
自動車用金属曲げ加工サービスは、自動車産業向けの高強度鋼材の成形に特化して設計された精密加工サービスです。過剰なスプリングバック、エッジの微細亀裂、金型の早期摩耗という、業界における3つの主要な課題を解決します。FEAシミュレーション補正やカスタマイズされた金型コーティングなどの技術を活用することで、公差を0.1mmまで制御し、金型寿命を300%向上させることが可能となり、DP980やPHSなどの軽量鋼材の量産に最適です。
自動車業界で軽量化の傾向がますます強まるにつれ、従来の曲げ加工では材料強度のばらつきを補正できなくなり、完成品の歩留まり低下や部品メーカーの量産遅延につながる可能性があります。本ガイドでは、高強度鋼の曲げ加工における主な制御方法を解説し、企業が生産上のボトルネックを効率的に克服する方法を指南します。

自動車産業における高強度鋼曲げ加工の主要工程の概要
このセクションでは、自動車用金属曲げ加工サービスの主なプロセス基準と実績について簡単に概説し、特にスプリングバック、割れ、金型摩耗といった問題点に焦点を当て、顧客が生産上の選択を行う際の明確な参考情報を提供します。
| プロセスの問題点 | コアソリューション | 主要技術パラメータ | 実施結果 |
| 高強度鋼の曲げスプリングバック | 動的補償モデル+インテリジェント可変圧力制御 | スプリングバックの公式Δθ∝σs/Eに従う | スプリングバック誤差は±0.3°以内に制御されています。 |
| DP980 エッジクラック | DFM解析+標準化曲げ半径比 | 比率R/t≥2.5、せん断曲げ角度≥45° | 局所的なせん断ひずみの集中を完全に解消します。 |
| 高速金型摩耗 | DC53ダイス鋼 + TDコーティング処理 | 金型硬度HRC62-64、摩擦係数≤0.1 | ダイ寿命が300%増加 |
| バッチ寸法偏差 | FEAシミュレーション+リアルタイム閉ループキャリブレーション | ダイギャップ誤差±0.02mm、圧力変動±1% | バッチ部品の公差安定性を大幅に向上させます。 |
主なポイント:
- 降伏強度はスプリングバックに影響を与える。そのため、数式を用いた動的補償モデルを正確に開発する必要がある。
- 最小曲げ半径比R/t2.5を決定し、DFMによる解析を実行することで、DP980のエッジクラックを完全に除去することができる。
- DC53ダイス鋼をTDクラッドと併用することで、ダイスの寿命を300%延長でき、0.1mmの公差も維持できます。
自動車用金属曲げ加工サービスにおける亀裂防止にLSを選ぶ理由とは?
LS Manufacturing社の曲げ割れ防止ソリューションは、高強度鋼における曲げ割れや寸法偏差の問題に完全に対処することができ、自動車産業における量産に適しており、 SAE J2283業界標準を満たしています。
業界の慣行と3ヶ月にわたるDP980曲げ試験の結果に基づくと、高強度鋼の端部割れの90%は、せん断ひずみの集中と金型にかかる応力によって発生することがわかっています。通常、工程では金型の手動補修しかできず、欠陥を解消することはできません。当社のチームの試験では、ブランキングバリを板厚の10%以内に抑えれば、割れを大幅に防止できることが示されています。
ほとんどのサプライヤーは曲げ加工のパラメータのみに注目し、プレブランキングの品質が重要な要素であることを忘れがちですが、当社はIATF 16949システムを活用してプロセス全体にわたる標準化されたクローズドループ制御を実施しており、これにより20社以上の自動車ティア1サプライヤーが成形上の問題を克服し、 99.5%を超える安定した量産合格率を達成することができました。
一方で、当社は閉ループシステムの運用を標準化し、さらに権威ある業界標準に基づいて、自動車用曲げ加工サービスの品質に確固たる基盤を築き、高強度鋼における曲げ割れや寸法偏差といった問題を根本的に解消します。
当社のプロセス導入の有効性を直接検証するには、自動車メーカーによる量産成功事例をすぐに閲覧し、貴社部品を生産に適合させる実現可能性を迅速に評価してください。

自動車用高強度鋼構造物の曲げ加工において、スプリングバックが深刻なのはなぜか?
材料の降伏強度が高く弾性率が低いことが、曲げ加工後に元の形状に戻る理由である。材料の降伏強度が高いほど、元の形状に戻る量も大きくなる。おおまかなスプリングバック推定式s/Eを用いると、高強度鋼のスプリングバックは通常の低炭素鋼の3~5倍になることがわかり、動的力学モデルに基づいた正確な補正が必要となる。
高強度鋼におけるスプリングバックを誘発する主要な機械的要因
高強度鋼の曲げ加工における大きな課題の一つは、材料に残留する応力を制御することができない点です。この問題を克服するためには、正確な金属曲げ校正が不可欠です。高強度鋼の降伏強度は普通鋼をはるかに上回るため、曲げ加工と除荷後にはより大きな弾性回復変形が生じます。また、バッチごとの板厚公差の変化も間接的に残留応力パターンのばらつきにつながり、スプリングバックの変動が大きくなります。つまり、固定パラメータに基づく通常の曲げ加工は、高強度鋼の動的な変形特性とは全く相容れないのです。
インテリジェントなスプリングバック補償実装ロジック
スプリングバック制御曲げ加工は、インテリジェントシステムを用いて上記の問題に直接対処します。例えば、LS Manufacturing社は、専門的な金属曲げ角度補正技術を活用し、リアルタイムでパラメータ調整を行うことができる独自の動的補正装置を開発しました。
- 各バッチの鋼材の降伏強度と厚さのデータを即座に記録し、同時に機械モデルのパラメータ更新を同期させる。
- 曲げ角度と金型閉鎖圧力は、スプリングバックのずれを補正するために、システムによってアルゴリズムに基づいて自動的に調整されます。
- 各バッチの部品の角度が一定であることを保証するために、工程は閉ループ監視されています。
材料の降伏強度の変動は、スプリングバックの精度に影響を与える主な要因です。この技術を用いることで、バッチごとのスプリングバックのばらつきを業界最高水準の範囲内に抑えることができます。
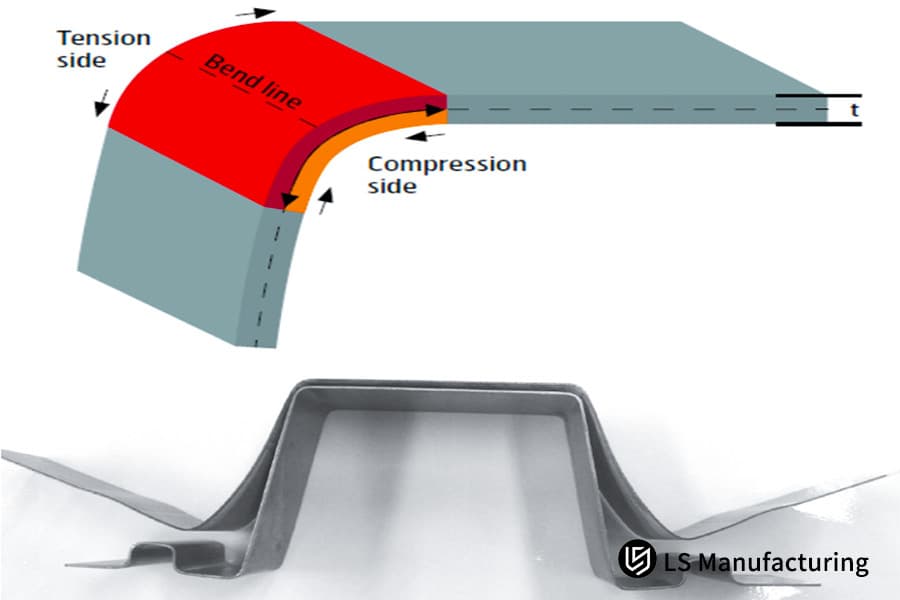
図1:曲げ加工された金属部品の引張側と圧縮側を示す技術的な概略図。
DP980部品の端部割れを防ぐための最小曲げ半径の計算方法
DP980部品の端部割れを防止するためには、成形異方性限界を厳守する必要があります。せん断端部と曲げ線との角度が少なくとも45°となるように加工条件を確認するために、 DFM曲げ実現可能性調査を実施し、局所的なせん断ひずみの集中を解消するために、最小曲げ半径比R/tが約2.5~3.2となるように測定する必要があります。
主流の高強度鋼曲げ加工パラメータ規格
各種高強度鋼の機械的特性は大きく異なるため、制御曲げパラメータのレベルも大きく変動する可能性があります。材料の正確な選定とパラメータのマッチングは、亀裂の発生を根本的に防止します。適切な金属曲げしきい値パラメータを選択することで、製品の欠陥発生源を未然に防ぐことができます。
| 材料グレード | 降伏強度(MPa) | 引張強度(MPa) | 推奨最小曲げ半径比(R/t) | 10万回のプレス加工後のスプリングバック角度偏差 |
| DP780 | 450-550 | 780以上 | 1.5 | ±0.5° |
| DP980 | 650~750 | ≥980 | 2.5 | ±1.2° |
| PHS(熱間成形鋼) | 1000~1200 | 1500以上 | 3.5(冷間曲げ限界) | ±2.5° |
亀裂防止のための主要なプロセスアクション
自動車向けカスタム金属曲げ加工における亀裂防止の主要因は、徹底した前処理管理です。仕様の詳細が製品品質を保証する第一線となります。DP980生産の安定した性能を効率的に確保できる、包括的な金属曲げ加工エッジ保護システムが最優先事項です。
- 不適切なせん断角度によって引き起こされる設計上の構造欠陥を防止するため、前処理としてDFM曲げ実現可能性解析を実行します。
- エッジパンチングの品質を妥協せず、マイクロバリの高さが板厚の10%以内に収まるようにしてください。
- 板厚に応じてR/t比を毎回変更し、製造時に固定パラメータを使用しないでください。
自動車向けカスタム金属曲げ加工において、DP980部品の微小領域における亀裂防止を最適に行うには、曲げ半径の精密な制御、前処理としてのDFM解析、および厳格なエッジ品質管理が必要です。将来の量産における亀裂発生リスクを回避するため、今すぐ部品パラメータをご提出ください。無料の専門的なDFM曲げ加工実現可能性解析レポートをご提供いたします。

図2:DP980コンポーネントと、亀裂発生を防ぐための最小曲げ半径を測定するためのツール。
連続HSS生産において、最も耐摩耗性に優れた工具材料はどれか?
超高強度鋼の連続プレス加工による摩耗に耐える最良の方法は、DC53ダイス鋼にTDコーティングを組み合わせることです。この方法により、ベース硬度をHRC 62~64まで高めることができ、表面に高硬度の超微細粒コーティングを施すことで、ダイスの表面摩擦係数を0.1未満に低減し、ダイス傷や焼き付きといった問題を完全に解消できます。
主流金型材料の性能比較
従来の金型鋼では、AHSS超高強度鋼の連続生産には対応できません。金型鋼の選定を誤ると、金型修理費用や稼働停止時間の大幅な増加につながる可能性があります。耐久性の高い金属曲げ金型は、安定した大規模生産を保証する重要な要素です。
| 金型材料 | 熱処理硬度(HRC) | 耐摩耗性 | 対応鋼種 | 相対耐用年数 |
| Cr12MoV | 55-58 | 一般的な | 普通低炭素鋼、DP780 | 100%(ベンチマーク) |
| DC53 | 62-64 | 素晴らしい | DP980、PHS高強度鋼 | 300% |
| SKD11 | 60-62 | 良い | 中強度二相鋼 | 180% |
金型コーティング強化のコアバリュー
精密な自動車用曲げ加工の安定的な量産は、金型の状態に大きく左右されます。TDコーティングは金型の摩擦面特性を劇的に変化させ、金属曲げ加工面の最適化に効果を発揮します。高強度鋼製シャーシ部品の量産プロジェクトにおける当社の実体験に基づくと、 DC53+TDコーティングを施した金型への交換により、金型のダウンタイムと修理回数を75%削減することができました。
FEAシミュレーションは、グローバルな自動車金属曲げ加工サービスの効率をどのように最適化するのか?
自動車用金属曲げ加工サービスにおいて、FEA(有限要素解析)シミュレーションは、金型を実際に製作する前から、現場での金型試作回数を90%削減できる優れた方法です。異方性降伏条件(Barlat 89モデルなど)を備えた非線形シミュレーションソフトウェアを導入することで、薄肉化率、スプリングバック、しわ発生リスクをオンラインで正確に予測でき、初回試作で金型試作を成功させることができます。
FEAシミュレーションコアアプリケーションプロセス
現代のデジタルシミュレーションは、企業が試行錯誤のコストを削減し、納期を短縮するための主要な手段の一つです。これは、従来の手動による金型試作方法を完全に変革しました。専門的な金属曲げ欠陥予測に基づいて、最初の金型試作における成功確率を大幅に向上させることができます。
- 最初のステップは、顧客から3D CADファイルを受け取り、成形シミュレーションモデルを正確に構築し、鋼材の異方性パラメータを一致させることです。
- 次に、曲げによるしわ、肉厚減少、ひび割れのリスクが最も高い箇所を非常に正確に示すために、形状限界図(FLD)を作成します。
- 最後に、金型表面と曲げパラメータを事前に微調整することで、最適な量産プロセス計画を策定できる。
顧客にとってのシミュレーション技術の主なメリット
FEAシミュレーションを活用した自動車用金属曲げ加工サービスは、新製品の試作サイクルを60%以上短縮し、試行錯誤にかかる顧客コストを大幅に削減できる可能性があります。 金属曲げ加工サイクルの最適化は、プロジェクト実施効率を大きく向上させる可能性を秘めています。つまり、金型の修理やスクラップによる損失といった費用を顧客が負担する必要がなくなるということです。シミュレーション精度制御は、シミュレーションの有効性を保証する上で重要な役割を担います。
FEAシミュレーションを活用することで、自動車用金属曲げ加工サービスは大きく変革され、金型試作ロスは90%削減されました。新製品開発から量産導入までのサイクルも大幅に短縮されています。シミュレーションに基づくコスト削減と品質向上策を包括的に理解するには、専用の曲げ加工プロセスに関するホワイトペーパーをダウンロードしてください。
高強度鋼曲げ加工におけるリアルタイムプロセス安定性を決定づけるパラメータは何か?
高強度鋼の曲げ加工において、プレス速度、金型締め付け圧力、潤滑条件は、リアルタイムの曲げ安定性を左右する主要な3つのパラメータです。プレス速度を1分間に15~25ストロークに保ち、高圧引抜き油を使用することで、摩擦熱によって生じる材料流動応力の変化を効果的に抑制できます。
主要プロセスパラメータの制御に関する基準
高強度鋼材の曲げ加工における量産時の生産安定性は、パラメータ閉ループ標準化制御に完全に依存します。経験に基づく操作は一切認められず、精密な金属曲げ速度制御のみが制御手段となります。
- 速度制御:高速摩擦による応力変動や温度上昇を防ぐため、1分間に15~25ストロークの安定した速度を維持する。
- 圧力制御:サーボ圧力の変動は1%以内に厳密に制御されるため、圧力誤差による寸法誤差は発生しません。
- 潤滑制御:金型と鋼材間の摩擦摩耗を軽減するため、潤滑油膜厚さを1.5~2.5μmに維持します。
あらゆる環境に対応する品質安定性ソリューション
作業場の温度と湿度の変化は、材料の流動性や潤滑剤の効果に影響を与える可能性があります。当社では、非常に厳しい作業環境にも耐えられるよう、全工程にわたる総合品質管理(TQC)に注力しています。信頼性の高い金属曲げ加工の熱安定性により、高品質な製品の生産を24時間365日スムーズに継続できます。工程パラメータの校正は、24時間365日継続的かつ安定した生産を保証する、長期的な基盤技術です。

図3:高強度鋼の曲げ加工プロセスを監視するための計器類を表示する制御盤。
自動車部品の多段階曲げ制御は、どのように応力を低減できるのか?
自動車部品の曲げ加工において、 多段階曲げ加工は、超高強度鋼における残留応力集中を完全に除去するための最も重要な技術の一つです。例えば、単一の大角度曲げ加工を、予備曲げ、中間時効緩和、最終曲げ修正の3段階工程に変更することで、内部残留引張応力を40%以上低減できることが分かりました。
多段階曲げ加工工程
自動車部品の曲げ制御は、段階的な変形によって応力発生源での応力発生を積極的に低減し、その後の溶接や組み立て時の変形を回避します。科学的な金属曲げ応力緩和プロセスが、その主要な技術的基盤となります。
- 予備曲げ工程:これは主要な角度を成形する工程ですが、一度に過大な応力負荷が発生しないように、ある程度の変形が許容されます。
- 時効緩和:この工程は静的配置によって行われ、内部に集中した残留応力を解放します。同時に、材料の機械的状態を安定化させます。
- 最終曲げ修正:この工程は、角度と寸法を非常に正確に調整することを目的としています。これにより、最終製品における製造精度が確保されます。
プロセス実装のコアバリュー
この方法により、高強度鋼部品の溶接後に発生する反りの問題を完全に解消できるだけでなく、Bピラーやフレームといった自動車の主要構造部品の製造にも非常に適しています。さらに、金属曲げ組立に対応しているため、その優れた品質は車両全体レベルでの精密組立の要求を満たします。残留応力低減による利点の1つは、部品の組立精度の向上です。同時に、残留応力の低減は、曲げスプリングバックの解決を支える主要なプロセスの1つと考えることができます。
多段階曲げ加工により、部品から残留応力を徹底的に除去できるため、自動車部品の曲げ制御において、その後の溶接や組み立て時の変形に関する問題を完全に回避できます。構造部品の変形にお困りの場合は、エンジニアとの個別相談をご予約ください。お客様に最適な応力最適化生産プロセスソリューションをご提案いたします。
図4:内部応力を低減するために多段階曲げ加工によって製造された自動車用金属部品。
自動車曲げ加工サービス提供業者にとって、精密工具の校正が不可欠な理由とは?
自動車用曲げ加工サービスを提供する企業にとって、金型の正確な位置合わせとギャップ補正の精度は、薄肉加工時の片側からの材料除去率と曲げ加工部品のスプリングバック均一性を決定する重要な要素です。上下金型間のギャップ誤差を0.02mm以内に抑え、三次元測定機(CMM)を用いて定期的に校正を行うことは、バッチごとの急激なばらつきを回避するための非常に効果的な方法です。
金型校正管理の主な方法
自動車用曲げ加工におけるバッチ精度の安定性を左右する主要因の一つは、高精度な金型校正を継続的に行うことです。金属曲げギャップを定期的に調整することで、金型の加工精度を常に維持できます。当社では、レーザースキャンによる金型切削刃の摩耗検出を毎週実施しており、これにオンライン自動ギャップ補正装置を組み合わせることで、金型精度を継続的に確保しています。
業界認定の品質保証
当社の工場は、製造工程のあらゆる段階でIATF 16949に準拠しています。すべての校正記録は記録され、追跡可能な状態で保管されます。これにより、バッチに関連する品質問題が排除され、金属曲げ加工のバッチの一貫性が安定し、大量生産の歩留まりが確保されます。ツールギャップを調整できることは、 スプリングバック制御曲げ加工の長期的な安定性を保証する上で非常に重要な要素です。
自動車向け少量生産カスタム金属曲げ加工における工具投資コストを最小限に抑えるには?
自動車向けカスタム金属曲げ加工において、少量生産のカスタマイズにおける調達コストを最小限に抑える最善の方法は、モジュール式で交換可能なインサート金型構造を採用することです。金型ベースを均一にし、迅速な交換が可能な特定の曲げ半径角度インサートを超硬合金で製造すれば、顧客は初期金型投資額の最大50%を削減できます。
モジュラー金型がコスト削減にどのように役立つか
自動車向けカスタム金属曲げ加工の小ロット試作においては、金型一式をカスタマイズする必要はありません。標準化された金型ベースを用いて様々な部品仕様を製造でき、成熟した金属曲げ金型の標準化によって、カスタマイズのハードルが大幅に下がります。
- 金型ベースは標準化されており、様々な曲げ仕様に対応可能です。
- この製品に特有の唯一の点はインサートであり、これを交換することで金型製造の費用と時間を大幅に削減できる。
- 迅速な変更が可能な構造により、少量生産、複数カテゴリーにわたる研究開発および試作生産の要件に対応できます。
顧客志向のコストメリット
提案された方法は、金型にかかる顧客コストを半減させ、1ユニットあたりの生産コストを15~20%削減できます。そのため、アフターマーケットや新車開発のシナリオに最適です。柔軟な金属曲げ加工による少量生産は、ニッチなカスタマイズのニーズに合致します。少量生産における金型コストの削減は、小ロットカスタマイズの大きなメリットです。
LSマニュファクチャリング社によるDP980エネルギー吸収ボックス部品向けカスタム自動車用金属曲げ加工サービス
DP980型エネルギー吸収ボックスは主要な安全構造部品であるため、曲げ精度と成形安定性に非常に高い要求が課せられます。さらに、業界において破損しやすい部品でもあります。
顧客のジレンマ
欧州有数のティア1自動車部品サプライヤーが、生産上の深刻な問題に悩まされていた。厚さ2.0mmのDP980フロントバンパービーム用エネルギー吸収部品は、8°を超えるスプリングバックの問題を抱えていた。これは主に、従来の製造工程に専門的な金属曲げ破壊解析メカニズムが組み込まれていなかったためである。また、曲げ半径部には0.5mm程度の微細な亀裂が頻繁に発生していた。
その結果、溶接検査に合格する最終製品は全体の72%しか生産できなかった。この状況はOEMのスケジュール遅延に直接つながり、多額の未払い費用が発生した。
LSマニュファクチャリングソリューション
この問題を解決するため、LS ManufacturingのAEエンジニアリングチームは、高強度鋼材の曲げ加工に特化したサービスソリューションを考案しました。
- まず、AutoFormソフトウェアを用いた広範なDFM成形実現可能性調査を実施しました。その結果、欠陥が発生しやすい単一曲げ加工プロセスを廃止し、材料応力を段階的に解放できる高度な金属曲げ漸進成形法を採用しました。
- 同時に、金型鋼をDC53に変更し、真空TDコーティング処理を施すことで、金型の耐摩耗性および耐傷性を向上させた。
- また、曲げ加工機にはリアルタイム角度センサーが取り付けられ、金型閉鎖公差を0.1mm以内に厳密に制御するために、閉ループ動的スプリングバック補償システムが構築された。
結果と価値
プロジェクト完了後、部品のスプリングバック公差は0.3以内に安定し、表面の微細亀裂は完全に除去され、金型のプレス寿命は300%向上し、完成品の組立合格率は99.8%に達しました。安定した金属曲げ品質安定化機能を活用することで、このソリューションは顧客が車両納入目標を達成するとともに、不良品および金型修理コストを35%削減するのに貢献しました。
このプロジェクトは、独自の原価計算式を実装したものです。単一製品の加工コスト = 金型摩耗コスト + 人件費 + 消耗品コスト - 良品プレミアム。
また、トラブルシューティングのためのユニークなヒントも提供されました。DP980を曲げる前に、バリの高さが板厚の10%を超えると、必然的に微小亀裂が発生するため、前処理としてバリ取りの工程が必須となります。
カスタマイズされた高強度鋼曲げ加工サービスプロセス一式は、DP980エネルギー吸収ボックスの量産における不具合を解決する上で重要な要素であり、品質、効率、コストの大幅な削減を実現しました。このような成熟した量産ソリューションをご希望の場合は、今すぐ3D図面と生産要件をご提出ください。24時間以内に、お客様のご要望に合わせた正確な生産見積もりをご提示いたします。

よくある質問
Q1. 御社の自動車用金属曲げ加工サービスで加工できる材料の最大引張強度はどれくらいですか?
当社の機械設備と金型は、特に高強度鋼の強化加工に特化して設計されています。当社の生産ラインは、引張強度1200MPaのDP1180二相鋼を連続的に加工できるだけでなく、 1500MPaの熱間成形鋼PHS自動車構造部品の非常に高精度な曲げ加工も可能です。
Q2. 高強度鋼曲げ加工部品の量産において、角度公差をどのように保証していますか?
当社のサーボ曲げ加工機は、レーザーによるオンライン角度検出システムを搭載し、動的スプリングバック補正ソフトウェアによってサポートされています。これにより、最大10万個の部品を大量生産する際でも、部品の曲げ角度公差を0.5以内に維持することができ、バッチ間の一貫性を確保できます。
Q3. 自動車用の金属加工において、狭い曲率半径での曲げ加工時に発生する微細な亀裂を完全に防ぐことは可能ですか?
当社は、超小半径曲げ加工時の微小亀裂を完全に防止することが可能です。試作段階では、DFM(設計製造性)に基づくエッジ疲労およびひずみシミュレーションを実施し、パンチングクリアランスを最適化するとともに、電気ブラシによるバリ取り処理を用いて、R/t2.0の条件下で部品表面に微小亀裂がないことを確認します。
Q4. 工具のコーティングは、カスタム製作の全体的な価格と納期にどのような影響を与えますか?
一般的なTDおよびPVD金型コーティングは、初期金型コストを15%増加させますが、同時に金型の寿命を3倍に延ばし、金型修理のためのダウンタイムを削減し、最終的には単位調達価格の低下と量産サイクルのより安定した納品につながります。
Q5. 正式な製造発注を行う前に、無料のDFM(設計製造性)およびスプリングバックシミュレーション解析を提供してもらえますか?
当社の自動車用曲げ加工サービスコンサルティングのお客様には、研究開発チームが製品の構造を改善し、量産における成形リスクを最小限に抑えることができるよう、無料の専門的なDFM成形実現可能性分析およびFEAスプリングバック予測サービスを提供しています。
Q6. LS Manufacturingは、自動車用曲げ加工サービスに関して、どのような社内品質基準を遵守していますか?
当社工場は、自動車産業規格であるIATF 16949の認証を取得しています。生産工程全体を通してSPC(統計的工程管理)を実施しており、さらに、オンライン座標測定機や目視検査装置を用いて、すべての重要寸法について100%検査を行っています。そのため、出荷前に厳格な品質管理を実施しています。
Q7.御社の自動車部品の曲げ加工制御は、従来の地元の金属プレス加工工場と比べてなぜ優れているのですか?
従来の工場では、手作業による試作成形を通して技術を習得していましたが、この方法では不正確さや結果の不安定さが生じる可能性がありました。当社では、デジタルシミュレーション、特注の高強度鋼製金型、そしてインテリジェントなサーボ制御を活用することで、超高強度鋼製金型のひび割れや過剰な膨張といった、業界の根本的な課題に取り組んでいます。
Q8. 高強度鋼部品の特注製造に関する詳細な見積もりを取得するにはどうすればよいですか?
STEP、IGES、またはX_T形式の3D図面と、鋼材の種類や年間生産量などのご要望を併せてご提出ください。当社のシニアAEエンジニアが、24時間以内に詳細なカスタマイズ曲げ加工の見積もりと正確なコスト計算をご提供いたします。
まとめ
車両用高強度鋼の曲げ加工は、材料力学、精密金型、コンピュータシミュレーションなどを活用する複雑な製造工程です。DP980のような軽量高強度鋼は、スプリングバックが大きく、割れやすい傾向があります。手作業による試作成形や補修といった従来の粗雑な方法は、現代の自動車産業における精密な大量生産基準には適していません。
LS Manufacturingは、有限要素解析(FEA)による動的補正、DC53最高級金型、多段階応力除去コアプロセスを用いることで、高強度鋼の成形における課題を克服しました。IATF 16949規格を厳格に遵守するだけでなく、生産から納品までデジタル制御を採用することで、寸法誤差や表面傷などの欠陥を段階的に排除し、安定した低コストの高精度自動車用曲げ加工サービスを世界の自動車サプライチェーンに提供しています。
不良部品によって自動車開発が遅れたり、サプライチェーンの予算が膨らんだりするのを防ぎましょう!車体構造部品やシャーシ部品の3Dモデルを今すぐご提出ください。24時間以内に、成形に関する無料の実現可能性レポートと正確な価格見積もりをご提供いたします。高度な技術と最先端のノウハウで、お客様の量産プロジェクトが円滑に進むようサポートいたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


