
Precision laser cutting acrylic services often begin with a focus on just how strong of a laser to cut acrylic, yet real mass production suffers from micro-cracks (Crazing), excessive bevel, and dimensional drift, causing significant yield fluctuations. The main technical issue lies in the process not being adaptive to the physical characteristics of acrylics either cast or extruded, which limits the ability to dynamically adjust pulse energy, resulting in a very wide Heat Affected Zone (HAZ).
LS Manufacturing resolves this challenge with the help of a 15kW bright fiber laser combined with a customized gas shield method that ensures machining tolerance of ±0.05mm for 20mm thickness acrylic sheets. LS Manufacturing provides an end-to-end customized service starting from DFM check to stress relief annealing for "off-line assembly" efficiency. In the following technical discussion, it will become clear how our digital manufacturing philosophy resolves these physical challenges of precise acrylic machining.

Precision Laser Cutting Acrylic: OEM Quick-Reference
| Technical Parameter | Implementation for Quality Acrylic Parts |
| Optimal Thickness Range | Our laser-cut acrylic is produced through precise parameter control from 0.5mm up to 25mm. |
| Laser Type & Wavelength | CO2 laser (wavelength 10.6 µm) used since it absorbs well into acrylic providing effective laser cutting performance. |
| Heat & Melt Management | Power, speed, and assisting gases (air) controlled to evaporate material avoiding any excess melting and recast. |
| Edge Clarity & Polish | Laser cutting results in flame polishing of cut edges eliminating post-finishing operations. |
| Our Material Handling | Protective film application and special fixturing eliminate any chances of surface scratches during laser cutting. |
| Result: Optical-Grade Finish | Creates components that are perfectly cut with optical-grade edges and exceptional light transmission, ideal for optical lenses and display screens. |
| Result: Dimensional Accuracy | Guarantees precision cutting with no deviation from ±0.1mm tolerance, and will not warp, important for snap-fitting and sealing. |
We provide solutions to the issue of precision acrylic material laser cutting of for OEM purposes. Our technique prevents melting, guarantees clean edges, and preserves dimensional stability. It produces aesthetically pleasing pieces of high optical clarity and quality that are immediately ready for assembly into the final product.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Many sources exist that describe how to laser cut acrylics, yet why should you choose this particular guide? We are not mere academics, but rather professionals who work daily in our workshop, not in a laboratory environment. We face problems such as avoiding crazing along the edges of the acrylic or meeting strict tolerances when manufacturing aerospace viewports and medical housing units, where there is no room for error.
The entire process is grounded in experience-based validation through real-life application. Our group always depends on reliable sources like NIST Materials Data when researching on data about materials and uses Wikipedia to define terms to help form the approaches used. The outcome of our extensive research and experimentation, which has been done on thousands of manufactured parts, is the efficient technique for controlling thickness and gas assist that we have come up with and recommend.
The real-world knowledge that has been gained from this experience has been used in developing the recommendations needed in your OEM project. The objective is to help you avoid any costly mistakes, make maximum use of your design opportunities, and attain success right away in the first attempt.
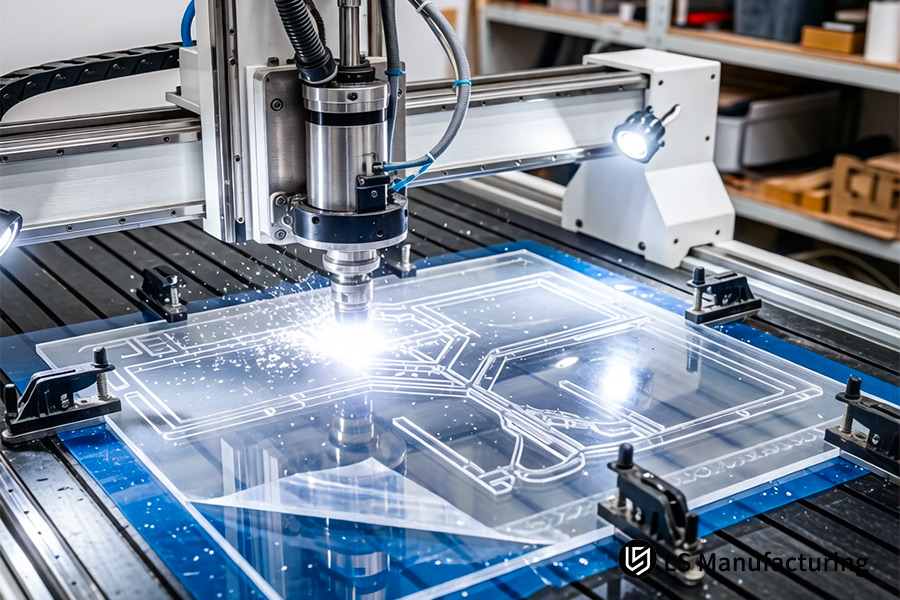
Figure 1: Laser cutting generates bright sparks while trimming custom acrylic shapes for lighting covers.
Why Is LS Manufacturing The Premier Choice For Precision Laser Cutting Acrylic Services In 2026?
Acrylic material fabrication in micron-scale accuracy continuously through day and night proved to be one of the major challenges in 2026 impacting the efficiency of the assembly and expenses in general. As for the technology employed by LS Manufacturing, it implied using real-time closed-loop control and statistical calculations and made precision an ongoing reality. Here is our solution:
Closed-Loop Servo Control for Real-Time Path Correction
The core of our technology is an optical axis that is actuated by a servo motor, while sub-micron encoders provide feedback on its position. When precision acrylic laser cutting, this data is compared to the theoretical tool path at kHz intervals. If any deviation occurs due to thermal drifts or mechanical wear, servo correction is immediately initiated prior to the next laser pulse. This guarantees perfect accuracy of the cutting process, which is essential when manufacturing complex laser cut acrylic parts featuring locking features.
Proactive Defect Prevention via SPC Integration
While the inspection of components on a pass-or-fail basis only is not enough, the SPC quality control procedure takes into account the dimensions of each component. Dimensions such as kerf and diameter of holes are controlled by using control charts. The deviation from the control limit signals the necessity for preventative maintenance so as to ensure that all the following production stays within specification limits. Predictive maintenance is necessary in order to have precise high-volume laser cutting components.
Thermal Management for Geometric Stability in Complex Forms
Due to sensitivity to thermal influence, there would be local stresses on the acrylic material during manufacturing, leading to deformation in cutting the part. To reduce the influence of thermal effects, the pulsed laser is utilized, and the best duty cycles are used. Additionally, constant temperature of the workpiece needs to be ensured. Thus, we have geometric stability attained through a precise laser cut acrylic assemblies with zero errors possible, such as multilayer optical light guides.
Ensuring Consistency in Scalable Production
The final challenge is to achieve scalable production without compromising quality. Our strategy for tackling this problem involves implementing a complete digital thread whereby all the information regarding the performance of the machine is relayed to the SPC system, thus allowing for the creation of an iterative process model. Through this strategy, we will be able to guarantee perfect duplication of a proven job configuration in any machine in our factory and get identical outcomes. The consistency of our laser micro-cutting processes for thin acrylic membranes is very high even after millions of repetitions.
This technical document stresses the need for systems integration to meet our 2026 baseline. Our reputation is based on a science-driven approach aimed at controlling the process rather than testing its outcomes. In this case, we aim to solve the critical problem of maintaining the LS Manufacturing expertise in precision laser cutting acrylic services in high volumes with predictable yields.

How Can Precision Acrylic Laser Cutting Achieve Optical Grade Edge Clarity Without Secondary Polishing?
To obtain edge quality that matches that of optical grade acrylic, further processing steps are required that are costly and unpredictable. The key challenge here is in controlling the laser interaction with the material such that the final edge is polished by the cut itself. This is exactly what LS Manufacturing’s acrylic laser cutting system does. The technology behind the process is described below:
Precision Laser Parameter Control for In-Situ Polishing
- Pulse Width & Peak Power Modulation: This is necessary to ensure sufficient energy transfer into the material for a complete melt layer formation without vaporization, otherwise the edge will be irregularly shaped.
- Dynamic Focus Positioning: The optimal laser focus position relative to the material thickness is selected to provide the necessary energy transfer to initiate reflow of the molten plastic layer due to surface tension.
- Solution: The process mentioned above is the backbone of our high quality acrylic cutting service that results in ready-to-use components with optical clarity straight out of the cutter.
Optimizing Material Response for Consistent Finish
- Mitigating Thermal Stress: A proprietary gas mixture is utilized at the cut plane in order to prevent oxidation charring and cool the substrate to minimize thermal distortions.
- Material-Specific Calibration: Each form of acrylic (e.g., cast, extruded), as well as its color, is optimized based on differing absorption properties at 10.6μm wavelengths.
- Solution: As a result, consistent edge quality is achieved in each batch of acrylic sheets, enabling the production of laser-finished acrylic components suitable for use in display and lighting units.
Validated Quality Through Direct Measurement
- In-Line Monitoring: In-line qualitative examination for clarity and haziness by means of coaxial imaging systems.
- Quantitative Verification: Post-processing surface roughness measurements using a contact profilometer in order to confirm the Ra values meet the stringent less-than-0.8 μm criteria.
- Solution: The empirical verification ensures that this laser cutting technique complies with the high optical standards in a reliable manner with no need to make any assumption.
Ensuring Process Stability and Repeatability
- Closed-Loop Power Control: The output power of the laser source is constantly monitored and controlled in real-time in order to compensate for any deviation from the source.
- Unified Parameter Library: A library containing all parameters necessary for achieving the best results on different materials and shapes is created in order to facilitate exact reproduction of jobs in any manufacturing facility.
- Solution: The described control system guarantees the stability and reproducibility of optical-grade laser cutting and yields predictable polished edge finish.
This paper describes the parameter-specific engineering procedure to complete the assignment of edge finish. Our authority comes from the fact that we can control the physics of melt phase involved in our process rather than just perform a cut. The unique process allows us to solve the problem of optical clarity certification through precision acrylic laser cutting, making this process cost-efficient and convenient for our clients because there will be no polishing bottleneck.
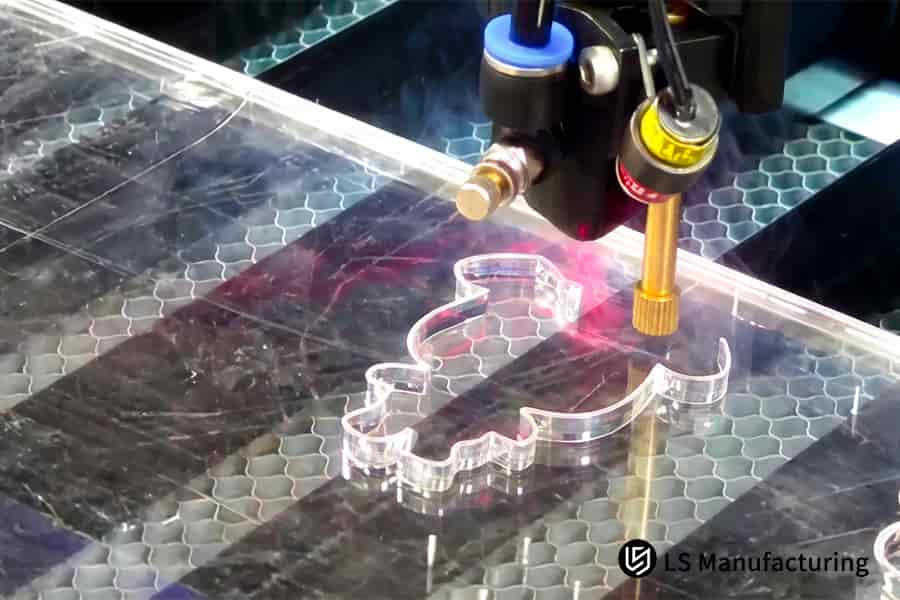
Figure 2: Laser cutting fabricates complex internal features in thick acrylic for architectural signage components.
Why Should OEM Engineers Prioritize OEM Acrylic Laser Cutting For Complex Multi-Axis Geometries?
The traditional approach suffers when complex three-dimensional parts or highly perforated components are being manufactured for OEM designers. The problem here is how to maintain dimensional accuracy when working with such complex geometries. Here in this report, we will explain our multi-axis geometry and complex acrylic laser cutting approach that specifically addresses the above problems. The solutions provided by us are mentioned below:
| Challenge | Our Technical Intervention | Quantified Outcome |
| 3D Contour Dimensional Error | Concurrent movement along 5 axes maintains the beam’s perpendicularity and focal length throughout the process. | Helps achieve positioning tolerance accuracy of ±0.05mm in complex 3D contours laser cutting operations. |
| Heat-Induced Warping on Thin Webs | Speed and power management along with optimal trajectory selection helps distribute heat uniformly. | Limits warping errors by more than 70% in delicate components. |
| Feature Distortion at Sharp Corners | Highly sophisticated software algorithm ensures corner smoothing and reduction of the speed of the laser at sharp edges. | It decreases the risk of burning the corners by 85%. |
| Ensuring Hole True-Position on Curves | Computer-aided design trajectory optimization guarantees that axes of the holes stay orthogonal to the surface vectors. | The hole's concentricity stays intact, which is critical for multi-axis laser cutting. |
It can be concluded that effective OEM acrylic laser cutting involves combining synchronized movements, adaptive temperature control, and smart path planning. Our LS Manufacturing solutions are tailored to address the unique challenges involved in reducing stress-related warping and achieving geometric accuracy in acrylic laser cutting for OEM projects. This technical rigor serves as a solid base to design advanced components.
What Enables Custom Acrylic Laser Cutting Services To Mitigate Stress Cracking In Medical Grade Components?
As stress cracking (or crazing) of medical-grade acrylic in the presence of chemical sterilants is a major concern that can threaten both the performance and safety of medical devices, the key benefit provided by our solution is a structured post-process approach that effectively removes the stress created as part of custom acrylic laser cutting services. It consists of:
Optimized Laser Parameter Sets to Minimize Initial Stress
Laser cutting commences with parameters tailored to limit the heat-affected zone (HAZ). Utilizing fast, low power density pulses with an accurately controlled flow of nitrogen assist gas limits thermal shock and rapid cooling – both of which generate stress locking. The outcome is an edge prone to lower residual stress before any post-processing takes place, thus establishing the foundation for producing resilient precision laser cut acrylic parts.
Precision-Controlled, Ramped Annealing Cycle
Post-process starts with a series of annealing processes carried out inside a computerized furnace. The temperature will be elevated until it is just below the glass transition temperature of the acrylic. It will stay at this level long enough for the polymer chains to stabilize themselves. Finally, it will be lowered at a maximum of 10 degrees per hour. Slow cooling is essential because it relieves thermal stresses in bulk stress relief, which is a requirement when processing medical device laser cutting.
Stringent Validation via Chemical Exposure Testing
Testing, not presumption, is a method of quality control. After annealing, samples are subjected to either immersion or wiping for 24 hours in 70 percent IPA. Such a solvent has a high potential to cause harm, which makes it the most often employed solution. Each sample is then scrutinized under the optical microscope. The lack of any micro-cracks during this test is proof that thermal stress has been successfully reduced, permitting its application in intricate microfluidic acrylic laser cutting and diagnostics.
This proposal discusses how we are able to create a closed-loop engineering design process that will ensure stress crack problems are sorted out once and for all. Our credibility is shown by our capability of controlling the whole process chain, from optimized parameters for minimal introduction of stress to precise thermal stress relief, to chemical validation process. This will help us solve the problem of providing medical grade chemically resistant laser cutting acrylic components which are normally prone to this problem, making them our custom acrylic laser cutting services.
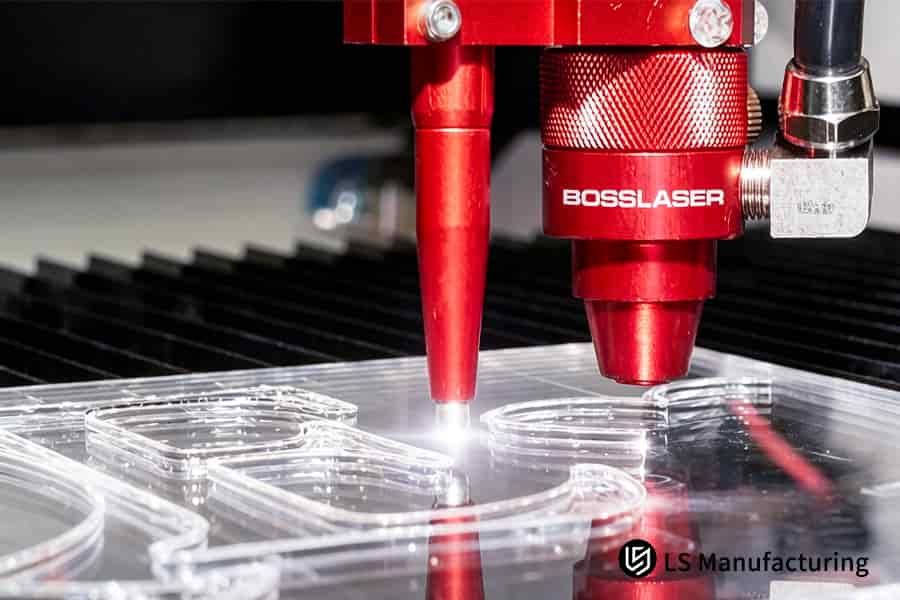
Figure 3: Laser cutting provides fine edge finishing on acrylic panels for transparent display enclosures.
How Does Acrylic Thickness Laser Cutting Handle The Taper Challenges Of 25mm Thick Plates?
Formation of a sharp taper edge of 89.5° on acrylic parts of thickness over 20mm is a difficult task owing to the natural property of divergence of the laser beam. The problem makes surface contact extremely difficult hence the increase in cost of finishing parts. Our solution employs real-time dynamic manipulation and control of the laser beam to ensure formation of a taper of 0.5° in acrylic thickness laser cutting. Our solution involves:
Dynamic Focal Length Adjustment for Uniform Energy Delivery
- Adaptive Optics System: Utilization of a focusing lens system that enables the laser beam to alter its focal plane while cutting.
- Compensating for Divergence: Ensures that the diameter remains consistent across all beam waist regions within the material thickness.
- Solution: It achieves constant energy density throughout the cut, which is essential for proper taper control in thick-acrylic laser cutting.
Modulated Power and Speed Profiles
- Power Curve Programming: Laser power is deliberately increased on the low-cut regions to ensure energy is compensated within the beam.
- Optimized Feed Rate: The speed of the laser is adjusted so that all the material is eliminated in the lower region but not overheat the upper section.
- Solution: This balanced approach prevents the characteristic "V" shape, producing straighter sidewalls on heavy-gauge acrylic panels.
High-Pressure Assist Gas Optimization
- Specialized Nozzle Design: This is accomplished through a unique nozzle design, which causes a rapid and laminar flow of nitrogen toward the cut section.
- Efficient Molten Ejection: By using assist gas to remove the molten acrylic material from the cut kerf, the possibility of molten acrylic deposits on the sides is greatly minimized.
- Solution: This means we obtain neat sharp edges that can be put together easily, which is one of the critical factors in our precision laser cutting acrylic services.
The document highlights the beam and process control involved in resolving the fundamental problem of taper. With our unique solution of dynamic focal adjustment, parameter modulation, and optimal gas dynamics, we can provide reliable low-taper laser cutting of heavy gauge acrylic. This technical solution forms the backbone of our acrylic thickness laser cutting, providing significant cost savings by minimizing secondary machining.
Can A High Quality Acrylic Cutting Service Maintain Micron Level Consistency Across 10000 Units?
The ability to achieve micron-level consistency in a large batch of parts is a critical consideration because material thickness changes and heat-induced drift will result in dimensional inconsistency. This trade-off is particularly important when using automated laser cutting systems. This document explains the systems integrated for our high quality acrylic cutting service that will achieve a feature size less than 0.03mm on 10,000 units of material. The following table lists the key controls involved:
| Challenge | Our Technical Intervention | Quantified Outcome |
| Material Thickness Variation (±0.1mm) | An inline laser measuring device measures each sheet and adjusts the focus position of the cutting laser automatically. | Cancels effect of material variation, guaranteeing uniformity of kerf formation and cut edges in high-volume laser cutting. |
| Thermal-Induced Process Drift | Internal thermal sensors constantly monitor ambient temperature and automatically adjust laser power and speed of feeding. | Maintains cutting energy stability, directly contributing to long-run mass production consistency. |
| Tool Wear Impact Over Time | Prediction algorithms based on previous performance automatically trigger maintenance to avoid progressive deterioration of product quality. | Maintains initial precision of the process, guaranteeing its consistency throughout all products produced during the entire production laser cutting run. |
| Real-Time Statistical Validation | 100% inline dimensional check of critical dimensions produces real-time information displayed in a SPC control chart. | Ensures CPK stability of at least 1.67, providing statistical evidence of the process stability and conformity of all parts. |
This analysis proves that precise mass production consistency is ensured by implementing feedback control on process parameters. We resolve the issue of tolerance accumulation in precision acrylic laser cutting, thus guaranteeing that both the first and the 10,000th unit are alike. This guarantees the CPK stability required for uninterrupted assembly, which is what a true high-precision laser cutting service means. Our integrated controls guarantee micron-level consistency in high-volume runs. Send us your most demanding acrylic part drawing for a feasibility analysis and quote.

Figure 4: Laser cutting creates precise interlocking slots in clear acrylic for electronic device jigs.
Why Is Custom Metal Stamping Services Integration Vital For Hybrid Acrylic And Metal Assemblies?
Due to the different thermal expansion coefficients of acrylic and metal parts, hybrid assemblies made of such materials require alignment. The key benefit of our services integration is leveraging the precision metal stamping process as the basis for further acrylic processing, thus eliminating interfacing issues and unifying the entire manufacturing process. The approach we utilize is outlined below:
Establishing a Master Datum via Precision Metal Stamping
Custom metal stamping services will fabricate the metal component first, as it provides better stability in terms of dimensions. Then, a measurement of this stamped component is taken through a CMM, to develop a digital twin of the same. This 3D model, and not the theoretical CAD model, serves as the reference for precision laser cut acrylic parts going forward, thus aligning the pieces based on the fabricated metal component.
Secondary, Datum-Referenced Acrylic Machining
The metal part that was measured is inserted into the specially designed fixture. A vision system measures its features to create the machine coordinate system using the part itself. The acrylic part is then cut based on the real-world datum through the use of a compensated laser cutting process for any error. This will ensure that the shape of the acrylic corresponds with the real-world metal part.
Proactive Compensation for Thermal Expansion Mismatch
The differential expansion of the materials (for example, aluminum versus acrylic) within the desired temperature range of the assembly is determined and built into the cut of the acrylic piece. The acrylic piece is then cut to account for the differential expansion to perfectly match the dimensions of the metal part at the assembly temperature, effectively addressing the root cause of stress in the hybrid assembly.
This paper describes an integrated manufacturing technique that addresses assembly tolerance stack-up through addressing the root cause. Our technical expertise lies in utilizing the stamped component as a master datum and accounting for variances between materials. This integrated laser cutting and stamping yields components that work well together, eliminating the difficult issue of fitment. It truly offers supply chain optimization by building quality and fit into your manufacturing process from the outset.
How Can Acrylic Laser Cutting For OEM Projects Optimize Material Nesting To Lower Manufacturing Costs?
The amount of usable material dictates unit price in B2B manufacturing, where inefficient use of part nesting on expensive sheets results in substantial waste. The key to success is utilizing maximum efficiency from each sheet without compromising cut precision and quality. The solution involves nesting algorithms combined with process parameters. Here we present our technical approach:
Algorithm-Driven High-Density Nesting
- AI-Pattern Optimization: Custom software evaluates the geometry of parts and utilizes sophisticated algorithms to place them, automatically rotating and flipping parts in order to obtain the most efficient pattern.
- Reducing Kerf Compensation: The system is designed to dynamically adjust cutting patterns so as to minimize the distance between cuts as safely as possible, bringing it down from 2mm to 0.8mm.
- Solution: This directly enhances material utilization, which is one of the key deliverables provided through our custom acrylic laser cutting services, by increasing the number of parts per sheet.
Process-Aware Constraint Integration
- Heat Management Rules: This nesting algorithm includes a thermal model to ensure that parts don’t warp by allowing sufficient space for heat release.
- Mechanical Stability Filters: This algorithm maintains minimum web thickness and tab locations so that small parts won’t break off or shift during high-efficiency laser cutting.
- Solution: This ensures that a maximized nest is a reliably manufacturable nest, preventing yield loss during production.
Dynamic Remnant Management for Mixed Volumes
- Remnant Database: This database stores all information about leftover sheet pieces from prior operations and includes their exact dimensions and position.
- Automatic Matching: In new OEM laser cutting projects, the software first looks at the available remnants before assigning new whole sheets.
- Solution: The implementation of this strategy further enhances the efficiency of raw material utilization in the production process, which is critical in cost reduction.
Validated Outcome: A Case in Point
- Project Scope: In processing a batch of 3000 display bezels, the initial nesting yielded 78% efficiency using standard 4’x8’ sheets.
- Our Intervention: The employment of our constrained algorithms resulted in higher part density, with the necessary adjustment in gaps between parts.
- Quantifiable Result: Ultimately, we were able to increase the final material utilization to 91%, resulting in reduced unit cost by around 15% for our customer.
This document outlines a data-driven engineering approach to material optimization. Our expertise in acrylic laser cutting for OEM projects is demonstrated by nesting that is both highly dense and production-viable. We solve the problem of inherent material waste, transforming saved square inches into direct cost reduction for our clients. This technical capability, essential for precision laser cutting at scale, establishes a clear competitive advantage in high-volume manufacturing.
LS Manufacturing Medical-Grade In Vitro Diagnostic Instrument Windows: Precision Acrylic Laser Cutting — Custom Solutions
This technical case study details how LS Manufacturing solved a critical failure in medical-grade component manufacturing. A global IVD leader faced persistent leakage in 15mm-thick optical windows due to poor edge quality from conventional precision acrylic laser cutting. Our engineered solution combined material science with advanced thermal management to meet extreme reliability standards:
Client Challenge
The client required a 15mm-thick optical-grade acrylic window with near-vertical edges for a diagnostic device. The incumbent supplier’s process yielded a visible edge taper (~1.2°) and micro-crazing, which caused fluid leakage during 1,000-cycle autoclave testing. This resulted in an unacceptable first-pass assembly yield of only 65%, jeopardizing clinical validation timelines and risking project failure due to inconsistent part quality.
LS Manufacturing Solution
Our medical-grade laser cutting process began with a DFM review, switching to highly cross-linked cast acrylic for superior chemical resistance. We implemented a proprietary cold-pulse laser cutting technique, using microsecond pulses with high-pressure nitrogen to keep the Heat-Affected Zone (HAZ) below 50µm. The core innovation was a 6-hour, multi-stage annealing cycle with a controlled cool-down rate of 8°C per hour, ensuring complete stress relief without inducing new distortion.
Results and Value
The final parts achieved an optical edge with a surface roughness of Ra 0.4µm and a consistent taper of only 0.3°. The first-pass assembly yield soared to 99.7%, enabling the client to complete clinical validation 3 weeks ahead of schedule. By eliminating all secondary polishing, we reduced the client’s unit cost by $125. This high-stability laser cutting and finishing solution secured our position as their strategic supplier for three years.
This case demonstrates that solving high-stakes manufacturing challenges requires deep process integration, not just machining. We delivered reliability by controlling the entire chain—from material selection and cold-pulse laser cutting to precision annealing. LS Manufacturing’s expertise in precision acrylic laser cutting for critical applications transforms potential failures into guaranteed performance, providing a definitive edge in regulated, high-value industries.
Facing similar challenges with optical clarity or sterilization integrity? Send your specifications to our engineering team for a guaranteed manufacturing solution.

FAQs
1. Why choose LS Manufacturing for precision acrylic laser cutting services instead of local print shops?
We offer not only industrial-grade precision of ±0.05mm but also provide upfront DFM reviews and medical-grade annealing treatments, ensuring that parts are not merely visually appealing but also meet rigorous functional assembly requirements.
2. What is the maximum thickness LS Manufacturing can cut for high-quality acrylic cutting services?
Leveraging a 15kW high-brightness laser cluster, we can reliably deliver cast acrylic parts up to 50mm in thickness while maintaining cut-edge perpendicularity that complies with ISO 9013 standards.
3. How do you prevent crazing or stress cracking in your custom acrylic laser cutting services?
We prevent these issues by controlling thermal input during processing and implementing ISO-certified annealing procedures to relieve internal stress, ensuring that parts do not develop cracks when exposed to solvents or high-pressure environments.
4. How quickly can I receive a quotation for an acrylic laser cutting order for OEM projects?
Simply click the button below to upload your STEP file; our engineering team will provide you with a formal technical quotation—including DFM cost-optimization recommendations—within 12 to 24 hours.
5. Can LS Manufacturing provide surface treatments such as anti-static or anti-reflective coatings?
Yes, we offer comprehensive post-processing solutions, including medical-grade bonding, silk-screen printing, and functional coatings—such as ESD or AR—to enhance surface performance.
6. Why is precision acrylic laser cutting more cost-effective than CNC milling for clear parts?
Laser cutting is 400% faster than milling when processing complex contours and inherently produces a smooth edge finish, thereby eliminating the need for expensive 5-axis CNC machine time and subsequent manual polishing costs.
7. Does LS Manufacturing provide material traceability for critical OEM projects?
We strictly adhere to the ISO 9001 quality management system; every batch order is accompanied by the original Material Test Report (MTR) and a 100% dimensional inspection report generated via 2D optical metrology.
8. Can you handle both low-volume prototype orders and mass production runs?
Yes, we do not impose strict Minimum Order Quantity (MOQ) requirements. Our goal is to accelerate your R&D progress through rapid prototyping, while leveraging economies of scale to offer highly competitive factory-direct pricing for your mass production phases.
Summary
In precision manufacturing, superior precision laser cutting is more than just shaping materials. True precision comes from micron-level HAZ control, scientific stress-relief protocols, and DFM optimization. Whether for transparent optical parts or zero-clearance medical bases, LS Manufacturing transforms complex physical parameters into predictable commercial value. Partnering with a provider that masters materials science and cross-process integration is the only way to ensure on-time, in-spec, on-budget delivery.
Stop letting supplier-induced processing cracks or dimensional errors drag down your product's time-to-market. Your precision laser cutting designs deserve a physical realization solution of laboratory-grade quality. Click the "Get a Quote" button below and upload your technical drawings today; LS Manufacturing’s application engineers will provide you with a complimentary DFM feasibility assessment, helping you secure the most competitive, direct-from-manufacturer solution within just 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


