
O serviço de dobra de metais para a indústria automotiva é um tipo de serviço de usinagem de precisão especialmente projetado para conformar aços de alta resistência para o setor automotivo. Ele aborda os três principais problemas do setor: retorno elástico excessivo, microfissuras nas bordas e desgaste rápido da matriz. Utilizando tecnologias como compensação por simulação de elementos finitos (FEA) e revestimentos de matriz personalizados, é possível controlar a tolerância em até 0,1 mm e aumentar a vida útil da matriz em 300%, tornando-o ideal para a produção em massa de aços leves como o DP980 e o PHS.
Com a tendência de redução de peso tornando-se cada vez mais comum no setor automotivo, os processos tradicionais de curvatura não conseguem compensar as variações na resistência do material, o que pode resultar em baixo rendimento de produtos acabados e atrasos na produção em massa para fabricantes de peças . Este guia explorará os principais métodos de controle da curvatura de aço de alta resistência e orientará as empresas sobre como superar com eficiência os gargalos de produção.

Visão geral rápida dos principais processos de curvatura de aço de alta resistência na indústria automotiva.
Esta seção descreve brevemente os principais padrões de processo e conquistas do serviço de dobra de metais para a indústria automotiva, destacando com precisão questões como retorno elástico, trincas e desgaste da matriz, e fornecendo aos clientes pontos de referência claros para suas escolhas de produção.
| Pontos problemáticos do processo | Soluções Essenciais | Parâmetros técnicos principais | Resultados da implementação |
| Aço de alta resistência com retorno elástico para flexão | Modelo de compensação dinâmica + controle inteligente de pressão variável | Segue a fórmula de retorno elástico Δθ∝σs/E | Erro de retorno elástico controlado dentro de ±0,3°. |
| DP980 Rachaduras nas Bordas | Análise DFM + Razão de Raio de Curvatura Padronizada | Razão R/t ≥ 2,5, Ângulo de Cisalhamento-Flecha ≥ 45° | Elimina completamente a concentração local de tensão de cisalhamento. |
| Desgaste de matriz em alta velocidade | Aço para matrizes DC53 + tratamento de revestimento TD | Dureza da matriz HRC62-64, coeficiente de atrito ≤0,1 | A vida útil do animal aumentou em 300%. |
| Desvios dimensionais do lote | Simulação FEA + Calibração em Malha Fechada em Tempo Real | Erro de folga da matriz ±0,02 mm, flutuação de pressão ±1% | Melhora significativamente a estabilidade da tolerância das peças em lote. |
Principais conclusões:
- A resistência ao escoamento influencia o retorno elástico. Por isso, é necessário desenvolver um modelo de compensação dinâmica com fórmulas precisas.
- Ao determinar a relação mínima do raio de curvatura R/t2,5 e executar a análise por DFM, é possível eliminar completamente as fissuras nas bordas do DP980.
- A vida útil de uma matriz pode ser prolongada em 300% quando o aço para matrizes DC53 é usado em conjunto com o revestimento TD , mantendo-se a tolerância de 0,1 mm.
Por que confiar na LS para serviços de dobra de metal automotivo e prevenção de rachaduras?
As soluções da LS Manufacturing para prevenção de fissuras por flexão são capazes de resolver completamente os problemas de fissuras por flexão e desvios dimensionais em aço de alta resistência , são adequadas para produção em massa na indústria automotiva e atendem ao padrão industrial SAE J2283 .
Com base nas práticas da indústria e em três meses de testes de dobramento com aço DP980, observamos que 90% das trincas nas bordas de aços de alta resistência ocorrem devido à concentração de tensão de cisalhamento e ao estresse na matriz. Normalmente, os processos permitem apenas o reparo manual da matriz, o que não elimina o defeito. Os testes da nossa equipe mostram que, se a rebarba de corte for controlada para 10% da espessura da chapa, as trincas podem ser amplamente evitadas.
Enquanto a maioria dos fornecedores continua a limitar sua atenção apenas aos parâmetros de dobra, esquecendo que a qualidade do pré-corte é o elemento-chave, nós utilizamos o sistema IATF 16949 para implementar um controle padronizado em circuito fechado sobre todo o processo. Isso auxiliou mais de 20 fornecedores de primeiro nível da indústria automotiva a superar problemas de conformação e alcançar uma taxa de aprovação estável na produção em massa superior a 99,5%.
Por um lado, padronizamos a operação do sistema de circuito fechado e, por outro, baseamo-la em normas industriais reconhecidas, o que confere uma base sólida à qualidade do nosso serviço de curvatura automotiva e, assim, elimina de forma fundamental problemas como fissuras de curvatura e desvios dimensionais em aço de alta resistência.
Para verificar diretamente a eficácia da implementação do nosso processo, veja imediatamente mais estudos de caso de sucesso em produção em massa de empresas automotivas e avalie rapidamente a viabilidade de adaptar suas peças para produção.

Por que o retorno elástico é severo na flexão estrutural de aço de alta resistência na indústria automotiva?
A alta resistência ao escoamento e o baixo módulo de elasticidade de um material explicam, em conjunto, por que ele retorna à sua forma original após ser dobrado. Quanto maior a resistência ao escoamento do material, maior será o seu retorno elástico. Utilizando a fórmula aproximada de estimativa do retorno elástico s/E, verifica-se que o retorno elástico do aço de alta resistência é de 3 a 5 vezes maior que o do aço comum de baixo carbono , o que torna necessária uma compensação precisa baseada em modelos mecânicos dinâmicos.
Principais fatores mecânicos que induzem o retorno elástico em aço de alta resistência
Um dos principais problemas na dobra de aços de alta resistência é a tensão residual no material, que não pode ser controlada . A calibração precisa da dobra do metal é indispensável para superar esse problema. A resistência ao escoamento do aço de alta resistência é muito superior à do aço comum, e por isso ocorre uma maior recuperação elástica da deformação após a dobra e o descarregamento . Variações na tolerância de espessura do lote também levam indiretamente a padrões inconsistentes de tensão residual, causando maiores variações no retorno elástico. Em outras palavras, a dobra convencional baseada em parâmetros fixos é completamente incompatível com as propriedades de deformação dinâmica dos aços de alta resistência.
Lógica de implementação da compensação inteligente de retorno elástico
O controle de retorno elástico na dobra utiliza um sistema inteligente para abordar diretamente os problemas mencionados acima. Por exemplo, a LS Manufacturing desenvolveu seu próprio dispositivo de compensação dinâmica, capaz de utilizar tecnologia profissional de correção do ângulo de dobra de metais para realizar ajustes de parâmetros em tempo real.
- Registro imediato dos dados de limite de escoamento e espessura de cada lote de aço, juntamente com a sincronização da atualização dos parâmetros do modelo mecânico.
- O ângulo de curvatura e a pressão de fechamento do molde são ajustados automaticamente pelo sistema através de algoritmos para compensar as variações de retorno elástico.
- O processo é monitorado em circuito fechado para garantir que os ângulos das peças de cada lote sejam consistentes.
A flutuação no rendimento do material é o principal fator que afeta a precisão do retorno elástico. Esta técnica permite manter as variações de retorno elástico entre lotes dentro da melhor faixa do setor.
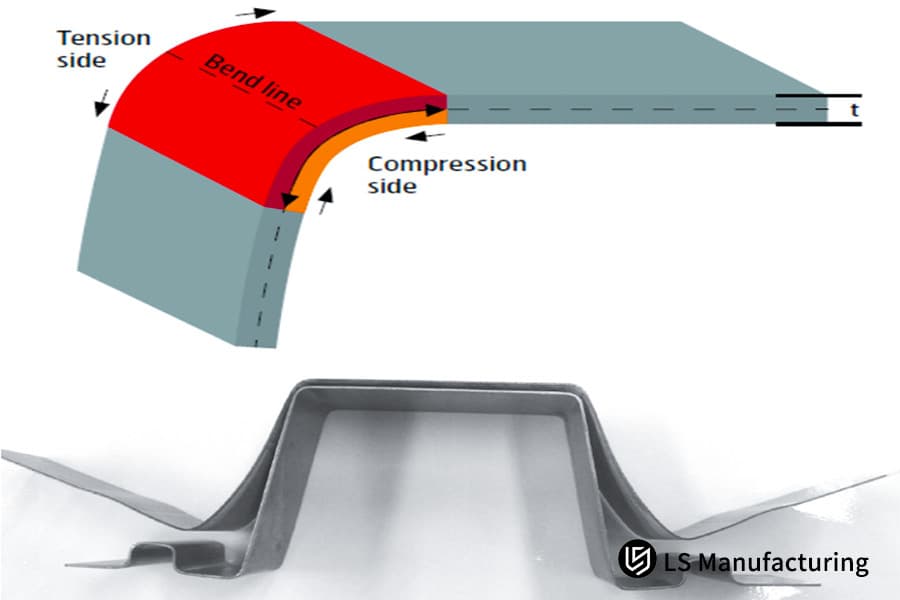
Figura 1: Diagrama técnico mostrando os lados tracionado e comprimido de uma peça metálica dobrada.
Como calcular o raio de curvatura mínimo para evitar fissuras nas bordas de componentes DP980?
Para evitar fissuras nas bordas das peças de DP980, os limites de anisotropia de conformação devem ser rigorosamente respeitados. Um estudo de viabilidade de dobramento por DFM pode ser utilizado para confirmar as condições de trabalho, de modo que o ângulo entre a borda de cisalhamento e a linha de dobra seja de pelo menos 45°, e a relação mínima entre os raios de curvatura R/t seja medida entre 2,5 e 3,2 para eliminar a concentração de deformação por cisalhamento localizada.
Normas convencionais para parâmetros de dobramento de aço de alta resistência
As propriedades mecânicas de diversos aços de alta resistência variam bastante, razão pela qual os níveis dos parâmetros de controle de dobramento podem apresentar grandes diferenças. A seleção precisa do material e a adequação dos parâmetros são fundamentais para a prevenção de trincas . Um parâmetro de limite de dobramento bem definido previne a origem do defeito no produto.
| Grau do material | Limite de Escoamento (MPa) | Resistência à tração (MPa) | Relação mínima recomendada entre raio de curvatura (R/t) | Desvio do ângulo de retorno elástico após 100.000 ciclos de estampagem |
| DP780 | 450-550 | ≥780 | 1,5 | ±0,5° |
| DP980 | 650-750 | ≥980 | 2,5 | ±1,2° |
| PHS (Aço para Conformação a Quente) | 1000-1200 | ≥1500 | 3,5 (Limite de Dobra a Frio) | ±2,5° |
Principais ações do processo para prevenção de fissuras
O principal elemento para a prevenção de fissuras durante a curvatura de metais sob medida para a indústria automotiva é o controle rigoroso do pré-processamento. Os detalhes das especificações são a primeira linha de defesa para garantir a qualidade do produto. Um sistema abrangente de proteção das bordas da curvatura de metais , capaz de assegurar o desempenho estável da produção do DP980, é fundamental.
- Previna defeitos estruturais relacionados ao projeto , causados por ângulos de cisalhamento inadequados, executando uma análise de viabilidade de flexão DFM prévia.
- Não comprometa a qualidade do corte das bordas ; certifique-se de que a altura das micro-rebarbas esteja dentro de 10% da espessura da chapa.
- Ajuste a relação R/t de acordo com a espessura da chapa a cada vez, não utilize parâmetros fixos na produção.
Para obter os melhores resultados na prevenção de fissuras em microáreas de peças DP980 durante o processo de curvatura de metais personalizada para a indústria automotiva , é necessário um controle preciso do raio de curvatura, análise DFM prévia e rigoroso controle de qualidade das bordas . Para evitar o risco de fissuras na produção em massa no futuro, envie os parâmetros da sua peça agora mesmo e você receberá gratuitamente um relatório profissional de análise de viabilidade de curvatura DFM.

Figura 2: Componente DP980 e ferramentas para medir o raio de curvatura mínimo para evitar fissuras.
Qual o material da ferramenta que melhor resiste ao desgaste na produção contínua de aço rápido?
A melhor opção para resistir ao desgaste contínuo por estampagem do aço de ultra-alta resistência é o aço para matrizes DC53 combinado com revestimento TD. Essa solução pode elevar a dureza base para HRC 62-64 e, quando combinada com um revestimento de alta dureza e grãos ultrafinos na superfície, reduz o coeficiente de atrito superficial da matriz para menos de 0,1, eliminando completamente os problemas de arranhões e travamento da matriz.
Comparação do desempenho dos principais materiais de moldes
Os aços convencionais para moldes não suportam a produção contínua de aço de ultra-alta resistência AHSS. A escolha inadequada pode levar a um aumento acentuado nos custos de reparo do molde e em períodos de inatividade. Uma matriz de dobra de metal altamente durável é a principal garantia para uma produção estável e em larga escala.
| Material do molde | Dureza por tratamento térmico (HRC) | Resistência ao desgaste | Tipo de aço compatível | Vida útil relativa |
| Cr12MoV | 55-58 | Em geral | Aço comum de baixo carbono, DP780 | 100% (Referência) |
| DC53 | 62-64 | Excelente | DP980, aço de alta resistência PHS | 300% |
| SKD11 | 60-62 | Bom | Aço duplex de média resistência | 180% |
Valor fundamental do aprimoramento do revestimento de moldes
A produção em massa estável de dobras de precisão para a indústria automotiva depende muito da condição do molde. O revestimento TD é capaz de alterar radicalmente a propriedade de atrito da superfície do molde , resultando em uma superfície de dobra metálica otimizada e com acabamento impecável. Com base em nossa experiência direta em projetos de produção em massa de componentes de chassis de aço de alta resistência, a substituição dos moldes por moldes revestidos com DC53+TD reduziu em 75% o número de vezes que os moldes precisaram ser desmontados e reparados.
Como a simulação FEA otimiza a eficiência global dos serviços de dobra de metais na indústria automotiva?
Na área de dobra de metais automotivos, a simulação por Análise de Elementos Finitos (FEA) é uma excelente maneira de reduzir em até 90% o número de testes de moldes no local, mesmo antes da abertura do molde. Ao utilizar um software de simulação não linear com critérios de escoamento anisotrópicos (como o modelo Barlat 89), é possível prever com precisão a taxa de afinamento, o retorno elástico e o risco de enrugamento em tempo real, resultando em testes de moldes bem-sucedidos já na primeira tentativa.
Processo de aplicação principal da simulação FEA
Atualmente, a simulação digital é uma das principais maneiras de ajudar as empresas a economizar custos com tentativas e erros e a reduzir os ciclos de entrega. Ela transformou completamente o antigo método manual de teste de moldes. Com base na previsão profissional de defeitos na dobra de metais , é possível aumentar significativamente a probabilidade de sucesso já no primeiro teste de molde.
- O primeiro passo é obter os arquivos CAD 3D do cliente, construir o modelo de simulação de conformação com precisão e ajustar os parâmetros anisotrópicos do aço.
- Em seguida, são produzidos diagramas de limite de forma (FLD) para destacar com muita precisão os locais que apresentam maior risco de enrugamento por flexão, afinamento e fissuração.
- Finalmente, a superfície do molde e os parâmetros de curvatura podem ser ajustados previamente, proporcionando assim o melhor plano de processo para a produção em massa.
Principais benefícios da tecnologia de simulação para os clientes
O serviço de dobra de metais para a indústria automotiva, com suporte de simulação por elementos finitos (FEA), pode reduzir o ciclo de prototipagem de novos produtos em mais de 60%, diminuindo consideravelmente os custos com tentativas e erros para o cliente. A otimização dos ciclos de dobra de metais pode impulsionar significativamente a eficiência da implementação do projeto. Em outras palavras, isso significa que os clientes não precisarão arcar com as despesas decorrentes do reparo de moldes e perdas com sucata . O controle preciso da simulação é o principal fator que garante a eficácia da simulação.
Ao utilizar a simulação FEA, os serviços de dobra de metais na indústria automotiva são transformados significativamente, com uma redução de 90% nas perdas com testes de moldes. O ciclo, desde o desenvolvimento de novos produtos até a implementação da produção em massa, também é comprimido de forma muito eficiente. Baixe o white paper exclusivo sobre o processo de dobra para obter uma compreensão abrangente das medidas de redução de custos e aprimoramento da qualidade baseadas em simulação.
Quais parâmetros determinam a estabilidade do processo em tempo real no serviço de dobra de aço de alta resistência?
Em serviços de dobra de aço de alta resistência, a velocidade de estampagem, a pressão de fixação da matriz e as condições de lubrificação são os três principais parâmetros que regulam a estabilidade da dobra em tempo real. Manter a velocidade de estampagem entre 15 e 25 golpes/minuto, juntamente com o uso de óleo de trefilação de alta pressão, permite controlar muito bem as variações na tensão de escoamento do material causadas pelo calor gerado pelo atrito.
Normas para o Controle de Parâmetros Essenciais do Processo
A estabilidade da produção em massa de serviços de dobra de aço de alta resistência depende inteiramente do controle padronizado de parâmetros em circuito fechado. Não há espaço para operações baseadas na experiência ; o controle se dá, sobretudo, pela regulação precisa da velocidade de dobra do metal .
- Controle de velocidade: Manter uma frequência estável de 15 a 25 golpes por minuto para evitar flutuações de tensão devido ao atrito em alta velocidade e ao aumento da temperatura.
- Controle de pressão: As flutuações de pressão do servo são tão rigorosamente controladas dentro de 1% que não podem ocorrer desvios dimensionais causados por erros de pressão.
- Controle de lubrificação: A espessura da película de óleo lubrificante é mantida entre 1,5 e 2,5 μm para minimizar o desgaste por atrito entre o molde e o aço.
Solução de estabilidade de qualidade para todos os ambientes
Alterações na temperatura e umidade da oficina podem afetar a fluidez dos materiais e a eficácia dos lubrificantes. Adotamos um Controle de Qualidade Total (CQT) rigoroso em todo o processo para suportar condições de trabalho extremamente exigentes . A estabilidade térmica confiável na dobra de metais garante a produção contínua de itens de excelente qualidade, 24 horas por dia, 7 dias por semana . A calibração dos parâmetros do processo é uma tecnologia fundamental a longo prazo que garante uma produção contínua e consistente, 24 horas por dia, 7 dias por semana.

Figura 3: Um painel de controle exibindo indicadores para monitorar um processo de curvatura de aço de alta resistência.
Como o controle de curvatura em múltiplos estágios para peças automotivas pode reduzir o estresse?
No controle de curvatura de peças automotivas, a curvatura em múltiplos estágios continua sendo uma das técnicas mais essenciais para eliminar completamente a concentração de tensões residuais no aço de ultra-alta resistência. Por exemplo, a transformação de uma única curvatura de grande ângulo em um procedimento de três estágios — pré-curvatura, relaxamento intermediário por envelhecimento e correção final da curvatura — demonstrou reduzir a tensão residual interna em mais de 40%.
Etapas do processo de curvatura em múltiplos estágios
O controle de curvatura em peças automotivas reduz ativamente a geração de tensões na origem por meio de deformação gradual , evitando assim a ocorrência de deformações durante a soldagem e montagem subsequentes . Um processo científico de alívio de tensões por curvatura em metais é o principal suporte tecnológico.
- Processo de pré-curvatura: Esta é a etapa em que o ângulo principal é moldado, permitindo-se alguma deformação para evitar uma sobrecarga de tensão em uma única etapa.
- Relaxamento por envelhecimento: Esta etapa é realizada por meio de posicionamento estático e resulta na liberação das tensões residuais internas concentradas. Ao mesmo tempo, estabiliza o estado mecânico do material.
- Correção final de curvatura: Este processo visa o ajuste preciso do ângulo e das dimensões . Dessa forma, garante-se a precisão da produção no produto final.
Valor fundamental da implementação de processos
Por meio desse método, o problema de empenamento causado pela soldagem subsequente de peças de aço de alta resistência pode ser totalmente eliminado. Além disso, ele é muito adequado para a fabricação de componentes estruturais essenciais de automóveis, como colunas B e chassis. Ademais, por ser compatível com a montagem por dobra de metais, sua excelente qualidade atende aos requisitos de montagem de precisão de veículos em nível completo. Um dos benefícios resultantes da redução da tensão residual é a melhoria da precisão de montagem das peças. Ao mesmo tempo, a redução da tensão residual pode ser considerada um dos principais processos que contribuem para a solução do retorno elástico na dobra .
Os processos de curvatura em múltiplos estágios garantem a completa remoção da tensão residual das peças, permitindo o controle da curvatura em componentes automotivos de forma a evitar totalmente problemas relacionados à deformação durante a soldagem e montagem subsequentes. Se você está enfrentando problemas de deformação em componentes estruturais, agende uma consulta individual com um engenheiro e desenvolveremos uma solução personalizada de processo de produção otimizado para redução de tensões.
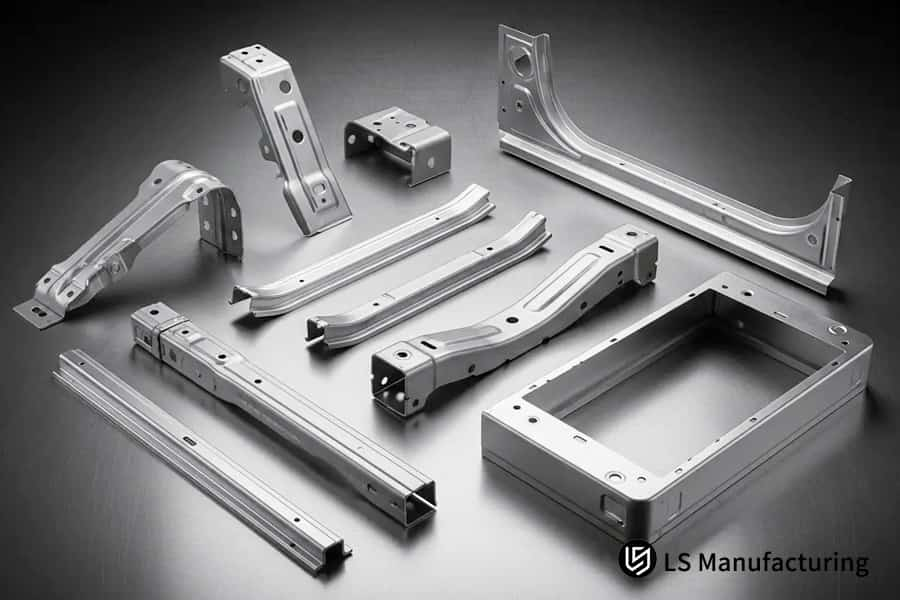
Figura 4: Peças metálicas automotivas produzidas por curvatura em múltiplos estágios para obter menor tensão interna.
Por que a calibração de ferramentas de precisão é vital para um fornecedor de serviços de dobra automotiva?
Para um fornecedor de serviços de dobra automotiva , o alinhamento preciso das matrizes e a compensação adequada da folga são fatores críticos que determinam a taxa de remoção de material em um dos lados durante o afinamento e a uniformidade do retorno elástico das peças dobradas. Manter o erro de folga entre as matrizes superior e inferior em até 0,02 mm e realizar calibrações periódicas com uma máquina de medição por coordenadas (MMC) são maneiras muito eficazes de evitar variações repentinas entre lotes.
Método principal para controle de calibração de matrizes
Um dos principais fatores que determinam a estabilidade da precisão do lote no serviço de dobra automotiva é a calibração contínua de alta precisão da matriz. O ajuste ocasional da folga de dobra do metal garante a precisão operacional da matriz de forma contínua . A detecção semanal do desgaste da aresta de corte da matriz por meio de escaneamento a laser é uma prática nossa que, complementada por um dispositivo de compensação automática de folga online, nos ajuda a manter a precisão da matriz em níveis constantes.
Garantia de Qualidade Certificada pela Indústria
Nossa fábrica está em conformidade com a norma IATF 16949 em todas as etapas do processo. Todos os registros de calibração são arquivados e mantidos rastreáveis , eliminando assim os incidentes de qualidade relacionados aos lotes e garantindo a estabilidade da consistência dos lotes de dobra de metais, o que assegura altos rendimentos de produção. A capacidade de ajustar a folga da ferramenta é um detalhe muito importante que pode garantir a estabilidade a longo prazo da dobra com controle de retorno elástico .
Como minimizar o custo de investimento em ferramentas para dobra de metal personalizada de baixo volume na indústria automotiva?
Na dobra de metais personalizada para a indústria automotiva, a melhor abordagem para minimizar os custos de aquisição em pequenas quantidades é adotar uma estrutura de molde modular com insertos intercambiáveis . Se a base do molde for uniforme e os insertos com ângulo de raio de curvatura específico, projetados para troca rápida, forem feitos de metal duro, os clientes podem economizar até 50% do investimento inicial no molde.
Como os moldes modulares podem reduzir custos
Para a produção experimental em pequenos lotes de dobra de metal personalizada para a indústria automotiva, não é necessário personalizar um conjunto completo de moldes. Bases de moldes padronizadas podem ser usadas para produzir peças com diferentes especificações, e a padronização de matrizes de dobra de metal , que já está consolidada, reduz drasticamente a necessidade de personalização.
- A base do molde é padronizada e pode ser usada com diversas especificações de curvatura.
- O único elemento exclusivo do produto é o inserto, cuja substituição resulta numa redução significativa dos custos e do tempo de fabricação do molde.
- A estrutura de rápida adaptação permite atender às necessidades de P&D em pequenos lotes e com múltiplas categorias, bem como aos requisitos de produção experimental.
Benefícios de custo orientados para o cliente
O método proposto pode reduzir pela metade o custo dos moldes para os clientes e diminuir o custo de produção de uma unidade em 15% a 20%. Por isso, adapta-se perfeitamente aos cenários de pesquisa e desenvolvimento (P&D) para o mercado de reposição e para a indústria automobilística. A produção de peças flexíveis dobradas em baixo volume atende às necessidades de personalização de nicho. O custo das ferramentas para baixo volume é o principal benefício a longo prazo da personalização em pequenos lotes.
Serviço personalizado de dobra de metal automotivo da LS Manufacturing para componentes de caixa de absorção de energia DP980.
A caixa de absorção de energia DP980 é um componente estrutural de segurança fundamental, estando, portanto, sujeita a requisitos muito rigorosos em termos de precisão de dobra e estabilidade de conformação. Além disso, é também uma peça que quebra com frequência na indústria.
Dilema do Cliente
Um dos principais fornecedores europeus de autopeças de nível 1 estava enfrentando sérios problemas de produção. As peças de absorção de energia da viga do para-choque dianteiro, em DP980 com 2,0 mm de espessura, apresentavam um problema de retorno elástico superior a 8°, principalmente porque os processos tradicionais não incluíam um mecanismo profissional de análise de falhas por flexão de metais . Além disso, eram frequentes microfissuras de 0,5 mm nos raios de curvatura.
Como resultado, eles só conseguiram produzir 72% dos produtos finais que passaram pela soldagem. Essa situação levou diretamente a atrasos no cronograma do fabricante original e a custos significativos por atraso.
Solução de fabricação LS
Para resolver esse problema, a equipe de engenharia AE da LS Manufacturing desenvolveu uma solução personalizada para o serviço de dobra de aço de alta resistência.
- Começamos realizando um estudo de viabilidade abrangente de conformação DFM utilizando o software AutoForm . A solução descartou o processo de dobra simples, propenso a defeitos, e implementou um método sofisticado de conformação progressiva de metal que permite a liberação da tensão do material em etapas.
- Ao mesmo tempo, o aço da matriz foi alterado para DC53 e um tratamento de revestimento TD a vácuo foi aplicado para aumentar a resistência da matriz ao desgaste e aos arranhões.
- Além disso, sensores de ângulo em tempo real foram instalados nas máquinas de dobra e um sistema de compensação de retorno elástico dinâmico em circuito fechado foi configurado para controlar rigorosamente a tolerância de fechamento da matriz dentro de 0,1 mm .
Resultados e Valor
Após a conclusão do projeto, a tolerância de retorno elástico das peças foi estabilizada em 0,3, as microfissuras superficiais foram completamente eliminadas, a vida útil da estampagem foi aumentada em 300% e a taxa de qualificação da montagem do produto acabado subiu para 99,8%. Utilizando os recursos de estabilização da qualidade da dobra de metais , a solução ajudou o cliente a cumprir as metas de entrega de veículos, reduzindo também os custos com sucata e reparo de matrizes em 35%.
Este projeto é uma implementação de uma fórmula proprietária de contabilidade de custos: Custo de processamento de peça única = Custo de desgaste da matriz + Custo de mão de obra + Custo de consumíveis - Prêmio de produto bom.
Além disso, apresentou uma dica exclusiva para solucionar problemas: antes de dobrar a DP980, se a altura da rebarba for superior a 10% da espessura da chapa, microfissuras se formarão inevitavelmente, tornando obrigatória uma etapa de rebarbação prévia.
O conjunto completo de processos personalizados de dobra de aço de alta resistência foi fundamental para solucionar os defeitos na produção em massa da caixa de absorção de energia DP980, resultando em excelente qualidade, eficiência e redução de custos. Se você busca uma solução consolidada para produção em massa como esta, envie seus desenhos 3D e requisitos de produção agora mesmo e receba um orçamento personalizado e preciso em até 24 horas.

Perguntas frequentes
Q1. Qual é a resistência máxima à tração do material que o seu serviço de dobra de metais para a indústria automotiva consegue processar?
Nossas máquinas e matrizes são especialmente projetadas para o reforço de aços de alta resistência. Nossa linha de produção é capaz de processar continuamente aço duplex DP1180 com resistência à tração de 1200 MPa e também realiza dobras de alta precisão em peças estruturais automotivas de aço PHS conformado a quente com resistência de 1500 MPa.
Q2. Como vocês garantem a tolerância angular de peças de aço de alta resistência submetidas à dobra em produção em massa?
Nossas máquinas de dobra servo são equipadas com um sistema de detecção de ângulo a laser online e contam com software de compensação dinâmica de retorno elástico. Isso nos permite manter a tolerância do ângulo de dobra das peças em até 0,5° durante a produção em massa de até 100.000 peças, garantindo assim a consistência entre lotes.
Q3. É possível evitar completamente a formação de microfissuras durante a dobra de metal personalizada para automóveis com raios de curvatura pequenos?
Somos capazes de prevenir totalmente a microfissuração durante a curvatura de raio ultrapequeno. Na fase de protótipo, realizamos simulações de fadiga e deformação nas bordas por meio do método DFM (Design for Manufacturing), otimizamos a folga de punção e utilizamos um processo de rebarbação com escova elétrica para garantir que a superfície da peça esteja livre de microfissuras sob condições R/t2.0 .
Q4. Como o revestimento da ferramenta afeta o preço total e o prazo de entrega da fabricação personalizada?
Os revestimentos típicos de moldes TD e PVD aumentam o custo inicial do molde em 15%, mas, ao mesmo tempo, podem triplicar a vida útil do molde, resultar em menos tempo de inatividade para reparos e, consequentemente, em um preço unitário de aquisição mais baixo e em ciclos de produção em massa mais estáveis .
Q5. Vocês fornecem análises gratuitas de DFM (Design for Manufacturing) e simulação de retorno elástico antes de fazermos um pedido formal de fabricação?
Nossos clientes de consultoria em serviços de curvatura automotiva recebem gratuitamente análises profissionais de viabilidade de conformação DFM e serviços de previsão de retorno elástico por FEA para ajudar as equipes de P&D a estruturar melhor os produtos e minimizar os riscos de conformação na produção em massa.
Q6. Quais são os padrões internos de qualidade que a LS Manufacturing segue para o serviço de dobra automotiva?
Nossa fábrica possui certificação IATF 16949, em conformidade com as normas da indústria automotiva. Implementamos o controle estatístico de processo (CEP) durante toda a produção. Além disso, as peças passam por uma inspeção de 100% em todas as dimensões críticas, utilizando máquinas de medição por coordenadas online ou ferramentas de inspeção visual. Por isso, a qualidade é rigorosamente controlada antes do envio.
Q7. Por que o seu controle de dobra para peças automotivas é superior ao das oficinas locais tradicionais de estampagem de metais?
As oficinas tradicionais aprendem seu ofício por meio de moldagem manual de teste, o que abre espaço para imprecisões e resultados instáveis. Estamos utilizando simulação digital, moldes personalizados de aço de alta resistência e controle servo inteligente para solucionar problemas fundamentais da indústria, como rachaduras e deformação excessiva em peças de aço de ultra-alta resistência.
Q8. Como posso obter um orçamento detalhado para a fabricação personalizada de minhas peças de aço de alta resistência?
Você pode enviar desenhos 3D nos formatos STEP, IGES ou X_T, juntamente com suas necessidades, como tipo de aço e volume de produção anual. Nosso engenheiro sênior de arquitetura e engenharia fornecerá um orçamento detalhado e personalizado para dobra, com cálculos de custos precisos, em até 24 horas.
Resumo
A curvatura de aços de alta resistência para veículos é um processo de fabricação complexo que utiliza mecânica dos materiais, moldes de precisão e simulações computacionais. Aços leves e de alta resistência, como o DP980, tendem a apresentar alto retorno elástico e são facilmente trincados. Métodos antigos e rudimentares, que envolvem moldagem manual de teste e reparos, não são adequados aos padrões de produção em massa de precisão da indústria automobilística atual.
Utilizando análise de elementos finitos (FEA) com compensação dinâmica, moldes de última geração DC53 e processos de alívio de tensões em múltiplos estágios, a LS Manufacturing solucionou com sucesso o problema da conformação de aços de alta resistência. Além de seguir rigorosamente a norma IATF 16949, a empresa, que utiliza controle digital desde a produção até a entrega, conseguiu eliminar defeitos como desvios dimensionais e arranhões superficiais, fornecendo, assim , à cadeia de suprimentos automotiva global serviços de dobra de precisão, estáveis e de baixo custo.
Não deixe que peças defeituosas atrasem o desenvolvimento de automóveis ou disparem orçamentos da cadeia de suprimentos! Envie seus modelos 3D de componentes estruturais da carroceria e peças do chassi agora mesmo e receba um relatório de viabilidade de fabricação gratuito, além de um orçamento preciso, em até 24 horas. Conte com nossa equipe altamente qualificada e tecnologia de ponta para garantir que seus projetos de produção em massa sejam executados sem problemas.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


