
Il servizio di piegatura di metalli per il settore medicale è una tecnologia di formatura di precisione a livello micrometrico, conforme al sistema ISO 13485. Questa tecnologia si dimostra efficace nell'affrontare i problemi principali del settore dei componenti medicali di precisione, che spesso includono eccessiva elasticità, derive dimensionali, microfratture e mancanza di tracciabilità per la conformità.
È in grado di soddisfare i rigorosi requisiti di formatura di impianti chirurgici, strumenti minimamente invasivi e altri prodotti correlati. Grazie all'applicazione di una compensazione dinamica del ritorno elastico combinata con un'ispezione visiva online al 100%, riesce a mantenere la tolleranza angolare del pezzo entro 0,3 e la rugosità superficiale controllata a Ra0,4 μm , riducendo notevolmente le probabilità di scarti di lotto e di audit normativi sui componenti medicali, fornendo al contempo soluzioni di produzione di precisione standardizzate per i produttori di apparecchiature medicali.

Panoramica e conclusioni principali sulle tecnologie di piegatura dei nuclei metallici per uso medicale
In questo capitolo presentiamo una sintesi dei parametri chiave, degli elementi tecnici e degli standard normativi relativi ai processi di piegatura di precisione in ambito medicale . Ciò vi consentirà di comprendere a colpo d'occhio la logica principale del settore e di essere una guida utile per la selezione dei fornitori e la progettazione dei prodotti .
| Dimensioni principali | Norme tecniche | Requisiti di conformità | Principali vantaggi per il cliente |
| Controllo della tolleranza angolare | Bloccaggio stabile di ±0,3°, produzione di massa estrema ±0,2°. | Conforme agli standard di audit FDA, CE e MDR . | Elimina completamente i guasti di montaggio causati dalla deriva angolare. |
| Grado di precisione superficiale | Rugosità superficiale Ra≤0,4μm | Norma ISO 13485 per la produzione in camera bianca | Nessun graffio, nessuna contaminazione , adatto per dispositivi impiantabili. |
| Indice di capacità di processo | Cpk≥1,67, ben al di sopra del valore di riferimento del settore pari a 1,33. | Standard SPC per il controllo statistico di processo | Deviazione zero nella produzione di massa di 100.000 pezzi, stabilità estremamente elevata. |
| Ciclo di archiviazione della tracciabilità | Archiviazione e conservazione complete dei parametri per 15 anni. | Normative sulla tracciabilità e conformità dei dispositivi medici | Supera agevolmente gli audit di vari sistemi normativi. |
| Tasso di rilavorazione secondaria | Controllabile allo 0% | Standard di qualità per la produzione in serie di componenti medicali. | Riduce i costi di approvvigionamento dei materiali di oltre il 45%. |
Punti chiave
- L'aspetto più importante della piegatura di metalli con tolleranze ristrette di grado medicale è il controllo dei parametri fisici con tale precisione da eliminare completamente la deriva di ritorno elastico dovuta alla differenza di durezza tra i lotti di materiale.
- L'ottenimento della certificazione ISO 13485 non è solo un titolo di studio, ma anche un obbligo per garantire la tracciabilità al 100% dei parametri di processo (come l'angolo di piegatura e la curva di pressione) in un ambiente di produzione.
- Si consiglia di relegare in secondo piano, nell'ambito della gestione della catena di approvvigionamento, quei fornitori di alto valore che non dispongono di una funzione di gestione delle malattie (DFM - Disease Management Function) che consenta un intervento tempestivo sui rischi, la progettazione di stampi personalizzati e i test online a ciclo chiuso.
Perché scegliere il servizio di piegatura di metalli medicali di LS Manufacturing per la produzione di componenti medicali di precisione?
I servizi professionali di piegatura di precisione per il settore medicale dovrebbero concentrarsi sulla risoluzione dei problemi di stabilità della produzione e sulla garanzia della conformità ai requisiti dei componenti medicali di alta gamma, oltre a offrire il supporto di tecnologie consolidate e un sistema completo di conformità . I metodi di lavorazione convenzionali non sono generalmente in grado di gestire le caratteristiche di deformazione elasto-plastica dei metalli speciali utilizzati in ambito medicale. Questo è uno dei motivi principali per cui il settore registra un basso tasso di successo nella produzione di massa della maggior parte dei prodotti. Inoltre, i processi devono essere conformi allo standard ASTM F136-18 per i metalli medicali e limitare rigorosamente le variazioni dei parametri di formatura per prevenire rischi per la sicurezza clinica.
I produttori tradizionali sono in grado di eseguire solo le lavorazioni di formatura più basilari e non possono garantire tolleranze a livello micrometrico e tracciabilità di conformità. Noi utilizziamo lo standard ASTM B348-22 per la formatura di leghe di titanio medicali e ci affidiamo al nostro algoritmo di compensazione e al sistema di controllo digitale, sviluppati internamente, per poter lavorare con diversi metalli speciali per il settore medicale. In questo modo, troviamo soluzioni ai problemi di deriva dimensionale tra i lotti e garantiamo la conformità dei prodotti alle normative globali.
Strettamente legati alla produzione di precisione in ambito medicale, abbiamo realizzato numerosi progetti personalizzati per componenti minimamente invasivi e impiantabili. Grazie al nostro impegno, siamo riusciti ad aumentare il tasso di successo della produzione di massa dal 35% al 99,7% , eliminando in modo estremamente efficiente le perdite di ricerca e sviluppo e di produzione di massa dei nostri clienti.
Per comprendere intuitivamente gli effetti dell'implementazione e gli scenari applicabili della piegatura di precisione in ambito medicale, è possibile consultare con un solo clic il nostro ampio portfolio di casi studio di successo relativi a componenti medicali , individuando rapidamente il prodotto più adatto alle proprie esigenze di lavorazione.

Come controllare la deviazione di ritorno elastico nei componenti medicali piegati su misura?
Il cuore del controllo della deviazione di ritorno elastico dei componenti medicali piegati su misura risiede nell'impiego di un sistema di controllo della pressione a circuito chiuso in tempo reale. In base alla reale resistenza allo snervamento di ciascun lotto di materiale, i parametri di compensazione del punto morto inferiore vengono aggiornati in tempo reale per mantenere la tolleranza angolare entro 0,3°, correggendo così efficacemente la deviazione di formatura nei componenti medicali piegati su misura .
Raccolta accurata dei dati relativi alle sollecitazioni dei materiali
Grazie alla nostra esperienza nel progetto di mandrini in lega di titanio a minima invasività, abbiamo constatato che piccole variazioni nella resistenza allo snervamento di diversi lotti di acciaio inossidabile 316L e lega di titanio Ti-6Al-4V causano direttamente variazioni nel ritorno elastico. Utilizzando standard di calibrazione professionali per la piegatura dei metalli , attraverso prove di trazione distruttive, siamo in grado di determinare con grande precisione la reale curva sforzo-deformazione di ciascun lotto di materiale. La procedura dettagliata è la seguente:
- Selezionare campioni di materia prima da ciascun lotto, eseguire prove meccaniche di trazione e documentare i parametri di resa finali.
- Trasferire i dati raccolti in una piegatrice CNC ad alta precisione , superando i parametri standard generali.
- Completare la messa a punto adattiva dei parametri dell'apparecchiatura in modo che siano in linea con il comportamento di formatura del lotto di materiale utilizzato. In parole semplici, ciò significa che la macchina non funzionerà più con set di parametri fissi, ma si adatterà alle proprietà effettive di ciascun lotto di materiale, riducendo così la deviazione dovuta al ritorno elastico fin dall'origine.
Correzione della compensazione secondaria laser in tempo reale
Il bloccaggio di precisione a livello micrometrico può essere realizzato solo tramite il monitoraggio angolare in tempo reale. Il nostro LAC, un sistema di misurazione angolare laser sviluppato internamente, ci consente di monitorare il processo di piegatura in tempo reale con una precisione al microsecondo. È in grado di rilevare in tempo reale le deviazioni dell'angolo di formatura e, allo stesso tempo, di eseguire una compensazione dinamica secondaria che contrasta completamente il ritorno elastico del materiale. Ci impegniamo costantemente a garantire prestazioni di piegatura del metallo stabili e affidabili. Questo sviluppo tecnologico riduce a zero la percentuale di pezzi da rilavorare, risolvendo così il problema dell'assemblaggio impreciso dei componenti piegati su misura per il settore medicale e migliorando al contempo la precisione di lavorazione dei servizi di piegatura di metalli per il settore medicale.

Figura 1: Una mano guantata tiene in mano componenti metallici medicali piegati con precisione, a dimostrazione del controllo di qualità manuale.
Perché la piegatura dei metalli con tolleranze ristrette si basa in larga misura sulla tracciabilità ISO 13485?
La piegatura di metalli con tolleranze ristrette dipende fortemente dalla tracciabilità ISO 13485, poiché la conformità dei dispositivi medici richiede il vincolo e l'archiviazione al 100% dei parametri di processo, dei numeri di lotto delle materie prime e dei dati della macchina di misura a coordinate (CMM) per ogni parte piegata, per un periodo fino a 15 anni.
Controllo a ciclo chiuso tridimensionale dei parametri di processo
Non ci limitiamo ad accumulare certificazioni. Per l'implementazione tecnologica, abbiamo sviluppato un sistema digitale per la registrazione storica delle apparecchiature DHR, che consente il controllo completo del processo di piegatura dei metalli con tolleranze ristrette. Lo standard di tracciabilità della piegatura dei metalli, specifico per il settore, definisce di fatto lo standard per l'intero processo di lavorazione di precisione.
Sono consentiti solo pochissimi parametri di controllo fondamentali: ad esempio, il raggio del raccordo della matrice di piegatura superiore è controllato entro R0,2mmR0,5mm, è prevista la compensazione in tempo reale delle deviazioni dovute all'usura della matrice e ogni 50 cicli è obbligatorio un confronto della morfologia della proiezione ottica per prevenire l'accumulo di deviazioni di formatura.
I dati sulla stabilità della produzione di massa consentono la conformità
L'ottimizzazione della consistenza dei lotti è un metodo molto efficace per migliorare il controllo di processo. Utilizzando il Controllo Statistico di Processo (SPC), siamo riusciti ad aumentare l'indice di capacità del processo di prodotto (Cpk) da 1,33 a 1,67 , risolvendo così completamente il problema delle dimensioni non uniformi nella produzione di massa.
L'applicazione rigorosa di un sistema di controllo della qualità per la piegatura dei metalli, unitamente a un sistema di tracciabilità digitale completo, trasforma un servizio di piegatura certificato ISO 13485 da una mera formalità in una reale garanzia di conformità per la produzione di massa , aiutando i clienti a superare agevolmente gli audit dei diversi enti regolatori.
Quali fattori determinano il preventivo per un servizio di piegatura certificato ISO 13485?
Il solo costo della manodopera non è certo il fattore determinante principale nella formulazione di un preventivo per un servizio di piegatura certificato ISO 13485. Oltre alla qualità del materiale, alla complessità del processo, all'ammortamento di stampi speciali antigraffio dedicati e alle verifiche e ai test di conformità (come la verifica FAI al 100% e la verifica spettrale del materiale), la capacità degli impianti di soddisfare elevati standard contribuisce in modo congiunto alla definizione dei prezzi.
Differenze di costo tra la piegatura di grado medicale e la piegatura di grado industriale
La piegatura industriale ordinaria e la piegatura di precisione per uso medicale, basata sugli standard ISO 13485, presentano componenti di costo completamente diverse. Le principali differenze risiedono nel controllo della conformità e nella garanzia di precisione. La struttura dei costi della piegatura di metalli per uso medicale in un contesto professionale evidenzia chiaramente come queste due tipologie di lavorazione siano prezzate su basi differenti.
Di seguito viene effettuato un confronto specifico:
| Dimensioni dei costi | Curva industriale ordinaria | ISO 13485 Piegatura per uso medicale | Motivi del sovrapprezzo |
| Controllo della camera bianca | Nessun controllo specifico dell'inquinamento | Eliminazione completa della contaminazione incrociata tra acciaio al carbonio e altri materiali. | Camere bianche dedicate e apparecchiature di produzione isolate. |
| Protezione superficiale | Protezione standard, Ra≤1,6μm | Pellicola protettiva in poliuretano, Ra≤0,4μm. | Costo più elevato dei materiali protettivi antigraffio di grado medicale. |
| Elementi di prova | Campionamento e controlli dimensionali di routine | FAI al 100% + verifica spettrale del materiale + test distruttivi | Test di conformità multidimensionali lunghi e complessi. |
| Tracciabilità dei costi | Nessun obbligo di archiviazione dei dati | 15 anni di archiviazione digitale completa . | Costi di gestione e manutenzione dei sistemi digitali e di archiviazione dei dati |
Logica fondamentale per il calcolo preciso dei prezzi
Grazie al nostro esclusivo metodo di calcolo dei costi: Costo totale = Costo del substrato + Costo di ammortamento dello stampo dedicato + Costo dei test di conformità + Costo delle perdite di processo , siamo in grado di valutare con precisione la ragionevolezza di un preventivo. Utilizzando il nostro metodo di determinazione dei prezzi per la piegatura dei metalli , garantiamo prezzi equi ai produttori OEM di dispositivi medicali di tutto il mondo.
Oltre a questi, il nostro servizio di piegatura standardizzato con tolleranze ristrette e certificato ISO 13485 elimina la sorpresa di costi nascosti. Il prezzo elevato della piegatura di grado medicale è interamente giustificato dalla precisione, dalla conformità e dalla garanzia di qualità , e non da un ricarico eccessivo.
Figura 2: Quattro tubi in acciaio inossidabile con precise curve a 90 gradi, che mostrano una formatura di livello medicale.
In che modo la piegatura di precisione dei metalli per applicazioni medicali può ovviare al rischio di microfratture?
Il fulcro della piegatura di precisione dei metalli per applicazioni medicali è la manipolazione accurata del rapporto tra il raggio di curvatura interno e lo spessore della lamiera (R/t), in modo che rimanga al di sopra del limite critico. Inoltre, vengono utilizzati test non distruttivi a correnti parassite e microscopia elettronica a scansione (SEM) a 500 ingrandimenti per il campionamento casuale e la conferma della morfologia dei grani della superficie stirata.
Eliminazione della concentrazione dello stress e della pre-elaborazione
Per prevenire le microfratture che si formano molto facilmente durante la piegatura a raggio ridotto di leghe di titanio e acciaio inossidabile ad alta durezza, utilizziamo un metodo di pre-trattamento protettivo in due fasi. Grazie a un controllo affidabile dei difetti di piegatura del metallo , possiamo evitare completamente la formazione di difetti. Ecco i punti principali della fornitura:
- Lucidatura dei bordi: mediante una combinazione di laser ad alta precisione e lucidatura elettrolitica, le bave microscopiche presenti sulla superficie della lamiera vengono completamente rimosse, eliminando così la possibilità di concentrazione delle tensioni.
- Formatura a temperatura precisa: il nostro esclusivo processo di piegatura a caldo a una temperatura costante di 320 °C rende la lamiera in lega di titanio più plastica e meno soggetta alla formazione di cricche da trazione.
- Perfetta corrispondenza dei parametri: regolando il raggio di curvatura minimo in base allo spessore della lamiera, si eliminano i danni al materiale dovuti a una formatura estrema.
Set completo di misure di controllo non distruttivo e gestione del rischio
L'individuazione di cricche mediante metodi non distruttivi riduce il rischio a zero. Il nostro approccio consiste nell'integrare i controlli non distruttivi a correnti parassite con campionamenti microscopici al microscopio elettronico a scansione (SEM) 500x, in modo da effettuare un'indagine approfondita sui danni microscopici in componenti con spessori di lamiera variabili da 0,5 mm a 2,0 mm, ottenendo così una matrice parametrica completa.
Grazie a rigorosi standard di piegatura dei metalli, siamo in grado di garantire la sicurezza della formatura e della piegatura di precisione dei metalli per il settore medicale , evitando completamente fratture da fatica dei dispositivi e rischi di richiamo dei prodotti.
La distensione, se combinata con i controlli non distruttivi, potrebbe eliminare le microfratture nella piegatura di precisione dei metalli (per applicazioni medicali) fin dal loro punto di origine, evitando così i rischi di richiamo del prodotto. Per l'ottimizzazione del processo di produzione di componenti resistenti alle cricche, si prega di prenotare una consulenza personalizzata.
Perché la scelta di un servizio di piegatura con tolleranze ristrette influisce sulla velocità di validazione del prodotto?
La scelta di un servizio di piegatura a tolleranza stretta altamente qualificato può accelerare la validazione del prodotto di oltre il 50%. Un servizio eccellente si distingue per la sua capacità di fornire report di validazione operativa IQ/OQ/PQ con una serie completa di file di dati di ispezione iniziale del campione (ISIR), pienamente conformi ai requisiti di audit FDA e CE MDR.
Supporto completo per la documentazione di convalida della conformità
Le unità di produzione standard si limitano alla produzione di soli pezzi finiti e non supportano la documentazione di convalida della conformità. Al contrario, i servizi di piegatura di precisione offerti da esperti forniscono una serie completa di documentazione di convalida derivata dagli standard di audit di conformità per la piegatura dei metalli, che affronta in modo esaustivo la convalida dell'installazione, la convalida operativa e la convalida delle prestazioni . Ciò è pienamente conforme agli standard globali di audit normativo, agevolando notevolmente il processo di convalida del cliente.
Acquisizione di dati con precisione a livello di micron
La registrazione dei dati dimensionali è essenzialmente una garanzia di autenticità e affidabilità dei dati di validazione. Sfruttando le macchine di misura a coordinate Hexagon e strumenti di misurazione ottica completamente automatizzati all'avanguardia, registriamo con precisione i dati di tolleranza da 0,01 mm a 0,02 mm e, allo stesso tempo, generiamo report di dati standardizzati con la semplice pressione di un pulsante.
Grazie all'utilizzo di un sistema di registrazione dati di precisione per la piegatura dei metalli , forniamo un solido supporto dati per la verifica della conformità del prodotto e aiutiamo i clienti a ottenere rapidamente le approvazioni. La stabilità della produzione in serie di componenti metallici con tolleranze ristrette e rigidi soddisfa le esigenze di commercializzazione a lungo termine.
Il nostro servizio professionale di piegatura a tolleranza ristretta fornisce una serie completa di documenti di verifica della conformità, riducendo significativamente i tempi di revisione e di lancio sul mercato dei dispositivi medici. Per acquisire rapidamente familiarità con la conformità del prodotto e le tecniche di lancio sul mercato, è possibile scaricare il white paper ufficiale sulla verifica della conformità.

Figura 3: Un operaio aziona una piegatrice per metalli in uno stabilimento di produzione pulito e professionale.
Come progettare componenti in modo efficace per un processo di piegatura di metalli di grado medicale?
Progettare componenti per la piegatura di metalli di grado medicale in modo efficace implica garantire una distanza di sicurezza minima pari a 2,5 volte lo spessore della lamiera tra la linea di piegatura e il bordo del foro o della scanalatura. Ciò serve a garantire che il foro o l'apertura non siano soggetti alla deformazione da trazione, potenzialmente fatale, che può verificarsi durante la formatura.
Tre principi fondamentali per l'ottimizzazione del design
Integrando la natura della piegatura dei metalli di grado medicale con il concetto di progettazione scientifica di strutture metalliche piegate, i tre principi di progettazione di facile applicazione sono:
- Requisiti di spaziatura: Tra la linea di piegatura e il bordo del foro deve essere lasciato un margine di sicurezza di almeno 2,5 volte lo spessore della lamiera, al fine di prevenire la deformazione per trazione dell'apertura del foro .
- Riduzione delle tensioni: per i pezzi con forme complesse e per quelli snelli vengono introdotte delle scanalature aggiuntive per alleviare le tensioni di taglio locali, mantenendo al contempo le tolleranze dei bordi rigorosamente entro 0,05 mm.
- Ottimizzazione strutturale: diverse strutture di piegatura vengono pianificate in anticipo per evitare interferenze di formatura e per garantire la precisione dimensionale complessiva .
Per ottimizzare la progettazione di componenti piegati per uso medicale e renderli più adatti ai processi di produzione di massa, di seguito è riportata una tabella comparativa dei principali parametri di sicurezza per la progettazione di componenti nel contesto della piegatura di metalli per uso medicale , che possono essere utilizzati direttamente per la verifica dell'adattamento del processo in fase di progettazione del prodotto:
| Progettazione di scenari applicativi | Intervallo di spessore della piastra applicabile | Distanza minima di sicurezza tra la linea di piegatura e il bordo del foro | Rapporto R/t di sicurezza minimo | Requisiti di controllo della tolleranza di formazione | Materiali medicali di base compatibili |
| Componenti strutturali a parete sottile per strumenti minimamente invasivi | 0,3 mm-0,6 mm | ≥3,0 volte lo spessore della piastra | ≥1,5t | Tolleranza angolare ±0,2° | Acciaio inossidabile 316LVM, Ti-6Al-4V ELI |
| Placche ossee impiantabili/strutture di fissaggio | 1,0 mm-2,0 mm | ≥2,5 volte lo spessore della piastra | ≥1,2t | Tolleranza dimensionale ±0,02 mm | Titanio puro di grado medicale Gr2 , lega di titanio Gr5 |
| Aste sottili e curve per endoscopi | 0,5 mm-1,0 mm | ≥4,0 volte lo spessore della piastra | ≥1,8t | Tolleranza di rettilineità 0,05 mm/100 mm | Acciaio inossidabile 304, lega a memoria di forma nichel-titanio |
| componenti strutturali del telaio di apparecchiature mediche di fascia alta | 1,5 mm-3,0 mm | ≥2,0 volte lo spessore della piastra | ≥1,0t | Tolleranza angolare ±0,3° | acciaio inossidabile 316L, acciaio inossidabile 17-4PH |
| Componenti di precisione per impianti dentali/ortopedici | 0,8 mm-1,5 mm | ≥3,5 volte lo spessore della piastra | ≥2,0t | Rugosità superficiale Ra≤0,2μm | Lega di cobalto-cromo-molibdeno, titanio puro di grado medicale |
Pre-ottimizzazione DFM per la riduzione dei costi e il miglioramento dell'efficienza
Evitare le interferenze strutturali è un metodo efficace per ridurre la quantità di rilavorazioni. I difetti di stampaggio derivanti dalle interferenze possono essere eliminati in modo sicuro ed efficace verificando e ottimizzando i progetti disallineati e gli elementi interferenti.
Oltre a fare affidamento sull'efficiente modello di sviluppo di prototipi per la piegatura dei metalli , che consente l'ottimizzazione della piegatura di precisione dei metalli per soluzioni di stampaggio medicale, l'ingegnere di produzione nel settore dei dispositivi medicali può intervenire precocemente nella fase di progettazione del prodotto per fornire proposte di correzione DFM che porteranno in definitiva a una riduzione della difficoltà di lavorazione e dei costi di produzione di massa.
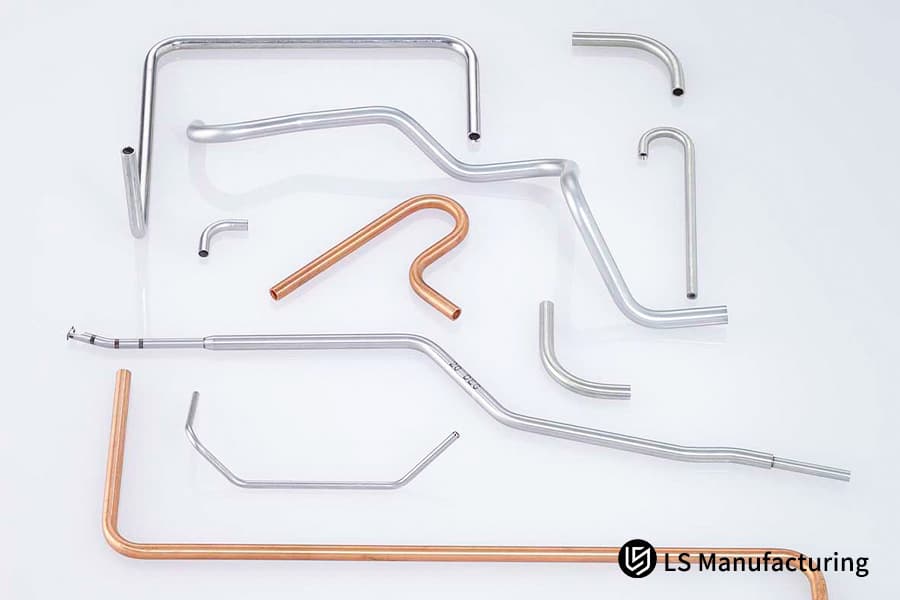
Figura 4: Una serie di tubi metallici piegati, che illustrano le diverse geometrie utilizzabili nella progettazione di dispositivi medici.
Quali metodi di ispezione avanzati garantiscono la qualità dei pezzi piegati con tolleranze ristrette?
La garanzia di qualità dei pezzi piegati con tolleranze ristrette dipende innanzitutto dall'utilizzo di metodi di ispezione avanzati, come la combinazione di un sistema di confronto topografico inverso a scansione laser 3D e un dispositivo di misurazione delle immagini completamente automatico (VMS). Questi metodi vengono utilizzati per ottenere una verifica dimensionale completa a livello micrometrico, senza contatto, senza deformazioni meccaniche e senza contatto.
Ispezione topografica senza contatto ad alta precisione
Il metodo di misurazione a contatto convenzionale provoca la deformazione dei componenti medicali a parete sottile, con conseguente imprecisione delle misurazioni. Utilizziamo uno scanner 3D a luce blu con una precisione di 0,002 mm per ottenere una mappa di calore a colori della deviazione del prodotto finito rispetto al modello CAD originale.
In questo modo, difetti molto piccoli, come il ritorno elastico locale e le ammaccature, possono essere individuati con estrema precisione. Il metodo di controllo dimensionale di altissima precisione per la piegatura dei metalli viene utilizzato per l'ispezione di tubi medicali con pareti molto sottili e molle a balestra di precisione con spessore da 0,3 mm a 0,6 mm.
Ispezione online dell'intera produzione tramite intercettazione
L'intercettazione dei difetti in tempo reale garantisce che i prodotti difettosi non escano dalla fabbrica. Abbiamo sviluppato una linea di ispezione visiva online completamente automatizzata per effettuare un controllo continuo, 24 ore su 24, 7 giorni su 7, della curvatura di piegatura e dell'angolo limite di 0,2° di tutti i pezzi piegati con tolleranze ristrette prodotti in serie. Questa intercettazione in tempo reale dei prodotti difettosi, unita a un sistema intelligente di controllo qualità della piegatura dei metalli e al controllo completo del processo tramite servizi di piegatura di metalli medicali, garantisce l'assenza di problemi di controllo qualità durante la produzione di massa.
Caso di studio LS Manufacturing: Lavorazione personalizzata di morsetti di piegatura in lega di titanio per endoscopi minimamente invasivi
Questo articolo descrive le sfide legate alla produzione in serie di componenti essenziali per strumenti chirurgici mininvasivi di alta gamma e il reale valore della tecnologia di piegatura di precisione di grado medicale, implementata con successo. Questo caso evidenzia come la produzione di precisione sia fondamentale per una produzione di massa conforme agli standard.
Principali problemi del cliente
Un importante produttore internazionale di strumenti chirurgici minimamente invasivi sta riscontrando difficoltà nella produzione in serie della nuova generazione di pinze in lega di titanio Ti-6Al-4V per endoscopi . La produzione del componente è molto complessa a causa dello spessore ridotto delle pareti (0,4 mm) e delle tre strutture di piegatura continue ad angolazione multipla.
I processi di lavorazione tradizionali non sono in grado di gestire l'anisotropia e la deriva elastica dei materiali in lega di titanio, che producono fluttuazioni di tolleranza angolare fino a 1,5° , ben al di sopra del requisito minimo del cliente di 0,3°.
Il tasso di rendimento del progetto è inferiore al 35%, il che ha comportato un notevole spreco di materiali da parte dell'azienda, che ora si trova direttamente ostacolata nella certificazione e nell'approvazione da parte della FDA . Hanno bisogno di un fornitore specializzato nella piegatura di dispositivi medicali per superare questi problemi tecnici.
Soluzione di produzione LS
Sfruttando la nostra esperienza pratica in progetti di piegatura di precisione per strumenti chirurgici minimamente invasivi, abbiamo completamente rinnovato il processo produttivo e implementato soluzioni professionali di piegatura dei metalli per la produzione in serie, al fine di affrontare la sfida della formatura dei componenti da ogni angolazione.
- Abbiamo effettuato test al 100% sui materiali in entrata e, grazie al controllo a correnti parassite, abbiamo ottimizzato lo screening dei difetti dei materiali con un metodo non distruttivo, al fine di classificare con precisione le resistenze allo snervamento dei materiali e standardizzare i parametri delle materie prime fin dal momento dell'arrivo della merce.
- Per la realizzazione di oggetti con geometrie complesse tridimensionali, abbiamo creato uno stampo in carburo di tungsteno con compensazione dinamica del ritorno elastico a livello micrometrico, adatto per operazioni di formatura e piegatura continua multidimensionale.
- Durante tutto il periodo, la precisione della profondità di piegatura è stata mantenuta a 0,005 mm. Operando secondo il sistema ISO 13485, abbiamo implementato un sistema di ispezione visiva online a luce blu 3D a circuito chiuso, con regolazione in tempo reale dei parametri dell'apparecchiatura in base ai dati di formatura per compensare dinamicamente la tensione di ritorno elastico del materiale, eliminando completamente il rischio di microfratture interne e derive dimensionali , garantendo così la consistenza della formatura di ogni pezzo.
Principali risultati conseguiti nell'implementazione del progetto
A seguito della completa implementazione della soluzione, la tolleranza angolare di produzione del mandrino in lega di titanio è stata costantemente mantenuta entro 0,2, un valore ben superiore allo standard preimpostato dal cliente, la resa produttiva è aumentata drasticamente dal 35% al 99,7%, il che ha comportato una riduzione diretta del 45% dei costi complessivi di approvvigionamento dei materiali per il cliente.
Sfruttando le conoscenze acquisite nei progetti di implementazione della piegatura dei metalli, abbiamo contemporaneamente fornito un pacchetto completo di documenti di verifica IQ/OQ/PQ e report di analisi statistica Cpk, aiutando il cliente a superare l'audit normativo della FDA in sole 4 settimane e a ottenere l'approvazione per la commercializzazione del prodotto.
Questo caso dimostra appieno come i servizi professionali di piegatura di precisione per dispositivi medicali possano risolvere efficacemente le sfide della produzione di massa e della conformità per dispositivi medicali di fascia alta. Desiderate replicare la stessa soluzione di produzione di massa ad alta precisione e superare i colli di bottiglia del processo produttivo? Potete inviarci i disegni dei vostri componenti per ottenere una soluzione di lavorazione personalizzata.

FAQ
D1: Qual è il raggio di curvatura minimo raggiungibile per un servizio di piegatura di metalli per uso medicale?
Utilizzando acciaio inossidabile di grado medicale come il 316LVM, possiamo eseguire piegature di precisione con un diametro interno minimo pari a 1 volta lo spessore della piastra , ottenendo una superficie liscia, priva di microfratture e increspature, con una rugosità Ra di 0,8 μm, che soddisfa pienamente gli standard per la formatura di componenti medicali.
D2: In che modo LS Manufacturing garantisce la conformità alla norma ISO 13485 durante la piegatura di prototipi in piccoli lotti?
Anche per piccoli lotti inferiori a 10 pezzi (quantità prototipo), eseguiamo la gestione dei registri di lotto elettronici (E-Batch Records) (DHR) a livello di produzione, il coinvolgimento, la riverifica spettrale, l'archiviazione dei parametri e l'ispezione FAI con macchine di misura a coordinate (CMM) sono completati in modo che i prototipi e i pezzi prodotti in serie possano essere mantenuti in tutti gli standard di tracciabilità e conformità.
D3: I vostri componenti medicali piegati su misura sono in grado di lavorare impianti come le placche ossee in titanio?
Siamo in grado di eseguire la piegatura di precisione di placche ossee impiantabili e stent di fissaggio in titanio puro e leghe di titanio di grado medicale. Tutti i processi vengono eseguiti in una camera bianca priva di contaminazione da ioni di ferro, nel rispetto degli standard di sicurezza e conformità per i dispositivi impiantabili .
D4: Quali tipi di materiali vengono più comunemente lavorati nella vostra piegatura di metalli con tolleranze ristrette?
I nostri materiali principali per la piegatura di precisione sono acciaio inossidabile di grado medicale, lega di titanio, lega di cobalto-cromo-molibdeno e lega a memoria di forma di nichel-titanio. Tutti questi materiali soddisfano gli standard per la produzione di dispositivi medicali e sono in grado di lavorare diverse parti di precisione.
D5: Come si proteggono le superfici a specchio o lucidate dei componenti piegati di grado medicale?
Per prevenire completamente graffi e contaminazioni, utilizziamo cuscinetti protettivi per stampi e una pellicola protettiva di grado medicale che non lascia residui. Questo ci permette di mantenere sempre la rugosità superficiale dei pezzi stampati entro l'intervallo standard medicale di Ra0,2μm-Ra0,4μm .
D6: Quale documentazione di ispezione riceverò con il mio lotto di componenti medicali piegati su misura?
Per essere conformi alle normative in materia di audit dei dispositivi medici, le nostre spedizioni di lotti multipli di componenti personalizzati includono certificati di garanzia della qualità dei materiali del produttore originale, rapporti di ispezione FAI completi, certificati di conformità di fabbrica e rapporti Cpk di conformità ISO 13485.
D7: Il vostro supporto ingegneristico DFM può aiutarvi a ridurre i costi di preventivazione per la piegatura di dispositivi medicali?
I nostri ingegneri sono disponibili 24 ore su 24, 7 giorni su 7, per fornire gratuitamente analisi DFM (Design for Manufacturing). Riprogettando le strutture dei componenti ed eliminando le procedure superflue, siamo in grado di ridurre i costi di produzione in media del 15-30%. È possibile caricare direttamente i disegni per ottenere un preventivo accurato e avere un maggiore controllo sui costi di produzione.
D8: Qual è la quantità minima d'ordine (MOQ) per i componenti medicali piegati di alta precisione?
In realtà, non esiste un quantitativo minimo d'ordine fisso per i componenti medicali di precisione presso il nostro stabilimento. Siamo in grado di gestire un singolo campione clinico, effettuare piccole produzioni di ricerca e sviluppo o produrre ordini di massa di centinaia di migliaia di unità, garantendo sempre i più elevati standard di lavorazione e servizi di supporto per la conformità.
Riepilogo
La piegatura di metalli per uso medicale comporta un elevato livello di difficoltà tecnica nella produzione, poiché richiede non solo una profonda conoscenza delle proprietà dei materiali, ma anche la capacità di eseguire un'ingegneria di precisione nel rispetto di rigorose normative e in modo tracciabile . I fornitori in grado di gestire tali operazioni attraverso il controllo delle sollecitazioni, i test a circuito chiuso e i sistemi di certificazione ISO 13485 prevengono efficacemente problemi come il ritorno elastico dei componenti, le microfratture, gli scarti di produzione e i fallimenti durante gli audit, garantendo così la precisione del prodotto e la coerenza della produzione di massa.
Il controllo qualità a livello di componente, garantito da un partner affidabile specializzato nella piegatura di metalli per il settore medicale, può contribuire in modo significativo a ridurre i tempi di validazione del prodotto, a contenere i costi di produzione e a gettare solide basi per la commercializzazione dei dispositivi medici.
Qualora riscontraste problemi durante la lavorazione, come il ritorno elastico dei componenti, microfratture o la mancanza di documentazione di conformità, vi preghiamo di condividere i vostri disegni STEP/IGES e i relativi file PDF. Entro 24 ore, vi forniremo un'analisi del rischio DFM gratuita, corredata da un suggerimento per l'ottimizzazione. Inoltre, vi offriremo un preventivo personalizzato, chiaro e completo, per la piegatura di metalli con tolleranze ristrette, che vi aiuterà a lanciare il vostro prodotto sul mercato nel rispetto delle normative.
[ Carica subito i tuoi disegni per una valutazione tecnica gratuita e un preventivo personalizzato e preciso]
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


