
Die Metallbiegetechnik für die Automobilindustrie ist ein Präzisionsbearbeitungsverfahren, das speziell für die Formgebung hochfester Stähle entwickelt wurde. Sie adressiert die drei Hauptprobleme der Branche: übermäßige Rückfederung, Mikrorisse an den Kanten und schnellen Werkzeugverschleiß. Durch den Einsatz von Technologien wie FEA-Simulationskompensation und kundenspezifischen Werkzeugbeschichtungen lassen sich Toleranzen von bis zu 0,1 mm einhalten und die Werkzeugstandzeit um 300 % verlängern. Dadurch eignet sie sich hervorragend für die Serienfertigung von Leichtbaustählen wie DP980 und PHS.
Da Leichtbau im Automobilsektor immer wichtiger wird, stoßen herkömmliche Biegeverfahren an ihre Grenzen, wenn es darum geht, die Schwankungen der Materialfestigkeit auszugleichen. Dies kann zu geringer Ausbeute an Fertigprodukten und Verzögerungen in der Serienproduktion führen . Dieser Leitfaden erläutert die wichtigsten Kontrollmethoden beim Biegen von hochfestem Stahl und zeigt Unternehmen, wie sie Produktionsengpässe effizient überwinden können.

Kurzer Überblick über die Kernprozesse beim Biegen von hochfestem Stahl in der Automobilindustrie
Dieser Abschnitt gibt einen kurzen Überblick über die wichtigsten Prozessstandards und Errungenschaften der Metallbiegetechnik für die Automobilindustrie, wobei insbesondere auf Probleme wie Rückfederung, Rissbildung und Werkzeugverschleiß eingegangen wird. Den Kunden werden klare Anhaltspunkte für ihre Produktionsentscheidungen geboten.
| Schwachstellen im Prozess | Kernlösungen | Wichtigste technische Parameter | Ergebnisse der Umsetzung |
| Rückfederung beim Biegen von hochfestem Stahl | Dynamisches Kompensationsmodell + Intelligente variable Druckregelung | Folgt der Rückfederungsformel Δθ∝σs/E | Der Rückfederungsfehler wurde innerhalb von ±0,3° gehalten. |
| DP980 Kantenrisse | DFM-Analyse + Standardisiertes Biegeradiusverhältnis | Verhältnis R/t ≥ 2,5, Scherbiegewinkel ≥ 45° | Eliminiert die lokale Scherspannungskonzentration vollständig. |
| Hochgeschwindigkeits-Werkzeugverschleiß | DC53 Werkzeugstahl + TD-Beschichtungsbehandlung | Werkzeughärte HRC62-64, Reibungskoeffizient ≤0,1 | Die Lebensdauer der Matrize wurde um 300 % erhöht. |
| Chargen-Dimensionsabweichungen | FEA-Simulation + Echtzeit-Kalibrierung im geschlossenen Regelkreis | Spaltfehler ±0,02 mm, Druckschwankung ±1 % | Verbessert die Toleranzstabilität der Chargenteile deutlich. |
Wichtigste Erkenntnisse:
- Die Streckgrenze beeinflusst die Rückfederung. Daher muss ein dynamisches Kompensationsmodell mit entsprechenden Formeln präzise entwickelt werden.
- Durch die Bestimmung des minimalen Biegeradiusverhältnisses R/t2,5 und die Durchführung der Analyse mittels DFM lassen sich DP980-Randrisse vollständig beseitigen.
- Die Lebensdauer eines Werkzeugs kann um 300 % verlängert werden , wenn DC53-Werkzeugstahl zusammen mit einer TD-Plattierung verwendet wird , und die Toleranz von 0,1 mm bleibt dabei erhalten.
Warum Sie LS bei der Rissvermeidung durch Biegearbeiten an Automobilmetallen vertrauen sollten
Die Lösungen von LS Manufacturing zur Vermeidung von Biegerissen sind in der Lage, die Probleme von Biegerissen und Maßabweichungen in hochfestem Stahl vollständig zu lösen , eignen sich für die Massenproduktion in der Automobilindustrie und erfüllen den Industriestandard SAE J2283 .
Basierend auf der Branchenpraxis und dreimonatigen Biegeversuchen mit der DP980-Maschine beobachten wir, dass 90 % der Kantenrisse in hochfestem Stahl durch die Konzentration von Scherspannungen und -kräften am Werkzeug entstehen. Üblicherweise ist nur eine manuelle Nachbearbeitung des Werkzeugs möglich, wodurch der Defekt jedoch nicht beseitigt wird. Die Tests unseres Teams zeigen, dass die Rissbildung weitgehend verhindert werden kann, wenn der Stanzgrat auf 10 % der Blechdicke reduziert wird.
Während die meisten Zulieferer ihre Aufmerksamkeit weiterhin allein auf die Biegeparameter beschränken und dabei vergessen, dass die Qualität vor dem Stanzen der entscheidende Faktor ist, nutzen wir das IATF 16949-System, um eine standardisierte Regelung des gesamten Prozesses zu implementieren. Dies hat mehr als 20 Automobilzulieferern der ersten Ebene geholfen, Umformprobleme zu überwinden und eine stabile Serienfertigungs-Erfolgsquote von über 99,5 % zu erreichen.
Einerseits standardisieren wir den Betrieb des geschlossenen Regelsystems. Andererseits stützen wir uns dabei auf die maßgeblichen Industriestandards, die eine solide Grundlage für die Qualität unserer Biegedienstleistungen für die Automobilindustrie bilden und somit grundsätzlich Probleme wie Biegerisse und Maßabweichungen bei hochfestem Stahl beseitigen.
Um die Effektivität unserer Prozessumsetzung direkt zu überprüfen, sehen Sie sich umgehend weitere erfolgreiche Fallstudien zur Massenproduktion von Automobilunternehmen an und beurteilen Sie schnell die Machbarkeit der Anpassung Ihrer Teile für die Produktion.

Warum ist die Rückfederung bei der Biegung von hochfesten Stahlkonstruktionen im Automobilbau so stark?
Die hohe Streckgrenze und der niedrige Elastizitätsmodul eines Materials erklären gemeinsam, warum es nach dem Biegen zurückfedert. Je höher die Streckgrenze des Materials ist, desto stärker ist die Rückfederung. Mithilfe der groben Formel s/E zur Abschätzung der Rückfederung lässt sich feststellen, dass die Rückfederung von hochfestem Stahl 3- bis 5-mal so hoch ist wie die von normalem, kohlenstoffarmem Stahl . Daher ist eine exakte Kompensation auf Basis dynamischer mechanischer Modelle erforderlich.
Wesentliche mechanische Faktoren, die die Rückfederung in hochfestem Stahl verursachen
Ein Hauptproblem beim Biegen von hochfestem Stahl sind die unkontrollierbaren Eigenspannungen im Material . Eine exakte Kalibrierung des Biegevorgangs ist daher unerlässlich, um dieses Problem zu lösen. Die Streckgrenze von hochfestem Stahl ist deutlich höher als die von normalem Stahl, wodurch nach dem Biegen und Entlasten eine größere elastische Rückfederung auftritt . Auch Abweichungen in der Chargendickentoleranz führen indirekt zu inkonsistenten Eigenspannungsmustern und damit zu größeren Rückfederungsschwankungen. Anders ausgedrückt: Herkömmliches Biegen mit festen Parametern ist mit den dynamischen Verformungseigenschaften von hochfestem Stahl völlig unvereinbar.
Intelligente Implementierungslogik für Rückfederungskompensation
Die Rückfederungssteuerung beim Biegen nutzt ein intelligentes System, um die oben genannten Probleme direkt zu beheben. So hat beispielsweise LS Manufacturing ein eigenes dynamisches Kompensationsgerät entwickelt, das mithilfe professioneller Technologie zur Korrektur des Metallbiegewinkels Parameteranpassungen in Echtzeit ermöglicht.
- Unmittelbare Erfassung der Streckgrenze und der Dicke jeder Stahlcharge, parallel zur Synchronisierung der Aktualisierung der Parameter des mechanischen Modells.
- Biegewinkel und Formschließdruck werden vom System automatisch über Algorithmen angepasst, um Rückfederungsabweichungen auszugleichen.
- Der Prozess wird durch eine geschlossene Regelschleife überwacht, um sicherzustellen, dass die Winkel der Teile aus jeder Charge einheitlich sind.
Die Materialausbeuteschwankungen sind der Hauptfaktor, der die Genauigkeit der Rückfederung beeinflusst. Mit diesem Verfahren lassen sich die Rückfederungsabweichungen zwischen den Chargen innerhalb des branchenweit besten Bereichs halten.
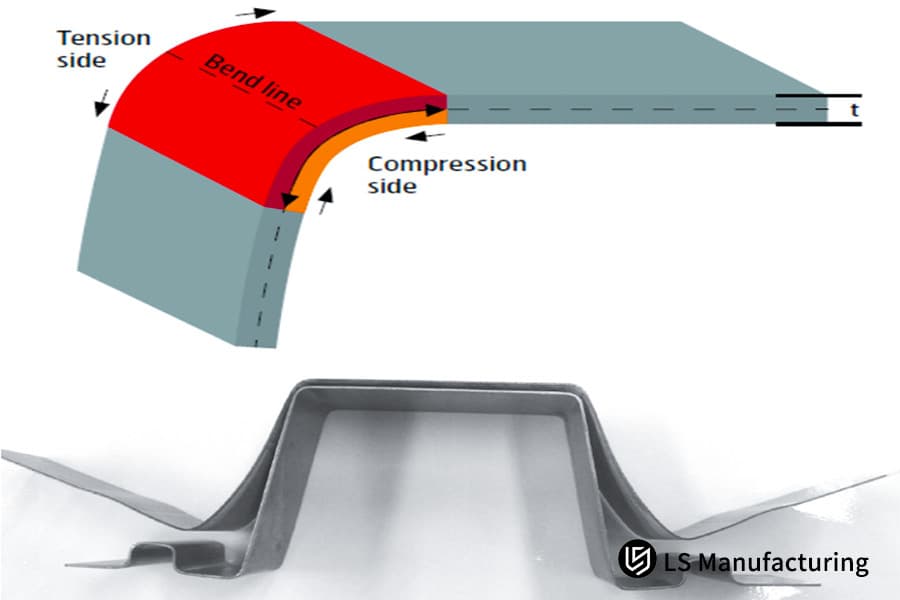
Abbildung 1: Technische Schemazeichnung, die die Zug- und Druckseite eines gebogenen Metallteils zeigt.
Wie berechnet man den minimalen Biegeradius, um Kantenrisse bei DP980-Bauteilen zu vermeiden?
Um Kantenrisse an DP980-Teilen zu vermeiden, müssen die Anisotropiegrenzen der Umformung strikt eingehalten werden. Eine Machbarkeitsstudie zum DFM-Biegen kann durchgeführt werden, um die Arbeitsbedingungen so zu bestätigen, dass der Winkel zwischen Scherkante und Biegelinie mindestens 45° beträgt. Zudem sollte das minimale Biegeradiusverhältnis R/t etwa 2,5 bis 3,2 betragen, um lokale Scherspannungskonzentrationen zu vermeiden.
Gängige Normen für Biegeparameter von hochfestem Stahl
Die mechanischen Eigenschaften verschiedener hochfester Stähle unterscheiden sich erheblich, weshalb die Grenzwerte für die Biegeparameter stark variieren können. Die präzise Materialauswahl und die Abstimmung der Parameter tragen wesentlich zur Rissvermeidung bei . Ein optimal gewählter Grenzwert für die Metallbiegung verhindert die Entstehung von Produktfehlern.
| Materialklasse | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Empfohlenes Mindestbiegeradiusverhältnis (R/t) | Abweichung des Rückfederungswinkels nach 100.000 Stanzzyklen |
| DP780 | 450-550 | ≥780 | 1,5 | ±0,5° |
| DP980 | 650-750 | ≥980 | 2,5 | ±1,2° |
| PHS (Warmumformstahl) | 1000-1200 | ≥1500 | 3,5 (Kaltbiegegrenze) | ±2,5° |
Wichtige Prozessmaßnahmen zur Rissvermeidung
Die wichtigste Maßnahme zur Vermeidung von Rissen beim kundenspezifischen Metallbiegen für die Automobilindustrie ist eine intensive Vorbearbeitungskontrolle. Die Spezifikationsdetails sind die erste Verteidigungslinie zur Sicherstellung der Produktqualität. Ein umfassendes Kantenschutzsystem für das Metallbiegen , das die stabile Leistung der DP980-Produktion effizient gewährleistet, ist daher von zentraler Bedeutung.
- Durch die Durchführung einer DFM-Biegemachbarkeitsanalyse vor der Verarbeitung lassen sich konstruktionsbedingte Strukturfehler vermeiden , die durch unzulässige Scherwinkel verursacht werden.
- Die Qualität des Kantenstanzens darf nicht beeinträchtigt werden ; die Höhe der Mikrograte muss innerhalb von 10 % der Plattendicke liegen.
- Das R/t-Verhältnis sollte jedes Mal entsprechend der Plattendicke angepasst werden ; es sollten keine festen Parameter in der Produktion verwendet werden.
Um bei der kundenspezifischen Metallbiegung von DP980-Bauteilen optimale Ergebnisse hinsichtlich der Rissvermeidung in Mikrobereichen zu erzielen, sind eine präzise Steuerung des Biegeradius, eine DFM-Vorverarbeitungsanalyse und eine strenge Kantenqualitätskontrolle unerlässlich . Um das Risiko von Rissen in der Serienproduktion zukünftig zu vermeiden, übermitteln Sie uns jetzt Ihre Bauteilparameter. Sie erhalten anschließend kostenlos einen professionellen Bericht zur Machbarkeitsanalyse Ihrer DFM-Biegetechnik.

Abbildung 2: DP980-Komponente und Werkzeuge zur Messung des minimalen Biegeradius zur Vermeidung von Rissen.
Welches Werkzeugmaterial bietet die beste Verschleißfestigkeit bei der kontinuierlichen HSS-Produktion?
Die beste Option zur Beständigkeit gegen den kontinuierlichen Stanzverschleiß von ultrahochfestem Stahl ist die Kombination von DC53-Werkzeugstahl mit einer TD-Beschichtung. Diese Lösung erhöht die Grundhärte auf HRC 62–64 und senkt, in Verbindung mit einer hochharten, ultrafeinkörnigen Oberflächenbeschichtung, den Oberflächenreibungskoeffizienten des Werkzeugs auf unter 0,1. Dadurch werden Probleme wie Werkzeugkratzer und Festfressen vollständig beseitigt.
Vergleich der Leistungsfähigkeit gängiger Formmaterialien
Herkömmliche Werkzeugstähle sind für die kontinuierliche Produktion von AHSS-Ultrahochfeststahl ungeeignet. Eine falsche Stahlauswahl kann zu einem drastischen Anstieg der Werkzeugreparaturkosten und zu Stillstandszeiten führen. Hochbelastbare Metallbiegewerkzeuge sind die wichtigste Voraussetzung für eine stabile und großvolumige Produktion.
| Formmaterial | Härte nach Wärmebehandlung (HRC) | Verschleißfestigkeit | Kompatibler Stahltyp | Relative Nutzungsdauer |
| Cr12MoV | 55-58 | Allgemein | Normaler kohlenstoffarmer Stahl, DP780 | 100 % (Benchmark) |
| DC53 | 62-64 | Exzellent | DP980, PHS hochfester Stahl | 300% |
| SKD11 | 60-62 | Gut | Mittelfester Duplexstahl | 180% |
Kernnutzen der Formbeschichtungsverbesserung
Die stabile Serienfertigung von Präzisionsbiegeteilen für die Automobilindustrie hängt maßgeblich vom Zustand der Form ab. Die TD-Beschichtung verändert die Reibungseigenschaften der Formoberfläche grundlegend und optimiert so die Biegeoberfläche. Unsere Erfahrung aus der Serienfertigung von Chassis-Komponenten aus hochfestem Stahl zeigt, dass der Austausch der Formen gegen DC53+TD-beschichtete Formen die Anzahl der Werkzeugstilllegungen und -reparaturen um 75 % reduziert.
Wie optimiert die FEA-Simulation die Effizienz globaler Dienstleistungen im Bereich der Metallbiegetechnik für die Automobilindustrie?
Im Bereich der Metallbiegetechnik für die Automobilindustrie ist die FEA-Simulation (Finite-Elemente-Analyse) eine hervorragende Methode , die Anzahl der Formversuche vor Ort um bis zu 90 % zu reduzieren, noch bevor die Form geöffnet wird. Durch den Einsatz nichtlinearer Simulationssoftware mit anisotropen Fließkriterien (wie dem Barlat-89-Modell) lassen sich Ausdünnungsrate, Rückfederung und Faltenbildungsrisiko präzise online vorhersagen, was zu erfolgreichen Formversuchen bereits beim ersten Mal führt.
FEA-Simulation Kernanwendungsprozess
Die digitale Simulation ist heutzutage eine der wichtigsten Methoden, um Unternehmen dabei zu helfen, Kosten durch Versuch und Irrtum zu sparen und Lieferzeiten zu verkürzen. Sie hat die althergebrachte manuelle Formerprobung grundlegend verändert. Basierend auf der professionellen Vorhersage von Biegefehlern im Metall kann sie die Erfolgswahrscheinlichkeit bereits beim ersten Formversuch deutlich erhöhen.
- Im ersten Schritt werden die 3D-CAD-Dateien vom Kunden entgegengenommen, das Umformsimulationsmodell präzise erstellt und die anisotropen Parameter des Stahls angepasst.
- Anschließend werden Formgrenzdiagramme (FLD) erstellt, um die Stellen, an denen das höchste Risiko von Biegefaltenbildung, Ausdünnung und Rissbildung besteht, sehr genau hervorzuheben.
- Schließlich können die Formoberfläche und die Biegeparameter im Voraus feinjustiert werden, wodurch der beste Plan für den Massenproduktionsprozess bereitgestellt wird.
Kernvorteile der Simulationstechnologie für Kunden
Der Einsatz von FEA-Simulationen zur Bearbeitung von Metallbiegeprozessen im Automobilbereich kann den Prototypenzyklus um über 60 % verkürzen und somit die Kosten für Versuch und Irrtum erheblich senken. Die Optimierung der Biegezyklen steigert die Projekteffizienz deutlich. Vereinfacht ausgedrückt: Kunden sparen Kosten für Werkzeugreparaturen und Ausschuss . Eine präzise Simulationssteuerung ist dabei der Schlüssel zur Gewährleistung ihrer Effektivität.
Durch den Einsatz von FEA-Simulationen werden Biegeprozesse in der Automobilindustrie grundlegend verändert. Der Ausschuss bei Werkzeugversuchen wird um 90 % reduziert. Auch der Zyklus von der Produktentwicklung bis zur Serienfertigung wird deutlich beschleunigt. Laden Sie das exklusive Whitepaper zum Biegeprozess herunter, um umfassende Informationen zu kostensparenden und qualitätssteigernden Maßnahmen auf Simulationsbasis zu erhalten.
Welche Parameter bestimmen die Echtzeit-Prozessstabilität beim Biegen von hochfestem Stahl?
Beim Biegen von hochfestem Stahl sind die Stanzgeschwindigkeit, der Anpressdruck des Werkzeugs und die Schmierbedingungen die drei Hauptparameter, die die Biegestabilität in Echtzeit beeinflussen. Durch die Einhaltung einer Stanzgeschwindigkeit zwischen 15 und 25 Hüben/Minute in Kombination mit Hochdruck-Ziehöl lassen sich die durch Reibungswärme verursachten Änderungen der Fließspannung im Material sehr gut kontrollieren.
Normen für die Kontrolle von Kernprozessparametern
Die Produktionsstabilität bei der Serienfertigung von Biegevorrichtungen für hochfesten Stahl hängt vollständig von einer standardisierten, parameterbasierten Regelung ab. Erfahrungsbasierte Betriebsabläufe sind nicht zulässig ; die präzise Regelung der Biegegeschwindigkeit ist der alleinige Kontrollmechanismus.
- Geschwindigkeitskontrolle: Eine konstante Hubzahl von 15-25 Hüben pro Minute beibehalten, um Spannungsschwankungen durch Reibung bei hohen Geschwindigkeiten und Temperaturanstieg zu vermeiden.
- Druckregelung: Die Servodruckschwankungen sind so streng auf 1 % begrenzt, dass keine durch Druckfehler verursachten Maßabweichungen auftreten können.
- Schmierkontrolle: Die Schmierölfilmdicke wird auf 1,5-2,5 μm gehalten, um den Reibungsverschleiß zwischen der Form und dem Stahl zu verringern.
Lösung für Qualitätsstabilität in allen Umgebungen
Schwankungen der Temperatur und Luftfeuchtigkeit in der Werkstatt können die Fließfähigkeit von Materialien und die Wirksamkeit von Schmierstoffen beeinträchtigen. Wir setzen daher auf ein umfassendes Qualitätsmanagement (TQC) im gesamten Prozess, um auch unter anspruchsvollen Arbeitsbedingungen zuverlässig zu arbeiten . Die zuverlässige thermische Stabilität beim Metallbiegen gewährleistet eine reibungslose Produktion von Produkten in exzellenter Qualität rund um die Uhr . Die Kalibrierung der Prozessparameter ist eine grundlegende Langzeittechnologie, die eine kontinuierliche und gleichbleibende Produktion rund um die Uhr sicherstellt.

Abbildung 3: Ein Bedienfeld mit Messgeräten zur Überwachung eines Biegeprozesses von hochfestem Stahl.
Wie kann die mehrstufige Biegesteuerung für Automobilteile die Spannung reduzieren?
Bei der Biegekontrolle von Automobilbauteilen ist das mehrstufige Biegen nach wie vor eine der wichtigsten Techniken zur vollständigen Beseitigung von Eigenspannungskonzentrationen in ultrahochfestem Stahl. Beispielsweise konnte durch die Umwandlung eines einzelnen Großwinkelbiegeverfahrens in ein dreistufiges Verfahren – Vorbiegen, Zwischenalterung und abschließende Biegekorrektur – die innere Zugeigenspannung um mehr als 40 % reduziert werden.
Mehrstufige Biegeprozesse
Durch die Biegekontrolle von Automobilteilen wird die Spannungsentwicklung an der Quelle durch schrittweise Verformung aktiv reduziert, wodurch Verformungen beim nachfolgenden Schweißen und Montieren vermieden werden . Ein wissenschaftliches Verfahren zur Spannungsentlastung beim Metallbiegen ist die wichtigste technologische Grundlage.
- Vorbiegeprozess: Dies ist der Schritt, in dem der Hauptwinkel geformt wird, wobei jedoch eine gewisse Verformung zugelassen wird, um eine einmalige Spannungsüberlastung zu vermeiden.
- Alterungsrelaxation: Dieser Schritt erfolgt durch statisches Einlegen und führt zur Freisetzung der inneren, konzentrierten Eigenspannungen. Gleichzeitig wird der mechanische Zustand des Materials stabilisiert.
- Abschließende Biegekorrektur: Dieser Prozess dient der hochpräzisen Winkel- und Maßanpassung . Dadurch wird die Fertigungsgenauigkeit des Endprodukts sichergestellt.
Kernwert der Prozessimplementierung
Mit diesem Verfahren lässt sich das Problem des Verzugs durch nachfolgendes Schweißen von hochfesten Stahlteilen vollständig beseitigen. Gleichzeitig eignet es sich hervorragend für die Herstellung zentraler Strukturbauteile im Automobilbau, wie z. B. B-Säulen und Rahmen. Da es zudem mit der Montage von Metallbiegeteilen kompatibel ist, erfüllt seine hervorragende Qualität die Anforderungen an eine präzise Fahrzeugmontage auf Gesamtfahrzeugebene. Ein Vorteil der Reduzierung von Eigenspannungen ist die verbesserte Montagegenauigkeit der Teile. Gleichzeitig kann die Reduzierung von Eigenspannungen als einer der Hauptprozesse zur Vermeidung von Biegerückfederung angesehen werden.
Mehrstufige Biegeprozesse gewährleisten die vollständige Beseitigung von Eigenspannungen in den Bauteilen. Dadurch lässt sich die Biegekontrolle von Automobilteilen so gestalten, dass Verformungsprobleme beim anschließenden Schweißen und der Montage vollständig vermieden werden. Sollten Sie Probleme mit der Verformung von Strukturbauteilen haben, vereinbaren Sie gerne ein persönliches Beratungsgespräch mit einem unserer Ingenieure . Wir entwickeln für Sie eine maßgeschneiderte, spannungsoptimierte Produktionslösung.
Abbildung 4: Automobilmetallteile, die durch mehrstufiges Biegen hergestellt werden, um eine geringere innere Spannung zu erzielen.
Warum ist die Kalibrierung von Präzisionswerkzeugen für einen Anbieter von Biegedienstleistungen im Automobilbereich so wichtig?
Für einen Anbieter von Biegedienstleistungen für die Automobilindustrie sind die exakte Ausrichtung der Werkzeuge und die Kompensation des Spaltmaßes entscheidende Faktoren für die Abtragsrate beim Ausdünnen und die Rückfederungsgleichmäßigkeit der gebogenen Teile. Die Einhaltung eines Spaltmaßes von maximal 0,02 mm zwischen Ober- und Unterwerkzeug sowie regelmäßige Kalibrierungen mit einer Koordinatenmessmaschine (KMM) sind sehr effektive Methoden, um plötzliche Chargenschwankungen zu vermeiden.
Hauptmethode zur Steuerung der Werkzeugkalibrierung
Einer der Hauptfaktoren für die gleichbleibende Präzision unserer Biegedienstleistungen im Automobilbereich ist die kontinuierliche, hochpräzise Werkzeugkalibrierung. Die regelmäßige Justierung des Biegespalts gewährleistet die Werkzeuggenauigkeit über mehrere Produktionsläufe hinweg . Die wöchentliche Verschleißprüfung der Schneidkanten mittels Laserscanning ist Standard und trägt, ergänzt durch eine automatische Online-Spaltkompensation, zur kontinuierlichen Sicherstellung der Werkzeugpräzision bei.
Qualitätssicherung, zertifiziert durch die Branche
Unser Werk erfüllt in jeder Prozessphase die Anforderungen der IATF 16949. Sämtliche Kalibrierungsdaten werden erfasst und sind nachvollziehbar . Dadurch werden chargenbedingte Qualitätsmängel vermieden und eine gleichbleibende Qualität beim Metallbiegen gewährleistet, was hohe Produktionsausbeuten sicherstellt. Die Möglichkeit, den Werkzeugspalt einzustellen, ist ein entscheidender Faktor für die langfristige Stabilität des Rückfederungsbiegens .
Wie lassen sich die Werkzeuginvestitionskosten für die kundenspezifische Metallbiegung in Kleinserien für die Automobilindustrie minimieren?
Bei der kundenspezifischen Metallbiegung für die Automobilindustrie ist die beste Methode zur Minimierung der Beschaffungskosten bei Kleinserien die Verwendung einer modularen, austauschbaren Werkzeugkonstruktion . Durch die Verwendung eines einheitlichen Werkzeuggrundkörpers und speziell für den schnellen Wechsel konzipierter Biegeradius-Winkel-Einsätze aus Hartmetall können Kunden bis zu 50 % ihrer anfänglichen Werkzeuginvestition einsparen.
Wie modulare Formen die Kosten senken können
Für die Kleinserienfertigung von kundenspezifischen Metallbiegeteilen für die Automobilindustrie ist es nicht notwendig, einen kompletten Formensatz individuell anzupassen. Standardisierte Formbasen ermöglichen die Herstellung von Teilen mit unterschiedlichen Spezifikationen, und die ausgereifte Standardisierung von Metallbiegewerkzeugen senkt die Hürde für die individuelle Anpassung erheblich.
- Die Formbasis ist standardisiert und kann für verschiedene Biegespezifikationen verwendet werden.
- Das einzige Alleinstellungsmerkmal des Produkts ist der Einsatz, dessen Austausch zu einer erheblichen Reduzierung des Aufwands und der Zeit für die Formenherstellung führt.
- Die Schnellwechselstruktur ist in der Lage, den Anforderungen von Kleinserien, mehrkategorieller Forschung und Entwicklung sowie der Testproduktion gerecht zu werden.
Kundenorientierte Kostenvorteile
Das vorgeschlagene Verfahren kann die Werkzeugkosten für Kunden halbieren und die Produktionskosten pro Einheit um 15–20 % senken. Daher eignet es sich ideal für den Aftermarket und die Entwicklung neuer Fahrzeuge. Die flexible Metallbiegetechnik für Kleinserien erfüllt die Anforderungen kundenspezifischer Nischenlösungen. Die geringen Werkzeugkosten sind der entscheidende langfristige Vorteil der Kleinserienfertigung.
LS Manufacturing bietet kundenspezifischen Metallbiegeservice für die Automobilindustrie an, insbesondere für DP980-Energieabsorptionsbox-Komponenten.
Die Energieabsorptionsbox DP980 ist ein wichtiges sicherheitsrelevantes Bauteil und unterliegt daher sehr hohen Anforderungen an Biegegenauigkeit und Formstabilität. Darüber hinaus ist sie in der Industrie ein häufig brechendes Bauteil.
Kundendilemma
Einer der führenden europäischen Tier-1-Automobilzulieferer hatte mit erheblichen Produktionsproblemen zu kämpfen. Die 2,0 mm dicken, energieabsorbierenden Bauteile des DP980-Frontstoßfängerträgers wiesen eine Rückfederung von über 8° auf, hauptsächlich weil die herkömmlichen Fertigungsprozesse keine professionelle Analyse des Biegeversagens von Metallen vorsahen. Zudem traten häufig 0,5 mm große Mikrorisse an den Biegeradien auf.
Infolgedessen konnten sie nur 72 % der schweißfähigen Endprodukte herstellen. Dies führte direkt zu Verzögerungen im Zeitplan des Originalherstellers und verursachte erhebliche Mehrkosten.
LS Fertigungslösung
Um dieses Problem zu lösen, entwickelte das AE-Ingenieurteam von LS Manufacturing eine maßgeschneiderte Lösung für das Biegen von hochfestem Stahl.
- Wir begannen mit einer umfassenden Machbarkeitsstudie zum DFM-Umformverfahren unter Verwendung der AutoForm-Software . Die Lösung verwarf das fehleranfällige, einstufige Biegeverfahren und führte stattdessen ein hochentwickeltes , progressives Umformverfahren ein, das eine stufenweise Entlastung des Materials ermöglicht.
- Gleichzeitig wurde der Werkzeugstahl auf DC53 umgestellt und eine Vakuum-TD-Beschichtungsbehandlung durchgeführt, um die Verschleiß- und Kratzfestigkeit des Werkzeugs zu verbessern.
- Außerdem wurden an den Biegemaschinen Echtzeit-Winkelsensoren angebracht und ein dynamisches Rückfederungskompensationssystem mit geschlossenem Regelkreis eingerichtet, um die Schließtoleranz der Matrize innerhalb von 0,1 mm genau zu kontrollieren .
Ergebnisse und Wert
Nach Abschluss des Projekts wurde die Rückfederungstoleranz der Teile auf unter 0,3 stabilisiert, Oberflächenmikrorisse vollständig beseitigt, die Standzeit der Stanzwerkzeuge um 300 % erhöht und die Qualifizierungsrate der Endproduktmontage auf 99,8 % gesteigert. Dank der stabilen Biegequalität konnte der Kunde die Liefertermine für die Fahrzeuge einhalten und gleichzeitig die Ausschuss- und Werkzeugreparaturkosten um 35 % senken.
Bei diesem Projekt handelt es sich um die Umsetzung einer proprietären Kostenrechnungsformel: Kosten der Einzelstückbearbeitung = Werkzeugverschleißkosten + Arbeitskosten + Verbrauchsmaterialkosten - Gutproduktprämie.
Außerdem gab es einen einzigartigen Tipp zur Fehlerbehebung: Wenn vor dem Biegen des DP980 die Grathöhe mehr als 10 % der Plattendicke beträgt, bilden sich unweigerlich Mikrorisse. Daher ist ein Vorbearbeitungsschritt zum Entgraten zwingend erforderlich.
Die vollständige Palette an maßgeschneiderten Biegeverfahren für hochfesten Stahl war entscheidend für die Behebung von Produktionsfehlern bei der Massenproduktion der energieabsorbierenden Box DP980. Dies führte insgesamt zu einer deutlichen Verbesserung von Qualität, Effizienz und Kosten. Wenn Sie an einer ausgereiften Massenproduktionslösung wie dieser interessiert sind, senden Sie uns jetzt Ihre 3D-Zeichnungen und Produktionsanforderungen. Sie erhalten innerhalb von 24 Stunden ein präzises, individuelles Angebot.

Häufig gestellte Fragen
Frage 1: Was ist die maximale Zugfestigkeit des Materials, die Ihr Service für das Biegen von Automobilmetallen verarbeiten kann?
Unsere Maschinen und Werkzeuge sind speziell für die Bearbeitung und Verstärkung von hochfestem Stahl ausgelegt. Unsere Produktionslinie verarbeitet kontinuierlich Duplexstahl DP1180 mit einer Zugfestigkeit von 1200 MPa und ermöglicht zudem hochpräzises Biegen von warmgeformten PHS-Stahlbauteilen für die Automobilindustrie mit einer Zugfestigkeit von 1500 MPa.
Q2. Wie gewährleisten Sie die Winkeltoleranz von Bauteilen aus hochfestem Stahl beim Biegen in der Serienfertigung?
Unsere Servobiegemaschinen sind mit einem Laser-Online-Winkelmesssystem ausgestattet und werden durch eine Software zur dynamischen Rückfederungskompensation unterstützt. Dadurch können wir die Biegewinkeltoleranz der Teile bei der Serienfertigung von bis zu 100.000 Teilen innerhalb von 0,5° halten und somit eine gleichbleibende Chargenqualität gewährleisten.
Frage 3: Lässt sich die Bildung von Mikrorissen beim kundenspezifischen Biegen von Metall für die Automobilindustrie mit engen Radien vollständig verhindern?
Wir sind in der Lage, Mikrorisse beim Biegen mit extrem kleinem Radius vollständig zu verhindern. In der Prototypenphase führen wir DFM-Kantenermüdungs- und Dehnungssimulationen durch, optimieren das Stanzspiel und setzen ein elektrisches Bürstenentgratungsverfahren ein, um sicherzustellen, dass die Bauteiloberfläche unter R/t2,0-Bedingungen frei von Mikrorissen ist .
Frage 4: Wie wirkt sich die Werkzeugbeschichtung auf den Gesamtpreis und die Lieferzeit der kundenspezifischen Fertigung aus?
Typische TD- und PVD-Werkzeugbeschichtungen erhöhen die anfänglichen Werkzeugkosten um 15 %, gleichzeitig kann die Beschichtung aber die Lebensdauer des Werkzeugs verdreifachen, zu weniger Ausfallzeiten für Werkzeugreparaturen führen und letztendlich einen niedrigeren Stückbeschaffungspreis und eine stabilere Lieferung von Massenproduktionszyklen ermöglichen.
Frage 5: Stellen Sie vor der Erteilung eines formellen Fertigungsauftrags eine kostenlose DFM- und Rückfederungssimulationsanalyse zur Verfügung?
Unseren Kunden im Bereich der Automobilbiegeberatung bieten wir kostenlose professionelle DFM-Umformungs-Machbarkeitsanalysen und FEA-Rückfederungsvorhersagen an, um den F&E-Teams zu helfen , die Produkte besser zu strukturieren und die Umformungsrisiken in der Massenproduktion zu minimieren.
Frage 6: Welche internen Qualitätsstandards hält LS Manufacturing bei Biegedienstleistungen für die Automobilindustrie ein?
Unser Werk ist nach den IATF-16949-Standards der Automobilindustrie zertifiziert. Wir führen während der gesamten Produktion eine statistische Prozesskontrolle (SPC) durch. Darüber hinaus werden alle Teile mithilfe von Online-Koordinatenmessgeräten oder Sichtprüfgeräten einer 100%igen Prüfung auf alle kritischen Maße unterzogen . Daher wird die Qualität vor dem Versand strengstens kontrolliert.
Q7. Warum ist Ihre Biegekontrolle für Automobilteile der von herkömmlichen lokalen Metallstanzereien überlegen?
Traditionelle Betriebe erlernen ihr Handwerk durch manuelle Probeformen, was zu Ungenauigkeiten und instabilen Ergebnissen führen kann. Wir hingegen setzen digitale Simulationen, maßgefertigte Formen aus hochfestem Stahl und intelligente Servosteuerung ein, um die grundlegenden Probleme der Branche, wie Rissbildung und Überfederung von ultrahochfesten Stahlformen, zu lösen.
Frage 8: Wie erhalte ich ein detailliertes Angebot für die kundenspezifische Fertigung meiner hochfesten Stahlteile?
Sie können 3D-Zeichnungen in den Formaten STEP, IGES oder X_T zusammen mit Ihren Anforderungen wie Stahlsorte und jährlicher Produktionsmenge einreichen . Unser erfahrener Ingenieur für Luft- und Raumfahrttechnik erstellt Ihnen innerhalb von 24 Stunden ein detailliertes, individuelles Angebot für das Biegen mit präziser Kostenberechnung.
Zusammenfassung
Das Biegen von hochfestem Stahl für Fahrzeuge ist ein komplexer Fertigungsprozess, der Werkstoffmechanik, Präzisionsformen und Computersimulationen erfordert. Leichte, hochfeste Stähle wie DP980 neigen zu starker Rückfederung und sind bruchgefährdet. Herkömmliche, grobe Verfahren mit manueller Probeformung und Reparatur sind für die hohen Präzisionsstandards der modernen Automobilindustrie ungeeignet.
Mithilfe dynamischer Kompensation mittels Finite-Elemente-Analyse (FEA), hochmodernen DC53-Formen und mehrstufigen Spannungsarmglühverfahren hat LS Manufacturing die Herausforderung der Umformung hochfester Stähle erfolgreich gemeistert. Neben der strikten Einhaltung der IATF-Norm 16949 und der digitalen Steuerung von der Produktion bis zur Auslieferung konnte das Unternehmen Fehler wie Maßabweichungen und Oberflächenkratzer eliminieren und so die globale Automobilzulieferkette mit stabilen, kostengünstigen und präzisen Biegedienstleistungen beliefern.
Lassen Sie nicht zu, dass fehlerhafte Teile die Automobilentwicklung behindern oder Ihre Lieferkettenbudgets belasten! Reichen Sie jetzt Ihre 3D-Modelle von Karosseriestruktur- und Fahrwerkskomponenten ein und erhalten Sie innerhalb von 24 Stunden eine kostenlose Machbarkeitsstudie sowie ein präzises Preisangebot. Vertrauen Sie auf unsere hochqualifizierten Experten und modernste Technologie, um die reibungslose Abwicklung Ihrer Serienproduktionsprojekte zu gewährleisten.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


