
Automotive metal bending service is a type of precision machining service that has been specially designed to form high-strength steel for the automotive industry. It addresses the three major industry problems: excessive springback, micro-cracks of the edges, and quick die wear. By making use of technologies like FEA simulation compensation and customized die coatings, it is able to control the tolerance to 0.1 mm and increase die life by 300%, making it very suitable for mass production of lightweight steels like DP980 and PHS.
With the trend of lightweighting becoming more and more common in the automotive sector, the traditional bending processes fail to do the job of compensating the variations in material strength, which may result in low yields of finished products and delays in mass production for parts manufacturers. This guide will explore the main control methods of bending high-strength steel and will guide companies on how to efficiently overcome production bottlenecks.

Quick Overview of Core Processes for High-Strength Steel Bending in the Automotive Industry
This part briefly outlines the main process standards and accomplishments of the automotive metal bending service, more exactly highlighting issues of springback, cracking, and die wear, and giving customers clear points of reference for their production choices.
| Process Pain Points | Core Solutions | Key Technical Parameters | Implementation Results |
| High-strength Steel Bending Springback | Dynamic Compensation Model + Intelligent Variable Pressure Control | Follows the springback formula Δθ∝σs/E | Springback error controlled within ±0.3°. |
| DP980 Edge Cracks | DFM analysis + Standardized Bending Radius Ratio | Ratio R/t≥2.5, Shear-Bend Angle≥45° | Completely eliminates local shear strain concentration. |
| High-Speed Die Wear | DC53 die steel + TD coating treatment | Die hardness HRC62-64, friction coefficient ≤0.1 | Die life increased by 300% |
| Batch Dimensional Deviations | FEA Simulation + Real-Time Closed-Loop Calibration | Die gap error ±0.02mm, pressure fluctuation ±1% | Significantly improves batch part tolerance stability. |
Key Takeaways:
- Yield strength impacts springback. Because of this, a dynamic compensation model with formulae has to be developed accurately.
- By determining the minimum bending radius ratio R/t2.5 and running the analysis by DFM, one can thoroughly get rid of DP980 edge cracks.
- The life of a die can be extended by 300% when DC53 die steel is used together with TD cladding and the tolerance of 0.1mm will still be maintained.
Why Trust LS for Automotive Metal Bending Service Crack Prevention?
LS Manufacturing's bending crack prevention solutions are capable of fully addressing the issues of bending cracks and dimensional deviations in high-strength steel, are fit for mass production in automotive industry, and meet the SAE J2283 industry standard.
Based on the industry practice and from 3 months of DP980 bending trials, we see 90% of the edge cracks in high-strength steel happen due to the concentration of shear strain and the stress on the die. Typically processes only allow for the manual repair of the die, which doesn't get rid of the defect. Our team's testing shows that if the blanking burr is controlled to 10% of the sheet thickness, the cracking can be largely prevented.
While most suppliers continue to limit their attention to bending parameters alone, forgetting that the pre-blanking quality is the key element, we make use of the IATF 16949 system to implement standardized closed-loop control over the entire process, and this has assisted more than 20 automotive Tier 1 suppliers in overcoming forming issues and achieving a stable mass production pass rate of over 99.5%.
On one hand, we standardize the operation of the closed-loop system, and However, we base it on the authoritative industry standards, which give a solid ground to the quality of our automotive bending service and so in a fundamental manner, put an end to problems like bending cracks and dimensional deviations in high-strength steel.
To directly verify the effectiveness of our process implementation, immediately view more successful mass production case studies from automotive companies and quickly assess the feasibility of adapting your parts for production.

Why Is Springback Severe In Automotive High Strength Steel Structural Bending?
The high yield strength and low elastic modulus of a material together explain why it springs back after bending. The higher the yield strength of the material, the more it will spring back. Using the rough springback estimation formula s/E, one finds that the springback of high-strength steel is 3 to 5 times that of normal low-carbon steel, which makes exact compensation based on dynamic mechanical models necessary.
Core Mechanical Factors Inducing Springback in High-Strength Steel
A major issue in the high strength steel bending service is the residual stress in the material that cannot be controlled. Exact metal bending calibration is indispensably the basis for overcoming this problem. The strength to yield of high-strength steel is in excess of that of ordinary steel by far, because of this a greater amount of the elastic recovery deformation occurs after bending and unloading. Changes in batch thickness tolerance also indirectly lead to inconsistent residual stress patterns, causing greater springback variations. In other words, ordinary bending based on fixed parameters is completely incompatible with the dynamic deformation properties of high strength steels.
Intelligent Springback Compensation Implementation Logic
Springback control bending uses an intelligent system to directly address the issues mentioned above. For example, LS Manufacturing as a company has developed their own dynamic compensation device that is capable of relying on the professional metal bending angle correction technology to do real-time parameter adjustments.
- Immediate recording of yield strength and thickness data of each batch of steel, alongside synchronization of mechanical model parameter updating.
- Bending angle and mold closing pressure are automatically adjusted by the system through algorithms to compensate for springback deviations.
- There is closed-loop monitoring of the process to guarantee that the angles of parts from each batch are consistent.
Material yield fluctuation is the main factor affecting the accuracy of springback. This technique can keep batch springback variations within the industry's best range.
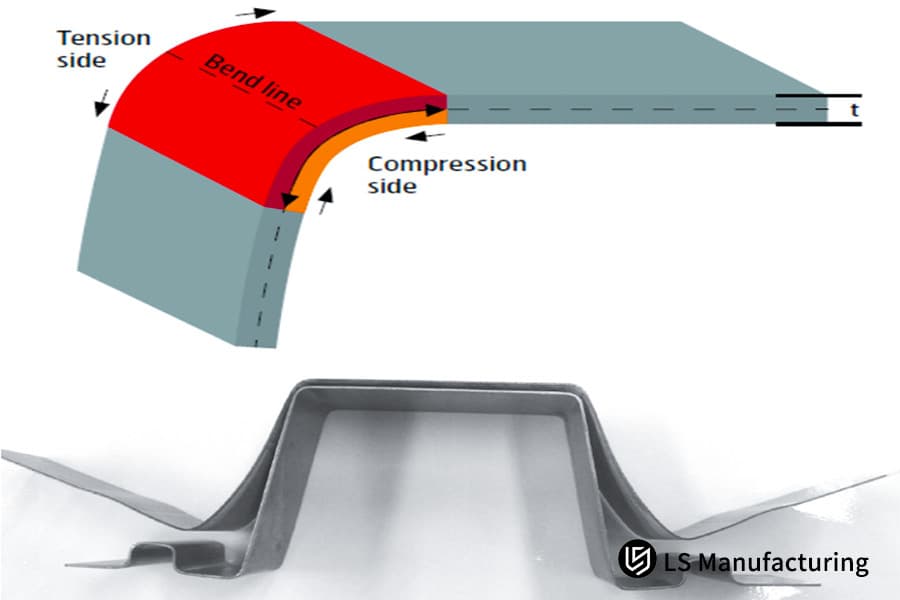
Figure 1: Technical schematic showing the tensile and compressive sides of a bent metal part.
How To Calculate Minimum Bending Radius To Prevent Edge Cracking In DP980 Components?
In order to prevent edge cracking of DP980 parts, the forming anisotropy limits should be strictly followed. A DFM bending feasibility study may be used to confirm working conditions in such a way that the angle between the shear edge and the bending line is at least 45°, also the minimum bending radius ratio R/t should be measured to be roughly 2.5 to 3.2 for the removal of local shear strain concentration.
Mainstream High-Strength Steel Bending Parameter Standards
The mechanical properties of various high-strength steels differ quite a bit, which is why the control bending parameter levels may vary widely. Accurate selection of the material and matching of the parameters saves cracks prevention fundamentally. A well-chosen metal bending threshold parameter will prevent the source of the defect in the product.
| Material Grade | Yield Strength (MPa) | Tensile Strength (MPa) | Recommended Minimum Bending Radius Ratio (R/t) | Springback Angle Deviation after 100,000 Stamping Cycles |
| DP780 | 450-550 | ≥780 | 1.5 | ±0.5° |
| DP980 | 650-750 | ≥980 | 2.5 | ±1.2° |
| PHS (Hot Forming Steel) | 1000-1200 | ≥1500 | 3.5 (Cold Bending Limit) | ±2.5° |
Key Process Actions for Crack Prevention
The main element of crack prevention during custom metal bending for auto is intensive pre-processing control. The specification details are the first line of guarantying product quality. An extensive metal bending edge protection system, that could efficiently secure the stable performance of DP980 production, is foremost.
- Prevent design-related structural defects that are caused by unreasonable shearing angles by running pre-processing DFM bending feasibility analysis.
- Don't compromise the edge punching quality, make micro-burrs' height to be locked within 10% of the plate thickness.
- Change R/t ratio according to the thickness of the plate each time, don't use fixed parameters in the production.
For the best results of crack prevention in micro areas of DP980 parts during the process of custom metal bending for auto the usage of precise control over the bending radius, pre-processing DFM analysis, and strict edge quality control is necessary. To avoid the risk of cracking in mass production in the future, submit your part parameters now and you will be provided with a free professional DFM bending feasibility analysis report.

Figure 2: DP980 component and tools for measuring the minimum bending radius to prevent cracking.
What Tool Material Best Resists Wear in Continuous HSS Production?
The best option to resist the continuous stamping wear of ultra high strength steel is DC53 die steel combined with TD coating. This solution can raise the base hardness to HRC 62-64, and when matched with a high hardness ultra fine grain coating on the surface, it lowers the surface friction coefficient of the die to less than 0.1, thereby completely eradicating the problems of die scratches and seizing.
Comparison of Mainstream Mold Material Performance
Conventional mold steels cannot handle the continuous production of AHSS ultra high strength steel. Wrong selection might lead to a sharp increase in mold repair costs and downtime. Highly durable metal bending die is the main assurance for stable and large-scale production.
| Mold Material | Heat Treatment Hardness (HRC) | Wear Resistance | Compatible Steel Type | Relative Service Life |
| Cr12MoV | 55-58 | General | Ordinary low-carbon steel, DP780 | 100% (Benchmark) |
| DC53 | 62-64 | Excellent | DP980, PHS high-strength steel | 300% |
| SKD11 | 60-62 | Good | Medium-strength duplex steel | 180% |
Core Value of Mold Coating Enhancement
The stable mass production of precision automotive bending depends greatly on the mold condition. TD coating is able to radically change the friction surface property of the mold that results in the metal bending surface optimization shining. Based on our firsthand experience from high-strength steel chassis component mass production projects, the replacement of molds with DC53+TD coated molds reduced the number of times molds were brought down and repaired by 75%.
How Does FEA simulation Optimize Global Automotive Metal Bending Service Efficiency?
In automotive metal bending service, FEA (Finite Element Analysis) simulation is a great way to cut the number of on-site mold trials by 90% even before the mold is opened. Bringing in nonlinear simulation software that has anisotropic yield criteria (like Barlat 89 model), you can precisely forecast thinning rate, springback, and wrinkling risk online, leading to successful mold trials at your very first try.
FEA Simulation Core Application Process
Digital simulation nowadays is one of the main ways to help companies save trial-and-error costs and shorten delivery cycles. It has totally changed the old-fashioned manual mold trial method. Based on professional metal bending defect prediction, it can greatly enhance the probability of success in the very first mold trial.
- The first step is to take 3D CAD files from the customer, build the forming simulation model accurately, and match the anisotropic parameters of the steel.
- Next, form limit diagrams (FLD) are produced to highlight very precisely the locations that are at the highest risk of bending wrinkling, thinning, and cracking.
- Finally, the mold surface and bending parameters can be fine-tuned beforehand, thereby providing the best mass production process plan.
Core Benefits of Simulation Technology for Customers
Automotive metal bending service supported by FEA simulation might reduce the new product prototype cycle by more than 60%, thereby lowering the customer costs for trial and error a lot. Optimization of metal bending cycles can very well give a big boost to the project implementation efficiency. In simple words, this means the customers will not have to pay for the expenses that arise due to the repair of molds and loss from the scraps. Simulation precision control is the core long-tail transistor to guarantee the efficacy of simulation.
By leveraging FEA simulation, automotive metal bending services are transformed A lot, with mold trial loss being reduced by 90%. The cycle of going from new product development to mass production implementation is also being very efficiently compressed. Download the exclusive bending process white paper to get a comprehensive understanding of cost-saving and quality-enhancing measures based on simulation.
Which Parameters Dictate Real Time Process Stability In High Strength Steel Bending Service?
In high strength steel bending service, the stamping speed, the die clamping pressure, and the lubrication conditions are the main three parameters regulating real-time bending stability. Keeping the stamping speed between 15 to 25 strokes/minute plus the use of high-pressure drawing oil can very well manage the changes in material flow stress caused by frictional heat.
Standards for Control of Core Process Parameters
Production stability in mass production of high strength steel bending service entirely depends on parameter closed-loop standardized control. There can be no experience-based operations, simply precise metal bending speed regulation is the controlization channel.
- Speed Control: Keeping stable 15-25 strokes/minute so as not to cause fluctuations in stress by high-speed frictions and temperature rise.
- Pressure Control: Servo pressure fluctuations are so strictly locked within 1% that no dimensional deviations caused by pressure errors can occur.
- Lubrication Control: Lubricating oil film thickness is kept at 1.5-2.5μm to lessen the frictional wearing between the mold and the steel.
All-Environment Quality Stability Solution
Changes in the temperature and humidity levels of the workshop can have an impact on the flowability of materials and the effectiveness of lubricants. We rely on total quality control (TQC) across the entire process to help us withstand very tough working conditions. Reliable metal bending thermal stability keeps the production of excellent quality items running smoothly 24/7. Calibration of process parameters is a fundamental long-term technology that guarantees continuous and consistent production 24/7.

Figure 3: A control panel displaying gauges for monitoring a high-strength steel bending process.
How Can Multi-Stage Bending Control for Automotive Parts Reduce Stress?
In bending control for automotive parts, multi stage bending remains one of the most essential techniques to totally eradicate residual stress concentration in the ultrahigh-strength steel. For instance, transforming a single big-angle bending into a three-stage procedurepre bending, intermediate aging relaxation and final bending correctionwas found to cut down the inner residual tensile stress by more than 40%.
Multistage bending process stages
Bending control for automotive parts actively reduce stress generation at the source by step-by-step deformation because of this avoiding the occurrence of deformation during subsequent welding and assembly. A scientific metal bending stress relief process is the main technological support.
- Pre-bending process: This is the step where the main angle is shaped, yet some deformation is allowed so as not to cause a single-time stress overload.
- Aging relaxation: This step is performed by static placing, and it results in the release of the internal concentrated residual stresses. At the same time, it stabilizes the mechanical state of the material.
- Final bending correction: This process is aimed at very accurate angle and dimension adjustment. In this way, production precision is secured in the final product.
Core value of process implementation
By this method the problem of warping caused by subsequent welding of high-strength steel parts can be totally eliminated, and at the same time, it is also very well suitable for manufacturing core structural components of the automotive like B-pillars and frames. Besides, since it is metal bending assembly-compatible, its excellent quality meets the requirements of precision vehicle assembly on the entire vehicle level. One of the benefits resulting from residual stress reduction is the improvement of the assembly precision of parts. At the same time, the reduction of residual stress can be considered as one of the main processes that support bending springback solution.
Multi-stage bending processes ensure that residual stress is thoroughly removed from parts so that bending control for automotive parts can be done in such a way that problems related to deformation during subsequent welding and assembly are completely avoided. If you are experiencing structural component deformation issues, you can schedule a one-on-one consultation with an engineer, and we will tailor a customized stress-optimized production process solution for you.
Figure 4: Automotive metal parts produced by multi-stage bending to achieve lower internal stress.
Why Is Precision Tooling Calibration Vital For An Automotive Bending Service Supplier?
For an automotive bending service supplier, the exact alignment of dies and how well the gap is compensated are the critical factors that decide the rate of material removal on one side during thinning and the springback uniformity of bent parts. Keeping the gap error between the upper and lower dies within 0.02mm and conducting periodic calibrations using a coordinate measuring machine (CMM) are very effective ways to avoid sudden batch variations.
Main Method for Die Calibration Control
One of the main factors that determine the batch precision stability of automotive bending service is the continuous high-precision die calibration. The occasional adjustment of metal bending gap ensures die operating precision on a rolling basis. Weekly die cutting edge wear detection with laser scanning is our practice which, when complemented with an online automatic gap compensation device, helps us to continuously lock in die precision.
Quality Assurance Certified by the Industry
Our factory is IATF 16949 compliant at every stage of the process. All calibration records are logged and kept traceable, this way the quality incidents related to batches are eliminated and also metal bending batch consistency is stable ensuring high-volume production yields. Being able to adjust the tool gap is a very important detail that can guarantee the long-term stabilities of springback control bending.
How To Minimize Tooling Investment Cost For Low Volume Custom Metal Bending For Auto?
In custom metal bending for auto, the best approach to minimize procurement costs for small quantity customization is to adopt a modular, interchangeable insert mold structure. If the mold base is made uniform and the specific bending radius angle inserts designed for quick change are made of carbide, customers can be saved up to 50% of their initial mold investment.
How modular mold can reduce cost
For small batch trial production of custom metal bending for auto, one does not need to customize a complete set of molds. Standardized mold bases can be used to produce different parts specifications, and the metal bending die standardization, which is mature, drastically lowers the customization threshold.
- The mold base is standardized and can be used with various bending specifications.
- The only thing that is unique to the product is the insert, which when replaced, leads to a major reduction in mold manufacturing expenditure and time.
- The quick-change structure is able to accommodate the small-batch, multi-category R&D and trial production requirements.
Customer-oriented cost benefits
The proposed method can halve the customers' cost in molds and reduce the production cost of one unit by 15%-20%. Because of this, it perfectly fits the scenarios of aftermarket and new car R&D. Flexible metal bending production low volume matches the needs of niche customization. The cost of tooling for low volume is the fundamental long-tail benefit of small-batch customization.
LS Manufacturing Custom Automotive Metal Bending Service for DP980 Energy Absorbing Box Components
The DP980 energy-absorbing box is a main safety structural part, so it is subject to very high requirements in bending accuracy and forming stability. Besides, it is also a frequently breaking part in the industry.
Customer Dilemma
One of the top European Tier-1 automotive suppliers was suffering from serious issues in production. The 2.0 mm thick DP980 front bumper beam energy-absorbing parts had a springback problem exceeding 8° mainly because the traditional processes did not include a professional metal bending failure analysis mechanism. There were also often 0.5 mm microcracks at the bending radii.
As a result, they were only able to produce 72% of the final products that could pass welding. This situation directly led to delays in OEM's schedule and the involved significant overdue costs.
LS Manufacturing Solution
To resolve this issue, the LS Manufacturing AE engineering team came up with a tailored high-strength steel bending service solution.
- We started by carrying out an extensive DFM forming feasibility study utilizing AutoForm software. The solution ditched the single-bending process that was prone to defects and instead rolled out a sophisticated metal bending progressive forming method that allows the material stress to be released in stages.
- At the same time, the die steel was changed to DC53 and a vacuum TD coating treatment was applied to enhance the die's resistance to wear and scratches.
- And, real-time angle sensors were fitted on the bending machines and a closed-loop dynamic springback compensation system was set up to tightly control the die closing tolerance within 0.1mm.
Results and Value
Upon completion of the project springback tolerance of parts has been stabilized within 0.3, surface microcracks were completely removed, die stamping life was raised by 300%, and the finished product assembly qualification rate went up to 99.8%. Using the stable metal bending quality stabilization capabilities, the solution helped the client to meet the vehicle delivery targets while also reducing the scrap and die repair costs by 35%.
This project is an implementation of a proprietary cost accounting formula: Single-piece processing cost = Die wear cost + Labor cost + Consumable cost - Good product premium.
It also gave a unique tip to troubleshoot: Before bending the DP980, if burr height is over 10% of the plate thickness, microcracks will be formed inevitably, so a pre-processing deburring step is because of this compulsory.
The complete set of customized high-strength steel bending service processes was a key thing in solving DP980 energy-absorbing box mass production defects, which was a great quality, efficiency and cost reduction, altogether. If you want a mature mass production solution like this, submit your 3D drawings and production requirements right now and you will get a precise customized production quotation within 24 hours.

FAQs
Q1. What is the maximum material tensile strength that your automotive metal bending Service can process?
Our machinery and dies are In particular created to work on the strengthening of high-strength steel. Our production line is able to continuously handle DP1180 duplex steel having a tensile strength of 1200MPa, and is also capable of doing very accurate bending of 1500MPa hot-formed steel PHS automotive structural parts.
Q2. How do you guarantee the angle tolerance of high strength steel bending service parts under mass production?
Our servo bending machines come with a laser online angle detection system and are supported by dynamic springback compensation software. This allows us to maintain the bending angle tolerance of the parts within 0.5 during mass production of up to 100,000 parts, thereby achieving batch consistency.
Q3. Can you prevent micro cracking entirely during custom metal bending for auto with tight radii?
We are capable of totally preventing micro-cracking during ultra-small radius bending. In the prototype phase, we carry out DFM edge fatigue and strain simulation, we optimize the punching clearance, and we use an electric brush deburring process to make sure that the part surface is free of micro-cracks under R/t2.0 conditions.
Q4. How does tool coating affect the overall custom fabrication price and lead time?
Typical TD and PVD tool coatings will raise the initial mold cost by 15% but at the same time the coating can increase the life of the mold by three times, result in less downtime for mold repair, and eventually lead to lower unit procurement price and more stable delivery of mass production cycles.
Q5. Do you provide free DFM and springback simulation analysis before we place a formal manufacturing order?
Our automotive bending service consulting clients are given free professional DFM forming feasibility analysis and FEA springback prediction services to help R&D teams better structure the products and minimize forming risks in mass production.
Q6. What internal quality standards does LS Manufacturing adhere to for automotive bending service?
Our factory is certified for the IATF 16949 automotive industry standards. We carry out SPC statistical process control during the entire production. Besides, parts undergo a 100% inspection for all critical dimensions with the help of online coordinate measuring machines or visual inspection tools, That's why quality is strictly controlled before shipment.
Q7. Why is your bending control for automotive parts superior to traditional local metal stamping shops?
Traditional shops learn their trade through manual trial molding, which leaves the door open for inaccuracies and unstable results. We are using digital simulation, bespoke high-strength steel molds, and intelligent servo control to address the fundamental industry issues such as cracking and overspringing of ultra-high-strength steel forms.
Q8. How can I get a detailed custom manufacturing quotation for my high strength steel parts?
You can submit 3D drawings in STEP, IGES, or X_T formats, along with your requirements such as steel grade and annual production volume. Our senior AE engineer will provide a detailed customized bending quotation with accurate cost calculations within 24 hours.
Summary
Bending high-strength steel for vehicles is a complex manufacturing process that makes use of materials mechanics, precision molds and computer simulations. Lightweight, high-strength steels like DP980 tend to have high springback and are easily cracked. Old, rough methods that involve manual trial molding and repair are not suitable for the precision mass production standards of the present-day automobile industry.
Using finite element analysis (FEA) dynamic compensation, DC53 top-of-the-line molds, and multi-stage stress relief core processes, LS Manufacturing has successfully dealt with the problem of high-strength steel forming. Besides following the IATF 16949 standard strictly, the company that uses digital control from production to delivery has been able to phase out defects such as dimensional deviations and surface scratches, because of this supplying the global automotive supply chain with stable, low-cost, precision automotive bending services.
Don't allow faulty parts to hold back automobile development or run up supply chain budgets! Submit your 3D models of car body structural components and chassis parts right away and get a complimentary feasibility report of forming plus an accurate price quote within 24 hours. Rely on our highly skilled, state-of-the-art technology to make sure that your mass production projects will be carried out smoothly.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


