
Услуги по гибке металла в автомобильной промышленности — это вид прецизионной механической обработки, специально разработанный для формовки высокопрочной стали для автомобильной промышленности. Он решает три основные проблемы отрасли: чрезмерное пружинение, микротрещины на кромках и быстрый износ штампов. Благодаря использованию таких технологий, как компенсация на основе моделирования методом конечных элементов и индивидуально подобранные покрытия для штампов, он позволяет контролировать допуск до 0,1 мм и увеличивать срок службы штампов на 300%, что делает его очень подходящим для массового производства легких сталей, таких как DP980 и PHS.
В условиях растущей тенденции к снижению веса в автомобильной промышленности традиционные процессы гибки не справляются с компенсацией колебаний прочности материала, что может привести к низкому выходу готовой продукции и задержкам в массовом производстве деталей . В данном руководстве будут рассмотрены основные методы контроля процесса гибки высокопрочной стали и даны рекомендации компаниям по эффективному преодолению производственных узких мест.

Краткий обзор основных процессов гибки высокопрочной стали в автомобильной промышленности.
В этой части кратко изложены основные технологические стандарты и достижения в области услуг по гибке металла в автомобильной промышленности, более подробно освещены проблемы упругого восстановления, растрескивания и износа штампов, а также предоставлены клиентам четкие ориентиры для выбора производственных решений.
| Проблемные точки процесса | Основные решения | Основные технические параметры | Результаты реализации |
| Пружинный изгиб из высокопрочной стали | Динамическая модель компенсации + интеллектуальное регулирование переменного давления | Следует формуле упругого восстановления Δθ∝σs/E | Погрешность упругого восстановления контролируется в пределах ±0,3°. |
| Трещины на кромке DP980 | Анализ DFM + Стандартизированное соотношение радиусов изгиба | Отношение R/t ≥ 2,5, угол сдвига-изгиба ≥ 45° | Полностью устраняет локальную концентрацию сдвиговых деформаций. |
| Износ штампов при высоких скоростях | Штамповая сталь DC53 + обработка покрытием TD | Твердость штампа HRC62-64, коэффициент трения ≤0,1 | Срок службы кристалла увеличился на 300%. |
| Партийные отклонения размеров | Моделирование методом конечных элементов + калибровка замкнутого контура в реальном времени | Погрешность зазора матрицы ±0,02 мм, колебания давления ±1%. | Значительно повышает стабильность допусков при серийном производстве деталей. |
Основные выводы:
- Предел текучести влияет на упругое восстановление. Поэтому необходимо разработать точную динамическую модель компенсации с использованием соответствующих формул.
- Определив минимальное отношение радиусов изгиба R/t2,5 и проведя анализ методом DFM, можно полностью избавиться от трещин на кромках стали DP980.
- Срок службы штампа можно увеличить на 300% при использовании штамповой стали DC53 в сочетании с TD-наплавкой , при этом допуск в 0,1 мм останется неизменным.
Почему стоит доверить компании LS предотвращение образования трещин при гибке металла в автомобильной промышленности?
Решения компании LS Manufacturing по предотвращению образования трещин при изгибе способны полностью решить проблемы, связанные с трещинами при изгибе и отклонениями размеров в высокопрочной стали , подходят для массового производства в автомобильной промышленности и соответствуют отраслевому стандарту SAE J2283 .
На основе отраслевой практики и трехмесячных испытаний на изгиб стали DP980 мы видим, что 90% трещин на кромках высокопрочной стали возникают из-за концентрации сдвигового напряжения и напряжений в штампе. Обычно технологические процессы допускают только ручной ремонт штампа, что не устраняет дефект. Испытания нашей команды показывают, что если контролировать размер заусенцев от штамповки до 10% от толщины листа, то образование трещин можно в значительной степени предотвратить.
В то время как большинство поставщиков продолжают ограничиваться только параметрами гибки, забывая о том, что ключевым элементом является качество до штамповки, мы используем систему IATF 16949 для внедрения стандартизированного замкнутого контура управления всем процессом, и это помогло более чем 20 поставщикам первого уровня в автомобильной промышленности преодолеть проблемы с формовкой и достичь стабильного процента успешного массового производства более 99,5%.
С одной стороны, мы стандартизируем работу замкнутой системы, а с другой — основываемся на авторитетных отраслевых стандартах, что обеспечивает прочную основу для качества наших услуг по гибке автомобильных деталей и, таким образом, в корне решает проблемы, такие как трещины при гибке и отклонения размеров в высокопрочной стали.
Чтобы напрямую убедиться в эффективности внедрения нашего процесса, немедленно ознакомьтесь с более подробными примерами успешного массового производства от автомобильных компаний и быстро оцените целесообразность адаптации ваших деталей для серийного производства.

Почему при изгибе высокопрочных стальных конструкций в автомобилях наблюдается сильное пружинение?
Высокий предел текучести и низкий модуль упругости материала в совокупности объясняют, почему он пружинит после изгиба. Чем выше предел текучести материала, тем сильнее он пружинит. Используя приблизительную формулу оценки пружинения s/E, можно обнаружить, что пружинение высокопрочной стали в 3-5 раз сильнее, чем у обычной низкоуглеродистой стали , что делает необходимой точную компенсацию на основе динамических механических моделей.
Основные механические факторы, вызывающие упругое восстановление высокопрочной стали.
Одной из основных проблем при гибке высокопрочной стали является остаточное напряжение в материале, которое невозможно контролировать . Точная калибровка процесса гибки металла является незаменимым условием для преодоления этой проблемы. Предел текучести высокопрочной стали значительно превышает предел текучести обычной стали, поэтому после гибки и разгрузки происходит большая упругая деформация. Изменения допуска по толщине заготовки также косвенно приводят к непостоянству характера остаточных напряжений, вызывая большие колебания упругого восстановления . Другими словами, обычная гибка, основанная на фиксированных параметрах, совершенно несовместима с динамическими деформационными свойствами высокопрочных сталей.
Логика реализации интеллектуальной компенсации возврата к исходному состоянию
В технологии гибки с контролем упругого восстановления используется интеллектуальная система для непосредственного решения вышеупомянутых проблем. Например, компания LS Manufacturing разработала собственное устройство динамической компенсации, способное использовать профессиональную технологию коррекции угла гибки металла для регулировки параметров в режиме реального времени.
- Незамедлительная регистрация данных о пределе текучести и толщине каждой партии стали, а также синхронизация обновления параметров механической модели.
- Угол изгиба и давление закрытия пресс-формы автоматически регулируются системой с помощью алгоритмов для компенсации отклонений, связанных с упругим восстановлением формы.
- Для обеспечения единообразия углов деталей из каждой партии осуществляется мониторинг процесса с обратной связью.
Колебания выхода материала являются основным фактором, влияющим на точность упругого восстановления. Данная технология позволяет поддерживать отклонения упругого восстановления партии в пределах оптимального диапазона для отрасли.
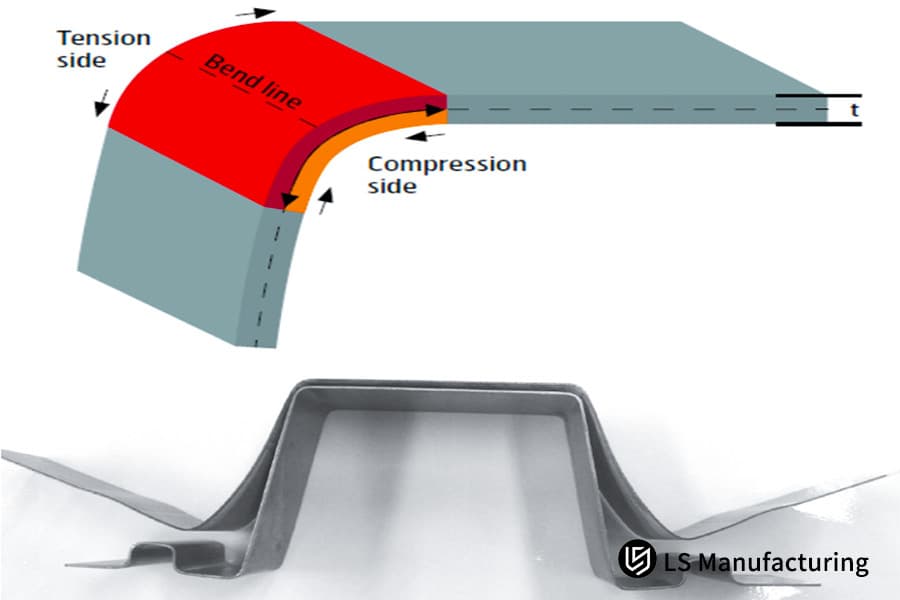
Рисунок 1: Техническая схема, показывающая растянутую и сжатую стороны изогнутой металлической детали.
Как рассчитать минимальный радиус изгиба, чтобы предотвратить растрескивание кромок в компонентах из стали DP980?
Для предотвращения растрескивания кромок деталей из стали DP980 необходимо строго соблюдать пределы анизотропии формования. Для подтверждения рабочих условий можно использовать исследование возможности изгиба методом DFM (проектирование с учетом технологичности конструкции), при котором угол между кромкой среза и линией изгиба составляет не менее 45°, а минимальное отношение радиусов изгиба R/t должно составлять примерно от 2,5 до 3,2 для устранения локальной концентрации сдвиговых деформаций.
Основные стандарты параметров гибки высокопрочной стали
Механические свойства различных высокопрочных сталей значительно различаются, поэтому уровни параметров контроля изгиба могут сильно варьироваться. Точный выбор материала и согласование параметров принципиально предотвращают образование трещин . Правильно подобранный пороговый параметр изгиба металла предотвратит возникновение дефекта в изделии.
| Класс материала | Предел текучести (МПа) | Предел прочности на растяжение (МПа) | Рекомендуемое минимальное соотношение радиусов изгиба (R/t) | Отклонение угла упругого восстановления после 100 000 циклов штамповки |
| DP780 | 450-550 | ≥780 | 1.5 | ±0,5° |
| DP980 | 650-750 | ≥980 | 2.5 | ±1,2° |
| PHS (горячеформованная сталь) | 1000-1200 | ≥1500 | 3,5 (предел холодной гибки) | ±2,5° |
Ключевые этапы процесса предотвращения образования трещин
Главным элементом предотвращения образования трещин при изготовлении металлических деталей на заказ для автомобильной промышленности является интенсивный контроль предварительной обработки. Детали спецификации — это первая линия гарантии качества продукции. Крайне важна обширная система защиты кромок при гибке металла , которая эффективно обеспечивает стабильную работу оборудования DP980.
- Предотвратите структурные дефекты, связанные с проектированием и вызванные необоснованными углами сдвига, путем проведения предварительного анализа осуществимости изгиба в рамках DFM-моделирования.
- Не следует идти на компромисс в качестве штамповки кромок , высота микрозаусенцев должна быть зафиксирована в пределах 10% от толщины пластины.
- Изменяйте соотношение R/t в зависимости от толщины листа каждый раз, не используйте фиксированные параметры в производстве.
Для достижения наилучших результатов в предотвращении образования трещин в микрозонах деталей из стали DP980 в процессе гибки металла на заказ для автомобилей необходимо использовать точный контроль радиуса гибки, предварительный анализ DFM и строгий контроль качества кромок . Чтобы избежать риска образования трещин в серийном производстве в будущем, предоставьте параметры вашей детали сейчас, и вы получите бесплатный профессиональный отчет об анализе возможности гибки с учетом DFM.

Рисунок 2: Компонент DP980 и инструменты для измерения минимального радиуса изгиба с целью предотвращения растрескивания.
Какой инструментальный материал лучше всего противостоит износу при непрерывном производстве из быстрорежущей стали?
Наилучшим вариантом для противодействия непрерывному износу штамповочной стали сверхвысокопрочной стали является использование штамповой стали DC53 в сочетании с покрытием TD. Это решение позволяет повысить базовую твердость до HRC 62-64, а в сочетании с высокотвердым ультрамелкозернистым покрытием на поверхности снижает коэффициент трения поверхности штампа до менее 0,1, тем самым полностью устраняя проблемы царапин и заедания штампа.
Сравнение характеристик основных материалов для пресс-форм
Традиционные инструментальные стали не подходят для непрерывного производства сверхвысокопрочной стали AHSS. Неправильный выбор может привести к резкому увеличению затрат на ремонт пресс-форм и простоям. Высокопрочные металлические гибочные штампы являются основной гарантией стабильного и крупномасштабного производства.
| Материал для пресс-формы | Твердость после термообработки (HRC) | Износостойкость | Совместимый тип стали | Относительный срок службы |
| Cr12MoV | 55-58 | Общий | Обычная низкоуглеродистая сталь, DP780 | 100% (бенчмарк) |
| DC53 | 62-64 | Отличный | DP980, высокопрочная сталь PHS | 300% |
| СКД11 | 60-62 | Хороший | Дуплексная сталь средней прочности | 180% |
Основная ценность улучшения покрытия пресс-форм
Стабильность массового производства прецизионных автомобильных гибочных изделий во многом зависит от состояния пресс-формы. TD-покрытие способно радикально изменить свойства поверхности трения пресс-формы , что приводит к оптимизации блеска поверхности гибки металла. На основе нашего личного опыта в проектах массового производства высокопрочных стальных компонентов шасси, замена пресс-форм на пресс-формы с покрытием DC53+TD сократила количество простоев и ремонтов пресс-форм на 75%.
Как моделирование методом конечных элементов оптимизирует эффективность глобальных услуг по гибке металла в автомобильной промышленности?
В сфере услуг по гибке металла в автомобильной промышленности моделирование методом конечных элементов (МКЭ) — отличный способ сократить количество пробных испытаний пресс-форм на месте на 90% еще до их вскрытия. Использование программного обеспечения для нелинейного моделирования с анизотропными критериями текучести (например, модель Барлата 89) позволяет точно прогнозировать скорость утонения, упругое восстановление и риск образования складок в режиме реального времени, что приводит к успешным испытаниям пресс-форм с первой попытки.
Процесс применения основного алгоритма моделирования методом конечных элементов
В настоящее время цифровое моделирование является одним из основных способов помочь компаниям сэкономить на затратах, связанных с методом проб и ошибок, и сократить сроки поставки. Оно полностью изменило устаревший метод ручных испытаний пресс-форм. Основанное на профессиональном прогнозировании дефектов гибки металла , оно может значительно повысить вероятность успеха уже при первом испытании пресс-формы.
- Первый шаг — получить от заказчика 3D CAD-файлы, точно построить модель для моделирования процесса формования и подобрать анизотропные параметры стали.
- Далее составляются диаграммы предельных форм (ДПФ), позволяющие очень точно выделить места, подверженные наибольшему риску образования складок, истончения и растрескивания при изгибе.
- Наконец, параметры поверхности пресс-формы и изгиба можно предварительно точно настроить, что позволяет разработать оптимальный план процесса массового производства.
Основные преимущества технологии моделирования для клиентов
Услуги по гибке металла в автомобильной промышленности, поддерживаемые моделированием методом конечных элементов (FEA), могут сократить цикл создания прототипа нового продукта более чем на 60%, что значительно снизит затраты заказчика на пробные попытки. Оптимизация циклов гибки металла может существенно повысить эффективность реализации проекта. Проще говоря, это означает, что заказчикам не придется оплачивать расходы, связанные с ремонтом пресс-форм и потерями от брака . Точность моделирования является ключевым фактором, гарантирующим его эффективность.
Благодаря использованию метода конечных элементов (FEA) значительно меняются технологии гибки металла в автомобильной промышленности, при этом потери при пробных испытаниях пресс-форм сокращаются на 90%. Цикл от разработки нового продукта до внедрения в серийное производство также значительно сокращается. Загрузите эксклюзивный аналитический документ по процессу гибки, чтобы получить всестороннее представление о мерах по экономии затрат и повышению качества, основанных на моделировании.
Какие параметры определяют стабильность процесса гибки высокопрочной стали в режиме реального времени?
При гибке высокопрочной стали основными тремя параметрами, регулирующими стабильность гибки в реальном времени, являются скорость штамповки, давление зажима матрицы и условия смазки . Поддержание скорости штамповки в диапазоне от 15 до 25 ходов в минуту в сочетании с использованием высокотемпературного волочильного масла позволяет эффективно контролировать изменения напряжений текучести материала, вызванные теплотой трения.
Стандарты контроля основных параметров технологического процесса
Стабильность производства при массовом изготовлении изделий из высокопрочной стали методом гибки полностью зависит от стандартизированного управления с замкнутым контуром параметров. Операции, основанные на опыте, невозможны ; каналом управления является лишь точное регулирование скорости гибки металла .
- Регулировка скорости: поддержание стабильной скорости 15-25 ходов в минуту во избежание колебаний напряжения, вызванных высокоскоростным трением и повышением температуры.
- Контроль давления: Колебания давления сервопривода строго зафиксированы в пределах 1%, что исключает любые отклонения размеров, вызванные ошибками давления.
- Контроль смазки: Толщина масляной пленки поддерживается на уровне 1,5-2,5 мкм для уменьшения износа от трения между формой и сталью.
Комплексное решение для обеспечения стабильности качества окружающей среды
Изменения температуры и влажности в цехе могут влиять на текучесть материалов и эффективность смазочных материалов. Мы полагаемся на тотальный контроль качества (TQC) на протяжении всего процесса, что позволяет нам работать в очень жестких условиях . Надежная термостойкость при гибке металла обеспечивает бесперебойное производство высококачественных изделий 24/7 . Калибровка параметров процесса — это фундаментальная технология, гарантирующая непрерывное и стабильное производство 24/7.

Рисунок 3: Панель управления с индикаторами для контроля процесса гибки высокопрочной стали.
Как многоступенчатый контроль гибки автомобильных деталей может снизить напряжение?
В управлении изгибом автомобильных деталей многоступенчатый изгиб остается одним из важнейших методов для полного устранения концентрации остаточных напряжений в сверхвысокопрочной стали. Например, было установлено, что преобразование однократного изгиба под большим углом в трехэтапную процедуру (предварительный изгиб, промежуточная релаксация старения и окончательная коррекция изгиба) позволяет снизить внутреннее остаточное растягивающее напряжение более чем на 40%.
Многоступенчатый процесс гибки
Контроль изгиба автомобильных деталей активно снижает возникновение напряжений в источнике путем поэтапной деформации, благодаря чему предотвращается деформация при последующей сварке и сборке . Научно обоснованный процесс снятия напряжений при изгибе металла является основной технологической поддержкой.
- Предварительная гибка: на этом этапе формируется основной уголок, но допускается некоторая деформация, чтобы избежать однократной перегрузки напряжением.
- Релаксация старения: Этот этап выполняется путем статического прижима и приводит к снятию внутренних концентрированных остаточных напряжений. Одновременно он стабилизирует механическое состояние материала.
- Окончательная коррекция изгиба: Этот процесс направлен на очень точную настройку углов и размеров . Таким образом, обеспечивается точность изготовления конечного продукта.
Основная ценность внедрения процесса
Этот метод позволяет полностью исключить проблему деформации, возникающую при последующей сварке деталей из высокопрочной стали, и одновременно идеально подходит для изготовления основных конструктивных элементов автомобилей, таких как B-стойки и рамы. Кроме того, благодаря совместимости с технологиями гибки металла, его превосходное качество отвечает требованиям точной сборки автомобилей на всех уровнях. Одним из преимуществ снижения остаточных напряжений является повышение точности сборки деталей. В то же время, снижение остаточных напряжений можно рассматривать как один из основных процессов, поддерживающих решение проблемы упругого восстановления при гибке .
Многоступенчатые процессы гибки обеспечивают полное снятие остаточных напряжений с деталей, что позволяет контролировать гибку автомобильных деталей таким образом, чтобы полностью исключить проблемы, связанные с деформацией во время последующей сварки и сборки. Если у вас возникли проблемы с деформацией конструктивных элементов, вы можете запланировать индивидуальную консультацию с инженером , и мы разработаем для вас индивидуальное решение по оптимизации производственного процесса с учетом напряжений.
Рисунок 4: Металлические детали автомобилей, изготовленные методом многоступенчатой гибки для достижения более низкого уровня внутренних напряжений.
Почему калибровка прецизионного инструмента имеет решающее значение для поставщика услуг по гибке металла в автомобильной промышленности?
Для поставщика услуг по гибке автомобильных деталей точное выравнивание матриц и степень компенсации зазора являются критически важными факторами, определяющими скорость удаления материала с одной стороны при утонении и равномерность упругого восстановления согнутых деталей. Поддержание погрешности зазора между верхней и нижней матрицами в пределах 0,02 мм и проведение периодической калибровки с использованием координатно-измерительной машины (КИМ) являются очень эффективными способами предотвращения резких колебаний в партиях.
Основной метод контроля калибровки кристалла
Одним из главных факторов, определяющих стабильность точности гибки деталей в автомобильной промышленности, является непрерывная высокоточная калибровка штампов. Периодическая корректировка зазора при гибке металла обеспечивает точность работы штампа на постоянной основе . Еженедельная проверка износа режущей кромки штампа с помощью лазерного сканирования — это наша практика, которая в сочетании с автоматическим устройством компенсации зазора в режиме реального времени помогает нам постоянно поддерживать точность штампа.
Сертифицировано отраслевыми стандартами по обеспечению качества.
Наш завод соответствует стандарту IATF 16949 на каждом этапе производственного процесса. Все записи о калибровке регистрируются и обеспечивают отслеживаемость , что исключает проблемы с качеством, связанные с партиями, а также гарантирует стабильность качества при гибке металла, обеспечивая высокую производительность. Возможность регулировки зазора между инструментом и режущим инструментом является очень важной деталью , гарантирующей долговременную стабильность процесса гибки с контролем упругого восстановления .
Как минимизировать затраты на оснастку для мелкосерийной гибки металла на заказ для автомобильной промышленности?
В сфере гибки металла на заказ для автомобильной промышленности наилучший подход к минимизации затрат на закупку при мелкосерийном изготовлении пресс-форм заключается в использовании модульной конструкции со сменными вставками . Если основание пресс-формы выполнено из однородных материалов, а вставки с заданным радиусом гибки, предназначенные для быстрой замены, изготовлены из твердосплава, клиенты могут сэкономить до 50% своих первоначальных инвестиций в пресс-формы.
Как модульные пресс-формы могут снизить затраты
Для мелкосерийного пробного производства деталей из металла, изготовленных на заказ для автомобильной промышленности, нет необходимости в индивидуальной настройке полного комплекта пресс-форм. Стандартизированные основы пресс-форм могут использоваться для производства деталей различных спецификаций, а зрелая система стандартизации штампов для гибки металла значительно снижает порог индивидуальной настройки.
- Основание пресс-формы стандартизировано и может использоваться с различными параметрами гибки.
- Единственной уникальной особенностью данного изделия является вставка, замена которой приводит к значительному сокращению затрат и времени на изготовление пресс-формы.
- Конструкция с быстрой сменой позволяет удовлетворить потребности мелкосерийных научно-исследовательских работ и опытно-конструкторских работ по нескольким категориям продукции.
ориентированные на клиента преимущества в плане снижения затрат
Предложенный метод позволяет вдвое снизить затраты клиентов на пресс-формы и уменьшить себестоимость производства одной единицы продукции на 15-20%. Благодаря этому он идеально подходит для сценариев вторичного рынка и исследований и разработок новых автомобилей. Гибкое производство методом гибки металла в малых объемах отвечает потребностям нишевой индивидуализации. Стоимость оснастки для малых объемов является основным долгосрочным преимуществом мелкосерийной индивидуализации.
Компания LS Manufacturing предоставляет услуги по изготовлению на заказ деталей из металла для автомобильных компонентов энергопоглощающей коробки DP980.
Энергопоглощающий короб DP980 является основным элементом конструкции, обеспечивающим безопасность, поэтому к нему предъявляются очень высокие требования к точности изгиба и стабильности формования. Кроме того, в промышленности это часто ломающаяся деталь.
Дилемма клиента
Один из ведущих европейских поставщиков первого уровня в автомобильной отрасли столкнулся с серьезными проблемами в производстве. У энергопоглощающих деталей переднего бампера из стали DP980 толщиной 2,0 мм наблюдалась проблема пружинения, превышающая 8°, главным образом потому, что традиционные технологические процессы не включали профессиональный механизм анализа разрушения металла при изгибе . Кроме того, часто возникали микротрещины размером 0,5 мм в местах изгиба.
В результате им удалось произвести лишь 72% готовой продукции, пригодной для сварки. Эта ситуация напрямую привела к задержкам в графике производства OEM-производителей и повлекла за собой значительные неустойки.
LS Manufacturing Solution
Для решения этой проблемы инженерная группа LS Manufacturing AE разработала специальное решение по гибке высокопрочной стали.
- Мы начали с проведения обширного исследования осуществимости формовки по технологии DFM с использованием программного обеспечения AutoForm . Решение отказалось от процесса однократной гибки, который был подвержен дефектам, и вместо этого внедрило сложный метод прогрессивной формовки металла , позволяющий поэтапно снимать напряжение в материале.
- Одновременно с этим, в качестве штамповой стали была заменена сталь DC53, а для повышения износостойкости и устойчивости штампа к царапинам было нанесено вакуумное термодесорбционное покрытие .
- Кроме того, на гибочных станках были установлены датчики угла в реальном времени, а также создана система динамической компенсации упругого восстановления с обратной связью для точного контроля допуска закрытия матрицы в пределах 0,1 мм .
Результаты и ценность
По завершении проекта допуск на упругое восстановление деталей был стабилизирован в пределах 0,3, микротрещины на поверхности были полностью устранены, срок службы штамповок увеличен на 300% , а процент качества сборки готовой продукции вырос до 99,8%. Благодаря возможности стабилизации качества гибки металла , решение помогло клиенту выполнить планы по поставке автомобилей, а также сократить затраты на брак и ремонт штампов на 35%.
Данный проект представляет собой реализацию собственной формулы учета затрат: себестоимость обработки одной детали = износ штампа + затраты на рабочую силу + затраты на расходные материалы - надбавка за качество продукции.
Также был дан уникальный совет по устранению неполадок: если перед гибкой стали DP980 высота заусенцев превышает 10% от толщины пластины, неизбежно образуются микротрещины, поэтому предварительная обработка для удаления заусенцев является обязательной.
Полный комплекс специализированных процессов гибки высокопрочной стали стал ключевым фактором в решении проблем, связанных с дефектами при массовом производстве энергопоглощающих коробок DP980, что в совокупности обеспечило высокое качество, эффективность и снижение затрат. Если вам необходимо подобное отлаженное решение для массового производства, отправьте свои 3D-чертежи и производственные требования прямо сейчас , и вы получите точное индивидуальное предложение в течение 24 часов.

Часто задаваемые вопросы
В1. Какова максимальная прочность на растяжение материала, которую может обработать ваша компания по гибке металла в автомобильной промышленности?
Наше оборудование и штампы разработаны специально для упрочнения высокопрочной стали. Наша производственная линия способна непрерывно обрабатывать дуплексную сталь DP1180 с пределом прочности на растяжение 1200 МПа, а также выполнять очень точную гибку горячеформованных стальных деталей PHS для автомобильной промышленности с пределом прочности 1500 МПа.
В2. Как вы гарантируете точность углов изгиба высокопрочных стальных деталей при серийном производстве?
Наши сервогибочные станки оснащены лазерной системой онлайн-определения угла и поддерживаются программным обеспечением динамической компенсации пружинения. Это позволяет нам поддерживать допуск по углу изгиба деталей в пределах 0,5° при серийном производстве до 100 000 деталей, обеспечивая тем самым стабильность партии.
Вопрос 3. Можно ли полностью предотвратить образование микротрещин при изготовлении металлических деталей на заказ с малым радиусом изгиба?
Мы способны полностью предотвратить образование микротрещин при изгибе со сверхмалым радиусом. На этапе создания прототипа мы проводим моделирование усталости и деформации кромок с учетом технологичности изготовления (DFM), оптимизируем зазор при штамповке и используем процесс электрощеточной зачистки, чтобы гарантировать отсутствие микротрещин на поверхности детали в условиях R/t2.0 .
Вопрос 4. Как покрытие инструмента влияет на общую стоимость и сроки изготовления на заказ?
Типичные покрытия для пресс-форм, нанесенные методами TD и PVD, увеличивают первоначальную стоимость пресс-формы на 15%, но в то же время могут увеличить срок службы пресс-формы в три раза, сократить время простоя на ремонт и в конечном итоге привести к снижению себестоимости единицы продукции и более стабильному выполнению циклов массового производства.
В5. Предоставляете ли вы бесплатный анализ DFM и моделирование упругого восстановления перед размещением официального производственного заказа?
Наши клиенты, обращающиеся к нам за консультационными услугами по гибке автомобильных конструкций, получают бесплатные профессиональные услуги по анализу технологичности формовки с учетом требований проектирования для производства (DFM) и прогнозированию упругого восстановления методом конечных элементов (FEA), что помогает командам разработчиков лучше структурировать продукцию при массовом производстве.
В6. Каким внутренним стандартам качества компания LS Manufacturing придерживается при оказании услуг по гибке автомобильных деталей?
Наш завод сертифицирован по стандартам автомобильной промышленности IATF 16949. Мы осуществляем статистический контроль процессов (SPC) на протяжении всего производственного процесса. Кроме того, детали проходят 100% проверку всех критических размеров с помощью онлайн-координатно-измерительных машин или инструментов визуального контроля. Именно поэтому качество строго контролируется перед отгрузкой.
В7. Почему ваш контроль процесса гибки автомобильных деталей превосходит традиционные местные цеха штамповки металла?
Традиционные цеха осваивают свое ремесло посредством ручной пробной литьевой формовки, что чревато неточностями и нестабильными результатами. Мы используем цифровое моделирование, изготовленные на заказ высокопрочные стальные формы и интеллектуальное сервоуправление для решения фундаментальных отраслевых проблем, таких как растрескивание и чрезмерное деформирование форм из сверхвысокопрочной стали.
В8. Как я могу получить подробную смету на изготовление деталей из высокопрочной стали по индивидуальному заказу?
Вы можете предоставить 3D-чертежи в форматах STEP, IGES или X_T, а также ваши требования, такие как марка стали и годовой объем производства. Наш ведущий инженер-проектировщик предоставит подробную индивидуальную смету на гибку с точными расчетами стоимости в течение 24 часов.
Краткое содержание
Гибка высокопрочной стали для автомобилей — сложный производственный процесс, в котором используются механика материалов, прецизионные пресс-формы и компьютерное моделирование. Легкие высокопрочные стали, такие как DP980, как правило, обладают высокой упругостью и легко растрескиваются. Старые, грубые методы, включающие ручную пробную формовку и ремонт, не подходят для стандартов высокоточного массового производства современной автомобильной промышленности.
Используя метод динамической компенсации на основе конечно-элементного анализа (FEA), высококачественные пресс-формы DC53 и многоступенчатые процессы снятия напряжений, компания LS Manufacturing успешно решила проблему формовки высокопрочной стали. Помимо строгого соблюдения стандарта IATF 16949, компания, использующая цифровое управление от производства до отгрузки, смогла исключить такие дефекты, как отклонения размеров и царапины на поверхности, благодаря чему обеспечивает глобальную цепочку поставок автомобильной промышленности стабильными, недорогими и высокоточными услугами по гибке автомобильных деталей.
Не позволяйте бракованным деталям тормозить разработку автомобилей или увеличивать бюджеты цепочки поставок! Предоставьте свои 3D-модели структурных элементов кузова и деталей шасси прямо сейчас и получите бесплатный отчет о возможности изготовления, а также точную смету в течение 24 часов. Положитесь на наши высококвалифицированные специалисты и передовые технологии, чтобы ваши проекты массового производства были выполнены без сбоев.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


