاوز 10% من سُمك الصفيحة، يُمكن منع التشققات إلى حد كبير.
بينما يواصل معظم الموردين حصر اهتمامهم بمعايير الانحناء فقط، متناسين أن جودة ما قبل التشكيل هي العنصر الأساسي، فإننا نستخدم نظام IATF 16949 لتطبيق تحكم موحد ذي حلقة مغلقة على العملية بأكملها، وقد ساعد هذا أكثر من 20 موردًا من المستوى الأول في صناعة السيارات على التغلب على مشكلات التشكيل وتحقيق معدل نجاح مستقر للإنتاج الضخم يزيد عن 99.5٪.
من ناحية، نقوم بتوحيد تشغيل نظام الحلقة المغلقة، ومع ذلك، فإننا نعتمد على معايير الصناعة المعتمدة، والتي توفر أساسًا متينًا لجودة خدمة ثني السيارات لدينا، وبالتالي، بطريقة أساسية ، نضع حدًا لمشاكل مثل تشققات الثني والانحرافات البعدية في الفولاذ عالي القوة.
للتحقق مباشرة من فعالية تطبيق عمليتنا، اطلع على المزيد من دراسات الحالة الناجحة للإنتاج الضخم من شركات السيارات وقم بتقييم جدوى تكييف أجزائك للإنتاج بسرعة.

لماذا يكون الارتداد شديدًا في ثني الهياكل الفولاذية عالية القوة المستخدمة في صناعة السيارات؟
تُفسر مقاومة الخضوع العالية ومعامل المرونة المنخفض للمادة سبب ارتدادها بعد الانحناء. فكلما زادت مقاومة الخضوع، زاد ارتداد المادة. وباستخدام الصيغة التقريبية لتقدير الارتداد (s/E)، نجد أن ارتداد الفولاذ عالي المقاومة يتراوح بين 3 و5 أضعاف ارتداد الفولاذ منخفض الكربون العادي ، مما يستلزم إجراء تعويض دقيق باستخدام نماذج ميكانيكية ديناميكية.
العوامل الميكانيكية الأساسية التي تؤدي إلى الارتداد المرن في الفولاذ عالي المقاومة
تُعدّ مشكلة الإجهاد المتبقي في الفولاذ عالي المقاومة، والذي يصعب التحكم به، من أبرز التحديات في عملية ثنيه . ويُعتبر معايرة ثني المعادن بدقة أساسًا لا غنى عنه للتغلب على هذه المشكلة. تتجاوز مقاومة الخضوع للفولاذ عالي المقاومة مقاومة الفولاذ العادي بكثير، ولذلك يحدث قدر أكبر من التشوه المرن بعد الثني والتفريغ . كما تؤدي التغيرات في سماكة الدفعة، بشكل غير مباشر، إلى أنماط إجهاد متبقي غير متناسقة، مما يُسبب تباينات أكبر في الارتداد المرن. بعبارة أخرى، فإن الثني التقليدي القائم على معايير ثابتة لا يتوافق إطلاقًا مع خصائص التشوه الديناميكي للفولاذ عالي المقاومة.
منطق تنفيذ التعويض الذكي للارتداد المرن
تستخدم تقنية التحكم في ارتداد المعدن نظامًا ذكيًا لمعالجة المشكلات المذكورة أعلاه بشكل مباشر. فعلى سبيل المثال، طورت شركة LS Manufacturing جهاز تعويض ديناميكي خاص بها، يعتمد على تقنية تصحيح زاوية ثني المعادن الاحترافية لإجراء تعديلات فورية على المعلمات.
- التسجيل الفوري لبيانات قوة الخضوع وسمك كل دفعة من الفولاذ، إلى جانب مزامنة تحديث معلمات النموذج الميكانيكي.
- يتم ضبط زاوية الانحناء وضغط إغلاق القالب تلقائيًا بواسطة النظام من خلال خوارزميات للتعويض عن انحرافات الارتداد.
- توجد مراقبة ذات حلقة مغلقة للعملية لضمان اتساق زوايا الأجزاء من كل دفعة.
يُعدّ تذبذب إنتاجية المواد العامل الرئيسي المؤثر على دقة ارتداد المادة. وتساهم هذه التقنية في الحفاظ على تباينات ارتداد الدفعات ضمن النطاق الأمثل في هذا المجال.
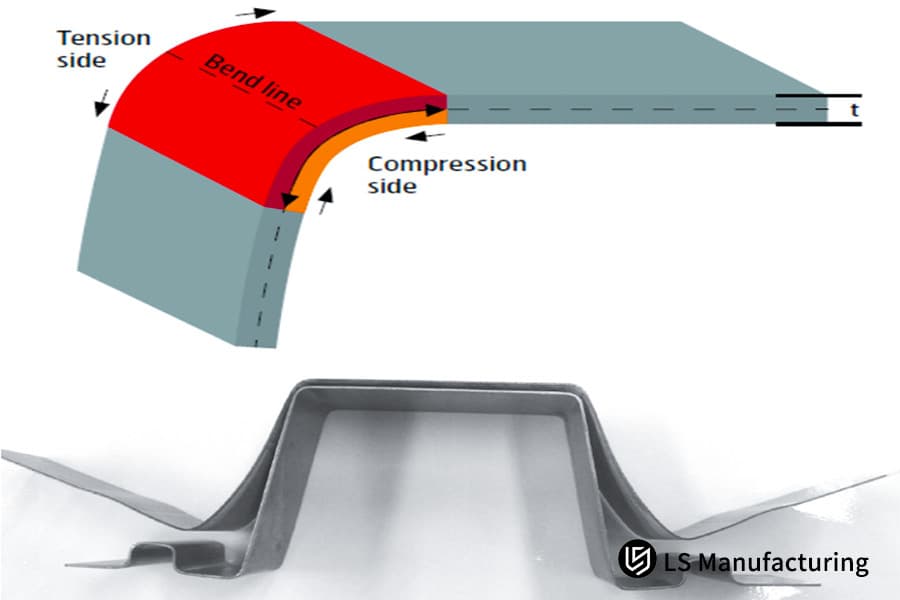
الشكل 1: رسم تخطيطي تقني يوضح جوانب الشد والضغط لجزء معدني مثني.
كيفية حساب الحد الأدنى لنصف قطر الانحناء لمنع تشقق الحواف في مكونات DP980؟
للحيلولة دون تشقق حواف أجزاء DP980، يجب الالتزام الصارم بحدود تباين التشكيل. يمكن استخدام دراسة جدوى الانحناء وفقًا لمبادئ التصميم للتصنيع (DFM) لتأكيد ظروف التشغيل، بحيث تكون الزاوية بين حافة القص وخط الانحناء 45 درجة على الأقل، كما يجب قياس الحد الأدنى لنسبة نصف قطر الانحناء R/t بحيث تتراوح بين 2.5 و 3.2 تقريبًا لإزالة تركيز إجهاد القص الموضعي.
معايير ثني الفولاذ عالي المقاومة السائدة
تختلف الخصائص الميكانيكية لأنواع الفولاذ عالي المقاومة اختلافًا كبيرًا، ولذلك قد تتباين مستويات معلمات التحكم في الانحناء بشكل واسع. ويُعدّ الاختيار الدقيق للمادة ومطابقة المعلمات عاملًا أساسيًا في منع التشققات . كما أن اختيار قيمة مناسبة لعتبة انحناء المعدن سيمنع مصدر العيب في المنتج.
| درجة المادة | قوة الخضوع (ميجا باسكال) | قوة الشد (ميجا باسكال) | نسبة نصف قطر الانحناء الدنيا الموصى بها (R/t) | انحراف زاوية الارتداد بعد 100000 دورة ختم |
| DP780 | 450-550 | ≥780 | 1.5 | ±0.5° |
| DP980 | 650-750 | ≥980 | 2.5 | ±1.2° |
| PHS (فولاذ التشكيل الساخن) | 1000-1200 | ≥1500 | 3.5 (حد الانحناء البارد) | ±2.5 درجة |
إجراءات أساسية لمنع التشققات
يُعدّ التحكم الدقيق في عمليات المعالجة المسبقة العنصرَ الأساسي لمنع التشققات أثناء ثني المعادن المخصصة لقطاع السيارات. وتُمثّل تفاصيل المواصفات خط الدفاع الأول لضمان جودة المنتج. ويُعدّ نظام حماية حواف ثني المعادن الشامل، القادر على ضمان الأداء المستقر لإنتاج DP980 بكفاءة عالية، أمراً بالغ الأهمية.
- منع العيوب الهيكلية المتعلقة بالتصميم والتي تسببها زوايا القص غير المعقولة عن طريق إجراء تحليل جدوى الانحناء DFM للمعالجة المسبقة.
- لا تتنازل عن جودة ثقب الحواف ، واجعل ارتفاع النتوءات الدقيقة محصوراً في حدود 10% من سمك الصفيحة.
- قم بتغيير نسبة R/t وفقًا لسمك الصفيحة في كل مرة، ولا تستخدم معايير ثابتة في الإنتاج.
للحصول على أفضل النتائج في منع التشققات في المناطق الدقيقة لأجزاء DP980 أثناء عملية ثني المعادن المخصصة لقطاع السيارات ، من الضروري استخدام تحكم دقيق في نصف قطر الثني، وإجراء تحليل DFM قبل التصنيع، ومراقبة صارمة لجودة الحواف . لتجنب خطر التشققات في الإنتاج الضخم مستقبلاً، أرسل بيانات الجزء الخاص بك الآن، وسنقدم لك تقريرًا مجانيًا احترافيًا لتحليل جدوى ثني DFM.

الشكل 2: مكون DP980 والأدوات المستخدمة لقياس نصف قطر الانحناء الأدنى لمنع التشقق.
ما هي أفضل مادة للأدوات التي تقاوم التآكل في الإنتاج المستمر للفولاذ عالي السرعة؟
يُعدّ استخدام فولاذ القوالب DC53 مع طلاء TD الخيار الأمثل لمقاومة التآكل الناتج عن عمليات التشكيل المستمرة للفولاذ فائق القوة. يرفع هذا الحل صلابة القاعدة إلى 62-64 HRC، وعند دمجه مع طبقة طلاء فائقة النعومة وعالية الصلابة على السطح، فإنه يُخفّض معامل الاحتكاك السطحي للقالب إلى أقل من 0.1، مما يقضي تمامًا على مشاكل خدوش القالب وتصلبه.
مقارنة أداء مواد القوالب الشائعة
لا تستطيع قوالب الصلب التقليدية التعامل مع الإنتاج المستمر للفولاذ فائق القوة عالي الصلابة (AHSS). وقد يؤدي اختيار القالب الخاطئ إلى زيادة حادة في تكاليف إصلاح القوالب وفترات التوقف. لذا، يُعد قالب الثني المعدني عالي المتانة الضمانة الأساسية لإنتاج مستقر وعلى نطاق واسع.
| مادة القالب | صلابة المعالجة الحرارية (HRC) | مقاومة التآكل | نوع الفولاذ المتوافق | العمر التشغيلي النسبي |
| Cr12MoV | 55-58 | عام | الفولاذ العادي منخفض الكربون، DP780 | 100% (معيار) |
| DC53 | 62-64 | ممتاز | DP980، فولاذ عالي القوة PHS | 300% |
| SKD11 | 60-62 | جيد | فولاذ مزدوج متوسط القوة | 180% |
القيمة الأساسية لتحسين طلاء القوالب
يعتمد الإنتاج الضخم والمستقر لعمليات ثني المعادن الدقيقة في صناعة السيارات بشكل كبير على حالة القالب. يُحدث طلاء TD تغييرًا جذريًا في خصائص سطح الاحتكاك للقالب، مما يُحسّن سطح ثني المعدن ويجعله لامعًا. استنادًا إلى خبرتنا المباشرة في مشاريع الإنتاج الضخم لمكونات هياكل السيارات المصنوعة من الفولاذ عالي القوة، أدى استبدال القوالب بقوالب مطلية بـ DC53+TD إلى تقليل عدد مرات إيقاف القوالب وإصلاحها بنسبة 75%.
كيف تعمل محاكاة العناصر المحدودة على تحسين كفاءة خدمة ثني المعادن في قطاع السيارات العالمي؟
في مجال ثني المعادن في صناعة السيارات، تُعدّ محاكاة تحليل العناصر المحدودة (FEA) وسيلةً فعّالةً لتقليل عدد تجارب القوالب في الموقع بنسبة 90% حتى قبل فتح القالب. وباستخدام برامج محاكاة غير خطية ذات معايير خضوع متباينة الخواص (مثل نموذج بارلات 89)، يُمكن التنبؤ بدقة بمعدل الترقق، والارتداد، ومخاطر التجعد أثناء التشغيل، مما يُؤدي إلى نجاح تجارب القوالب من المحاولة الأولى.
عملية تطبيق المحاكاة الأساسية لتحليل العناصر المحدودة
تُعدّ المحاكاة الرقمية اليوم إحدى الوسائل الرئيسية لمساعدة الشركات على توفير تكاليف التجربة والخطأ وتقصير دورات التسليم. لقد أحدثت هذه المحاكاة تغييرًا جذريًا في أسلوب تجربة القوالب اليدوي التقليدي. وبفضل التنبؤ الاحترافي بعيوب ثني المعادن ، يمكنها تعزيز احتمالية النجاح بشكل كبير من أول تجربة للقالب.
- تتمثل الخطوة الأولى في أخذ ملفات CAD ثلاثية الأبعاد من العميل، وبناء نموذج محاكاة التشكيل بدقة، ومطابقة المعلمات المتباينة للفولاذ.
- بعد ذلك، يتم إنتاج مخططات حدود الشكل (FLD) لتسليط الضوء بدقة شديدة على المواقع الأكثر عرضة لخطر الانحناء والتجعد والترقق والتشقق.
- وأخيرًا، يمكن ضبط سطح القالب ومعايير الانحناء مسبقًا، مما يوفر أفضل خطة لعملية الإنتاج الضخم.
الفوائد الأساسية لتقنية المحاكاة للعملاء
قد تُساهم خدمة ثني المعادن في صناعة السيارات، المدعومة بمحاكاة العناصر المحدودة، في تقليل دورة تصميم النماذج الأولية للمنتجات الجديدة بأكثر من 60%، مما يُخفض تكاليف التجربة والخطأ للعميل بشكل كبير. كما يُمكن لتحسين دورات ثني المعادن أن يُعزز كفاءة تنفيذ المشروع بشكل ملحوظ. بعبارة أخرى، لن يتحمل العملاء تكاليف إصلاح القوالب والخسائر الناتجة عن المخلفات . ويُعد التحكم الدقيق في المحاكاة عنصرًا أساسيًا لضمان فعاليتها.
بفضل استخدام محاكاة العناصر المحدودة، شهدت خدمات ثني المعادن في صناعة السيارات تحولاً جذرياً، حيث انخفضت خسائر تجارب القوالب بنسبة 90%. كما تم اختصار دورة الانتقال من تطوير المنتج الجديد إلى الإنتاج الكمي بكفاءة عالية. حمّل الورقة البيضاء الخاصة بعملية الثني للحصول على فهم شامل لإجراءات توفير التكاليف وتحسين الجودة القائمة على المحاكاة.
ما هي المعايير التي تحدد استقرار العملية في الوقت الحقيقي في خدمة ثني الفولاذ عالي القوة؟
في عمليات ثني الفولاذ عالي المقاومة، تُعدّ سرعة التشكيل، وضغط تثبيت القالب، وظروف التشحيم، العوامل الرئيسية الثلاثة التي تُنظّم استقرار عملية الثني في الوقت الفعلي. يُمكن التحكم بكفاءة عالية في تغيرات إجهاد تدفق المادة الناتجة عن الحرارة الاحتكاكية، وذلك من خلال الحفاظ على سرعة التشكيل بين 15 و25 شوطًا في الدقيقة، بالإضافة إلى استخدام زيت سحب عالي الضغط.
معايير التحكم في معايير العمليات الأساسية
يعتمد استقرار الإنتاج في الإنتاج الضخم لخدمات ثني الفولاذ عالي المقاومة بشكل كامل على التحكم المعياري ذي الحلقة المغلقة للمعايير. لا مجال للعمليات القائمة على الخبرة ، بل إن التحكم الدقيق في سرعة ثني المعدن هو قناة التحكم الوحيدة.
- التحكم في السرعة: الحفاظ على سرعة ثابتة تتراوح بين 15-25 ضربة في الدقيقة حتى لا تتسبب في حدوث تقلبات في الإجهاد بسبب الاحتكاك عالي السرعة وارتفاع درجة الحرارة.
- التحكم في الضغط: يتم تثبيت تقلبات ضغط المؤازرة بدقة ضمن 1٪ بحيث لا يمكن أن تحدث أي انحرافات في الأبعاد ناتجة عن أخطاء الضغط.
- التحكم في التشحيم: يتم الحفاظ على سمك طبقة زيت التشحيم عند 1.5-2.5 ميكرومتر لتقليل الاحتكاك بين القالب والفولاذ.
حل استقرار الجودة في جميع البيئات
قد تؤثر التغيرات في درجات الحرارة والرطوبة في ورشة العمل على انسيابية المواد وفعالية مواد التشحيم. نعتمد على نظام مراقبة الجودة الشاملة (TQC) في جميع مراحل الإنتاج لمساعدتنا على تحمل ظروف العمل القاسية . يضمن الاستقرار الحراري الموثوق لعملية ثني المعادن استمرار إنتاج منتجات عالية الجودة بسلاسة على مدار الساعة . تُعد معايرة معايير العملية تقنية أساسية طويلة الأمد تضمن استمرار الإنتاج وثباته على مدار الساعة.

الشكل 3: لوحة تحكم تعرض مقاييس لمراقبة عملية ثني الفولاذ عالي القوة.
كيف يمكن للتحكم في ثني قطع غيار السيارات على مراحل متعددة أن يقلل من الإجهاد؟
في مجال التحكم في ثني قطع غيار السيارات، لا يزال الثني متعدد المراحل من أهم التقنيات للقضاء التام على تركيز الإجهاد المتبقي في الفولاذ فائق القوة. على سبيل المثال، وُجد أن تحويل عملية ثني بزاوية كبيرة واحدة إلى إجراء من ثلاث مراحل - ما قبل الثني، والاسترخاء التدريجي، وتصحيح الثني النهائي - يقلل من إجهاد الشد الداخلي المتبقي بأكثر من 40%.
مراحل عملية الثني متعددة المراحل
تُساهم تقنية التحكم في ثني قطع غيار السيارات في تقليل الإجهاد الناتج عن عملية الثني التدريجي، مما يمنع حدوث أي تشوه أثناء عمليات اللحام والتجميع اللاحقة . وتُعدّ عملية تخفيف الإجهاد في ثني المعادن، وفقًا لأسس علمية، الركيزة التقنية الأساسية لهذه التقنية.
- عملية الانحناء المسبق: هذه هي الخطوة التي يتم فيها تشكيل الزاوية الرئيسية، ومع ذلك يُسمح ببعض التشوه حتى لا يتسبب ذلك في زيادة الإجهاد لمرة واحدة.
- تخفيف الإجهاد الناتج عن التقادم: تتم هذه الخطوة عن طريق التثبيت الثابت، مما يؤدي إلى تحرير الإجهادات المتبقية المركزة الداخلية. وفي الوقت نفسه، تعمل على استقرار الحالة الميكانيكية للمادة.
- تصحيح الانحناء النهائي: تهدف هذه العملية إلى ضبط الزاوية والأبعاد بدقة متناهية . وبهذه الطريقة، يتم ضمان دقة الإنتاج في المنتج النهائي.
القيمة الأساسية لتنفيذ العملية
بهذه الطريقة، يمكن التخلص تمامًا من مشكلة التشوّه الناتج عن اللحام اللاحق لأجزاء الفولاذ عالي المقاومة، كما أنها مناسبة جدًا لتصنيع المكونات الهيكلية الأساسية للسيارات، مثل الأعمدة الوسطى والإطارات. إضافةً إلى ذلك، ولأنها متوافقة مع تجميع ثني المعادن، فإن جودتها الممتازة تلبي متطلبات تجميع المركبات بدقة على مستوى المركبة بأكملها. ومن فوائد تقليل الإجهاد المتبقي تحسين دقة تجميع الأجزاء. في الوقت نفسه، يُمكن اعتبار تقليل الإجهاد المتبقي أحد العمليات الرئيسية التي تدعم حل ارتداد الثني .
تضمن عمليات الثني متعددة المراحل إزالة الإجهاد المتبقي تمامًا من الأجزاء، مما يسمح بالتحكم في ثني قطع غيار السيارات بطريقة تمنع تمامًا مشاكل التشوه أثناء اللحام والتجميع اللاحقين. إذا كنت تواجه مشاكل في تشوه المكونات الهيكلية، يمكنك حجز استشارة فردية مع أحد مهندسينا ، وسنصمم لك حلًا مخصصًا لعملية الإنتاج الأمثل من حيث الإجهاد.
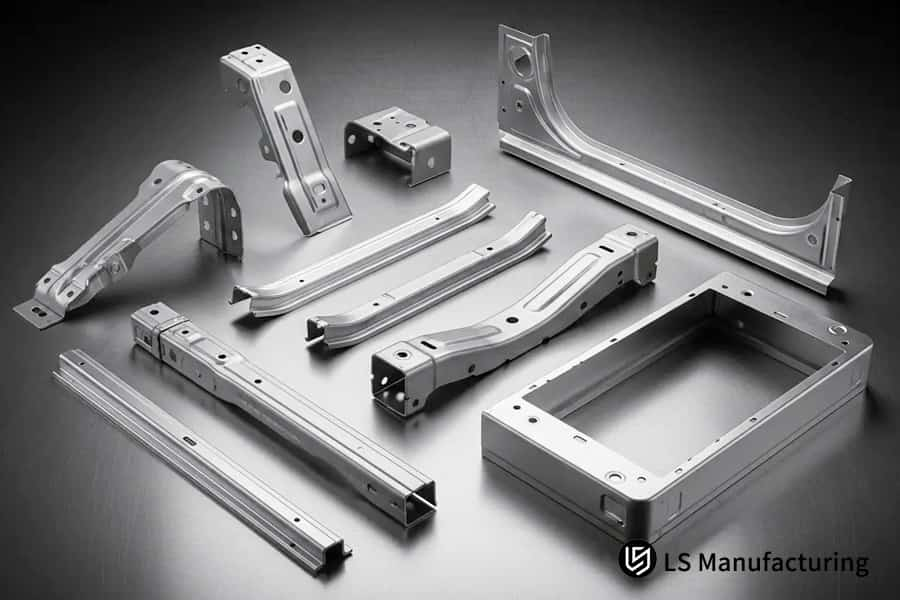
الشكل 4: أجزاء معدنية للسيارات يتم إنتاجها عن طريق الثني متعدد المراحل لتحقيق إجهاد داخلي أقل.
لماذا تعتبر معايرة الأدوات الدقيقة أمراً حيوياً لمورد خدمات ثني السيارات؟
بالنسبة لموردي خدمات ثني المعادن في قطاع السيارات ، يُعدّ المحاذاة الدقيقة للقوالب وكفاءة تعويض الفجوة من العوامل الحاسمة التي تحدد معدل إزالة المواد من جانب واحد أثناء عملية التخفيف، بالإضافة إلى تجانس ارتداد الأجزاء المثنية. ويُعدّ الحفاظ على خطأ الفجوة بين القالبين العلوي والسفلي في حدود 0.02 مم، وإجراء معايرات دورية باستخدام آلة قياس الإحداثيات (CMM)، من الطرق الفعّالة للغاية لتجنب الاختلافات المفاجئة بين دفعات الإنتاج.
الطريقة الرئيسية للتحكم في معايرة القوالب
يُعدّ المعايرة المستمرة عالية الدقة للقوالب أحد العوامل الرئيسية التي تحدد استقرار دقة دفعات خدمات ثني المعادن في صناعة السيارات. ويضمن التعديل الدوري لفجوة ثني المعدن دقة تشغيل القالب أثناء عملية الدرفلة . ونعتمد في عملنا على الكشف الأسبوعي عن تآكل حافة القطع باستخدام المسح الليزري، والذي يُسهم، عند استخدامه مع جهاز تعويض الفجوة التلقائي عبر الإنترنت، في الحفاظ على دقة القالب باستمرار.
ضمان الجودة معتمد من قبل الصناعة
يلتزم مصنعنا بمعيار IATF 16949 في جميع مراحل الإنتاج. تُسجّل جميع بيانات المعايرة وتُحفظ بشكل قابل للتتبع ، مما يساهم في الحد من مشاكل الجودة المتعلقة بالدفعات، ويضمن ثبات جودة دفعات ثني المعادن، وبالتالي تحقيق إنتاجية عالية. وتُعدّ إمكانية ضبط فجوة الأداة تفصيلاً بالغ الأهمية لضمان استقرار عملية ثني المعادن مع التحكم في الارتداد على المدى الطويل.
كيفية تقليل تكلفة الاستثمار في الأدوات اللازمة لعمليات ثني المعادن المخصصة بكميات صغيرة لقطاع السيارات؟
في مجال ثني المعادن حسب الطلب لقطاع السيارات، يُعدّ اعتماد هيكل قالب إدخال معياري قابل للتبديل أفضل طريقة لتقليل تكاليف الشراء للكميات الصغيرة المُخصصة. فإذا صُممت قاعدة القالب بشكل موحد، وصُنعت إدخالات زاوية نصف قطر الثني المُصممة خصيصًا للتغيير السريع من الكربيد، يُمكن للعملاء توفير ما يصل إلى 50% من استثمارهم الأولي في القالب.
كيف يمكن للقوالب المعيارية أن تقلل التكلفة
لإنتاج دفعات تجريبية صغيرة من قطع المعادن المخصصة لثني السيارات، لا حاجة لتخصيص مجموعة كاملة من القوالب. يمكن استخدام قواعد القوالب القياسية لإنتاج أجزاء بمواصفات مختلفة، كما أن توحيد قوالب ثني المعادن ، وهو أمر راسخ، يقلل بشكل كبير من عتبة التخصيص.
- قاعدة القالب موحدة ويمكن استخدامها مع مواصفات ثني متنوعة.
- الشيء الوحيد الفريد في هذا المنتج هو القطعة الداخلية، والتي عند استبدالها، تؤدي إلى انخفاض كبير في نفقات ووقت تصنيع القوالب.
- يستطيع الهيكل سريع التغيير استيعاب متطلبات الإنتاج التجريبي والبحث والتطوير متعددة الفئات ذات الدفعات الصغيرة .
فوائد التكلفة الموجهة نحو العملاء
تُتيح الطريقة المقترحة خفض تكلفة القوالب للعملاء إلى النصف، وتقليل تكلفة إنتاج الوحدة الواحدة بنسبة تتراوح بين 15% و20%. ولذلك، فهي تُناسب تمامًا سيناريوهات ما بعد البيع وأبحاث وتطوير السيارات الجديدة. كما يُلبي إنتاج كميات صغيرة من المعادن المرنة بتقنية الثني احتياجات التخصيص المتخصص. وتُعد تكلفة الأدوات اللازمة للإنتاج بكميات صغيرة الميزة الأساسية طويلة الأجل للتخصيص بكميات صغيرة.
خدمة ثني المعادن المخصصة للسيارات من LS Manufacturing لمكونات صندوق امتصاص الطاقة DP980
يُعد صندوق امتصاص الطاقة DP980 جزءًا هيكليًا أساسيًا للسلامة، لذا فهو يخضع لمتطلبات عالية جدًا فيما يتعلق بدقة الانحناء وثبات التشكيل. إضافةً إلى ذلك، فهو من أكثر الأجزاء عرضةً للتلف في الصناعة.
معضلة العميل
كان أحد كبار موردي قطع غيار السيارات الأوروبيين من المستوى الأول يعاني من مشاكل خطيرة في الإنتاج. فقد عانت أجزاء امتصاص الطاقة في دعامة المصد الأمامي المصنوعة من سبيكة DP980 بسماكة 2.0 مم من مشكلة ارتداد تتجاوز 8 درجات، ويعود ذلك أساسًا إلى أن العمليات التقليدية لم تتضمن آلية تحليل احترافية لفشل انحناء المعادن . كما لوحظ وجود تشققات دقيقة بقياس 0.5 مم عند أنصاف أقطار الانحناء.
ونتيجة لذلك، لم يتمكنوا من إنتاج سوى 72% من المنتجات النهائية التي اجتازت عملية اللحام. وقد أدى هذا الوضع مباشرةً إلى تأخيرات في جدول أعمال الشركة المصنعة الأصلية، وما ترتب على ذلك من تكاليف باهظة بسبب التأخير.
حلول التصنيع LS
ولحل هذه المشكلة، توصل فريق الهندسة في قسم الهندسة المعمارية والهندسة التطبيقية بشركة LS Manufacturing إلى حل خدمة ثني الفولاذ عالي القوة مصمم خصيصًا.
- بدأنا بإجراء دراسة جدوى شاملة لتشكيل المعادن باستخدام برنامج AutoForm . وقد استغنى الحل عن عملية الثني الأحادي التي كانت عرضة للعيوب، واستبدلها بطريقة متطورة لتشكيل المعادن التدريجي تسمح بتخفيف إجهاد المادة على مراحل.
- في الوقت نفسه، تم تغيير فولاذ القالب إلى DC53 وتم تطبيق معالجة طلاء الفراغ TD لتعزيز مقاومة القالب للتآكل والخدوش.
- وتم تركيب أجهزة استشعار الزاوية في الوقت الحقيقي على آلات الثني، وتم إعداد نظام تعويض ارتداد ديناميكي ذو حلقة مغلقة للتحكم بدقة في تفاوت إغلاق القالب في حدود 0.1 مم .
النتائج والقيمة
بعد إتمام المشروع، استقرت نسبة التفاوت المسموح به في ارتداد الأجزاء ضمن نطاق 0.3، وتمت إزالة الشقوق الدقيقة السطحية بالكامل، وارتفع عمر قوالب التشكيل بنسبة 300% ، وبلغت نسبة تأهيل تجميع المنتج النهائي 99.8%. وبفضل قدرات تثبيت جودة ثني المعادن ، ساعد هذا الحل العميل على تحقيق أهداف تسليم المركبات مع خفض تكاليف الخردة وإصلاح القوالب بنسبة 35%.
هذا المشروع هو تطبيق لصيغة محاسبة التكاليف الخاصة: تكلفة معالجة القطعة الواحدة = تكلفة تآكل القالب + تكلفة العمالة + تكلفة المواد الاستهلاكية - علاوة المنتج الجيد.
كما قدم نصيحة فريدة لحل المشكلات: قبل ثني DP980، إذا كان ارتفاع النتوءات أكثر من 10٪ من سمك اللوحة، فستتشكل الشقوق الدقيقة حتماً، لذلك فإن خطوة إزالة النتوءات قبل المعالجة ضرورية لهذا السبب.
كانت مجموعة عمليات ثني الفولاذ عالي القوة المُخصصة بالكامل عاملاً أساسياً في حل عيوب الإنتاج الضخم لصندوق امتصاص الطاقة DP980، مما أدى إلى تحسين الجودة والكفاءة وخفض التكاليف بشكل ملحوظ. إذا كنت ترغب في الحصول على حل إنتاج ضخم متكامل كهذا، فأرسل رسوماتك ثلاثية الأبعاد ومتطلبات الإنتاج الآن ، وستحصل على عرض سعر دقيق ومُخصص خلال 24 ساعة.

الأسئلة الشائعة
س1. ما هي أقصى قوة شد للمواد التي يمكن لخدمة ثني المعادن الخاصة بالسيارات معالجتها؟
صُممت آلاتنا وقوالبنا خصيصًا لتقوية الفولاذ عالي المقاومة. خط إنتاجنا قادر على معالجة فولاذ DP1180 المزدوج ذي مقاومة شد تبلغ 1200 ميجا باسكال بشكل مستمر، كما أنه قادر على إجراء عمليات ثني دقيقة للغاية لأجزاء هيكلية للسيارات مصنوعة من فولاذ PHS المشكل على الساخن بقوة 1500 ميجا باسكال.
س2. كيف تضمنون دقة زاوية ثني قطع الخدمة المصنوعة من الفولاذ عالي القوة في ظل الإنتاج الضخم؟
تأتي آلات الثني المؤازرة لدينا مزودة بنظام كشف زاوية ليزري متصل بالإنترنت، وتدعمها برمجيات تعويض الارتداد الديناميكي. يتيح لنا ذلك الحفاظ على دقة زاوية الثني للأجزاء ضمن نطاق 0.5 خلال الإنتاج الضخم لما يصل إلى 100,000 قطعة، مما يضمن اتساقًا في جودة كل دفعة.
س3. هل يمكنك منع التشققات الدقيقة تمامًا أثناء ثني المعادن المخصصة للسيارات ذات أنصاف الأقطار الضيقة؟
لدينا القدرة على منع التشققات الدقيقة تمامًا أثناء الانحناء بنصف قطر صغير جدًا. في مرحلة النموذج الأولي، نجري محاكاة إجهاد وتعب حواف القطع وفقًا لمعايير التصميم للتصنيع، ونعمل على تحسين خلوص التثقيب، ونستخدم عملية إزالة النتوءات بالفرشاة الكهربائية لضمان خلو سطح القطعة من التشققات الدقيقة في ظل ظروف R/t2.0 .
س4. كيف يؤثر طلاء الأدوات على السعر الإجمالي للتصنيع حسب الطلب والوقت اللازم للتسليم؟
ستؤدي طبقات الطلاء النموذجية لأدوات TD و PVD إلى زيادة تكلفة القالب الأولية بنسبة 15٪، ولكن في الوقت نفسه يمكن أن يزيد الطلاء من عمر القالب بمقدار ثلاثة أضعاف، ويؤدي إلى تقليل وقت التوقف لإصلاح القالب، ويؤدي في النهاية إلى انخفاض سعر شراء الوحدة وتسليم أكثر استقرارًا لدورات الإنتاج الضخم.
س5. هل تقدمون تحليلاً مجانياً لمحاكاة التصميم للتصنيع والارتداد قبل أن نطلب طلب تصنيع رسمي؟
نقدم لعملائنا في مجال استشارات خدمات ثني السيارات تحليلاً مجانياً احترافياً لجدوى تشكيل DFM وخدمات التنبؤ بالارتداد المرن FEA لمساعدة فرق البحث والتطوير على تحسين هيكلة المنتجات وتقليل مخاطر التشكيل في الإنتاج الضخم.
س6. ما هي معايير الجودة الداخلية التي تلتزم بها شركة LS Manufacturing لخدمة ثني السيارات؟
مصنعنا حاصل على شهادة المطابقة لمعايير صناعة السيارات IATF 16949. نطبق نظام مراقبة العمليات الإحصائية (SPC) خلال جميع مراحل الإنتاج. بالإضافة إلى ذلك، تخضع جميع القطع لفحص دقيق بنسبة 100% لجميع الأبعاد الحرجة باستخدام أجهزة قياس الإحداثيات المتصلة بالإنترنت أو أدوات الفحص البصري، ولذلك نضمن مراقبة الجودة بدقة قبل الشحن.
س7. لماذا تتفوق تقنية التحكم في ثني قطع غيار السيارات لديكم على ورش تشكيل المعادن التقليدية المحلية؟
تعتمد ورش العمل التقليدية على التجربة اليدوية في عملية التشكيل، مما يُعرّضها للأخطاء وعدم استقرار النتائج. أما نحن، فنستخدم المحاكاة الرقمية، وقوالب فولاذية عالية القوة مصممة خصيصًا، وأنظمة تحكم ذكية، لمعالجة المشكلات الأساسية في هذه الصناعة، مثل تشقق وانحناء قوالب الفولاذ فائقة القوة.
س8. كيف يمكنني الحصول على عرض أسعار تفصيلي لتصنيع قطع الفولاذ عالية القوة الخاصة بي حسب الطلب؟
يمكنكم تقديم رسومات ثلاثية الأبعاد بصيغ STEP أو IGES أو X_T، مع توضيح متطلباتكم مثل نوع الفولاذ وحجم الإنتاج السنوي. سيقدم لكم مهندسنا المتخصص في الهندسة المعمارية الهندسية عرض أسعار مفصلاً ومخصصاً لعمليات الثني، مع حسابات دقيقة للتكاليف، خلال 24 ساعة.
ملخص
يُعدّ ثني الفولاذ عالي المقاومة المستخدم في صناعة السيارات عملية تصنيع معقدة تعتمد على ميكانيكا المواد، والقوالب الدقيقة، والمحاكاة الحاسوبية. تميل أنواع الفولاذ خفيفة الوزن وعالية المقاومة، مثل DP980، إلى الارتداد السريع وسهولة التصدع. أما الطرق القديمة والبدائية التي تتضمن التشكيل اليدوي التجريبي والإصلاح، فهي غير مناسبة لمعايير الإنتاج الكمي الدقيق التي تتطلبها صناعة السيارات الحديثة.
باستخدام تحليل العناصر المحدودة (FEA) والتعويض الديناميكي، وقوالب DC53 المتطورة، وعمليات تخفيف الإجهاد متعددة المراحل، نجحت شركة LS Manufacturing في معالجة مشكلة تشكيل الفولاذ عالي المقاومة. إلى جانب التزامها الصارم بمعيار IATF 16949، تمكنت الشركة، التي تستخدم التحكم الرقمي من الإنتاج إلى التسليم، من القضاء على عيوب مثل الانحرافات البُعدية والخدوش السطحية، مما يُمكّنها من تزويد سلسلة التوريد العالمية لقطاع السيارات بخدمات ثني دقيقة ومستقرة ومنخفضة التكلفة.
لا تدع القطع المعيبة تعيق تطوير السيارات أو تُثقل كاهل ميزانيات سلسلة التوريد! أرسل نماذجك ثلاثية الأبعاد لمكونات هيكل السيارة وأجزاء الشاسيه فورًا ، واحصل على تقرير جدوى مجاني للتصنيع بالإضافة إلى عرض سعر دقيق خلال 24 ساعة. اعتمد على خبرتنا العالية وتقنياتنا المتطورة لضمان تنفيذ مشاريع الإنتاج الضخم بسلاسة.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


