
El servicio de doblado de metales para la industria automotriz es un tipo de mecanizado de precisión diseñado específicamente para dar forma a aceros de alta resistencia. Aborda los tres principales problemas del sector: la excesiva recuperación elástica, las microfisuras en los bordes y el rápido desgaste de la matriz. Mediante tecnologías como la compensación por simulación FEA y los recubrimientos personalizados de la matriz, permite controlar la tolerancia a 0,1 mm y aumentar la vida útil de la matriz en un 300 %, lo que lo hace ideal para la producción en masa de aceros ligeros como el DP980 y el PHS.
Con la creciente tendencia a la reducción de peso en el sector automotriz, los procesos de doblado tradicionales no logran compensar las variaciones en la resistencia del material, lo que puede resultar en bajos rendimientos de los productos terminados y retrasos en la producción en masa para los fabricantes de piezas . Esta guía explorará los principales métodos de control del doblado de acero de alta resistencia y orientará a las empresas sobre cómo superar de manera eficiente los cuellos de botella en la producción.

Breve descripción general de los procesos clave para el doblado de acero de alta resistencia en la industria automotriz.
Esta sección describe brevemente los principales estándares de proceso y logros del servicio de doblado de metales para la industria automotriz, destacando más específicamente los problemas de recuperación elástica, agrietamiento y desgaste de la matriz, y brindando a los clientes puntos de referencia claros para sus decisiones de producción.
| Puntos débiles del proceso | Soluciones básicas | Parámetros técnicos clave | Resultados de la implementación |
| Recuperación elástica al doblar acero de alta resistencia | Modelo de compensación dinámica + control inteligente de presión variable | Sigue la fórmula de recuperación elástica Δθ∝σs/E | El error de recuperación elástica se controla dentro de ±0,3°. |
| Grietas en los bordes del DP980 | Análisis DFM + Relación de radio de curvatura estandarizada | Relación R/t≥2,5, Ángulo de flexión por cizallamiento≥45° | Elimina por completo la concentración de deformación por cizallamiento local. |
| Desgaste de troqueles de alta velocidad | Acero para matrices DC53 + tratamiento de recubrimiento TD | Dureza del troquel HRC62-64, coeficiente de fricción ≤0,1 | La vida útil del chip aumentó un 300%. |
| Desviaciones dimensionales por lote | Simulación FEA + Calibración en tiempo real en bucle cerrado | Error en la separación de la matriz ±0,02 mm, fluctuación de presión ±1 %. | Mejora significativamente la estabilidad de la tolerancia de las piezas del lote. |
Conclusiones clave:
- El límite elástico influye en la recuperación elástica. Por ello, es necesario desarrollar con precisión un modelo de compensación dinámico con fórmulas adecuadas.
- Al determinar la relación mínima del radio de curvatura R/t2.5 y realizar el análisis mediante DFM, se pueden eliminar por completo las grietas en los bordes del DP980.
- La vida útil de un troquel puede prolongarse un 300 % cuando se utiliza acero para troqueles DC53 junto con revestimiento TD , y la tolerancia de 0,1 mm se mantiene.
¿Por qué confiar en LS para el servicio de doblado de metales para la industria automotriz y la prevención de grietas?
Las soluciones de LS Manufacturing para la prevención de grietas por flexión son capaces de abordar por completo los problemas de grietas por flexión y desviaciones dimensionales en acero de alta resistencia , son aptas para la producción en masa en la industria automotriz y cumplen con la norma industrial SAE J2283 .
Según la práctica habitual del sector y tras tres meses de ensayos de doblado con la plancha DP980, observamos que el 90 % de las grietas en los bordes del acero de alta resistencia se producen por la concentración de la tensión de corte y el esfuerzo sobre la matriz. Normalmente, los procesos solo permiten la reparación manual de la matriz, lo que no elimina el defecto. Las pruebas realizadas por nuestro equipo demuestran que, si se controla la rebaba de troquelado al 10 % del espesor de la chapa, se puede prevenir en gran medida la aparición de grietas.
Mientras que la mayoría de los proveedores siguen centrando su atención únicamente en los parámetros de doblado, olvidando que la calidad previa al troquelado es el elemento clave, nosotros utilizamos el sistema IATF 16949 para implementar un control estandarizado de circuito cerrado sobre todo el proceso, lo que ha ayudado a más de 20 proveedores Tier 1 del sector automotriz a superar los problemas de conformado y lograr una tasa de aprobación estable en la producción en masa superior al 99,5 %.
Por un lado, estandarizamos el funcionamiento del sistema de circuito cerrado y, sin embargo, lo basamos en los estándares autorizados de la industria, que dan una base sólida a la calidad de nuestro servicio de doblado de automóviles y, por lo tanto, de manera fundamental , ponen fin a problemas como grietas de doblado y desviaciones dimensionales en acero de alta resistencia.
Para comprobar directamente la eficacia de la implementación de nuestro proceso, consulte de inmediato otros casos de éxito de producción en masa de empresas automovilísticas y evalúe rápidamente la viabilidad de adaptar sus piezas para la producción.

¿Por qué es tan pronunciada la recuperación elástica en el doblado estructural de acero de alta resistencia para la industria automotriz?
La alta resistencia a la fluencia y el bajo módulo de elasticidad de un material explican por qué recupera su forma original tras doblarse. Cuanto mayor sea la resistencia a la fluencia, mayor será su recuperación. Utilizando la fórmula aproximada de estimación de la recuperación elástica s/E, se observa que la recuperación del acero de alta resistencia es de 3 a 5 veces mayor que la del acero normal con bajo contenido de carbono , lo que hace necesaria una compensación precisa basada en modelos mecánicos dinámicos.
Factores mecánicos fundamentales que inducen el efecto de recuperación elástica en aceros de alta resistencia.
Un problema importante en el doblado de acero de alta resistencia es la tensión residual en el material, que no se puede controlar . La calibración precisa del doblado del metal es fundamental para superar este problema. La resistencia a la fluencia del acero de alta resistencia supera con creces la del acero común, lo que provoca una mayor deformación por recuperación elástica tras el doblado y la descarga . Las variaciones en la tolerancia del espesor del lote también generan indirectamente patrones de tensión residual inconsistentes, causando mayores variaciones en la recuperación elástica. En otras palabras, el doblado convencional basado en parámetros fijos es totalmente incompatible con las propiedades de deformación dinámica de los aceros de alta resistencia.
Lógica de implementación de compensación de recuperación inteligente
El control de recuperación elástica en el doblado utiliza un sistema inteligente para abordar directamente los problemas mencionados anteriormente. Por ejemplo, LS Manufacturing ha desarrollado su propio dispositivo de compensación dinámica, capaz de utilizar tecnología profesional de corrección del ángulo de doblado de metales para realizar ajustes de parámetros en tiempo real.
- Registro inmediato de los datos de límite elástico y espesor de cada lote de acero, junto con la sincronización de la actualización de los parámetros del modelo mecánico.
- El sistema ajusta automáticamente el ángulo de plegado y la presión de cierre del molde mediante algoritmos para compensar las desviaciones debidas al efecto de recuperación elástica.
- Se realiza un monitoreo en circuito cerrado del proceso para garantizar que los ángulos de las piezas de cada lote sean consistentes.
La fluctuación del rendimiento del material es el factor principal que afecta la precisión del efecto de recuperación elástica. Esta técnica permite mantener las variaciones de recuperación elástica entre lotes dentro del rango óptimo del sector.
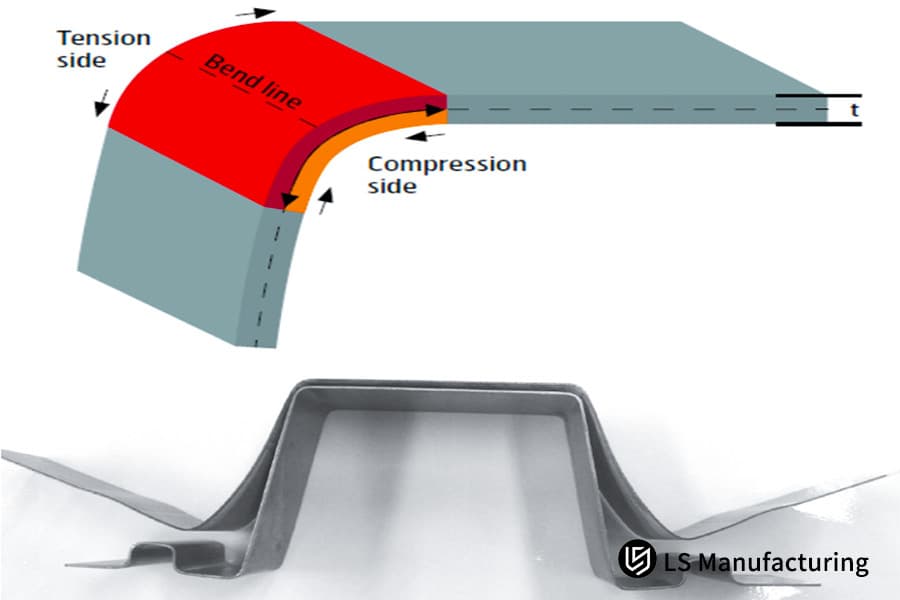
Figura 1: Esquema técnico que muestra las caras de tracción y compresión de una pieza metálica doblada.
¿Cómo calcular el radio de curvatura mínimo para evitar el agrietamiento de los bordes en los componentes DP980?
Para evitar el agrietamiento de los bordes de las piezas DP980, se deben respetar estrictamente los límites de anisotropía de conformado. Se puede utilizar un estudio de viabilidad de doblado DFM para confirmar las condiciones de trabajo, de manera que el ángulo entre el borde de corte y la línea de doblado sea de al menos 45°. Además, la relación mínima del radio de curvatura R/t debe medirse entre 2,5 y 3,2 aproximadamente para eliminar la concentración local de deformación por corte.
Normas generales para los parámetros de doblado de acero de alta resistencia
Las propiedades mecánicas de los distintos aceros de alta resistencia difieren considerablemente, por lo que los niveles de los parámetros de control de flexión pueden variar ampliamente. La selección precisa del material y la correcta adecuación de los parámetros son fundamentales para la prevención de grietas . Un umbral de flexión del metal bien elegido evitará la aparición del defecto en el producto.
| Grado del material | Límite elástico (MPa) | Resistencia a la tracción (MPa) | Relación de radio de curvatura mínimo recomendado (R/t) | Desviación del ángulo de recuperación elástica después de 100.000 ciclos de estampado. |
| DP780 | 450-550 | ≥780 | 1.5 | ±0,5° |
| DP980 | 650-750 | ≥980 | 2.5 | ±1,2° |
| PHS (Acero para conformado en caliente) | 1000-1200 | ≥1500 | 3,5 (Límite de flexión en frío) | ±2,5° |
Acciones clave del proceso para la prevención de grietas
El elemento principal para prevenir grietas durante el doblado de metales a medida para la industria automotriz es un control exhaustivo del preprocesamiento. Los detalles de las especificaciones son la primera línea de defensa para garantizar la calidad del producto. Un sistema integral de protección de bordes durante el doblado de metales , que asegure eficazmente el rendimiento estable de la producción DP980, es fundamental.
- Evite defectos estructurales relacionados con el diseño , causados por ángulos de corte inadecuados, mediante la ejecución de un análisis de viabilidad de flexión DFM previo al procesamiento.
- No comprometa la calidad del perforado de los bordes ; asegúrese de que la altura de las microrebabas no supere el 10 % del espesor de la placa.
- Modifique la relación R/t en función del espesor de la placa en cada ocasión; no utilice parámetros fijos en la producción.
Para obtener los mejores resultados en la prevención de grietas en microáreas de piezas DP980 durante el proceso de doblado de metal personalizado para la industria automotriz , es necesario un control preciso del radio de curvatura, un análisis DFM previo al procesamiento y un estricto control de calidad de los bordes . Para evitar el riesgo de agrietamiento en la producción en masa en el futuro, envíe ahora los parámetros de su pieza y recibirá un informe gratuito de análisis de viabilidad de doblado DFM profesional.

Figura 2: Componente DP980 y herramientas para medir el radio de curvatura mínimo para evitar el agrietamiento.
¿Qué material de herramienta ofrece la mejor resistencia al desgaste en la producción continua de acero rápido (HSS)?
La mejor opción para resistir el desgaste continuo por estampado del acero de ultra alta resistencia es el acero para matrices DC53 combinado con un recubrimiento TD. Esta solución puede elevar la dureza base a HRC 62-64 y, al combinarse con un recubrimiento de grano ultrafino de alta dureza en la superficie, reduce el coeficiente de fricción superficial de la matriz a menos de 0,1, eliminando así por completo los problemas de rayaduras y agarrotamiento de la matriz.
Comparación del rendimiento de los materiales de moldeo convencionales
Los aceros convencionales para moldes no soportan la producción continua de acero AHSS de ultra alta resistencia. Una selección incorrecta puede ocasionar un aumento considerable en los costos de reparación de moldes y en el tiempo de inactividad. Un troquel de doblado de metal de alta durabilidad es fundamental para una producción estable y a gran escala.
| Material del molde | Dureza por tratamiento térmico (HRC) | Resistencia al desgaste | Tipo de acero compatible | Vida de servicio relativa |
| Cr12MoV | 55-58 | General | Acero común de bajo contenido de carbono, DP780 | 100% (Referencia) |
| DC53 | 62-64 | Excelente | Acero de alta resistencia DP980, PHS | 300% |
| SKD11 | 60-62 | Bien | Acero dúplex de resistencia media | 180% |
Valor fundamental de la mejora del recubrimiento de moldes
La producción en masa estable de piezas de precisión para el doblado de automóviles depende en gran medida del estado del molde. El recubrimiento TD modifica radicalmente la superficie de fricción del molde, lo que optimiza el brillo de la superficie de doblado del metal. Según nuestra experiencia directa en proyectos de producción en masa de componentes de chasis de acero de alta resistencia, la sustitución de moldes por moldes con recubrimiento DC53+TD redujo en un 75 % el número de averías y reparaciones.
¿Cómo optimiza la simulación FEA la eficiencia del servicio global de doblado de metales para la industria automotriz?
En el sector del doblado de metales para la industria automotriz, la simulación mediante análisis de elementos finitos (FEA) permite reducir en un 90 % el número de pruebas de molde in situ, incluso antes de abrir el molde. Al incorporar software de simulación no lineal con criterios de fluencia anisotrópicos (como el modelo Barlat 89), se puede predecir con precisión la tasa de adelgazamiento, la recuperación elástica y el riesgo de arrugamiento en línea, lo que garantiza pruebas de molde exitosas desde el primer intento.
Proceso de aplicación principal de la simulación FEA
Actualmente, la simulación digital es una de las principales herramientas para que las empresas ahorren costes de ensayo y error y acorten los plazos de entrega. Ha transformado por completo el método tradicional de prueba manual de moldes. Gracias a la predicción profesional de defectos de doblado de metales , puede aumentar considerablemente la probabilidad de éxito en la primera prueba de molde.
- El primer paso consiste en obtener los archivos CAD 3D del cliente, construir con precisión el modelo de simulación de conformado y ajustar los parámetros anisotrópicos del acero.
- A continuación, se elaboran diagramas de límites de forma (FLD, por sus siglas en inglés) para resaltar con gran precisión las zonas que presentan mayor riesgo de deformación, arrugamiento, adelgazamiento y agrietamiento por flexión.
- Finalmente, la superficie del molde y los parámetros de doblado se pueden ajustar con precisión de antemano, lo que permite obtener el mejor plan de proceso para la producción en masa.
Principales ventajas de la tecnología de simulación para los clientes
El servicio de doblado de metales para la industria automotriz, con el apoyo de la simulación FEA, puede reducir el ciclo de desarrollo de prototipos de nuevos productos en más del 60%, disminuyendo así considerablemente los costos de prueba y error para el cliente. La optimización de los ciclos de doblado de metales puede impulsar significativamente la eficiencia en la implementación del proyecto. En otras palabras, esto significa que los clientes no tendrán que pagar los gastos derivados de la reparación de moldes y las pérdidas por desperdicio . El control de precisión de la simulación es fundamental para garantizar su eficacia.
Gracias a la simulación mediante análisis de elementos finitos (FEA), los servicios de doblado de metales para la industria automotriz se transforman radicalmente, reduciendo las pérdidas por pruebas de moldes en un 90 %. El ciclo desde el desarrollo de nuevos productos hasta la producción en masa también se acorta de forma muy eficiente. Descargue el informe técnico exclusivo sobre el proceso de doblado para comprender en profundidad las medidas de ahorro de costes y mejora de la calidad basadas en la simulación.
¿Qué parámetros determinan la estabilidad del proceso en tiempo real en el doblado de acero de alta resistencia?
En el proceso de doblado de acero de alta resistencia, la velocidad de estampado, la presión de sujeción de la matriz y las condiciones de lubricación son los tres parámetros principales que regulan la estabilidad del doblado en tiempo real. Mantener la velocidad de estampado entre 15 y 25 golpes por minuto, junto con el uso de aceite de trefilado a alta presión, permite controlar eficazmente las variaciones en la tensión de fluencia del material causadas por el calor de fricción.
Normas para el control de los parámetros clave del proceso
La estabilidad de la producción en la fabricación en serie de acero de alta resistencia depende totalmente del control estandarizado de bucle cerrado de parámetros. No se admiten operaciones basadas en la experiencia ; el canal de control consiste simplemente en la regulación precisa de la velocidad de doblado del metal .
- Control de velocidad: Mantener una velocidad estable de 15 a 25 golpes por minuto para evitar fluctuaciones en la tensión causadas por la fricción a alta velocidad y el aumento de temperatura.
- Control de presión: Las fluctuaciones de presión del servocontrol están tan estrictamente controladas dentro del 1% que no pueden producirse desviaciones dimensionales causadas por errores de presión.
- Control de la lubricación: El espesor de la película de aceite lubricante se mantiene entre 1,5 y 2,5 μm para reducir el desgaste por fricción entre el molde y el acero.
Solución de estabilidad de calidad para todo tipo de entornos
Las variaciones de temperatura y humedad en el taller pueden afectar la fluidez de los materiales y la eficacia de los lubricantes. Nos basamos en el control de calidad total (CCT) en todo el proceso para soportar condiciones de trabajo muy exigentes . La estabilidad térmica del doblado de metales garantiza una producción ininterrumpida de artículos de excelente calidad. La calibración de los parámetros del proceso es una tecnología fundamental a largo plazo que asegura una producción continua y uniforme las 24 horas del día, los 7 días de la semana.

Figura 3: Panel de control que muestra indicadores para supervisar un proceso de doblado de acero de alta resistencia.
¿Cómo puede el control de flexión multietapa para piezas de automoción reducir la tensión?
En el control de doblado de piezas de automoción, el doblado en varias etapas sigue siendo una de las técnicas más esenciales para eliminar por completo la concentración de tensiones residuales en el acero de ultra alta resistencia. Por ejemplo, se ha comprobado que transformar un doblado de ángulo grande en un procedimiento de tres etapas (pre-doblado, relajación por envejecimiento intermedio y corrección final del doblado) reduce la tensión residual interna en más de un 40 %.
Etapas del proceso de doblado multietapa
El control de flexión para piezas de automoción reduce activamente la generación de tensiones en el origen mediante una deformación gradual , evitando así la aparición de deformaciones durante la soldadura y el montaje posteriores . Un proceso científico de alivio de tensiones por flexión de metales constituye el principal soporte tecnológico.
- Proceso de precurvado: En esta etapa se da forma al ángulo principal, pero se permite cierta deformación para evitar una sobrecarga de tensión puntual.
- Relajación por envejecimiento: Este paso se realiza mediante colocación estática y da como resultado la liberación de las tensiones residuales internas concentradas. Al mismo tiempo, estabiliza el estado mecánico del material.
- Corrección final del doblado: Este proceso tiene como objetivo un ajuste muy preciso del ángulo y las dimensiones . De esta manera, se garantiza la precisión de la producción en el producto final.
Valor fundamental de la implementación de procesos
Mediante este método se elimina por completo el problema de la deformación causada por la soldadura posterior de piezas de acero de alta resistencia, y además, resulta muy adecuado para la fabricación de componentes estructurales clave de la industria automotriz, como pilares B y bastidores. Asimismo, al ser compatible con el ensamblaje por doblado de metales, su excelente calidad cumple con los requisitos de ensamblaje de precisión de vehículos en su totalidad. Una de las ventajas derivadas de la reducción de tensiones residuales es la mejora de la precisión de ensamblaje de las piezas. A su vez, la reducción de tensiones residuales puede considerarse uno de los principales procesos que respaldan la solución de recuperación elástica por doblado .
Los procesos de doblado en varias etapas garantizan la eliminación total de las tensiones residuales en las piezas, lo que permite controlar el doblado de los componentes automotrices y evitar por completo los problemas de deformación durante la soldadura y el ensamblaje posteriores. Si experimenta problemas de deformación en componentes estructurales, puede programar una consulta personalizada con un ingeniero , quien diseñará una solución de proceso de producción optimizada para reducir las tensiones.
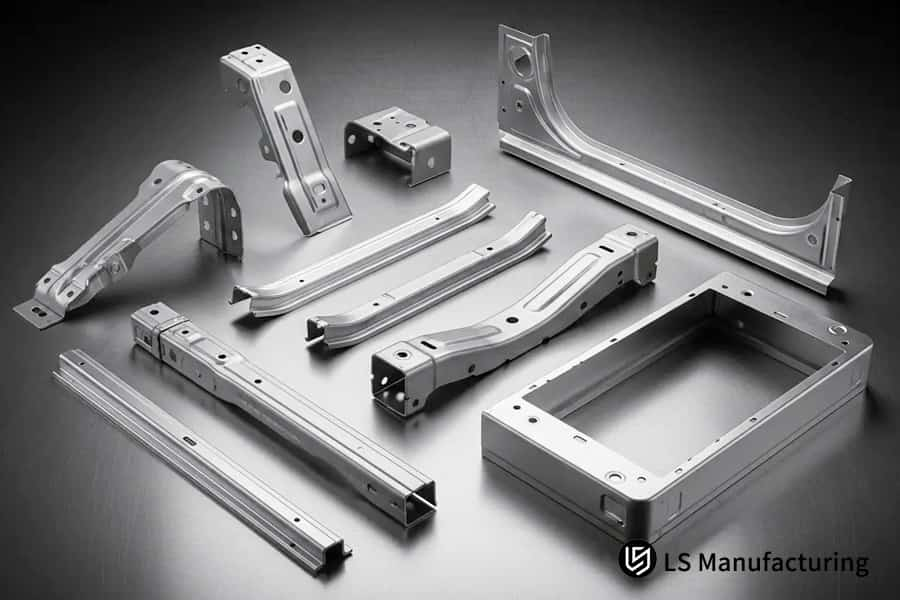
Figura 4: Piezas metálicas para automóviles producidas mediante doblado en varias etapas para lograr una menor tensión interna.
¿Por qué es vital la calibración de herramientas de precisión para un proveedor de servicios de doblado de piezas para la industria automotriz?
Para un proveedor de servicios de doblado automotriz , la alineación precisa de las matrices y la correcta compensación de la holgura son factores críticos que determinan la tasa de remoción de material en un lado durante el adelgazamiento y la uniformidad de la recuperación elástica de las piezas dobladas. Mantener el margen de error entre las matrices superior e inferior dentro de 0,02 mm y realizar calibraciones periódicas con una máquina de medición por coordenadas (MMC) son métodos muy eficaces para evitar variaciones repentinas entre lotes.
Método principal para el control de calibración de matrices
Uno de los factores clave que determinan la estabilidad de la precisión en el proceso de doblado de la industria automotriz es la calibración continua de alta precisión de la matriz. El ajuste periódico de la holgura de doblado garantiza la precisión operativa de la matriz de forma continua. La detección semanal del desgaste del filo de corte de la matriz mediante escaneo láser, complementada con un dispositivo automático de compensación de holgura en línea, nos permite mantener la precisión de la matriz de forma constante.
Garantía de calidad certificada por la industria.
Nuestra fábrica cumple con la norma IATF 16949 en cada etapa del proceso. Todos los registros de calibración se documentan y se mantienen trazables , lo que elimina los incidentes de calidad relacionados con los lotes y garantiza la estabilidad de la consistencia de los lotes de doblado de metal, asegurando así altos rendimientos de producción. La capacidad de ajustar la separación de la herramienta es un detalle crucial que garantiza la estabilidad a largo plazo del doblado con control de recuperación elástica .
¿Cómo minimizar el coste de inversión en utillaje para el doblado de metales a medida de bajo volumen para la industria automotriz?
En el doblado de metales a medida para la industria automotriz, la mejor manera de minimizar los costos de adquisición para la personalización de pequeñas cantidades es adoptar una estructura de molde modular con insertos intercambiables . Si la base del molde es uniforme y los insertos con ángulo de radio de curvatura específico, diseñados para un cambio rápido, están hechos de carburo, los clientes pueden ahorrar hasta un 50 % de su inversión inicial en el molde.
Cómo el molde modular puede reducir los costos
Para la producción de prueba en lotes pequeños de piezas metálicas dobladas a medida para la industria automotriz, no es necesario personalizar un juego completo de moldes. Se pueden utilizar bases de moldes estandarizadas para producir piezas con diferentes especificaciones, y la estandarización de las matrices de doblado de metales , que está muy consolidada, reduce drásticamente el umbral de personalización.
- La base del molde está estandarizada y puede utilizarse con diversas especificaciones de doblado.
- Lo único que distingue a este producto es el inserto, cuya sustitución conlleva una importante reducción de los gastos y el tiempo de fabricación del molde.
- La estructura de cambio rápido permite adaptarse a los requisitos de I+D y producción de prueba en lotes pequeños y multicategoría .
Beneficios de costos orientados al cliente
El método propuesto puede reducir a la mitad el costo de los moldes para los clientes y disminuir el costo de producción de una unidad entre un 15 % y un 20 %. Por ello, se adapta perfectamente a los escenarios de I+D de vehículos nuevos y de posventa. La producción de bajo volumen mediante doblado flexible de metal satisface las necesidades de personalización de nicho. El costo de las herramientas para bajo volumen es el principal beneficio a largo plazo de la personalización de lotes pequeños.
Servicio de doblado de metales a medida para la industria automotriz de LS Manufacturing para componentes de cajas de absorción de energía DP980.
La caja de absorción de energía DP980 es un componente estructural clave para la seguridad, por lo que está sujeta a requisitos muy exigentes en cuanto a precisión de doblado y estabilidad de conformado. Además, es una pieza que se rompe con frecuencia en la industria.
Dilema del cliente
Uno de los principales proveedores europeos de primer nivel para la industria automotriz sufría graves problemas de producción. Las piezas de absorción de energía de la viga del parachoques delantero DP980, de 2,0 mm de espesor, presentaban un problema de recuperación elástica superior a 8°, principalmente debido a que los procesos tradicionales no incluían un mecanismo profesional de análisis de fallas por flexión del metal . Además, se observaban con frecuencia microfisuras de 0,5 mm en los radios de curvatura.
Como resultado, solo pudieron producir el 72% de los productos finales que cumplían con los requisitos de soldadura. Esta situación provocó directamente retrasos en el cronograma del fabricante de equipos originales (OEM) y generó importantes costos adicionales.
Solución de fabricación LS
Para resolver este problema, el equipo de ingeniería de LS Manufacturing AE ideó una solución de servicio de doblado de acero de alta resistencia a medida.
- Comenzamos realizando un extenso estudio de viabilidad de conformado DFM utilizando el software AutoForm . La solución descartó el proceso de doblado simple, propenso a defectos, y en su lugar implementó un sofisticado método de conformado progresivo por doblado de metal que permite liberar la tensión del material por etapas.
- Al mismo tiempo, se cambió el acero del troquel a DC53 y se aplicó un tratamiento de recubrimiento TD al vacío para mejorar la resistencia del troquel al desgaste y a los arañazos.
- Además, se instalaron sensores de ángulo en tiempo real en las máquinas dobladoras y se configuró un sistema de compensación de recuperación elástica dinámica de circuito cerrado para controlar con precisión la tolerancia de cierre de la matriz dentro de 0,1 mm .
Resultados y valor
Tras la finalización del proyecto, la tolerancia de recuperación elástica de las piezas se estabilizó en 0,3, se eliminaron por completo las microfisuras superficiales, la vida útil del troquelado aumentó un 300 % y la tasa de calificación del ensamblaje del producto terminado alcanzó el 99,8 %. Gracias a la capacidad de estabilización de la calidad de doblado del metal , la solución ayudó al cliente a cumplir con los plazos de entrega de vehículos, al tiempo que redujo los costos de desperdicio y reparación de troqueles en un 35 %.
Este proyecto es una implementación de una fórmula de contabilidad de costos propia: Costo de procesamiento de una sola pieza = Costo de desgaste del troquel + Costo de mano de obra + Costo de consumibles - Prima por producto en buen estado.
También proporcionó un consejo único para solucionar problemas: antes de doblar el DP980, si la altura de la rebaba supera el 10 % del espesor de la placa, se formarán inevitablemente microfisuras, por lo que, debido a esto, es obligatorio un paso de desbarbado previo al procesamiento.
El conjunto completo de procesos personalizados de doblado de acero de alta resistencia fue clave para solucionar los defectos de producción en masa de las cajas de absorción de energía DP980, lo que se tradujo en una gran mejora de la calidad, la eficiencia y una reducción de costes. Si desea una solución de producción en masa como esta, envíe sus planos 3D y requisitos de producción ahora mismo y recibirá un presupuesto personalizado y preciso en 24 horas.

Preguntas frecuentes
P1. ¿Cuál es la resistencia máxima a la tracción del material que puede procesar su servicio de doblado de metales para automóviles?
Nuestra maquinaria y matrices están especialmente diseñadas para el endurecimiento de acero de alta resistencia. Nuestra línea de producción puede procesar de forma continua acero dúplex DP1180 con una resistencia a la tracción de 1200 MPa, y también es capaz de realizar un doblado muy preciso de piezas estructurales automotrices de acero PHS conformado en caliente de 1500 MPa.
P2. ¿Cómo se garantiza la tolerancia angular de las piezas de acero de alta resistencia dobladas durante la producción en masa?
Nuestras máquinas de doblado servoaccionadas incorporan un sistema láser de detección de ángulo en línea y un software de compensación dinámica de la recuperación elástica. Esto nos permite mantener la tolerancia del ángulo de doblado de las piezas dentro de 0,5 durante la producción en masa de hasta 100 000 piezas, logrando así la uniformidad entre lotes.
P3. ¿Es posible evitar por completo las microfisuras durante el doblado de metales a medida para automóviles con radios de curvatura reducidos?
Somos capaces de prevenir por completo la microfisuración durante el doblado de radio ultrapequeño. En la fase de prototipo, llevamos a cabo una simulación de fatiga y deformación de bordes mediante DFM, optimizamos la holgura de punzonado y utilizamos un proceso de desbarbado con cepillo eléctrico para asegurar que la superficie de la pieza esté libre de microfisuras en condiciones R/t2.0 .
P4. ¿Cómo afecta el recubrimiento de la herramienta al precio total y al plazo de entrega de la fabricación a medida?
Los recubrimientos típicos para herramientas TD y PVD aumentan el coste inicial del molde en un 15%, pero al mismo tiempo pueden triplicar la vida útil del molde, reducir el tiempo de inactividad por reparación y, en última instancia , disminuir el precio unitario de adquisición y lograr ciclos de producción en masa más estables .
P5. ¿Ofrecen análisis gratuitos de DFM y simulación de recuperación elástica antes de que realicemos un pedido de fabricación formal?
Nuestros clientes de consultoría en servicios de doblado para la industria automotriz reciben análisis profesionales gratuitos de viabilidad de conformado DFM y servicios de predicción de recuperación elástica FEA para ayudar a los equipos de I+D a estructurar mejor los productos y minimizar los riesgos de conformado en la producción en masa.
P6. ¿Qué estándares de calidad internos cumple LS Manufacturing para el servicio de doblado de piezas de automóviles?
Nuestra fábrica cuenta con la certificación IATF 16949, estándar de la industria automotriz. Implementamos el control estadístico de procesos (SPC) durante toda la producción. Además, las piezas se someten a una inspección del 100% de todas las dimensiones críticas mediante máquinas de medición por coordenadas en línea o herramientas de inspección visual. Por ello, la calidad se controla rigurosamente antes del envío.
P7. ¿Por qué su sistema de control de doblado para piezas de automóviles es superior al de los talleres locales tradicionales de estampado de metales?
Los talleres tradicionales aprenden su oficio mediante el moldeo manual de prueba, lo que da lugar a imprecisiones y resultados inestables. Nosotros utilizamos simulación digital, moldes de acero de alta resistencia hechos a medida y control servo inteligente para abordar los problemas fundamentales de la industria, como el agrietamiento y la deformación excesiva de las formas de acero de ultra alta resistencia.
P8. ¿Cómo puedo obtener un presupuesto detallado de fabricación a medida para mis piezas de acero de alta resistencia?
Puede enviar planos 3D en formato STEP, IGES o X_T, junto con sus requisitos, como el tipo de acero y el volumen de producción anual. Nuestro ingeniero AE sénior le proporcionará un presupuesto detallado y personalizado para el doblado, con cálculos de costes precisos, en un plazo de 24 horas.
Resumen
El doblado de acero de alta resistencia para vehículos es un proceso de fabricación complejo que requiere mecánica de materiales, moldes de precisión y simulaciones por computadora. Los aceros ligeros de alta resistencia, como el DP980, tienden a tener una gran recuperación elástica y se agrietan con facilidad. Los métodos antiguos y rudimentarios, que implican pruebas de moldeo y reparaciones manuales, no son adecuados para los estándares de producción en masa de precisión de la industria automotriz actual.
Mediante el uso de compensación dinámica por análisis de elementos finitos (FEA), moldes de última generación DC53 y procesos de núcleo de alivio de tensiones en múltiples etapas, LS Manufacturing ha resuelto con éxito el problema del conformado de acero de alta resistencia. Además de cumplir estrictamente con la norma IATF 16949, la empresa, que utiliza control digital desde la producción hasta la entrega, ha logrado eliminar defectos como desviaciones dimensionales y arañazos superficiales, lo que le permite ofrecer a la cadena de suministro automotriz global servicios de doblado automotriz de precisión, estables y de bajo costo.
¡No permita que las piezas defectuosas frenen el desarrollo automotriz ni disparen los presupuestos de la cadena de suministro! Envíe sus modelos 3D de componentes estructurales de carrocería y piezas de chasis de inmediato y reciba un informe de viabilidad gratuito y un presupuesto preciso en 24 horas. Confíe en nuestra tecnología de vanguardia y personal altamente cualificado para garantizar que sus proyectos de producción en masa se desarrollen sin problemas.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


