
Технология гибки металла для медицинских изделий представляет собой технологию высокоточной формовки на микронном уровне, соответствующую стандарту ISO 13485. Эта технология эффективно решает основные проблемы отрасли производства прецизионных медицинских деталей, которые часто включают в себя чрезмерное пружинение, смещение размеров, микротрещины и отсутствие прослеживаемости для обеспечения соответствия стандартам.
Она способна удовлетворить очень строгие требования к формовке хирургических имплантатов, малоинвазивных инструментов и других подобных изделий. Благодаря применению динамической компенсации упругого восстановления в сочетании со 100% визуальным контролем в режиме реального времени, ей удается поддерживать допуск по углу детали в пределах 0,3 и контролировать шероховатость поверхности на уровне Ra0,4 мкм , что значительно снижает вероятность брака партий и проверок со стороны регулирующих органов в отношении медицинских деталей, одновременно предоставляя стандартизированные решения для высокоточной обработки для производителей медицинского оборудования.

Обзор и основные выводы технологий изготовления металлических стержней для гибки медицинского назначения.
В этой главе представлен обзор ключевых параметров, технических элементов и нормативных стандартов, касающихся процессов прецизионной гибки в медицинской промышленности . Это позволит вам с первого взгляда понять основную логику отрасли и послужит удобным руководством при выборе поставщиков и проектировании продукции .
| Основные измерения | Технические стандарты | Требования к соблюдению норм | Основные преимущества для клиентов |
| Контроль допуска угла | Стабильная фиксация с точностью ±0,3°, в серийном производстве — с точностью до ±0,2°. | Соответствует стандартам аудита FDA, CE и MDR . | Полностью исключает поломки при сборке, вызванные изменением угла наклона. |
| Степень точности поверхности | Шероховатость поверхности Ra≤0,4 мкм | Стандарт ISO 13485 для производства в чистых помещениях | Без царапин, без загрязнений , подходит для имплантируемых устройств. |
| Индекс производственных возможностей | Cpk≥1,67, что значительно превышает отраслевой показатель 1,33. | Стандарт статистического контроля процессов (SPC) | Отсутствие отклонений при серийном производстве 100 000 единиц, чрезвычайно высокая стабильность. |
| Цикл архивирования для обеспечения прослеживаемости | Полное архивирование и хранение параметров в течение 15 лет. | правила отслеживания соответствия медицинских изделий | Легко проходит проверки различных регулирующих систем. |
| Коэффициент вторичной доработки | Регулируется до 0% | Стандарты качества для массового производства медицинских компонентов. | Снижает затраты на закупку материалов более чем на 45%. |
Основные выводы
- Наиболее важным аспектом гибки металла с жесткими допусками, характерными для медицинского применения, является настолько точный контроль физических параметров, чтобы полностью исключить деформацию при восстановлении упругости, вызванную разницей в твердости между партиями материала.
- Получение сертификата ISO 13485 — это не только подтверждение квалификации, но и обязательное условие для 100% прослеживаемости параметров процесса (таких как угол изгиба и кривая давления) в производственной среде.
- Целесообразно отодвинуть на второй план в управлении цепочками поставок тех высокоценных поставщиков, которым не хватает функций управления технологическими процессами (DFM), позволяющих осуществлять раннее выявление рисков, проектирование пресс-форм по индивидуальному заказу и проводить онлайн-тестирование в замкнутом цикле.
Почему стоит выбрать услуги по гибке медицинского металла от LS Manufacturing для производства прецизионных медицинских компонентов?
Профессиональные услуги по прецизионной гибке медицинских изделий должны быть сосредоточены на решении проблем стабильности производства и обеспечении соответствия требованиям к высококачественным медицинским компонентам, а также на использовании отработанных технологий и обширной системы контроля качества . Традиционные методы обработки обычно не справляются с упругопластическими деформационными характеристиками медицинских специальных металлов. Это одна из главных причин низкого процента соответствия требованиям массового производства большинства изделий. Кроме того, процессы должны соответствовать стандарту ASTM F136-18 для медицинских металлов и строго ограничивать изменение параметров формования, чтобы предотвратить угрозы для клинической безопасности.
Обычные производители способны выполнять только самые простые операции формовки и не могут обеспечить точность до микронных значений и прослеживаемость соответствия стандартам. Мы используем стандарт формовки медицинского титанового сплава ASTM B348-22 , а также полагаемся на разработанный нами алгоритм компенсации и цифровую систему управления, что позволяет нам обрабатывать различные медицинские специальные металлы. Благодаря этому мы находим решения проблем, связанных с изменением размеров партий, и обеспечиваем соответствие продукции требованиям международных нормативных аудитов.
Тесно связанная с высокоточным медицинским производством, наша компания реализовала множество индивидуальных проектов по изготовлению малоинвазивных и имплантируемых деталей. В результате наших усилий процент успешного серийного производства деталей вырос с 35% до 99,7% , что позволило эффективно сократить потери наших клиентов на этапах НИОКР и серийного производства.
Для наглядного понимания эффектов внедрения и сценариев применения прецизионной гибки в медицинской сфере вы можете одним щелчком мыши ознакомиться с нашим обширным портфолио успешных примеров обработки медицинских деталей , быстро подобрав решения, соответствующие вашим собственным потребностям в обработке продукции.

Как контролировать отклонение упругости при изгибе медицинских компонентов, изготовленных на заказ?
В основе контроля отклонения упругого восстановления при гибке индивидуальных медицинских деталей лежит использование системы управления давлением с обратной связью в реальном времени. На основе реального предела текучести каждой партии материалов параметры компенсации нижней мертвой точки обновляются в режиме реального времени, чтобы поддерживать допуск по углу в пределах 0,3°, тем самым эффективно устраняя отклонение формования в изготовленных на заказ медицинских компонентах .
Точный сбор данных о напряжениях в материалах
Основываясь на нашем опыте работы над проектом по созданию малоинвазивных патронов из титанового сплава, мы обнаружили, что небольшие колебания предела текучести различных партий нержавеющей стали 316L и титанового сплава Ti-6Al-4V напрямую влияют на упругое восстановление. Используя профессиональные калибровочные стандарты для гибки металла и проводя разрушающие испытания на растяжение, мы можем очень точно определить реальную кривую напряжение-деформация для каждой партии материала. Подробная процедура выглядит следующим образом:
- Отберите образцы сырья из каждой партии, проведите механические испытания на растяжение и задокументируйте конечные параметры текучести.
- Перенесите собранные данные в высокоточный гибочный станок с ЧПУ , заменив стандартные параметры.
- Завершите адаптивную настройку параметров оборудования в соответствии с особенностями формования используемой партии материала. Проще говоря, это означает, что машина больше не будет работать с фиксированными наборами параметров, а будет подстраиваться под фактические свойства каждой партии материала, тем самым минимизируя отклонения, связанные с упругим восстановлением, непосредственно на начальном этапе.
Коррекция вторичной компенсации лазерного излучения в реальном времени
Точность фиксации на микронном уровне может быть достигнута только за счет контроля угла в процессе обработки. Наша система лазерного измерения угла LAC, разработанная нами самими, позволяет нам контролировать процесс гибки в реальном времени с точностью до микросекунды. Она может в реальном времени фиксировать отклонения угла формования и одновременно выполнять вторичную динамическую компенсацию, которая полностью компенсирует упругое возвращение материала. Мы всегда придерживаемся стандарта стабильной производительности гибки металла . Эта техническая разработка сводит к нулю количество деталей, требующих доработки, и тем самым решает проблему некачественной сборки медицинских компонентов, изготовленных методом гибки, одновременно значительно повышая точность обработки в сфере медицинских услуг по гибке металла.

Рисунок 1: Рука в перчатке держит точно согнутые металлические медицинские детали, демонстрируя ручной контроль качества.
Почему при гибке металла с жесткими допусками в значительной степени необходима прослеживаемость по стандарту ISO 13485?
Жесткая гибка металла в значительной степени зависит от прослеживаемости по стандарту ISO 13485, поскольку соответствие медицинских изделий требованиям предусматривает 100% фиксацию и архивирование параметров обработки, номеров партий сырья и данных координатно-измерительной машины (КИМ) для каждой изогнутой детали в течение периода до 15 лет.
Полномасштабное замкнутое управление параметрами процесса
Мы делаем больше, чем просто накапливаем сертификаты. Для внедрения технологий мы разработали цифровую систему учета истории оборудования DHR, которая позволяет осуществлять полный контроль процесса гибки металла с жесткими допусками. Стандарт прослеживаемости гибки металла, разработанный специально для данной отрасли, фактически устанавливает стандарты для всего процесса прецизионной обработки.
Допускается лишь очень небольшое количество основных параметров управления: например, радиус скругления верхней гибочной матрицы контролируется в пределах R0,2 мм - R0,5 мм, обеспечивается компенсация отклонений износа матрицы в реальном времени, а также обязательное сравнение морфологии оптической проекции каждые 50 циклов для предотвращения накопления отклонений формования.
Данные о стабильности массового производства обеспечивают соответствие нормативным требованиям.
Оптимизация стабильности партий — очень эффективный способ повышения качества управления процессом. Используя статистический контроль процессов (SPC), нам удалось повысить индекс производительности процесса производства (Cpk) с 1,33 до 1,67 , тем самым полностью решив проблему несоответствия размеров в массовом производстве.
Строгое применение системы контроля качества гибки металла с полной цифровой системой отслеживания гарантирует, что услуга гибки, сертифицированная по стандарту ISO 13485, превратится из простой формальности в реальную гарантию соответствия требованиям массового производства , помогая клиентам легко проходить проверки различных регулирующих органов.
Какие факторы определяют стоимость услуг по гибке металла, сертифицированных по стандарту ISO 13485?
Стоимость рабочей силы сама по себе едва ли является основным определяющим фактором при расчете стоимости услуг по гибке, сертифицированных по стандарту ISO 13485. Помимо марки материала, сложности процесса, амортизации специализированных пресс-форм, устойчивых к царапинам, а также проверки и тестирования на соответствие стандартам (например, 100% проверка качества и спектральная проверка материала), предприятия, отвечающие высоким техническим требованиям, несут совместную ответственность за установление цен.
Разница в стоимости между гибкой материалов медицинского и промышленного назначения.
Обычная промышленная гибка и гибка медицинского металла в соответствии со стандартами ISO 13485 имеют совершенно разные составляющие стоимости. Основные различия заключаются в контроле соответствия и обеспечении точности. Структура стоимости медицинской гибки металла в профессиональной среде наглядно демонстрирует, что эти два вида гибки ценообразуют на разных основах.
Конкретное сравнение выглядит следующим образом:
| Размеры затрат | Обычная промышленная гибка | Изгиб медицинского класса по стандарту ISO 13485 | Причины более высокой стоимости |
| Контроль чистых помещений | Специальных мер по контролю загрязнения не предусмотрено. | Полное исключение перекрестного загрязнения углеродистой стали другими материалами. | Специально оборудованные чистые помещения и изолированное производственное оборудование. |
| Защита поверхности | Стандартная защита, Ra≤1,6 мкм | Защитная пленка из полиуретана, Ra≤0,4 мкм. | Более высокая стоимость защитных материалов медицинского класса, устойчивых к царапинам . |
| Тестируемые элементы | Отбор проб и стандартные измерения размеров. | 100% FAI + спектральная проверка материала + разрушающие испытания | Трудоемкие и длительные испытания на соответствие всем размерам. |
| Отслеживаемость затрат | Требования к архивированию данных отсутствуют. | 15 лет полнофункционального цифрового архивирования . | Эксплуатационные и технические расходы цифровых систем, а также расходы на хранение данных |
Основная логика точного расчета цен
Используя наш эксклюзивный метод расчета стоимости: Общая стоимость = Стоимость подложки + Амортизационные расходы на изготовление пресс-формы + Стоимость испытаний на соответствие стандартам + Стоимость производственных потерь , мы можем точно оценить обоснованность предлагаемой цены. Благодаря нашему открытому методу ценообразования для гибки металла , мы поддерживаем справедливое ценообразование для мировых производителей медицинского оборудования.
Помимо этого, наша стандартизированная услуга гибки с жесткими допусками, а также услуга гибки, сертифицированная по стандарту ISO 13485, исключают неожиданные скрытые затраты. Высокая стоимость гибки медицинского назначения полностью обусловлена точностью, соответствием стандартам и гарантией качества, а не дополнительной наценкой.
Рисунок 2: Четыре трубки из нержавеющей стали с точными изгибами на 90 градусов, демонстрирующие технологию формования медицинского класса.
Как прецизионная гибка металла в медицине может снизить риск микротрещин?
В основе точной гибки металла для медицинских целей лежит тщательная регулировка отношения радиуса изгиба с внутренней стороны к толщине пластины (R/t) таким образом, чтобы оно оставалось выше критического предела. Кроме того, для выборочного контроля и подтверждения морфологии зерен растянутой поверхности используются неразрушающий вихретоковый контроль и электронная микроскопия (СЭМ) с 500-кратным увеличением.
Устранение предварительной обработки для снижения концентрации стресса
Для предотвращения микротрещин, которые очень легко возникают при изгибе титановых сплавов и высокотвердой нержавеющей стали с малым радиусом, мы используем двухэтапный метод предварительной обработки для защиты. Благодаря надежному контролю дефектов при изгибе металла мы можем полностью избежать образования дефектов. Вот основные пункты поставки:
- Полировка кромок: Благодаря сочетанию высокоточной лазерной и электролитической полировки микроскопические заусенцы на поверхности листового металла полностью удаляются, что исключает возможность концентрации напряжений.
- Точное формование при заданной температуре: наш уникальный процесс горячей гибки при постоянной температуре 320 °C позволяет сделать лист титанового сплава более пластичным и менее склонным к образованию трещин растяжения.
- Идеальное соответствие параметров: регулируя минимальный радиус изгиба в зависимости от толщины листа, можно исключить повреждение материала из-за чрезмерной формовки.
Полный комплекс мер неразрушающего контроля и управления рисками.
Обнаружение трещин с помощью неразрушающих методов сводит риск к нулю. Наш подход заключается в дополнении вихретокового неразрушающего контроля микроскопическим исследованием с помощью сканирующего электронного микроскопа с 500-кратным увеличением, что позволяет провести тщательное исследование микроскопических повреждений в деталях с различной толщиной листа от 0,5 мм до 2,0 мм и создать полную матрицу параметров.
Благодаря соблюдению безопасных стандартов изготовления металлических изделий методом гибки, мы можем гарантировать безопасность процесса точной гибки металла для медицинских целей и услуг по гибке металла в медицинской сфере, а также полностью исключить риски усталостного разрушения изделий и отзыва продукции.
Снятие внутренних напряжений в сочетании с неразрушающим контролем может устранить микротрещины при прецизионной гибке металла (для медицинских применений) в месте их образования, тем самым избегая рисков отзыва продукции. Для оптимизации процесса производства компонентов, устойчивых к растрескиванию, пожалуйста, запишитесь на индивидуальную консультацию.
Почему выбор услуги высокоточной гибки определяет скорость проверки вашего продукта?
Выбор высококвалифицированной компании, предоставляющей услуги по гибке с жесткими допусками, может ускорить процесс валидации продукции более чем на 50%. Отличная компания отличается способностью предоставлять отчеты о производственной валидации IQ/OQ/PQ с полным набором данных первичной проверки образцов (ISIR), полностью соответствующих требованиям аудита FDA и CE MDR.
Комплексная поддержка в подготовке документации для проверки соответствия требованиям.
Стандартные производственные подразделения ограничиваются выпуском только готовых деталей и не предоставляют документацию по проверке соответствия. Тем не менее, экспертная служба гибки металла с жесткими допусками предлагает полный комплект документации по проверке соответствия, разработанный на основе стандартов аудита соответствия в области гибки металла, который всесторонне охватывает проверку установки, эксплуатацию и производительность . Это полностью соответствует мировым стандартам аудита, что значительно облегчает процесс проверки для заказчика.
Сбор данных с точностью до микрона
Регистрация данных о размерах, по сути, является гарантией достоверности и надежности данных проверки. Используя координатно-измерительные машины Hexagon и передовые полностью автоматизированные оптические измерительные приборы, мы точно регистрируем данные о допусках в диапазоне от 0,01 мм до 0,02 мм и одновременно генерируем стандартизированные отчеты с данными одним нажатием кнопки.
Благодаря использованию высокоточной системы регистрации данных о гибке металла , мы предоставляем надежную информационную поддержку для проверки соответствия продукции требованиям и помогаем клиентам быстро получать необходимые разрешения. Жесткая, допусковая, стабильная технология массового производства изделий из металла, изготовленных методом гибки, отвечает потребностям долгосрочной коммерциализации.
Наша профессиональная услуга по гибке с жесткими допусками предоставляет полный комплект документов для проверки соответствия, значительно сокращая цикл проверки и вывода на рынок медицинских изделий. Чтобы быстро освоить методы проверки соответствия продукции и вывода ее на рынок, вы можете скачать официальный документ по проверке соответствия.

Рисунок 3: Рабочий управляет станком для гибки металла в чистом, профессионально оборудованном производственном цехе.
Как эффективно проектировать детали для процесса гибки металла медицинского назначения?
Для эффективного проектирования деталей, предназначенных для гибки металла медицинского назначения, необходимо обеспечить минимальное безопасное расстояние в 2,5 раза превышающее толщину пластины, между линией изгиба и краем отверстия или канавки. Это необходимо для того, чтобы отверстие не подвергалось смертельной деформации растяжения, которая может возникнуть во время формовки.
Три основных принципа оптимизации проектирования
Сочетая особенности гибки медицинского металла с концепцией научного проектирования гибочных металлических конструкций, можно выделить три легко реализуемых принципа проектирования:
- Требования к расстоянию: Между линией изгиба и краем отверстия необходимо оставить запас прочности не менее 2,5 толщины пластины, чтобы предотвратить деформацию отверстия от растяжения .
- Снятие напряжений: В процессе обработки деталей сложной формы и тонких деталей создаются дополнительные канавки для снижения локальных сдвиговых напряжений, при этом допуски по кромкам строго соблюдаются в пределах 0,05 мм.
- Оптимизация конструкции: Заранее планируется несколько вариантов изгибаемых конструкций , чтобы избежать любых помех при формовании и гарантировать общую точность размеров .
Для оптимизации конструкции гнутых деталей медицинского назначения с целью повышения их пригодности для массового производства, ниже приведена сравнительная таблица основных параметров безопасности при проектировании деталей для гибки металла медицинского назначения , которая может быть непосредственно использована для проверки адаптации процесса на этапе проектирования изделия:
| Разработка сценариев применения | Диапазон допустимой толщины пластины | Минимальное безопасное расстояние между линией изгиба и краем отверстия. | Минимальное соотношение безопасности R/t | Требования к контролю допусков при формовании | Совместимые основные медицинские материалы |
| Тонкостенные конструктивные компоненты малоинвазивных инструментов | 0,3 мм-0,6 мм | ≥3,0 толщины пластины | ≥1,5 т | Допуск по углу ±0,2° | нержавеющая сталь 316LVM, сплав Ti-6Al-4V ELI |
| Имплантируемые костные пластины/фиксирующие рамы | 1,0 мм-2,0 мм | ≥2,5 толщины пластины | ≥1,2 т | Допуск по размерам ±0,02 мм | Медицинский чистый титан Gr2 , титановый сплав Gr5 |
| Тонкие изогнутые стержни для эндоскопов | 0,5 мм-1,0 мм | ≥4,0 толщины пластины | ≥1,8 т | Допуск на прямолинейность 0,05 мм/100 мм | нержавеющая сталь 304, никель-титановый сплав с эффектом памяти формы |
| Конструктивные компоненты шасси высокотехнологичного медицинского оборудования | 1,5 мм-3,0 мм | ≥2,0 толщины пластины | ≥1,0 т | Угловой допуск ±0,3° | нержавеющая сталь 316L, нержавеющая сталь 17-4PH |
| Высокоточные компоненты для зубных/ортопедических имплантатов | 0,8 мм-1,5 мм | ≥3,5 толщины пластины | ≥2,0 т | Шероховатость поверхности Ra≤0,2 мкм | Кобальт-хром-молибденовый сплав, титан медицинского качества |
Предварительная оптимизация DFM для снижения затрат и повышения эффективности.
Предотвращение структурных наложений является эффективным методом сокращения объема доработок. Дефекты литья, возникающие из-за наложений, могут быть безопасно и эффективно устранены путем перекрестной проверки и оптимизации смещенных конструкций и элементов, создающих наложения.
Помимо использования эффективной модели разработки прототипов для гибки металла , позволяющей оптимизировать прецизионную гибку металла для медицинских изделий, инженер-технолог на производстве медицинских изделий может на ранних этапах проектирования внести предложения по корректировке DFM (технологичности производства для медицинских изделий), что в конечном итоге приведет к снижению сложности обработки и затрат на массовое производство.
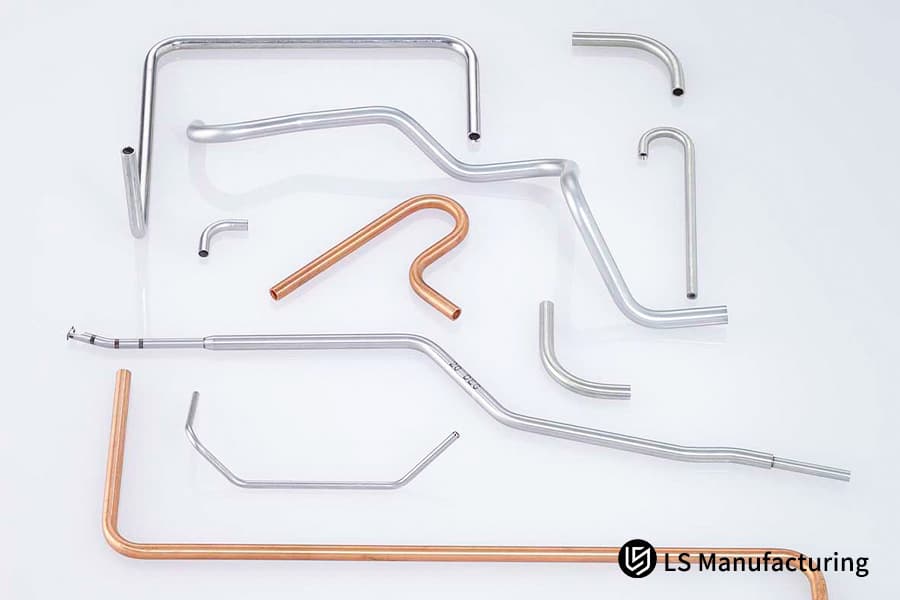
Рисунок 4: Множество изогнутых металлических трубок, иллюстрирующих различные геометрические формы для проектирования медицинских устройств.
Какие передовые методы контроля гарантируют качество деталей, изогнутых с жесткими допусками?
Обеспечение качества гнутых деталей с жесткими допусками в первую очередь зависит от использования передовых методов контроля, таких как сочетание системы обратного топографического сравнения с 3D-лазерным сканированием и полностью автоматического устройства измерения изображений (VMS). Эти методы используются для достижения бесконтактной, не вызывающей механических деформаций комплексной проверки размеров на микронном уровне.
Высокоточная бесконтактная топографическая инспекция
Традиционный метод контактных измерений приводит к деформации тонкостенных медицинских деталей, что влечет за собой неточность измерений . Мы используем 3D-сканер синего света с точностью 0,002 мм для получения полноцветной тепловой карты отклонений готового изделия в сравнении с исходной CAD-моделью.
Таким образом, можно очень точно определить даже самые мелкие дефекты, такие как локальное пружинение и вмятины. Сверхточный метод контроля размеров при гибке металла используется для проверки медицинских трубок с очень тонкими стенками и прецизионных листовых пружин толщиной от 0,3 до 0,6 мм.
Онлайн-инспекция и контроль всего производственного процесса
Выявление дефектов в режиме реального времени гарантирует, что бракованная продукция не покинет завод. Мы разработали полностью автоматизированную линию визуального контроля, работающую круглосуточно и без перерывов, для проверки кривизны изгиба и предельного угла 0,2 всех серийно выпускаемых деталей с жесткими допусками. Это оперативное выявление дефектной продукции в сочетании с интеллектуальной системой контроля качества гибки металла и полным контролем технологического процесса с помощью медицинских услуг по гибке металла позволяет исключить любые проблемы с контролем качества в процессе серийного производства.
Пример из практики компании LS Manufacturing: Изготовление на заказ зажимных элементов из титанового сплава для малоинвазивных эндоскопов.
В данной статье описываются проблемы массового производства основных компонентов для высококачественного оборудования для малоинвазивной хирургии, а также реальная ценность успешно внедренной технологии прецизионной гибки медицинского класса . Этот пример наглядно демонстрирует , как высокоточное производство лежит в основе массового производства, соответствующего нормативным требованиям.
Основные проблемы клиента
Крупнейший международный OEM-производитель малоинвазивных хирургических инструментов столкнулся с трудностями в массовом производстве нового поколения захватов из титанового сплава Ti-6Al-4V для эндоскопов . Изготовление этой детали крайне затруднительно, поскольку она имеет очень малую толщину стенки (0,4 мм) и три непрерывные многоугловые изгибающиеся структуры.
Традиционные методы обработки материалов не позволяют справиться с анизотропией и изменением упругости титановых сплавов, что приводит к колебаниям углового допуска до 1,5° , значительно превышающим минимальное требование заказчика в 0,3°.
Коэффициент выхода годной продукции в этом проекте составляет менее 35%, что приводит к большим потерям материалов и создает препятствия для сертификации и проверки со стороны FDA . Им необходим профессиональный поставщик медицинского оборудования для гибки, чтобы помочь им преодолеть эти технические проблемы.
LS Manufacturing Solution
Опираясь на наш практический опыт в проектах по прецизионной гибке для малоинвазивных хирургических инструментов, мы полностью переработали производственный процесс и внедрили профессиональные решения для массового производства гибочных изделий из металла, чтобы решать задачи формовки компонентов со всех сторон.
- Мы провели 100% тестирование поступающих материалов и с помощью вихретокового контроля обеспечили наилучший неразрушающий контроль дефектов материалов, точную классификацию пределов текучести материалов и, следовательно, стандартизацию параметров сырья с самого начала, с момента поступления товара.
- Что касается изделий со сложной трехмерной геометрией, мы разработали микроуровневую серводинамическую компенсационную пресс-форму из карбида вольфрама, подходящую для многомерной непрерывной операции гибки и формовки.
- На протяжении всего периода точность глубины изгиба поддерживалась на уровне 0,005 мм. На основе системы ISO 13485 была создана замкнутая система онлайн-визуального контроля в 3D-режиме с использованием синего света, позволяющая в режиме реального времени корректировать параметры оборудования на основе данных формования для динамической компенсации напряжения упругого восстановления материала. Это полностью исключило риск образования микротрещин и смещения размеров на производстве , обеспечив тем самым стабильность формования каждой детали.
Основные достижения в реализации проекта
После полного внедрения решения допуск по углу заточки титанового патрона стабильно поддерживался в пределах 0,2, что значительно превышает установленный заказчиком стандарт, а выход годной продукции резко возрос с 35% до 99,7%, что напрямую привело к снижению общих затрат заказчика на закупку материалов на 45%.
Используя накопленный опыт реализации проектов по гибке металла, мы одновременно передали клиенту пакет документов, включающий документы по проверке IQ/OQ/PQ и отчеты по статистическому анализу Cpk, что помогло пройти регуляторную проверку FDA в течение 4 недель и получить разрешение на вывод продукции на рынок.
Этот случай наглядно демонстрирует, что профессиональные услуги по прецизионной гибке медицинских изделий могут эффективно решать проблемы массового производства и соответствия нормативным требованиям для высококачественных медицинских изделий. Хотите воспроизвести такое же высокоточное решение для массового производства и преодолеть узкие места в технологическом процессе? Вы можете предоставить чертежи своих деталей, чтобы получить индивидуальное решение по обработке.

Часто задаваемые вопросы
В1: Каков минимально достижимый радиус гибки для медицинского металла при выполнении работ по гибке?
Используя медицинскую нержавеющую сталь, такую как 316LVM, мы можем выполнять прецизионную гибку с минимальным внутренним диаметром изгиба, равным 1 толщине пластины, при этом поверхность получается гладкой, без микротрещин и складок, с шероховатостью Ra0,8 мкм, что полностью соответствует стандартам для изготовления медицинских компонентов.
В2: Как компания LS Manufacturing обеспечивает соответствие стандарту ISO 13485 при мелкосерийной гибке прототипов?
Даже для небольших партий, менее 10 штук (прототипное количество), мы осуществляем управление электронными производственными записями (E-Batch Records, DHR), проводим спектральную повторную проверку, архивирование параметров и контроль качества с помощью координатно-измерительных машин (КИМ), что позволяет поддерживать прослеживаемость и соответствие стандартам как прототипных, так и серийно выпускаемых деталей.
В3: Может ли ваша компания по производству медицинских изделий, изготовленных на заказ, обрабатывать имплантаты, такие как титановые костные пластины?
Мы можем осуществлять прецизионную гибку имплантируемых костных пластин и фиксирующих стентов из чистого медицинского титана и титановых сплавов. Все процессы выполняются в чистом помещении, свободном от загрязнения ионами железа, и одновременно соответствуют стандартам безопасности и требованиям к имплантируемым устройствам .
В4: Какие типы материалов чаще всего обрабатываются при вашей высокоточной гибке металла?
В качестве основных материалов для гибки с жесткими допусками мы используем медицинскую нержавеющую сталь, титановый сплав, кобальт-хром-молибденовый сплав и никель-титановый сплав с эффектом памяти формы. Все эти материалы соответствуют стандартам производства медицинских изделий и позволяют обрабатывать различные прецизионные детали.
В5: Как защитить зеркальную или полированную поверхность изогнутых деталей медицинского назначения?
Для полного предотвращения царапин и загрязнения мы используем защитные накладки для пресс-форм и защитную пленку медицинского класса, не оставляющую следов. Это позволяет нам постоянно поддерживать шероховатость поверхности формованных деталей в пределах высокого медицинского стандарта Ra0,2 мкм-Ra0,4 мкм .
В6: Какую инспекционную документацию я получу вместе с партией изготовленных на заказ медицинских гибочных компонентов?
Для соответствия требованиям регулирующих органов при проведении аудита медицинских изделий, наши многосерийные поставки деталей, изготовленных по индивидуальному заказу, включают в себя оригинальные сертификаты качества материалов от производителя, полные отчеты о проверке FAI, заводские сертификаты соответствия и отчеты CPK по стандарту ISO 13485.
В7: Может ли ваша инженерная поддержка по проектированию с учетом технологичности производства (DFM) помочь снизить стоимость изготовления медицинских изделий методом гибки?
Наши инженеры доступны круглосуточно и без выходных для предоставления бесплатных отчетов по DFM-анализу. Перепроектируя конструкции деталей и исключая ненужные процедуры, мы можем сократить производственные затраты в среднем на 15-30%. Вы можете загрузить чертежи напрямую, чтобы получить точную смету и лучше контролировать производственные издержки.
В8: Каков ваш минимальный объем заказа (MOQ) для высокоточных медицинских гнутых деталей?
На самом деле, на нашем заводе нет фиксированного минимального объема заказа на прецизионные медицинские детали. Мы можем обрабатывать как отдельные клинические образцы, так и проводить мелкосерийные исследования и разработки, а также производить сотни тысяч единиц продукции, неизменно обеспечивая высочайший уровень обработки и поддержки в соответствии с требованиями законодательства.
Краткое содержание
Гибка металла медицинского назначения представляет собой сложную техническую задачу, поскольку требует не только глубокого понимания свойств материала, но и способности выполнять точные инженерные расчеты, строго соблюдая нормативные требования и обеспечивая отслеживаемость процесса . Поставщики, способные поддерживать такие операции посредством контроля напряжений, испытаний с обратной связью и систем сертификации ISO 13485, эффективно предотвращают такие проблемы, как микротрещины при восстановлении формы компонентов, производственный брак и сбои при проверках, тем самым обеспечивая точность продукции и стабильность массового производства.
Контроль качества на уровне компонентов, осуществляемый надежным партнером по гибке медицинского металла, может значительно способствовать сокращению сроков проверки продукта, снижению производственных затрат и созданию надежной основы для коммерциализации медицинских изделий.
В случае возникновения проблем с обработкой, таких как пружинение компонентов, микротрещины или отсутствие документации, соответствующей требованиям, пожалуйста, предоставьте ваши чертежи STEP/IGES, а также PDF-файлы. В течение 24 часов мы предоставим бесплатный анализ рисков DFM (проектирование для производства) вместе с рекомендациями по оптимизации. Кроме того, мы предложим понятное и полностью соответствующее требованиям индивидуальное коммерческое предложение по гибке металла с жесткими допусками, которое поможет вашему продукту выйти на рынок в соответствии с нормативными требованиями.
[ Загрузите свои чертежи прямо сейчас для бесплатной технической оценки и получения точной индивидуальной сметы]
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


