
Услуга по гибке шасси роботов — это высокоточная услуга по гибке металла, разработанная специально для автоматизированных транспортных средств (AGV/AMR) и медицинских роботов. Она позволяет эффективно решать такие проблемы, как трещины при гибке, неконтролируемое пружинение и отклонения допусков отверстий в тонкостенных шасси роботов. В настоящее время при разработке технологий производства легких роботов гибка алюминиевого сплава 6061-T6 и высокопрочной стали легко приводит к микротрещинам, неконтролируемому пружинению, а превышение допусков отверстий при больших нагрузках напрямую влияет на стабильность работы оборудования . Стандартные процессы не учитывают динамические напряжения, возникающие у роботов, что легко приводит к усталостному разрушению шасси и отклонению оси датчика.
Основываясь на 20-летнем опыте разработки производственных процессов, компания LS Manufacturing обеспечивает высокоточный контроль допусков до 0,05 мм и предоставляет полный спектр услуг — от проектирования с учетом технологичности производства до мелкосерийного изготовления продукции на заказ . В данном руководстве рассматриваются основные этапы процесса гибки шасси роботов .

Краткий обзор основных технологий в роботизированной гибке шасси.
Мы сосредоточиваемся на обобщении основных технических норм и требований к реализации процесса гибки металла, быстро переходя к ключевым контрольным точкам прецизионной обработки , предоставляя интуитивно понятное руководство по разработке и приобретению шасси робота, а также избегая распространенных ошибок в процессе.
| Основные измерения | Технические стандарты | Значение приложения | Требования к соблюдению норм |
| Параметры изгиба материала | Минимальный радиус изгиба для сплава 6061-T6 ≥2,5t, изгиб перпендикулярно волокнам. | Полностью исключает микротрещины, возникающие при изгибе , и коррозионное растрескивание под напряжением. | Технические характеристики формования материалов аэрокосмического класса |
| Контроль точности пружинения | Лазерная динамическая компенсация, допуск на пружинение ≤±0,3° . | Обеспечивает соосность многоосевых отверстий, предотвращая смещение датчика. | Технологический стандарт IATF 16949 |
| Общий допуск на формование | Суммарный допуск на множественные изгибы ≤±0,05 мм. | Устраняет помехи при сборке, адаптируясь к высокоточной сборке оборудования. | стандарты производства промышленных роботов |
| Система контроля качества | 100% контроль качества с помощью КИМ (координатно-измерительной машины) + контроль качества с помощью 3D-сканирования. | Полный контроль допусков по форме и положению, обеспечивающий поставку продукции без дефектов . | Стандарты доступа для высокоточной обработки |
Основные выводы:
- Выбор материала: для гибки следует использовать сплав 6061 T-6, а минимальный радиус гибки должен составлять 2,5t. Материал должен быть подвергнут термообработке для снятия напряжений при изгибе и предотвращения коррозионного растрескивания под напряжением.
- Точный контроль: Для контроля допуска упругого восстановления в пределах 0,3° использована система измерения угла с помощью лазера в реальном времени, гарантирующая корректность расположения многоосевых отверстий в корпусе.
- Проверка поставщиков: При закупке дорогостоящих товаров, по сравнению с другими поставщиками, обязательно проверьте, имеет ли поставщик 100% контроль качества с помощью КИМ (координатно-измерительной машины) и регистрацию по стандарту IATF 16949 для автомобильной промышленности.
Почему стоит доверять услугам LS Manufacturing по прецизионной гибке металла и опыту в области роботизированных каркасов?
Наличие отлаженного оборудования для обработки металла методом гибки и стандартизированных технологических процессов является ключевым фактором, гарантирующим стабильность конструкции шасси робота. Для высокотехнологичного серийного производства роботов необходима профессиональная технологическая система, позволяющая избежать рисков, связанных с обработкой . Многочисленные испытания на усталость шасси автомобилей подтвердили, что многие отказы шасси происходят из-за инерции производителей, не использующих процесс адаптации к динамическим нагрузкам в течение определенного времени.
Мы строго соблюдаем автомобильный стандарт контроля качества IATF 16949:2016 , и все процессы точной гибки металла соответствуют производственной документации . В OEM-производстве важна только визуальная привлекательность готового изделия, а не долговременная деформация, возникающая в результате упрочнения материала.
Это основная причина смещения датчиков в легких шасси роботов после длительной эксплуатации. Благодаря более чем 1000 регулировкам различных параметров изгиба , мы разработали модульную систему изгиба шасси робота для различных нагрузок, обеспечивая при этом строгий контроль качества по стандарту ISO 9001:2015 во всех аспектах.
Больше нет необходимости в ручном методе проб и ошибок, мы отказываемся от традиционного ручного подхода, используя моделирование методом конечных элементов для прогнозирования изгибных напряжений и отклонений упругого восстановления , тем самым устраняя структурный дефект в его основе.
Накопленный нами 20-летний опыт работы в отрасли позволил нам успешно выполнить все работы, включая изготовление на заказ более тысячи шасси для автоматизированных транспортных средств и медицинских роботов, в полном соответствии со строгими передовыми производственными требованиями.
Стандартизированная система прецизионной обработки устраняет первопричину поломок шасси роботов из-за изгиба, адаптирована к требованиям прототипирования или серийного производства различных типов легких роботов и гарантирует долговечную структурную стабильность. Хотите избежать сбоев в процессе и сохранить качество продукции? Свяжитесь с нашей профессиональной службой прецизионной гибки металла прямо сейчас , и вы получите решения для технологических проблем и примеры высококачественных проектов!

Как услуга по гибке шасси робототехники устраняет смещение датчиков?
Услуга высокоточной роботизированной гибки шасси, точность которой контролируется в пределах 0,05 мм, по сути решает проблему отклонения физической оси многосенсорной системы , позволяя автономным мобильным роботам осуществлять высокоточную автоматическую юстировку радара и камеры в условиях длительной высокой нагрузки.
Основные причины отклонения показаний датчика
Деформация конструкции шасси AMR является одной из основных причин отказов датчиков. Шасси робота должно выдерживать динамический крутящий момент и максимальную вертикальную нагрузку в 500 кг. Традиционные конструкции, предназначенные для изгиба, не имеют компенсации прогибов, что легко приводит к возникновению значительных деформаций кручения.
Благодаря роботизированной технологии формовки шасси, эти скрытые проблемы эффективно избегаются. Остаточные напряжения внутри шасси, возникающие в процессе формовки, снимаются в течение длительной работы, что приводит к нарушению выравнивания монтажных поверхностей в конечном итоге.
- Проблема концентрации напряжений: Несоответствие между зернами материала и процессом изгиба приводит к концентрации напряжений в точке изгиба и микродеформациям под длительной нагрузкой.
- Неконтролируемые допуски при литье: без технологии динамической компенсации суммарная величина ошибки при одном изгибе превысила бы стандарт, что привело бы к параллельности монтажной поверхности и эталонной поверхности.
- Низкая структурная стабильность: остаточные напряжения, возникающие вследствие холодной деформации, не снимаются никакой термической обработкой, и даже после 1000 часов эксплуатации наблюдается дальнейшее увеличение деформации.
Принцип коррекции высокоточной гибки
Точная калибровка датчиков, разработанная в процессе литья, позволяет эффективно предотвратить неоправданно большую деформацию шасси. Изготовление шасси для робототехники на заказ – это не просто обработка листового металла, а процесс микродеформации металла с точным контролем давления литья, скорости обработки и угла выравнивания зерен для компенсации остаточных напряжений в корпусе. Таким образом, технология микроформовки металла строго контролируется в областях с относительно малым отклонением деформации, обеспечивая 10 000 часов непрерывной работы робота без отклонения оси датчика, что является основой для высокоточного оборудования.
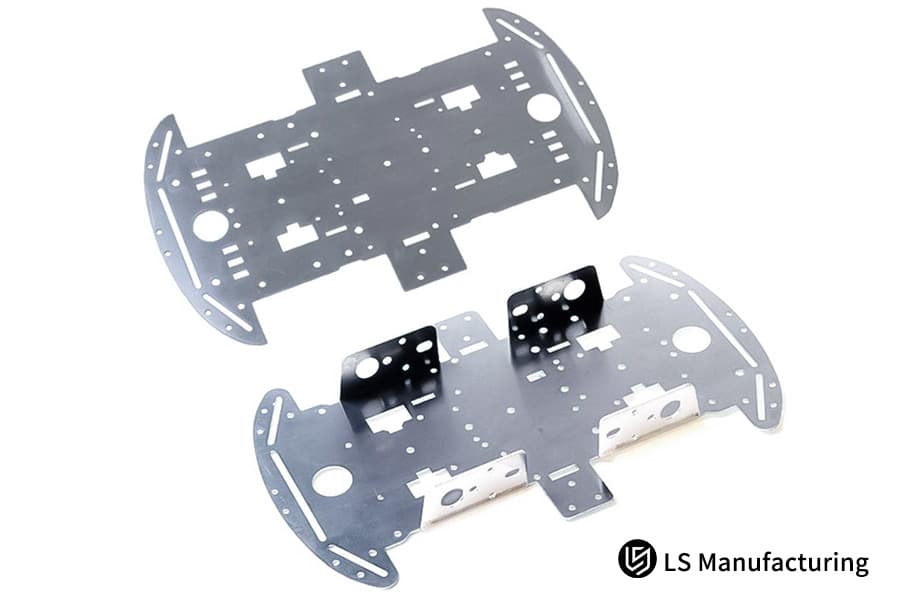
Рисунок 1: Металлические пластины, вырезанные с высокой точностью, для шасси робота, с многочисленными отверстиями и пазами.
Как выбрать технологию гибки металла для робототехники при проектировании легких конструкций и выдерживании больших нагрузок?
С учетом баланса между легкостью конструкции и высокой несущей способностью, для робототехники подходящим методом гибки металла должен быть сплав AL6061-T6 или Ti-6Al-4V. Компания LS Manufacturing устраняет микротрещины в материалах, используя изготовленные на заказ R-образные формы и процессы гибки с контролем температуры , что позволяет снизить вес на 40% при сохранении высокой прочности на растяжение более 500 МПа.
Различия в характеристиках распространенных материалов для обработки листового металла роботами.
Гибка с учетом требований к легкому весу напрямую влияет на производительность всего робота. Различные материалы листового металла имеют значительные различия в адаптации к изгибу, и даже неправильный материал может привести к недостаточной легкости и несущей способности . Гибка металла с адаптацией к нагрузке позволяет адаптироваться к различным условиям нагрузки и требованиям к формовке.
- Алюминиевый сплав 5052-H32: эффективно снижает вес, имеет меньшую прочность на растяжение и подходит только для небольших роботизированных нагрузок.
- Алюминиевый сплав 6061-T6: Наивысшие общие характеристики, рекомендуется для листов толщиной 1,5-4,0 мм , отвечает требованиям к легкости и высокой нагрузке.
- Титановый сплав Ti-6Al-4V: обладает высочайшей прочностью и оптимальной степенью снижения веса , может использоваться в медицинских и высокотехнологичных промышленных роботах.
Основные стандарты предотвращения ошибок в процессах гибки
Контроль направления зерен материала является основополагающим фактором эффективного предотвращения трещин при изгибе . Как показывает реальный опыт изготовления на заказ тяжелых шасси для автоматизированных транспортных средств (AGV), направление зерен материала перпендикулярно линиям изгиба, а также точное соответствие минимальному радиусу изгиба и толщине пластины , лазерная калибровка металла для получения приблизительных размеров, в сочетании с моделированием напряжений и термообработкой, позволяет эффективно устранить проблему деформации пластмасс во время работы оборудования.
Сравнительная таблица механических свойств распространенных материалов, используемых для гибки в робототехнике.
| Тип материала | Предел текучести (МПа) | Предел прочности на растяжение (МПа) | Совместимая толщина пластины (мм) | Оптимальный радиус изгиба | Снижение веса |
| Алюминиевый сплав 6061-T6 | 414 | 510 | 1.5-4.0 | 2,5 т | 40% |
| Алюминиевый сплав 5052-H32 | 193 | 331 | 2.0-3.5 | 2,0 т | 32% |
| Титановый сплав Ti-6Al-4V | 860 | 930 | 1.2-3.0 | 3,0 т | 45% |
| Высокопрочная сталь Q355 | 355 | 800 | 3.0-4.0 | 1,8 т | 15% |
| Нержавеющая сталь 304 | 205 | 520 | 1.2-2.5 | 2,2 т | 20% |
Что определяет квалифицированную услугу роботизированной гибки каркасов для медицинского применения?
Услуга роботизированной гибки медицинских рам от компании LS Manufacturing соответствует строгим стандартам качества, заданным параметрами, и включает в себя применение высокоточных технологических требований, таких как точность угла изгиба 0,25°, шероховатость поверхности Ra 0,4, а также 100% отсутствие царапин и вмятин.
Основные параметры контроля качества для медицинских изделий, подвергающихся гибке.
Точность обработки поверхности медицинским роботом является ключевым базовым критерием для создания высококачественных медицинских инструментов. Традиционные промышленные стандарты гибки не подходят для высокоточных и чистых условий, характерных для медицинских инструментов . Это означает, что параметры микроформования должны строго контролироваться.
Формовка металла в медицинской промышленности позволяет удовлетворить два основных требования к компонентам медицинских инструментов.
- Структурные параметры: толщина изгибаемой стенки уменьшается на 8%, остальные параметры 8%, угол скоса равномерно распределен, микротрещины отсутствуют.
- Параметры поверхности: шероховатость поверхности Ra0,4, обработка без единой царапины, без вмятин и царапин.
- Параметры допуска: допуск по углу установлен на уровне 0,25, что соответствует полному охвату пространственной формы и допускам по положению.
Специализированное технологическое решение для медицинских сценариев
Использование стерильной обработки поверхности при гибке является наилучшим способом нейтрализации накопления опасностей, которые могут возникнуть при работе с медицинским оборудованием. Для защиты поверхности специальных сплавов можно использовать не оставляющие следов футеровки из нейлона и полиуретана, что предотвращает колонизацию бактерий и нарушение электромагнитной защиты . В соответствии со спецификациями на изготовление высококачественных корпусов для робототехники, эта технология отвечает сложным требованиям к высокоточной формовке листового металла.
Таблица стандартных параметров контроля качества гибки медицинского робота.
| Категория тестирования | Промышленный стандарт | Медицинский стандарт | Метод тестирования | Применимые сценарии |
| Допуск на угол изгиба | ±0,5° | ±0,25° | Лазерный контроль в режиме реального времени | Хирургические роботы, роботы-компаньоны |
| Шероховатость поверхности | Ra 1.6 | Ra 0.4 | Полная проверка прибора для измерения шероховатости | Корпус для стерильного медицинского оборудования |
| Коэффициент уменьшения толщины стенки | ≤12% | ≤8% | Точечная проверка микрометрическим штангенциркулем | Медицинское шасси для высоких нагрузок |
| Дефекты в виде вмятин на поверхности | Допускается небольшое отступление. | Никаких вмятин, никаких царапин | Визуальный осмотр + осмотр с помощью увеличительного стекла | Стерильные медицинские контактные поверхности |
| Микроскопические трещины | Допускаются тонкие линии. | Отсутствие микроскопических трещин | Металлургический микроскопический контроль | Долгосрочное имплантируемое/контактное оборудование |

Рисунок 2: Деталь панели управления гибочного станка с кнопками и желтым модулем LNTech.
Как производитель деталей шасси методом гибки решает проблему пружинения в тонкостенных конструкциях?
Ключевым нововведением, внедренным профессиональным производителем оборудования для гибки шасси для решения проблемы пружинения в тонкостенных конструкциях, является интеллектуальная технология управления с обратной связью. Компания LS Manufacturing, используя систему определения угла с помощью лазера с длиной волны 650 нм, способна осуществлять динамическую компенсацию и полностью исключать ошибку пружинения при гибке тонкостенных листов из высокопрочного алюминия и нержавеющей стали.
Ключевые факторы, влияющие на упругое восстановление при изгибе тонкостенных материалов.
Проблема деформации тонкостенных листов под воздействием упругого восстановления очень распространена при формовке тонкостенного листового металла. При гибке нержавеющей стали толщиной 1,2-2,0 мм и тонкостенных алюминиевых сплавов легко возникает деформация под воздействием упругого восстановления, что влияет на точность сборки. Калибровка процесса гибки тонких листов позволяет точно компенсировать деформацию.
- Свойства материала: увеличение предела текучести приведет к увеличению упругого восстановления: сверхпрочный алюминий, использованный в этом проекте, будет обладать примерно на 5% большей упругостью, чем обычный алюминий.
- Параметры оборудования: Это приводит к большей упругой деформации листового металла за счет более широкого V-образного паза в пресс-форме и, как следствие, способствует значительному упругому восстановлению .
- Технология обработки: Неправильная скорость обработки и время выдержки усугубят упрочнение материала и усилят возникновение дефектов, связанных с пружинением.
Интеллектуальное решение для компенсации упругого восстановления
Технология моделирования для прогнозирования упругого восстановления методом конечных элементов (МКЭ) является определяющим фактором контроля погрешностей точности. Мы избавились от ручного метода проб и ошибок и быстро разработали модель прогнозирования упругого восстановления на основе МКЭ, а также гидравлическую динамическую систему компенсации для обеспечения стабильной точности серийного производства при гибке типичных легких каркасов на заказ. Параметры формования были оптимизированы и изучены с помощью настройки гибки методом конечных элементов. 68-кратное выдержание при постоянной температуре и давлении позволило добиться снижения упругого восстановления тонкостенных материалов на 15%, что является высококачественным и практичным решением для оптимизации в отрасли.
Таблица сравнения параметров упругого восстановления при изгибе тонкостенных материалов, полученная с помощью программы Pure Data.
| Листовой материал | Толщина (мм) | V-образное отверстие матрицы (мм) | Естественный угол пружинения | Компенсированный угол пружинения | Темпы повышения точности |
| Алюминиевый сплав 6061-T6 | 1.5 | 12 | 1,8° | 0,22° | 87,8% |
| Алюминиевый сплав 6061-T6 | 2.0 | 16 | 2,1° | 0,25° | 88,1% |
| Нержавеющая сталь 304 | 1.2 | 10 | 2,5° | 0,28° | 88,8% |
| Нержавеющая сталь 304 | 2.0 | 14 | 2,8° | 0,30° | 89,2% |
| Титановый сплав Ti-6Al-4V | 1.5 | 12 | 3,2° | 0,32° | 90,0% |
Интеллектуальная компенсация упругого восстановления и технология моделирования методом конечных элементов полностью преодолевают проблему обратного хода при гибке тонкостенных листов , значительно повышая точность формования и эффективность производства тонкостенных шасси роботов. Проблемы с упругим восстановлением доставляют вам головную боль? Профессиональный производитель шасси для гибки может предложить вам бесплатный расчет параметров упругого восстановления и разработать для вас индивидуальную схему контроля ошибок!
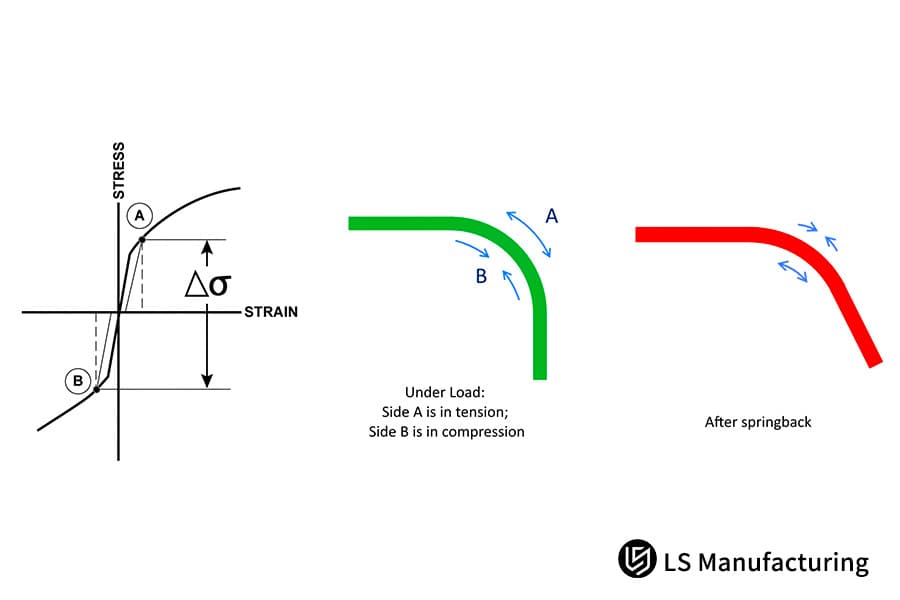
Рисунок 3: Диаграмма, показывающая силы напряжения и упругое восстановление материала в изогнутой металлической детали.
Как анализ DFM оптимизирует гибку облегченных рам на заказ?
Расширенный анализ DFM позволяет предотвратить 85% конструктивных недостатков за счет проверки на пересечения и корректировки радиуса до начала выполнения заказов на изготовление облегченных рам по индивидуальному проекту. Компания LS Manufacturing может подготовить бесплатный отчет DFM в течение 24 часов, что значительно сокращает время цикла производства прототипов.
Основные аспекты анализа DFM (проектирование с учетом технологичности)
Проверка на наличие дефектов при изгибе позволяет сократить потери от проб и ошибок, возникающие на начальном этапе. Большая часть чертежей заказчика содержит скрытые дефекты процесса, и обработка вслепую с большой вероятностью приведет к браку партии . Устранение дефектов изгиба позволяет заранее выявить различные опасности при формовке.
- Проверка безопасного расстояния: расстояние между линией изгиба и краем отверстия должно строго соблюдаться и составлять не менее 2,5t+R, что минимизирует растяжение и деформацию отверстия .
- Обнаружение помех в процессе моделирования: моделирование множественных траекторий изгиба, обнаружение столкновения инструмента с препятствием.
- Оптимизация технологического зазора: Скорректируйте размеры углового технологического зазора, чтобы избежать изгиба, разрыва и деформации.
Основные преимущества процесса DFM для клиентов
Предварительный контроль дефектов конструкции может значительно сократить цикл проекта . Бесплатный предварительный анализ DFM позволяет предотвратить накопление дефектов в процессе изготовления, снизить затраты на доработку, значительно сократить количество циклов выборки в среднем примерно на 35 дней , повысить точность всего многоэтапного процесса калибровки формования на каждом этапе и удовлетворить потребности в индивидуальной настройке различных изделий для гибки шасси робототехники.
Как минимизировать накопление допусков при гибке легких металлических деталей?
В многоэтапном процессе гибки легких металлических деталей ключевым фактором является использование набора фиксированных технологических параметров для контроля накопления допусков. Технология однократного позиционирования многоосевого заднего упора позволяет в производстве легких металлических деталей стабильно контролировать накопление допусков в пределах 0,1 мм на 7 изгибах.
Основные причины накопления допусков
Накопление многоступенчатых допусков — типичная проблема при обработке сложных шасси. Небольшие погрешности по всем 5-9 изгибам накапливаются. Накопленный допуск при традиционном процессе достигает 0,8 мм, что легко может привести к поломке сборки. Для эффективного решения этой проблемы можно использовать стандартные процессы.
Процесс точного контроля допусков для многоступенчатой гибки
Процесс позиционирования с использованием одной базовой точки позволяет полностью решить проблему накопления отклонений. Благодаря использованию высокоточной 6-осевой системы управления с ЧПУ для планирования оптимальной последовательности гибки, многоступенчатой однозажимной фиксации и позиционирования, эффективно предотвращается накопление допусков, вызванных ошибками позиционирования и сдвига . Это решает проблему выравнивания при обычной сборке для производителей деталей шасси, обеспечивая стабильную точность формовки.
Последовательный процесс позиционирования позволяет устранить накопительные допуски, возникающие в результате многоступенчатой обработки, и значительно повышает универсальность и точность сборки легких шасси. Хотите решить проблему смещения и избыточных допусков при сборке? Просто обратитесь к нам за бесплатной оптимизацией DFM и получите точную смету на обработку металла уже сегодня !
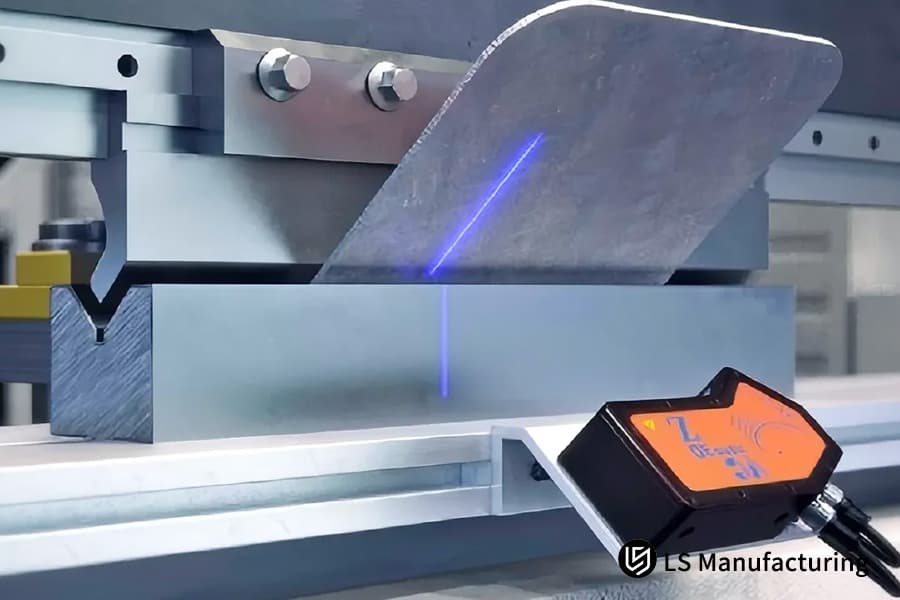
Рисунок 4: Лист металла на листогибочном прессе с красной лазерной линией выравнивания для точной гибки.
Почему 100% контроль качества с помощью КИМ (координатно-измерительной машины) так важен для оценки поставщиков оборудования для гибки шасси робототехники на заказ?
100% контроль качества с помощью КИМ (координатно-измерительной машины) является минимальным стандартом для выбора поставщика высококачественных роботизированных шасси для LS Manufacturing. Компания LS Manufacturing располагает самой точной в мире КИМ и синим световым сканером, и все отчеты о проверке геометрических допусков шасси составляются и соответствуют техническим требованиям.
Ограничения традиционных методов контроля
Традиционные измерительные инструменты не позволяют проводить допуски при изготовлении высокотехнологичных роботизированных шасси. Инструменты для количественного измерения могут измерять только основные размеры , но не могут легко измерять пространственные допуски формы и положения, такие как плоскостность и соосность, что может привести к скрытым проблемам с качеством. Высокоточная формовка требует профессионального процесса контроля точности.
Основная ценность полной проверки с помощью КИМ (координатно-измерительной машины)
Обнаружение отклонений в 3D-пространстве гарантирует поставку продукции без дефектов при гибке металла. Мы проводим полную проверку с использованием тепловых карт отклонений в 3D-пространстве и автоматизированного инструмента контроля качества, и предоставляем с каждой партией полный отчет о контроле качества , что помогает нашим клиентам контролировать качество продукции в цепочке поставок услуг по гибке легкого металла. Проверенная на координатно-измерительной машине (CMM) обработка металла гарантирует точность на механическом уровне готовой продукции.
Как снизить общую стоимость закупки услуг по прецизионной гибке металла без ущерба для качества?
Решение для минимизации потерь при точной гибке металла без ущерба для качества заключается в оптимизации компоновки листового металла с уменьшением отходов при доработке. Компания LS Manufacturing использует интеллектуальное программное обеспечение для компоновки, позволяющее повысить коэффициент использования листового металла на 18%. Весь процесс представляет собой комплексное обслуживание, начиная от сырья и заканчивая обработкой поверхности.
Основные составляющие затрат на прецизионную гибку
Различные затраты на прецизионную обработку в основном включают четыре составляющие: стоимость материалов, затраты на производственное время, амортизационные расходы и обработку поверхности пресс-форм. При использовании традиционной модели OEM инвестиции в пресс-формы сопряжены со значительными потерями, поэтому оптимизация процесса формования позволяет значительно снизить производственные затраты.
Основные решения для высококачественного снижения затрат
Комплексная оптимизация процесса: компания может добиться как экономии, так и повышения качества. Компания использует интегрированную конструкцию для гибки металла вместо раздельной сварной конструкции, благодаря чему экономится 35% затрат на сварочные работы . Используется стандартный модульный инструмент без затрат на пресс-формы, что подходит для гибки металла в рамках индивидуальных проектов в области робототехники.
Модель комплексной оптимизации процесса позволяет сбалансировать качество обработки с контролем затрат, преодолеть высокие потери при обычной обработке листового металла и одновременно перейти к индивидуальному производству различных типов шасси роботов. Хотите добиться высокого качества, снизить затраты и оптимизировать НИОКР и производство? Изучите область гибки металла для робототехники , получите бесплатный расчет стоимости и индивидуальное решение по снижению издержек прямо сейчас!
Пример из практики компании LS Manufacturing: Изготовление на заказ шасси для автоматизированных транспортных средств из алюминия 6061-T6 для ведущего мирового поставщика логистической робототехники.
В этой главе воспроизведены решение и результаты его реализации в реальном проекте по гибке шасси высококлассного робота AGV. Наглядно показана практическая ценность технологии точной гибки и представлен качественный пример для аналогичных проектов по индивидуальной настройке роботов.
Задача клиента:
Ведущий мировой производитель логистических роботов столкнулся с технической проблемой при разработке четырехстороннего челночного робота AGV грузоподъемностью 600 кг: специально разработанное легкое шасси (из сплава 6061-T6 толщиной 4,0 мм) постоянно деформировалось, образуя микротрещины в местах изгиба. Неконтролируемое обратное пружинение приводило к отклонению плоскостности поверхности крепления радара на 0,75 мм, ложным срабатываниям сигнализации об предотвращении препятствий и отклонению траектории, что задержало проект и вызвало острую необходимость в профессиональном производителе по гибке шасси для робототехники для выполнения модификации шасси.
Решение LS Manufacturing:
- После того, как заказчик предоставит 3D-чертежи группе LS Manufacturing, чертежи заказчика загружаются, и в течение 24 часов предоставляется индивидуальное решение по оптимизации DFM (проектирование с учетом технологичности производства). Исходный (чрезмерно) малый радиус (R-угол) вычитается и корректируется до радиуса изгиба 3,0t, что более подходит для свойств сплава 6061-T6 и предотвращает появление трещин на ранних стадиях.
- На этапе обработки, на станке с ЧПУ для гибки алюминия, используется система автоматической калибровки лазера AMADA с длиной волны 650 нм и динамической компенсацией упругого восстановления, обеспечивающая предел текучести для данной партии (различных форм) алюминиевых материалов, с защитной поверхностью листового металла без следов от литьевой формы с воздушной подушкой.
- После формовки изделие подвергается высокотемпературной термообработке для полного снятия остаточных напряжений. Наконец, проводится 100% контроль качества монтажных отверстий радара с помощью координатно-измерительной машины Hexagon .
Результаты и ценность:
В рамках первого этапа проекта были достигнуты значительные успехи: допуски шасси точно контролируются в пределах 0,05 мм. Допуски на угловую нагрузку зафиксированы на уровне 0,2°. Плоскостность поверхности крепления радара улучшена до 0,12 мм. Все это позволило устранить неисправности датчиков и навсегда оставить их в прошлом.
Оборудование прошло 200 000 испытаний на усталость при полной нагрузке, вес шасси уменьшился на 22%, цикл проекта сократился на 35 дней, заказчик подписал с нами эксклюзивный контракт на серийное производство сроком на 3 года. Этот пример полностью доказал, что высококачественная, эффективная робототехника, изготовленная на заказ, с использованием лучшей на рынке, надежной и экономически выгодной технологии гибки шасси, способна решить все три важные проблемы.
Этот пример демонстрирует, что благодаря технологии прецизионной гибки можно одновременно решить все три основные проблемы: растрескивание шасси, отклонение точности и длительное время цикла , что делает её перспективной для высокотехнологичных специализированных применений в области автоматизированных транспортных средств (AGV). Хотите получить такой же высококачественный результат? Воспользуйтесь профессиональными и надежными услугами по гибке шасси для робототехники на заказ. Вы сможете быстро ознакомиться с рядом аналогичных проектов, предоставить чертежи и получить привлекательное коммерческое предложение!

Часто задаваемые вопросы
В1: Что касается услуг по гибке шасси роботов, какой радиус гибки у алюминиевого сплава 6061-T6?
Для предотвращения образования поверхностных микротрещин при гибке листового алюминиевого сплава 6061-T6 необходимо контролировать минимальный радиус изгиба листового металла, который не должен превышать толщину листа в 2,0–2,5 раза . При этом линия изгиба должна быть перпендикулярна направлению волокон, чтобы полностью избежать образования трещин от напряжений.
В2: Каким образом компания LS Manufacturing обеспечивает соблюдение жестких допусков по углам при выполнении индивидуальных заказов на гибку легких рам?
Для наших станков с ЧПУ для гибки мы установили систему измерения осей с длиной волны 650 нм от компании Laser Technology. Станок с ЧПУ способен автоматически обнаруживать любые отклонения, а также компенсировать упругое восстановление в реальном времени, поддерживая угол изгиба шасси робота в пределах допуска 0,25°, что обеспечивает точность формовки.
В3: Способен ли ваш цех роботизированной гибки металла преобразовывать сложные сварные узлы в единую формованную деталь?
Их можно оптимизировать и усилить. Инженеры, оснащенные предварительно установленным устройством DFM, могут превратить многосекционные сварные узлы в цельные конструкции, требующие многопроходной гибки, поскольку их проще изготавливать, что, в свою очередь, позволяет сократить затраты заказчика на сварочные работы на 35%.
В4. Какие стандарты устойчивости поверхности к царапинам вы требуете для гибки внешних автомобильных деталей или рам медицинских роботов?
Это нейлон высокого давления и полиуретан. Не оставляющая следов облицовка пресс-формы, обработка верхней части пресс-формы из полиуретана с R-образным углом – зеркальная полировка, отсутствие трения при контакте на протяжении всего процесса, а готовое изделие имеет высококачественный внешний вид, соответствующий всем требованиям к специальному сплаву , без вмятин и царапин на 100%.
В5: Компания LS Manufacturing, в частности, как производитель шасси, изготавливаемых методом гибки, как измеряет окончательные геометрические формы, пространственные параметры и допуски на положение шасси роботов?
Мы используем шестиугольную координатно-измерительную машину и мощный синий 3D-лазерный сканер для проведения 100% контроля важных размеров, например, плоскостности корпуса, соосности и т.д. По каждой партии продукции всегда выдаются отчеты о контроле качества.
В6: Сколько времени требуется компании SCML для закупки небольших партий образцов услуг по прецизионной гибке металла?
После проверки чертежей наших клиентов на соответствие требованиям технологичности изготовления (DFM), мы быстро извлекаем детали из станка с помощью универсальных комбинированных пресс-форм, без необходимости вскрытия пресс-формы. Стандартные высокоточные образцы шасси будут готовы в течение 3-5 рабочих дней. Вы можете легко загрузить чертежи , запросить подробную информацию и быстро получить точные расценки на проект и графики индивидуальной настройки.
В7: Как вы защищаете конфиденциальные и строго секретные чертежи (интеллектуальную собственность) ваших клиентов, используемые для изготовления нестандартных шасси для роботов?
Перед получением чертежей STEP / IG S R&D мы подписываем двустороннее соглашение о конфиденциальности. Файлы хранятся только на локальном защищенном сервере. Комплексное управление проектом, применяемое в нашем производственном цехе , обеспечивает полную защиту интеллектуальной собственности ваших клиентов.
В8: Строго ли компания Ltd относится к минимальным объемам заказа при переходе на предоставление высококачественных услуг по гибке шасси роботов?
Мы придерживаемся политики нулевого минимального объема заказа для высокотехнологичных научно-исследовательских проектов, что позволяет нам гибко принимать один заказ на изготовление прототипа научного назначения, одновременно удовлетворяя спрос на тысячи заказов на ежегодное серийное производство автомобильной продукции.
Краткое содержание
Гибка шасси робота — это высокоточная системная инженерия, включающая механику материалов, алгоритмы ЧПУ и замкнутый контур контроля качества. Учет распределения нагрузки, предотвращение трещин, контроль упругого восстановления и оптимизация допусков являются важнейшими факторами успеха в обеспечении стабильности работы различных роботов. Правильный выбор материала, стандартизированная система технологических процессов и полный контроль качества являются ключевыми факторами для решения проблем с поломками шасси, а также для создания высококачественного аппаратного обеспечения роботов.
Высокое качество услуг по гибке шасси робототехники позволяет предотвратить деформации оборудования, смещение датчиков и структурные повреждения, что снижает риск высоких затрат на техническое обслуживание и обеспечивает уникальное конкурентное преимущество продукта.
Компания LS Manufacturing предлагает нулевой минимальный объем заказа (MOQ) для удовлетворения потребностей в прототипировании, опытных запусках, а также серийном производстве , включая все виды роботизированной обработки. Отправьте нам 3D-модели прямо сейчас , и мы подготовим отчет DFM в течение 24 часов, а также предложим индивидуальную оптимизацию процесса и затрат. Используя профессиональные услуги по точной гибке металла и технологии автомобильного класса, мы можем воплотить ваш проект в жизнь.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


