
ロボットシャーシ曲げ加工サービスは、AGV/AMRや医療用ロボットに適した精密金属曲げ加工のカスタマイズサービスです。薄肉ロボットシャーシの曲げ割れ、制御不能なスプリングバック、穴公差の変動など、業界特有の問題を効果的に解決できます。現在、軽量ロボットプロセスの開発において、6061-T6アルミニウム合金や高強度鋼の曲げ加工では、マイクロクラック、制御不能なスプリングバックが発生しやすく、重負荷時の穴公差限界を超えると、機器の動作安定性に直接影響します。標準プロセスでは、ロボットの動的応力特性を考慮していないため、シャーシの疲労破壊やセンサー軸のずれが発生しやすくなります。
LS Manufacturingは、20年にわたる成熟したプロセス経験に基づき、0.05mmの高精度公差制御を実現し、 DFM設計から小ロットのカスタマイズ製造までワンストップサービスを構築しています。このガイドでは、ロボットシャーシの曲げ加工に関する主要なプロセスポイントについて説明します。

ロボットシャーシ曲げ加工におけるコア技術の概要
私たちは、金属曲げ加工の基本的な技術基準と実装要件をまとめ、精密加工の重要な制御ポイントへと迅速に導き、ロボットシャーシの研究開発と購入のための直感的な参考資料を提供し、よくあるプロセスミスを回避することに重点を置いています。
| コアディメンション | 技術規格 | アプリケーションの価値 | コンプライアンス要件 |
| 材料曲げパラメータ | 6061-T6の最小曲げ半径は2.5t以上、垂直方向の曲げ。 | 曲げによる微細な亀裂や応力腐食割れを完全に解消します。 | 航空宇宙グレード材料の成形仕様 |
| スプリングバック精度制御 | レーザーによる動的補正、スプリングバック許容誤差≤±0.3° 。 | 多軸穴の同軸性を確保し、センサーのずれを防ぎます。 | IATF 16949 プロセス規格 |
| 全体的な成形公差 | 複数回の曲げ加工における累積許容誤差は±0.05mm以下。 | 組み立て時の干渉を排除し、高精度な機器組み立てに対応します。 | 産業用ロボット製造規格 |
| 品質検査システム | CMMによる100%全方位検査+3Dスキャン検査。 | 形状および位置公差を完全に制御し、欠陥ゼロの納品を実現します。 | ハイエンド精密加工アクセス規格 |
主なポイント:
- 材料選定:曲げ加工には6061 T-6を使用し、最小曲げ半径は2.5tとする。材料は、曲げ応力を緩和し、応力腐食割れを防止するために熱処理を施す必要がある。
- 精密制御:リアルタイムレーザー角度測定システムを使用して、スプリングバックの許容誤差を0.3°以内に制御し、シャーシ内の多軸穴の対向性を保証します。
- サプライヤー選定:高額な調達の場合、他のサプライヤーと比較する際に、そのサプライヤーが100%のCMM検査を実施しているか、またIATF 16949自動車グレード認証を取得しているかを必ず確認してください。
LSマニュファクチャリングの精密金属曲げ加工サービスとロボットフレームに関する専門知識を信頼する理由とは?
金属曲げ加工装置の成熟と標準化されたプロセスは、ロボットシャーシ構造の安定性を保証する上で重要なポイントです。ハイエンドロボットの量産においては、加工リスクを回避するために専門的なプロセスシステムが必要です。自動車シャーシの疲労試験の様々なバッチで、シャーシの多くの故障は、ロボットの動的応力適応プロセスを時間的に考慮しないメーカーの慣性に起因するという同じ結果が証明されています。
当社は、自動車グレードのIATF 16949:2016管理規格を厳格に遵守しており、精密金属曲げ加工工程はすべて生産作業文書に準拠しています。OEM製造においては、材料の加工硬化による長期的な変形ではなく、完成品の外観のみを重視しています。
これは、軽量ロボットシャーシのセンサーが長期間使用後にずれる最大の原因です。当社は、1000を超える様々な曲げパラメータの調整を行い、様々な負荷ケースに対応できるモジュール式ロボットシャーシ曲げシステムをカスタマイズするとともに、あらゆる面で厳格な品質管理ISO 9001:2015を遵守しています。
もはや手作業で試行錯誤する必要はありません。有限要素シミュレーションを用いて曲げ応力とスプリングバックの偏差を予測することで、従来の手動による方法を廃止し、構造上の欠陥を根本から解消します。
業界で20年間培ってきた経験により、数千台を超える特注AGVや医療用ロボットシャーシを含むすべての製品を、最先端の厳しい生産要件に完全に準拠して成功裏に完成させることができました。
標準化された精密加工システムは、ロボットシャーシの曲げ不良の根本原因を取り除き、様々な軽量ロボットの試作や量産ニーズに合わせてカスタマイズすることで、長期にわたる構造安定性を保証します。工程不良を回避し、製品品質を維持したいですか?今すぐ当社の専門的な精密金属曲げ加工サービスにご連絡ください。工程上の問題に対する解決策と、ハイエンドな事例をご紹介いたします。

ロボットシャーシ曲げ加工サービスは、どのようにセンサーのずれを解消するのでしょうか?
0.05mm以内の成形公差に制御された精密ロボットシャーシ曲げ加工サービスは、本質的にマルチセンサー融合システムの物理的な軸ずれを解消し、AMRが長期にわたる高負荷条件下で高精度のレーダーとカメラの自動位置合わせを運用できるようにする。
センサー偏差の主な原因
AMRシャーシの構造変形は、センサー故障の長期的影響の一つです。ロボットシャーシは、動的トルクと最大垂直荷重500kgに耐える必要があります。従来の曲げ構造にはたわみ補償設計がないため、微細なねじり変形が発生しやすくなります。
ロボットによるシャーシ成形技術により、これらの潜在的な問題を効果的に回避できます。成形作業によってシャーシ内部に残った応力は長時間の運転中に解放され、最終的に取り付け面の位置ずれが発生するのを防ぎます。
- 応力集中問題:材料の結晶粒と曲げ加工プロセスとの間に整合性がない場合、曲げ点に応力集中が生じ、長期荷重下で微小変形が発生する。
- 制御されていない成形公差:動的補正技術がない場合、単一の曲げ誤差の合計量が標準を超え、取り付け面と基準面との平行性が損なわれます。
- 構造安定性の低さ:冷間加工硬化による残留応力は、いかなる熱処理によっても緩和されず、 1000時間の運転後でも変形がさらに増大する。
高精度曲げ加工の補正原理
成形時に設計された精密センサー校正により、シャーシの不当に大きな変形を効果的に防止できます。カスタムロボットシャーシの曲げ加工は、単なる板金加工ではなく、微細変形金属成形プロセスです。成形圧力、加工速度、結晶粒配向角を精密に制御して本体の残留応力を相殺し、微細成形金属成形技術を厳密に制御することで、変形偏差を合理的に小さく抑え、センサーの物理軸の偏差なく10,000時間のロボットの連続稼働を保証し、高精度機器の基礎となります。
図1:ロボットシャーシ用の精密にカットされた金属板。多数の穴とスロットが設けられている。
軽量設計と低負荷に対応するロボット用金属曲げ加工の選び方
軽量設計と高い耐荷重能力のバランスを考慮すると、ロボット加工に適した金属曲げ加工方法は、AL6061-T6またはTi-6Al-4Vであるべきです。LS Manufacturingは、カスタマイズされたRアングル金型と温度制御された曲げ加工プロセスを使用することで、材料の微細な亀裂を排除し、 500MPaを超える高い引張強度を維持しながら、40%の軽量化を実現しています。
主流ロボット用板金材料の性能差
軽量かつ耐荷重性に優れた曲げ加工は、ロボット全体の性能に直接影響します。様々な板金材料は曲げ加工への適応性に大きな違いがあり、材料の選択を誤ると軽量化が実現できないだけでなく、耐荷重能力も不足する可能性があります。荷重適応型の金属曲げ加工は、様々な荷重条件や成形要件に対応できます。
- 5052-H32アルミニウム合金:重量を効果的に軽減し、引張強度が低い軽量素材であり、小型ロボットの積載にのみ適しています。
- 6061-T6アルミニウム合金:総合性能が最も高く、板厚1.5~4.0mmに推奨され、軽量かつ高荷重の要求を満たします。
- Ti-6Al-4Vチタン合金:最高の強度と最適な軽量化能力を備えており、医療用ロボットやハイエンド産業用ロボットに使用できます。
曲げ加工における落とし穴を回避するための基本基準
材料の結晶粒方向の制御は、 曲げ割れを効果的に防止するための根本的な鍵となります。材料の結晶粒方向の制御は、特注の大型AGVシャーシの実際の経験に基づくと、曲げ線に垂直であり、最小曲げ半径と板厚を正確に一致させ、レーザー校正された金属成形を近似成形サイズに合わせ、応力シミュレーションと熱処理プロセスを組み合わせることで実現されます。この方法により、機器の稼働中の塑性変形の問題を効果的に解消できます。
ロボット用曲げ加工材の一般的な機械的特性比較表
| 材質の種類 | 降伏強度(MPa) | 引張強度(MPa) | 対応プレート厚さ(mm) | 最適な曲げ半径 | 減量 |
| 6061-T6アルミニウム合金 | 414 | 510 | 1.5~4.0 | 2.5トン | 40% |
| 5052-H32アルミニウム合金 | 193 | 331 | 2.0~3.5 | 2.0トン | 32% |
| Ti-6Al-4Vチタン合金 | 860 | 930 | 1.2~3.0 | 3.0t | 45% |
| Q355高強度鋼 | 355 | 800 | 3.0~4.0 | 1.8トン | 15% |
| 304ステンレス鋼 | 205 | 520 | 1.2~2.5 | 2.2トン | 20% |
医療用途における、認定されたロボットフレーム曲げサービスとはどのようなものか?
LS Manufacturingの医療グレードのロボットフレーム曲げ加工サービスは、 0.25の曲げ角度精度、Ra 0.4の表面粗さ、100%傷やへこみのない仕上がりといったハイエンドな加工要件を適用し、厳しいパラメータで定義された品質レベル基準に従っています。
医療グレード曲げ加工におけるコア品質検査パラメータ
医療ロボットの表面精度は、ハイエンド医療機器の重要な基本基準です。従来の工業用曲げ加工基準では、医療機器の高い精度とクリーンな環境に対応できません。つまり、マイクロ成形パラメータを厳密に制御する必要があるということです。
医療用金属成形は、医療機器の2つの基本構成要素の要件を満たすことができる。
- 構造パラメータ:曲げ壁厚減少率およびその他のパラメータは8%、面取り角度は均一で、微小亀裂はありません。
- 表面パラメータ:表面粗さRa0.4、完全に傷のない加工、へこみや傷なし。
- 許容誤差パラメータ:角度許容誤差は0.25に固定されており、空間形状および位置許容誤差を完全にカバーしています。
医療現場向け専用プロセスソリューション
滅菌表面曲げ加工は、医療機器に関連する危険性の蓄積を最も効果的に抑制する方法の一つです。ナイロンやポリウレタン製の非マーキング成形ライナーを特殊合金の表面に適用することで、細菌のコロニー形成や電磁シールドの不具合を抑制できます。ハイエンドカスタムロボットシャーシ曲げ加工の調達仕様に準拠し、高度な精密板金成形加工仕様に適合します。
医療用ロボット曲げ加工品質検査パラメータ標準表
| テストカテゴリ | 工業規格 | 医療基準 | 試験方法 | 適用可能なシナリオ |
| 曲げ角度公差 | ±0.5° | ±0.25° | レーザーリアルタイム検査 | 手術用ロボット、コンパニオンロボット |
| 表面粗さ | Ra 1.6 | Ra 0.4 | 表面粗さ計による完全検査 | 滅菌医療機器収納ケース |
| 壁厚減少率 | 12%以下 | ≤8% | マイクロメーターキャリパースポットチェック | 高負荷医療用シャーシ |
| 表面のへこみ欠陥 | わずかなへこみは許容範囲内 | へこみなし、傷なし | 目視検査+拡大鏡検査 | 滅菌済み医療用接触面 |
| 微細な亀裂 | 細線も可 | 微細な亀裂は一切なし | 金属顕微鏡検査 | 長期埋め込み型/接触型医療機器 |

図2:曲げ加工機の制御パネルの詳細。ボタンと黄色のLNTechモジュールが写っている。
シャーシ曲げ加工メーカーは、薄肉部材のスプリングバックをどのように解決するのか?
薄肉構造におけるスプリングバック問題を解決するために、プロのシャーシ曲げ加工メーカーが採用した重要なイノベーションは、インテリジェントなクローズドループ制御技術です。LS Manufacturingは、650nmレーザー角度検出システムにより動的補正を実現し、高強度アルミニウムおよびステンレス鋼の薄肉板の曲げ加工におけるスプリングバック誤差を完全に排除することに成功しました。
薄肉曲げスプリングバックに影響を与える主な要因
薄肉板の成形加工において、薄肉部のスプリングバック偏差は非常に一般的な問題です。1.2 ~2.0mm厚のステンレス鋼や薄肉アルミニウム合金の曲げ加工では、スプリングバック偏差が発生しやすく、組立精度に影響を与えます。 薄板曲げ加工のキャリブレーションを行うことで、成形偏差を正確に補正できます。
- 材料特性:降伏強度の増加はスプリングバックの増加につながります。このプロジェクトで使用した超高強度アルミニウムは、通常のアルミニウムよりも約5%多くのスプリングバックを生み出します。
- 装置パラメータ:金型のV溝を広くすることで板金の弾性変形が大きくなり、その結果、大きなスプリングバックが促進されます。
- 加工技術:不適切な加工速度と保持時間は、加工硬化を悪化させ、スプリングバック誤差の発生を激化させます。
インテリジェントなスプリングバック補償ソリューション
FEAスプリングバック予測のモデリング技術は、精密誤差制御の決定的な核心です。手動による試行錯誤プロセスを排除し、 FEAと油圧動的補償システムに基づいたスプリングバック予測モデルを迅速に開発し、典型的なカスタム軽量フレーム曲げの安定したバッチ精度を実現します。成形パラメータは、有限要素曲げ調整によって最適化および研究されます。68の定温圧力保持プロセスにより、薄肉材料のスプリングバックが15%削減され、業界における高品質で実用的な最適化ソリューションとなっています。
薄肉曲げにおけるスプリングバックパラメータの純粋データ比較表
| シート材 | 厚さ(mm) | 金型V開口部(mm) | 自然なスプリングバック角度 | 補償スプリングバック角度 | 精度向上率 |
| 6061-T6アルミニウム合金 | 1.5 | 12 | 1.8° | 0.22° | 87.8% |
| 6061-T6アルミニウム合金 | 2.0 | 16 | 2.1° | 0.25° | 88.1% |
| 304ステンレス鋼 | 1.2 | 10 | 2.5° | 0.28° | 88.8% |
| 304ステンレス鋼 | 2.0 | 14 | 2.8° | 0.30° | 89.2% |
| Ti-6Al-4Vチタン合金 | 1.5 | 12 | 3.2° | 0.32° | 90.0% |
インテリジェントなスプリングバック補正と有限要素シミュレーション技術により、薄肉板の曲げ加工におけるスプリングバック問題を完全に克服し、薄肉ロボットシャーシの成形精度と生産効率を大幅に向上させます。スプリングバック誤差でお困りですか?プロのシャーシ曲げ加工メーカーが、スプリングバックパラメータの無料計算と、お客様に合わせた誤差制御プランをご提供いたします!
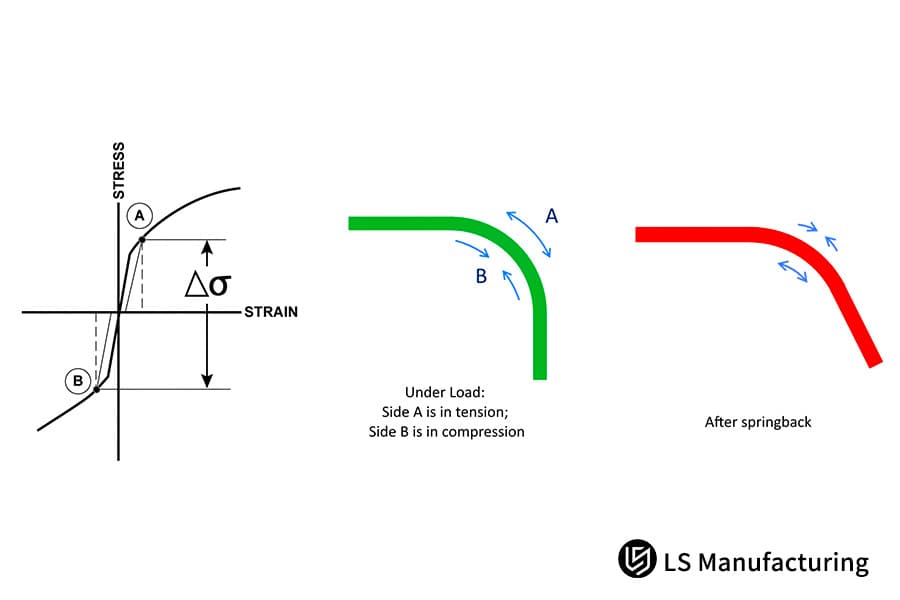
図3:曲げ加工された金属部品における応力と材料のスプリングバックを示す図。
DFM解析はどのようにしてカスタム軽量フレームの曲げ加工を最適化するのか?
高度なDFM解析は、カスタム軽量フレームの曲げ加工注文を実行する前に干渉チェックと限界半径補正を行うことで、設計上の欠陥の85%を防止できます。LS Manufacturingは24時間以内に無料のDFMレポートを作成し、プロトタイプの製造サイクル時間を大幅に短縮します。
DFM分析のコアレビュー次元
曲げ構造の干渉チェック自体が、試行錯誤による損失を発生源から減らすことができます。顧客の図面の大部分には隠れた工程上の欠陥があり、盲目的に処理するとバッチ不良が発生する可能性が非常に高くなります。構造的な曲げ欠陥の除去により、さまざまな成形上の危険を事前に発見できます。
- 安全距離の検証a:曲げ線と穴の端の間のスペースは、穴の伸びや変形を最小限に抑えるため、2.5t+R以上を厳密に維持する必要があります。
- 干渉シミュレーション検出:複数の曲げ軌道のシミュレーション、ツールと衝突物との衝突の検出。
- 工程ギャップの最適化:コーナー部の工程ギャップ寸法を修正し、曲げによる裂けや変形を防ぎます。
DFMプロセスの主要顧客メリット
設計上の欠陥プロジェクトを事前に管理することで、プロジェクトサイクルを大幅に短縮できます。無料の事前処理DFM分析により、製造時の不具合の蓄積や手直しコストを防ぎ、サンプルサイクル数を平均約35日大幅に削減し、各段階における多段階成形校正プロセス全体の精度を向上させ、さまざまなロボットシャーシ曲げサービス製品のカスタマイズニーズに対応できます。
軽量金属曲げ加工における公差累積を最小限に抑えるには?
軽量金属曲げ加工の多段階工程において、公差累積を制御するための重要な要素として、多数の固定加工基準点が用いられます。LS社は、多軸バックゲージによるワンタイムポジショニング技術により、7回の曲げ加工における公差累積を0.1mm以内に安定的に制御できます。
耐性蓄積の根本原因
複雑なシャーシ加工において、複数工程における公差の蓄積は典型的な問題です。5~9箇所の曲げ加工における小さな誤差が蓄積され、従来の加工方法では累積公差が最大0.8mmにも達し、組み立て不良の原因となりやすくなります。標準加工法を効果的に活用することで、この問題を回避できます。
多段階曲げ加工における精密な公差管理プロセス
単一基準位置決めプロセスにより、累積偏差の問題を完全に解決できます。6軸CNC高精度制御システムを使用して最適な曲げシーケンスを計画し、多段階の単一クランプと位置決めを行うことで、位置決め誤差とせん断誤差による公差の蓄積を効果的に防止します。これにより、シャーシ曲げ製造における通常の組立位置合わせの問題を解決し、安定した成形精度を維持します。
一貫したベンチマーク位置決めプロセスにより、複数回の切削加工によって生じる累積公差を解消し、軽量シャーシ組立の汎用性と精度を大幅に向上させることができます。組立時のミスアライメントや公差超過の問題を解決したいですか?今すぐ無料のDFM最適化にお申し込みください。軽量金属曲げ加工サービスの正確な加工見積もりを本日中にご提供いたします!
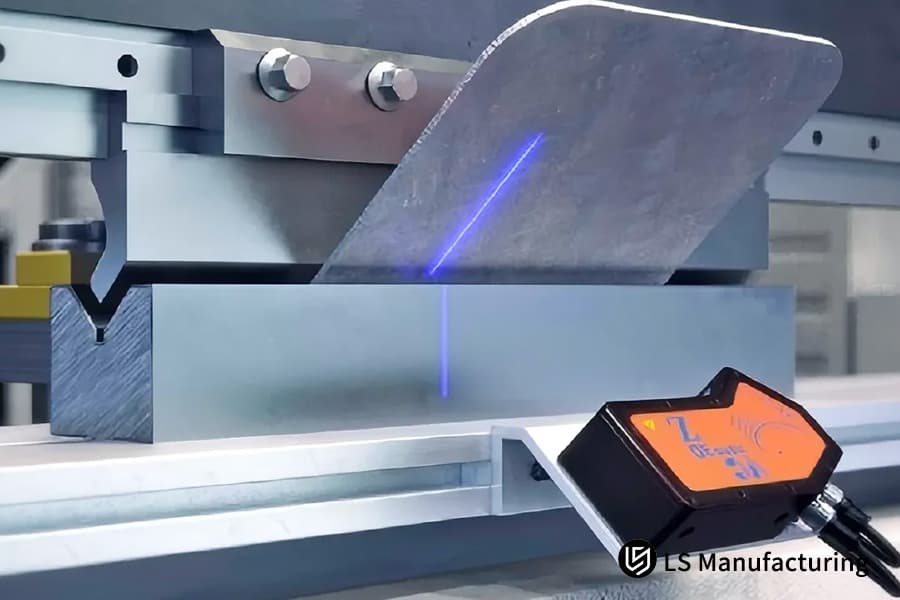
図4:プレスブレーキ上の金属板。正確な曲げ加工のために赤いレーザーアライメントラインが表示されている。
カスタムロボットシャーシ曲げ加工サプライヤーの評価において、100% CMM検査が不可欠な理由とは?
LS Manufacturingでは、高品質なカスタムロボットシャーシ曲げ加工サプライヤーを選定する最低基準として、100%のCMM検査を実施しています。LS Manufacturingは、世界で最も高精度なCMMとブルーライトスキャナーを保有しており、納品されたすべてのシャーシの幾何公差検査レポートは、仕様に準拠していることが確認済みです。
従来の検査方法の限界
従来の測定ツールでは、ハイエンドロボットシャーシの公差測定はできません。量的測定ツールは基本的な寸法しか測定できず、平面度や同軸度などの空間形状や位置の公差を容易に測定できないため、潜在的な品質問題が発生する可能性があります。ハイエンド成形には、専門的な精密検査プロセスが求められます。
CMMによる完全検査の核心的価値
3D寸法偏差検出により、金属曲げ加工における欠陥ゼロの製品納品を保証します。3D偏差ヒートマップと自動検査ツールを用いた徹底的な検査を実施し、各バッチごとに完全な品質管理レポートを提供することで、お客様が軽量金属曲げ加工サービスのサプライチェーン全体の品質を主体的に管理できるよう支援します。CMMによる金属成形検証により、完成品の機械的状態における精度が保証されます。
品質を損なうことなく、精密金属曲げ加工サービスの総調達コストを削減するにはどうすればよいでしょうか?
精密金属曲げ加工サービスにおいて、品質を損なうことなく人件費を最小限に抑える解決策は、手直しによる無駄を減らし、板金レイアウトを最適化することです。LS Manufacturingは、インテリジェントなネスティングソフトウェアを使用して、板金利用率を18%向上させています。原材料から表面処理まで、全工程をワンストップで提供しています。
精密曲げ加工コストの主要構成要素
精密加工のさまざまなコストは、主に材料費、生産時間コスト、償却費、金型の表面処理の4つの部分から構成されます。従来のOEM方式を採用すると、金型投資側で大きな損失が発生するため、成形プロセスを最適化することで、生産コストを大幅に削減できます。
高品質なコスト削減を実現するコアソリューション
統合的なプロセス最適化:コスト削減と品質向上を両立できます。従来の溶接構造に代わり、一体型の曲げ構造を採用することで、溶接作業コストを35%削減しました。金型費用のかからない標準モジュール式ツールを採用しており、ロボット向けカスタムプロジェクトにおける金属曲げ加工に最適です。
統合プロセス最適化モデルは、加工品質とコスト管理のバランスを取り、通常の板金加工における高い損失を解消すると同時に、さまざまなタイプのロボットシャーシのカスタマイズ生産を実現します。今すぐ品質向上とコスト削減、研究開発および生産コストの強化をお考えですか?ロボット向け金属曲げ加工分野をチェックして、無料のコスト計算とコスト削減ソリューションのカスタマイズを今すぐお試しください!
LSマニュファクチャリングの事例研究:世界的なティア1物流ロボットサプライヤー向けカスタムアルミニウム6061-T6 AGVシャーシ曲げ加工サービス
本章では、実際のプロジェクトにおけるハイエンドAGVロボットシャーシの曲げ加工に関する解決策と実装結果を再現する。これにより、精密曲げ加工技術の実用的な価値を直感的に示し、同様のロボットカスタマイズプロジェクトにおける品質面での参考となる情報を提供する。
クライアントの課題:
世界トップクラスの物流ロボットメーカーが、600kgの積載能力を持つ4方向シャトルAGVの開発中に技術的な問題に直面しました。独自設計の軽量(4.0mm 6061-T6)シャーシの曲げ部分に常に微小疲労亀裂が発生し、制御不能なスプリングバックによってレーダーマウント面の平面度偏差が0.75mm、障害物回避の誤警報、軌道偏差が発生し、プロジェクトが予定より遅れたため、カスタムロボットシャーシの曲げ改造を行うシャーシ曲げ専門メーカーを強く必要としていました。
LS製造ソリューション:
- お客様が3D図面をLS Manufacturingグループに持ち込むと、お客様の3D図面がダウンロードされ、個別のDFM最適化ソリューションが24時間以内に提供されます。お客様の元の(過度に)小さい半径(R角度)は取り除かれ、6061-T6の特性により適した3.0tの曲げ半径に修正され、潜在的な亀裂が早期に発生するのを防ぎます。
- 加工段階では、AMADA社製の650nmレーザー自動校正システムと動的スプリングバック補正機能を備えたCNC曲げ加工機を使用し、このバッチの(異なる形状の)アルミニウム材料の極限降伏強度で、エアクッションによるマークフリーの金型保護板金表面を備えています。
- 製品が成形された後、高温時効熱処理工程を経て、製品内部の残留応力が完全に除去されます。最後に、ヘキサゴン社製三次元測定機(CMM)を用いて、レーダー取り付け穴の全数検査が行われます。
結果と価値:
このプロジェクトの最初の段階では、当初の目標をはるかに超える成果が得られました。シャーシの公差は0.05mm以内の精度で制御され、角度荷重公差は0.2°に固定されています。レーダー取り付け面の平面度は0.12mmに向上しました。これらの改善により、センサーの誤動作は解消され、過去のものとなりました。
本装置は20万回の全負荷疲労試験に合格し、シャーシ重量を22%削減、プロジェクト期間を35日間短縮し、お客様は当社と3年間の独占量産契約を締結しました。この事例研究は、最高品質で効率的なカスタムロボットと、市場最高品質で信頼性が高く費用対効果に優れたシャーシ曲げ技術が、これら3つの重要な課題すべてに対応できることを完全に証明しました。
この事例は、この精密曲げ加工技術によって、シャーシの亀裂、精度誤差、長いサイクルタイムという3つの主要な問題を同時に解決できることを示しており、ハイエンドのカスタム大型AGVアプリケーションにも適しています。あなたも同様の高品質なアプリケーション結果を得たいと思いませんか?プロフェッショナルで信頼性の高いカスタムロボットシャーシ曲げ加工サービスをぜひお試しください。関連するプロジェクト事例を迅速に確認し、図面を提出するだけで、魅力的なプロジェクト見積もりを入手できます。

よくある質問
Q1:ロボットシャーシの曲げ加工サービスに関して、6061-T6アルミニウム合金の曲げ半径はどのくらいですか?
6061-T6アルミニウム合金板を曲げ加工する際に表面の微細亀裂を防ぐため、板金の最小曲げ半径は板厚の2.0~2.5倍以下に抑える必要がある。また、応力亀裂を完全に回避するため、曲げ線は結晶粒方向と直角になるようにしなければならない。
Q2:LS Manufacturingは、軽量フレームの曲げ加工におけるカスタムオーダーの厳しい角度公差をどのように管理していますか?
当社では、CNC曲げ加工機にレーザー技術社製の波長650nmの軸測定システムを導入しました。このCNCシステムは、あらゆるずれを自動的に検知し、スプリングバックをリアルタイムで補正することで、ロボットシャーシの曲げ角度を0.25°の許容範囲内に維持し、成形精度を確保します。
Q3:貴社のロボットによる金属曲げ加工部門は、溶接された複雑なアセンブリを単一の成形部品に変換することが可能ですか?
それらは最適化され、強化される可能性があります。事前にDFM(設計製造性)を組み込んだエンジニアは、複数のセグメントからなる溶接アセンブリを、より容易に製造できる一体型の多パス曲げ構造に変換することができ、結果として顧客の溶接作業コストを35%削減することが可能になります。
Q4. 自動車外装部品や医療用ロボットフレームの曲げ加工において、どのような表面耐擦傷性規格が求められますか?
高圧ナイロンとポリウレタンを使用しています。非マーキングの金型ライナー、Rアングルウレタン上型加工は鏡面研磨で、工程全体を通して硬い接触摩擦がなく、完成品は特殊合金のすべてにおいて100%凹みや傷のないハイエンドな外観が求められます。
Q5:LS Manufacturing社は特にシャーシ曲げ加工メーカーとして、ロボットシャーシの最終的な幾何学的形状、空間形状、位置公差をどのように測定していますか?
当社では、六角形座標測定機と強力な青色光3Dレーザースキャナーを用いて、重要な寸法、シャーシの平面度、同軸度などを100%検査しています。また、すべての製品ロットに対して、品質管理検査報告書を発行しています。
Q6:SCMLが精密金属曲げ加工サービスの少量サンプルを購入するのに必要なリードタイムはどのくらいですか?
お客様からいただいた図面をDFM(設計製造性)の観点から検証した後、汎用複合金型を使用して迅速に機械を組み立てます。金型を開ける必要はありません。3~5営業日で、標準的な高精度シャーシサンプルがすぐに入手可能です。図面を簡単にアップロードし、詳細を問い合わせ、正確なプロジェクト見積もりとカスタマイズスケジュールを迅速に入手できます。
Q7:カスタムロボットシャーシの曲げ加工に使用される、顧客の機密性の高い研究開発図面(知的財産)をどのように保護していますか?
STEP / IG S R&D図面を取得する前に、当社は相互機密保持契約を締結します。ファイルはローカルの安全なサーバーにのみ保管されます。当社の製造工場が採用する総合的なプロジェクト管理により、お客様の知的財産は完全に保護されます。
Q8:ハイエンドロボットシャーシ曲げ加工サービスプロバイダーになる際、株式会社は最低注文数量に関して厳格な規定を設けていますか?
当社では、ハイテク研究開発プロジェクトにおいて最低発注数量(MOQ)をゼロとする方針を採用しており、これにより、科学研究グレードのプロトタイプ製作注文を1件から柔軟に受注できると同時に、自動車グレードの年間大量生産注文数千件の需要にも対応することが可能となっています。
まとめ
ロボットシャーシの曲げ加工は、材料力学、CNCアルゴリズム、閉ループ品質検査を含む精密システムエンジニアリングです。軽量荷重分散、亀裂の回避、スプリングバックの制御、公差の最適化は、各種ロボットの動作安定性を確保するための重要な要素です。適切な材料選択、標準化されたプロセスシステム、そして徹底した品質検査は、シャーシの不具合を解消し、ハイエンドロボットハードウェアの改良を実現するための鍵となります。
ロボットシャーシの曲げ加工サービスの堅牢な品質は、機器の変形、センサーのずれ、構造的な故障といった問題を軽減し、高額なメンテナンス費用のリスクを低減するとともに、独自の製品上の優位性を提供します。
LSマニュファクチャリングは、試作、パイロット生産、量産など、あらゆるニーズに対応するため、最低発注数量(MOQ)ゼロでご注文を承ります。ロボット加工アプリケーションもすべて対応可能です。3Dモデルをお送りいただければ、24時間以内にDFMレポートを作成し、お客様に合わせたプロセスとコストの最適化をご提案いたします。プロフェッショナルな精密金属曲げ加工サービスと自動車グレードのプロセスにより、お客様のプロジェクトを実現いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


