
Il servizio di piegatura dei metalli per il settore automobilistico è un servizio di lavorazione di precisione specificamente progettato per la formatura di acciai ad alta resistenza. Risolve i tre principali problemi del settore: eccessivo ritorno elastico, microfratture sui bordi e rapida usura degli stampi. Grazie all'utilizzo di tecnologie come la compensazione tramite simulazione FEA e rivestimenti personalizzati per gli stampi, è possibile controllare la tolleranza a 0,1 mm e aumentare la durata degli stampi del 300%, rendendolo particolarmente adatto alla produzione in serie di acciai leggeri come DP980 e PHS.
Con la crescente diffusione della tendenza alla riduzione del peso nel settore automobilistico, i processi di piegatura tradizionali non riescono più a compensare le variazioni di resistenza del materiale, con conseguenti basse rese di prodotti finiti e ritardi nella produzione di massa per i produttori di componenti . Questa guida analizzerà i principali metodi di controllo della piegatura dell'acciaio ad alta resistenza e fornirà indicazioni alle aziende su come superare efficacemente i colli di bottiglia della produzione.

Breve panoramica dei processi principali per la piegatura dell'acciaio ad alta resistenza nell'industria automobilistica
Questa sezione illustra brevemente i principali standard di processo e i risultati ottenuti nel servizio di piegatura dei metalli per il settore automobilistico, evidenziando in particolare le problematiche relative al ritorno elastico, alle cricche e all'usura degli stampi, e fornendo ai clienti chiari punti di riferimento per le loro scelte produttive.
| Punti critici del processo | Soluzioni principali | Parametri tecnici chiave | Risultati dell'implementazione |
| Ritorno elastico di flessione dell'acciaio ad alta resistenza | Modello di compensazione dinamica + controllo intelligente della pressione variabile | Segue la formula del ritorno elastico Δθ∝σs/E | Errore di ritorno elastico controllato entro ±0,3°. |
| Crepe sui bordi del DP980 | Analisi DFM + Rapporto standardizzato del raggio di curvatura | Rapporto R/t≥2,5, angolo di taglio-flessione≥45° | Elimina completamente la concentrazione locale di deformazione da taglio. |
| Usura dello stampo ad alta velocità | Acciaio per stampi DC53 + trattamento di rivestimento TD | Durezza dello stampo HRC62-64, coefficiente di attrito ≤0,1 | Durata di vita aumentata del 300% |
| Deviazioni dimensionali del lotto | Simulazione FEA + Calibrazione a circuito chiuso in tempo reale | Errore di distanza tra gli stampi ±0,02 mm, fluttuazione della pressione ±1% | Migliora significativamente la stabilità della tolleranza dei componenti del lotto. |
Punti chiave:
- La resistenza allo snervamento influisce sul ritorno elastico. Per questo motivo, è necessario sviluppare con precisione un modello di compensazione dinamico con formule adeguate.
- Determinando il rapporto minimo del raggio di curvatura R/t2.5 ed eseguendo l'analisi tramite DFM, è possibile eliminare completamente le crepe sui bordi del DP980.
- La durata di uno stampo può essere prolungata del 300% utilizzando l'acciaio per stampi DC53 insieme al rivestimento TD , mantenendo comunque una tolleranza di 0,1 mm.
Perché affidarsi a LS per la prevenzione delle crepe nei servizi di piegatura dei metalli per il settore automobilistico?
Le soluzioni di LS Manufacturing per la prevenzione delle cricche da piegatura sono in grado di affrontare appieno i problemi di cricche da piegatura e deviazioni dimensionali nell'acciaio ad alta resistenza , sono adatte alla produzione di massa nell'industria automobilistica e soddisfano lo standard industriale SAE J2283 .
In base alle prassi del settore e a tre mesi di prove di piegatura con il modello DP980, abbiamo osservato che il 90% delle cricche sui bordi dell'acciaio ad alta resistenza si verifica a causa della concentrazione della deformazione di taglio e dello stress sullo stampo. In genere, i processi consentono solo la riparazione manuale dello stampo, che non elimina il difetto. I test del nostro team dimostrano che, se la bava di tranciatura viene controllata entro il 10% dello spessore della lamiera, la formazione di cricche può essere in gran parte prevenuta.
Mentre la maggior parte dei fornitori continua a limitare la propria attenzione ai soli parametri di piegatura, dimenticando che la qualità della pre-tranciatura è l'elemento chiave, noi utilizziamo il sistema IATF 16949 per implementare un controllo a circuito chiuso standardizzato sull'intero processo. Questo ha aiutato oltre 20 fornitori Tier 1 del settore automobilistico a superare i problemi di formatura e a raggiungere un tasso di successo stabile nella produzione di massa superiore al 99,5%.
Da un lato, standardizziamo il funzionamento del sistema a circuito chiuso e, dall'altro, lo basiamo su autorevoli standard di settore, che forniscono una solida base alla qualità del nostro servizio di piegatura per il settore automobilistico e, in tal modo, pongono fine in modo fondamentale a problemi come cricche di piegatura e deviazioni dimensionali nell'acciaio ad alta resistenza.
Per verificare direttamente l'efficacia dell'implementazione del nostro processo, visualizza subito altri casi di successo di produzione di massa realizzati da aziende del settore automobilistico e valuta rapidamente la fattibilità dell'adattamento dei tuoi componenti alla produzione.

Perché il ritorno elastico è così accentuato nella piegatura di strutture in acciaio ad alta resistenza utilizzate nel settore automobilistico?
L'elevata resistenza allo snervamento e il basso modulo elastico di un materiale spiegano insieme perché esso ritorni alla forma originale dopo la flessione. Maggiore è la resistenza allo snervamento del materiale, maggiore sarà il suo ritorno elastico. Utilizzando la formula approssimativa di stima del ritorno elastico s/E, si scopre che il ritorno elastico dell'acciaio ad alta resistenza è da 3 a 5 volte superiore a quello del normale acciaio a basso tenore di carbonio , il che rende necessaria una compensazione precisa basata su modelli meccanici dinamici.
Fattori meccanici fondamentali che inducono il ritorno elastico nell'acciaio ad alta resistenza
Un problema cruciale nella piegatura dell'acciaio ad alta resistenza è rappresentato dalle tensioni residue nel materiale, che non possono essere controllate . Una calibrazione precisa della piegatura del metallo è indispensabile per superare questo problema. La resistenza allo snervamento dell'acciaio ad alta resistenza è di gran lunga superiore a quella dell'acciaio comune; per questo motivo, dopo la piegatura e lo scarico si verifica una maggiore deformazione elastica di recupero . Anche le variazioni nella tolleranza di spessore dei lotti portano indirettamente a modelli di tensione residua non uniformi, causando maggiori variazioni di ritorno elastico. In altre parole, la piegatura tradizionale basata su parametri fissi è completamente incompatibile con le proprietà di deformazione dinamica degli acciai ad alta resistenza.
Logica di implementazione della compensazione intelligente del ritorno elastico
La piegatura con controllo del ritorno elastico utilizza un sistema intelligente per affrontare direttamente i problemi sopra menzionati. Ad esempio, l'azienda LS Manufacturing ha sviluppato un proprio dispositivo di compensazione dinamica in grado di sfruttare la tecnologia professionale di correzione dell'angolo di piegatura dei metalli per effettuare regolazioni dei parametri in tempo reale.
- Registrazione immediata dei dati relativi al carico di snervamento e allo spessore di ogni lotto di acciaio, unitamente alla sincronizzazione dell'aggiornamento dei parametri del modello meccanico.
- L'angolo di piegatura e la pressione di chiusura dello stampo vengono regolati automaticamente dal sistema tramite algoritmi per compensare le deviazioni dovute al ritorno elastico.
- Il processo è monitorato a circuito chiuso per garantire che gli angoli dei pezzi di ogni lotto siano uniformi.
La fluttuazione della resa del materiale è il fattore principale che influenza la precisione del ritorno elastico. Questa tecnica può mantenere le variazioni del ritorno elastico tra i lotti entro i limiti ottimali del settore.
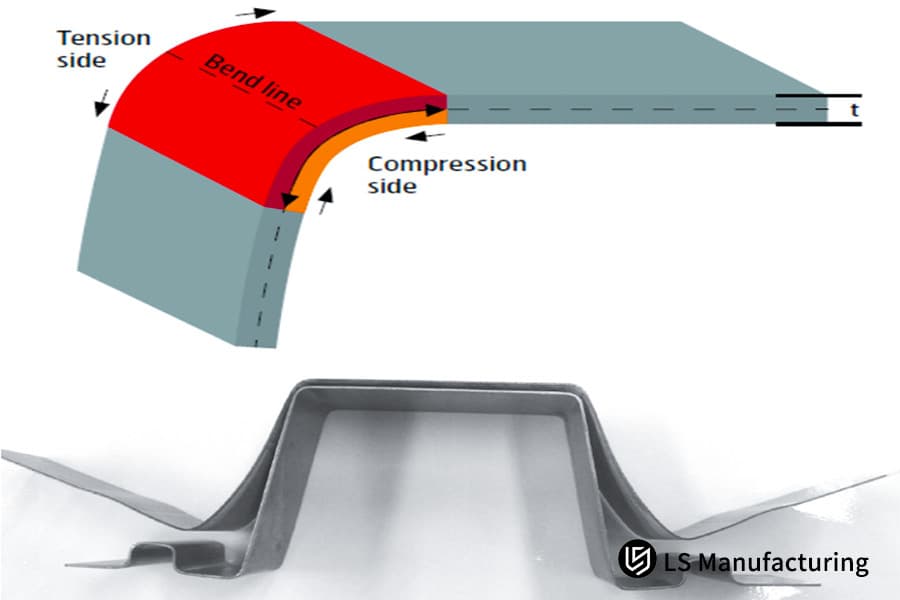
Figura 1: Schema tecnico che mostra i lati di trazione e compressione di un componente metallico piegato.
Come calcolare il raggio di curvatura minimo per prevenire la formazione di crepe sui bordi dei componenti DP980?
Per prevenire la formazione di cricche sui bordi dei componenti in DP980, è necessario rispettare rigorosamente i limiti di anisotropia di formatura. Uno studio di fattibilità della piegatura DFM può essere utilizzato per confermare le condizioni operative in modo tale che l'angolo tra il bordo di taglio e la linea di piegatura sia di almeno 45°, inoltre il rapporto minimo del raggio di curvatura R/t dovrebbe essere misurato approssimativamente tra 2,5 e 3,2 per eliminare la concentrazione locale della deformazione di taglio.
Norme principali per i parametri di piegatura dell'acciaio ad alta resistenza
Le proprietà meccaniche dei vari acciai ad alta resistenza differiscono notevolmente, motivo per cui i livelli dei parametri di controllo della piegatura possono variare ampiamente. Una selezione accurata del materiale e l'abbinamento dei parametri sono fondamentali per prevenire le cricche . Un parametro di soglia di piegatura del metallo ben scelto impedirà la fonte del difetto nel prodotto.
| Grado del materiale | Resistenza allo snervamento (MPa) | Resistenza alla trazione (MPa) | Rapporto minimo raccomandato del raggio di curvatura (R/t) | Deviazione dell'angolo di ritorno elastico dopo 100.000 cicli di stampaggio |
| DP780 | 450-550 | ≥780 | 1.5 | ±0,5° |
| DP980 | 650-750 | ≥980 | 2.5 | ±1,2° |
| PHS (acciaio formato a caldo) | 1000-1200 | ≥1500 | 3.5 (Limite di piegatura a freddo) | ±2,5° |
Azioni chiave del processo per la prevenzione delle crepe
L'elemento principale per la prevenzione delle crepe durante la piegatura personalizzata dei metalli per il settore automobilistico è un controllo intensivo della fase di pre-lavorazione. I dettagli delle specifiche rappresentano la prima linea di garanzia della qualità del prodotto. Un sistema completo di protezione dei bordi di piegatura del metallo , in grado di garantire efficacemente le prestazioni stabili della produzione DP980, è di primaria importanza.
- Previeni i difetti strutturali legati alla progettazione , causati da angoli di taglio irragionevoli, eseguendo un'analisi di fattibilità della flessione DFM in fase di pre-elaborazione.
- Non compromettere la qualità della punzonatura dei bordi , assicurati che l'altezza delle micro-bave sia bloccata entro il 10% dello spessore della lamiera.
- Modifica il rapporto R/t in base allo spessore della piastra ogni volta, non utilizzare parametri fissi in produzione.
Per ottenere i migliori risultati nella prevenzione delle cricche nelle microaree dei componenti in acciaio DP980 durante il processo di piegatura personalizzata dei metalli per il settore automobilistico , è necessario un controllo preciso del raggio di curvatura, un'analisi DFM preliminare e un rigoroso controllo della qualità dei bordi . Per evitare il rischio di cricche nella produzione di massa futura, inviate ora i parametri del vostro componente e riceverete gratuitamente un report professionale di analisi di fattibilità DFM per la piegatura.

Figura 2: Componente DP980 e strumenti per la misurazione del raggio di curvatura minimo necessario a prevenire le crepe.
Quale materiale per utensili offre la migliore resistenza all'usura nella produzione continua di acciai rapidi?
La soluzione migliore per resistere all'usura continua dovuta alla stampatura dell'acciaio ad altissima resistenza è l'acciaio per stampi DC53 combinato con il rivestimento TD. Questa soluzione può aumentare la durezza di base fino a HRC 62-64 e, se abbinata a un rivestimento superficiale ad alta durezza e grana ultrafine, riduce il coefficiente di attrito superficiale dello stampo a meno di 0,1, eliminando completamente i problemi di graffi e grippaggio dello stampo.
Confronto delle prestazioni dei materiali per stampi più diffusi
Gli acciai per stampi convenzionali non sono adatti alla produzione continua di acciaio AHSS ad altissima resistenza. Una scelta errata potrebbe comportare un forte aumento dei costi di riparazione degli stampi e dei tempi di fermo. Uno stampo per piegatura del metallo altamente resistente è la principale garanzia per una produzione stabile e su larga scala.
| Materiale dello stampo | Durezza del trattamento termico (HRC) | Resistenza all'usura | Tipo di acciaio compatibile | Durata di servizio relativa |
| Cr12MoV | 55-58 | Generale | Acciaio comune a basso tenore di carbonio, DP780 | 100% (Benchmark) |
| DC53 | 62-64 | Eccellente | DP980, acciaio ad alta resistenza PHS | 300% |
| SKD11 | 60-62 | Bene | Acciaio duplex a media resistenza | 180% |
Valore fondamentale del miglioramento del rivestimento dello stampo
La produzione stabile in serie di componenti di precisione per il settore automobilistico dipende in larga misura dalle condizioni dello stampo. Il rivestimento TD è in grado di modificare radicalmente le proprietà della superficie di attrito dello stampo , ottimizzando la superficie di piegatura del metallo. Sulla base della nostra esperienza diretta in progetti di produzione in serie di componenti per telai in acciaio ad alta resistenza, la sostituzione degli stampi con stampi rivestiti con DC53+TD ha ridotto del 75% il numero di fermi e riparazioni necessari.
In che modo la simulazione FEA ottimizza l'efficienza globale dei servizi di piegatura dei metalli nel settore automobilistico?
Nel settore della piegatura dei metalli per l'industria automobilistica, la simulazione FEA (Analisi agli Elementi Finiti) è un ottimo metodo per ridurre del 90% il numero di prove di stampaggio in loco, ancor prima dell'apertura dello stampo. L'utilizzo di un software di simulazione non lineare con criteri di snervamento anisotropi (come il modello Barlat 89) consente di prevedere con precisione online il tasso di assottigliamento, il ritorno elastico e il rischio di increspatura, garantendo il successo delle prove di stampaggio al primo tentativo.
Processo applicativo principale della simulazione FEA
Oggi la simulazione digitale è uno dei principali strumenti che aiutano le aziende a ridurre i costi derivanti da prove ed errori e ad accorciare i cicli di consegna. Ha completamente rivoluzionato il tradizionale metodo manuale di prova degli stampi. Grazie alla previsione professionale dei difetti di piegatura del metallo , può aumentare notevolmente la probabilità di successo già al primo tentativo.
- Il primo passo consiste nel ricevere i file CAD 3D dal cliente, costruire con precisione il modello di simulazione della formatura e adattare i parametri anisotropi dell'acciaio.
- Successivamente, vengono prodotti i diagrammi dei limiti di forma (FLD) per evidenziare con precisione le aree che presentano il rischio più elevato di piegatura, increspatura, assottigliamento e fessurazione.
- Infine, la superficie dello stampo e i parametri di piegatura possono essere ottimizzati in anticipo, fornendo così il miglior piano di processo per la produzione in serie.
Principali vantaggi della tecnologia di simulazione per i clienti
Il servizio di piegatura dei metalli per il settore automobilistico, supportato dalla simulazione FEA, potrebbe ridurre di oltre il 60% il ciclo di prototipazione di nuovi prodotti, diminuendo notevolmente i costi per il cliente derivanti da prove ed errori. L'ottimizzazione dei cicli di piegatura dei metalli può dare un forte impulso all'efficienza di implementazione del progetto. In parole semplici, ciò significa che i clienti non dovranno sostenere le spese derivanti dalla riparazione degli stampi e dalle perdite dovute agli scarti . Il controllo di precisione della simulazione è il transistor a coda lunga fondamentale per garantire l'efficacia della simulazione stessa.
Grazie alla simulazione FEA, i servizi di piegatura dei metalli per il settore automobilistico sono stati profondamente trasformati, con una riduzione del 90% delle perdite dovute alle prove stampo. Anche il ciclo che va dallo sviluppo di nuovi prodotti alla produzione di massa viene notevolmente accelerato. Scarica il white paper esclusivo sul processo di piegatura per comprendere appieno le misure di risparmio sui costi e di miglioramento della qualità basate sulla simulazione.
Quali parametri determinano la stabilità del processo in tempo reale nella piegatura dell'acciaio ad alta resistenza?
Nella piegatura di acciai ad alta resistenza, la velocità di stampaggio, la pressione di serraggio dello stampo e le condizioni di lubrificazione sono i tre parametri principali che regolano la stabilità della piegatura in tempo reale. Mantenere la velocità di stampaggio tra 15 e 25 colpi/minuto , unitamente all'utilizzo di olio di trafilatura ad alta pressione, consente di gestire efficacemente le variazioni di tensione del materiale causate dal calore da attrito.
Standard per il controllo dei parametri chiave del processo
La stabilità della produzione nella produzione in serie di servizi di piegatura di acciaio ad alta resistenza dipende interamente dal controllo standardizzato a circuito chiuso dei parametri. Non sono ammesse operazioni basate sull'esperienza ; il canale di controllo è costituito esclusivamente dalla regolazione precisa della velocità di piegatura del metallo .
- Controllo della velocità: mantenere una velocità stabile di 15-25 corse/minuto per evitare fluttuazioni di sollecitazione dovute ad attriti ad alta velocità e aumenti di temperatura.
- Controllo della pressione: le fluttuazioni della pressione del servomotore sono bloccate con una precisione tale entro l'1% da impedire qualsiasi deviazione dimensionale causata da errori di pressione.
- Controllo della lubrificazione: lo spessore del film di olio lubrificante viene mantenuto tra 1,5 e 2,5 μm per ridurre l'usura da attrito tra lo stampo e l'acciaio.
Soluzione per la stabilità della qualità in tutti gli ambienti
Le variazioni di temperatura e umidità in officina possono influire sulla fluidità dei materiali e sull'efficacia dei lubrificanti. Ci affidiamo al controllo qualità totale (TQC) lungo l'intero processo per poter operare anche in condizioni di lavoro estreme . L'affidabile stabilità termica della piegatura dei metalli garantisce una produzione continua e senza intoppi di articoli di eccellente qualità, 24 ore su 24, 7 giorni su 7. La calibrazione dei parametri di processo è una tecnologia fondamentale a lungo termine che assicura una produzione continua e costante 24 ore su 24, 7 giorni su 7.

Figura 3: Pannello di controllo con indicatori per il monitoraggio di un processo di piegatura dell'acciaio ad alta resistenza.
In che modo il controllo della piegatura a più fasi per componenti automobilistici può ridurre le sollecitazioni?
Nel controllo della piegatura per componenti automobilistici, la piegatura a più fasi rimane una delle tecniche più importanti per eliminare completamente la concentrazione di tensioni residue nell'acciaio ad altissima resistenza. Ad esempio, è stato riscontrato che la trasformazione di una singola piegatura ad ampio angolo in una procedura a tre fasi (pre-piegatura, rilassamento intermedio per invecchiamento e correzione finale della piegatura) riduce le tensioni residue di trazione interne di oltre il 40%.
fasi del processo di piegatura a più stadi
Il controllo della piegatura per i componenti automobilistici riduce attivamente la generazione di stress alla fonte mediante una deformazione graduale , evitando così la formazione di deformazioni durante le successive fasi di saldatura e assemblaggio . Il principale supporto tecnologico si basa su un processo scientifico di distensione delle tensioni mediante piegatura del metallo .
- Processo di pre-piegatura: in questa fase viene formato l'angolo principale, ma è consentita una certa deformazione per evitare un sovraccarico di stress immediato.
- Rilassamento da invecchiamento: questa fase viene eseguita mediante posizionamento statico e determina il rilascio delle tensioni residue interne concentrate. Allo stesso tempo, stabilizza lo stato meccanico del materiale.
- Correzione finale della piegatura: questo processo mira a una regolazione molto precisa dell'angolo e delle dimensioni . In questo modo, si garantisce la precisione di produzione del prodotto finale.
Valore fondamentale dell'implementazione del processo
Con questo metodo è possibile eliminare completamente il problema della deformazione causata dalla successiva saldatura di componenti in acciaio ad alta resistenza e, allo stesso tempo, è particolarmente adatto alla produzione di componenti strutturali fondamentali per il settore automobilistico, come i montanti B e i telai. Inoltre, essendo compatibile con l'assemblaggio mediante piegatura dei metalli, la sua eccellente qualità soddisfa i requisiti di precisione dell'assemblaggio dei veicoli a livello dell'intero impianto. Uno dei vantaggi derivanti dalla riduzione delle tensioni residue è il miglioramento della precisione di assemblaggio dei componenti. Allo stesso tempo, la riduzione delle tensioni residue può essere considerata uno dei processi principali che supportano la soluzione di ritorno elastico in piegatura .
I processi di piegatura a più fasi garantiscono la completa rimozione delle tensioni residue dai componenti, consentendo un controllo preciso della piegatura dei pezzi per il settore automobilistico ed evitando completamente problemi di deformazione durante le successive fasi di saldatura e assemblaggio. Se riscontrate problemi di deformazione dei componenti strutturali, potete prenotare una consulenza personalizzata con un nostro ingegnere : elaboreremo per voi una soluzione di processo produttivo su misura, ottimizzata per la gestione delle tensioni.
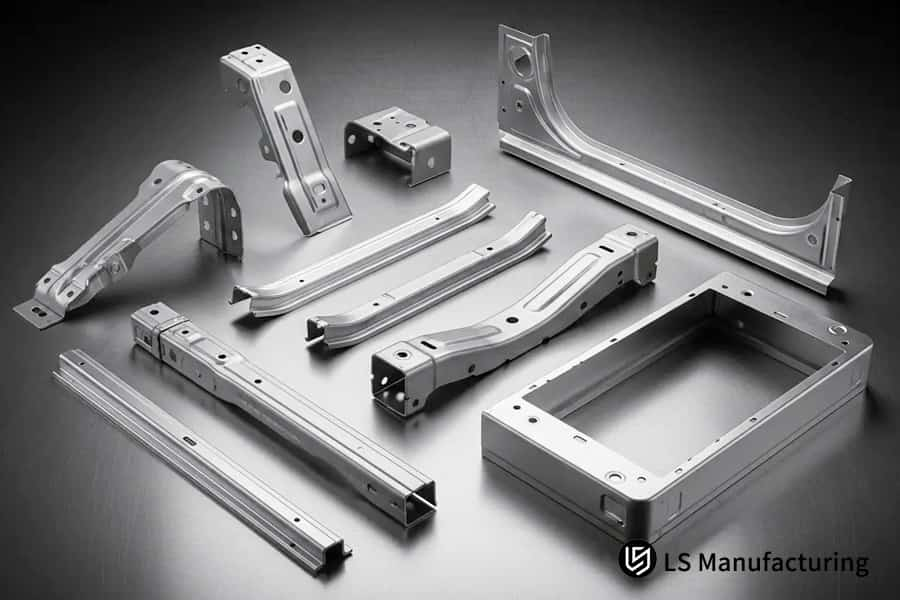
Figura 4: Componenti metallici per autoveicoli prodotti mediante piegatura a più stadi per ottenere minori sollecitazioni interne.
Perché la calibrazione di precisione degli utensili è fondamentale per un fornitore di servizi di piegatura per il settore automobilistico?
Per un fornitore di servizi di piegatura per il settore automobilistico , l'allineamento preciso degli stampi e la corretta compensazione del gioco sono fattori critici che determinano la velocità di asportazione del materiale su un lato durante l'assottigliamento e l'uniformità del ritorno elastico dei pezzi piegati. Mantenere l'errore di gioco tra gli stampi superiore e inferiore entro 0,02 mm ed effettuare calibrazioni periodiche con una macchina di misura a coordinate (CMM) sono metodi molto efficaci per evitare improvvise variazioni tra i lotti.
Metodo principale per il controllo della calibrazione degli stampi
Uno dei fattori principali che determinano la stabilità della precisione di ogni lotto nel servizio di piegatura per il settore automobilistico è la calibrazione continua e di alta precisione degli stampi. La regolazione periodica del gioco di piegatura del metallo garantisce la precisione operativa degli stampi in modo continuativo. La nostra prassi prevede il rilevamento settimanale dell'usura del tagliente dello stampo tramite scansione laser, che, integrato con un dispositivo automatico di compensazione del gioco in linea, ci aiuta a mantenere costantemente elevata la precisione dello stampo.
Garanzia di qualità certificata dal settore.
Il nostro stabilimento è conforme alla norma IATF 16949 in ogni fase del processo. Tutti i dati di calibrazione vengono registrati e resi tracciabili , eliminando così i problemi di qualità legati ai lotti e garantendo la stabilità dei lotti di piegatura del metallo, assicurando rese di produzione elevate. La possibilità di regolare il gioco dell'utensile è un dettaglio fondamentale che garantisce la stabilità a lungo termine della piegatura con controllo del ritorno elastico .
Come minimizzare i costi di investimento per gli utensili nella piegatura personalizzata di metalli per piccoli volumi nel settore automobilistico?
Nella piegatura personalizzata dei metalli per il settore automobilistico, l'approccio migliore per minimizzare i costi di approvvigionamento per piccole quantità personalizzate è adottare una struttura di stampo modulare con inserti intercambiabili . Se la base dello stampo è uniforme e gli inserti con l'angolo di curvatura specifico, progettati per un cambio rapido, sono realizzati in carburo, i clienti possono risparmiare fino al 50% sull'investimento iniziale per lo stampo.
Come lo stampo modulare può ridurre i costi
Per la produzione di prova di piccoli lotti di componenti metallici piegati su misura per il settore automobilistico, non è necessario personalizzare un set completo di stampi. È possibile utilizzare basi per stampi standardizzate per produrre parti con diverse specifiche, e la standardizzazione degli stampi per la piegatura dei metalli , ormai consolidata, riduce drasticamente la soglia di personalizzazione.
- La base dello stampo è standardizzata e può essere utilizzata con diverse specifiche di piegatura.
- L'unica caratteristica esclusiva del prodotto è l'inserto, la cui sostituzione comporta una notevole riduzione dei costi e dei tempi di produzione dello stampo.
- La struttura a cambio rapido è in grado di soddisfare le esigenze di ricerca e sviluppo e di produzione di prova per piccoli lotti e diverse categorie di prodotti .
vantaggi in termini di costi orientati al cliente
Il metodo proposto può dimezzare i costi degli stampi per i clienti e ridurre i costi di produzione di una singola unità del 15-20%. Per questo motivo, si adatta perfettamente agli scenari del mercato dei ricambi e della ricerca e sviluppo nel settore automobilistico. La produzione di piccoli volumi mediante piegatura flessibile dei metalli soddisfa le esigenze di personalizzazione di nicchia. Il costo degli stampi per piccoli volumi è il principale vantaggio a lungo termine della personalizzazione in piccoli lotti.
Servizio di piegatura metalli su misura per il settore automobilistico offerto da LS Manufacturing, per i componenti della scatola di assorbimento di energia DP980.
La scatola di assorbimento di energia DP980 è un componente strutturale di sicurezza fondamentale, pertanto è soggetta a requisiti molto elevati in termini di precisione di piegatura e stabilità di formatura. Inoltre, è anche un componente che si rompe frequentemente nel settore.
Dilemma del cliente
Uno dei principali fornitori europei di primo livello per il settore automobilistico stava affrontando seri problemi di produzione. I componenti ad assorbimento di energia della traversa del paraurti anteriore DP980, spessi 2,0 mm, presentavano un problema di ritorno elastico superiore a 8°, principalmente perché i processi tradizionali non includevano un meccanismo professionale di analisi dei guasti di piegatura del metallo . Si riscontravano inoltre frequentemente microfratture di 0,5 mm in corrispondenza dei raggi di curvatura.
Di conseguenza, sono stati in grado di produrre solo il 72% dei prodotti finali idonei alla saldatura. Questa situazione ha causato ritardi nella pianificazione del produttore e i relativi costi aggiuntivi significativi.
Soluzione di produzione LS
Per risolvere questo problema, il team di ingegneri LS Manufacturing AE ha ideato una soluzione su misura per il servizio di piegatura dell'acciaio ad alta resistenza.
- Abbiamo iniziato conducendo un ampio studio di fattibilità DFM (Design for Manufacturing) utilizzando il software AutoForm . La soluzione ha abbandonato il processo di piegatura singola, soggetto a difetti, e ha invece introdotto un sofisticato metodo di formatura progressiva a piegatura del metallo che consente di rilasciare le tensioni del materiale in fasi successive.
- Contemporaneamente, l'acciaio dello stampo è stato sostituito con il DC53 ed è stato applicato un trattamento di rivestimento TD sottovuoto per migliorare la resistenza dello stampo all'usura e ai graffi.
- Inoltre, sulle piegatrici sono stati installati sensori angolari in tempo reale ed è stato predisposto un sistema di compensazione dinamica del ritorno elastico a circuito chiuso per controllare con precisione la tolleranza di chiusura dello stampo entro 0,1 mm .
Risultati e valore
Al termine del progetto, la tolleranza di ritorno elastico dei componenti è stata stabilizzata entro 0,3, le microfratture superficiali sono state completamente eliminate, la durata dello stampaggio è aumentata del 300% e il tasso di qualificazione dell'assemblaggio del prodotto finito è salito al 99,8%. Grazie alle capacità di stabilizzazione della qualità di piegatura del metallo , la soluzione ha aiutato il cliente a rispettare gli obiettivi di consegna dei veicoli, riducendo al contempo i costi di scarto e di riparazione degli stampi del 35%.
Questo progetto è l'implementazione di una formula proprietaria di contabilità dei costi: Costo di lavorazione del singolo pezzo = Costo di usura dello stampo + Costo della manodopera + Costo dei materiali di consumo - Sovrapprezzo del prodotto finito.
Ha inoltre fornito un suggerimento unico per la risoluzione dei problemi: prima di piegare il DP980, se l'altezza della bava supera il 10% dello spessore della piastra, si formeranno inevitabilmente delle microfratture, quindi una fase di sbavatura preliminare è obbligatoria per questo motivo.
La gamma completa di processi personalizzati di piegatura dell'acciaio ad alta resistenza è stata fondamentale per risolvere i difetti di produzione in serie delle scatole fonoassorbenti DP980, garantendo un'ottima qualità, efficienza e una riduzione dei costi. Se desiderate una soluzione di produzione in serie collaudata come questa, inviate subito i vostri disegni 3D e i requisiti di produzione e riceverete un preventivo personalizzato e preciso entro 24 ore.

FAQ
D1. Qual è la massima resistenza alla trazione del materiale che il vostro servizio di piegatura metalli per il settore automobilistico è in grado di lavorare?
I nostri macchinari e stampi sono specificamente progettati per la lavorazione di acciai ad alta resistenza. La nostra linea di produzione è in grado di gestire in continuo l'acciaio duplex DP1180 con una resistenza alla trazione di 1200 MPa, ed è inoltre in grado di eseguire piegature di alta precisione su componenti strutturali per autoveicoli in acciaio PHS formato a caldo da 1500 MPa.
D2. Come si garantisce la tolleranza angolare dei componenti in acciaio ad alta resistenza destinati alla piegatura, durante la produzione in serie?
Le nostre piegatrici servoassistite sono dotate di un sistema di rilevamento angolare laser in linea e sono supportate da un software di compensazione dinamica del ritorno elastico. Questo ci permette di mantenere la tolleranza dell'angolo di piegatura dei pezzi entro 0,5 durante la produzione in serie fino a 100.000 pezzi, garantendo così la coerenza del lotto.
D3. È possibile prevenire completamente le microfratture durante la piegatura personalizzata di metalli per autoveicoli con raggi di curvatura stretti?
Siamo in grado di prevenire completamente la formazione di microfratture durante la piegatura a raggio ultra-piccolo. Nella fase di prototipazione, eseguiamo simulazioni DFM di fatica e deformazione dei bordi, ottimizziamo il gioco di punzonatura e utilizziamo un processo di sbavatura con spazzola elettrica per garantire che la superficie del pezzo sia priva di microfratture in condizioni R/t2.0 .
D4. In che modo il rivestimento degli utensili influisce sul prezzo complessivo e sui tempi di consegna della fabbricazione su misura?
I tipici rivestimenti TD e PVD per gli stampi aumentano il costo iniziale del 15%, ma allo stesso tempo possono triplicarne la durata, ridurre i tempi di fermo per le riparazioni e, in definitiva, portare a un prezzo unitario di acquisto inferiore e a cicli di produzione di massa più stabili .
D5. Fornite analisi DFM e simulazioni di ritorno elastico gratuite prima che venga effettuato un ordine di produzione formale?
Ai nostri clienti che si rivolgono per una consulenza sui servizi di piegatura per il settore automobilistico, offriamo gratuitamente analisi di fattibilità DFM (Design for Manufacturing) e servizi di previsione del ritorno elastico FEA (Featured Effects Analysis) professionali, per aiutare i team di ricerca e sviluppo a strutturare al meglio i prodotti e a ridurre al minimo i rischi di formatura nella produzione di massa.
D6. A quali standard di qualità interni si attiene LS Manufacturing per il servizio di piegatura per il settore automobilistico?
Il nostro stabilimento è certificato secondo gli standard IATF 16949 per l'industria automobilistica. Effettuiamo il controllo statistico di processo (SPC) durante l'intera produzione. Inoltre, i componenti vengono sottoposti a un'ispezione al 100% per tutte le dimensioni critiche, utilizzando macchine di misura a coordinate in linea o strumenti di ispezione visiva. Per questo motivo, la qualità è rigorosamente controllata prima della spedizione.
D7. Perché il vostro controllo della piegatura per componenti automobilistici è superiore a quello delle tradizionali officine locali di stampaggio metalli?
Le officine tradizionali apprendono il mestiere attraverso la stampatura di prova manuale, un metodo che può portare a imprecisioni e risultati instabili. Noi, invece, utilizziamo la simulazione digitale, stampi in acciaio ad alta resistenza realizzati su misura e un sistema di controllo servoassistito intelligente per affrontare i problemi fondamentali del settore, come la formazione di crepe e la deformazione eccessiva degli stampi in acciaio ad altissima resistenza.
D8. Come posso ottenere un preventivo dettagliato per la produzione personalizzata dei miei componenti in acciaio ad alta resistenza?
È possibile inviare disegni 3D in formato STEP, IGES o X_T, insieme alle proprie esigenze, come la qualità dell'acciaio e il volume di produzione annuo. Il nostro ingegnere aerospaziale senior fornirà un preventivo di piegatura dettagliato e personalizzato, con calcoli di costo precisi, entro 24 ore.
Riepilogo
La piegatura dell'acciaio ad alta resistenza per veicoli è un processo produttivo complesso che si avvale di meccanica dei materiali, stampi di precisione e simulazioni computerizzate. Gli acciai leggeri e ad alta resistenza come il DP980 tendono ad avere un elevato ritorno elastico e si incrinano facilmente. I vecchi metodi, rudimentali e basati su prove di stampaggio manuali e riparazioni, non sono adatti agli standard di produzione di massa di precisione dell'industria automobilistica odierna.
Grazie all'utilizzo della compensazione dinamica tramite analisi agli elementi finiti (FEA), degli stampi all'avanguardia DC53 e dei processi di distensione multistadio, LS Manufacturing ha affrontato con successo il problema della formatura dell'acciaio ad alta resistenza. Oltre a rispettare rigorosamente lo standard IATF 16949, l'azienda, che impiega il controllo digitale dalla produzione alla consegna, è riuscita a eliminare difetti quali deviazioni dimensionali e graffi superficiali, fornendo così alla filiera automobilistica globale servizi di piegatura di precisione stabili ed economici.
Non permettete che componenti difettosi rallentino lo sviluppo automobilistico o facciano lievitare i costi della catena di fornitura! Inviate subito i vostri modelli 3D di componenti strutturali della carrozzeria e parti del telaio e riceverete gratuitamente uno studio di fattibilità e un preventivo preciso entro 24 ore. Affidatevi alla nostra tecnologia all'avanguardia e alla nostra esperienza per garantire il successo dei vostri progetti di produzione in serie.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


