
Услуги точной лазерной резки акрила Часто начинают с акцента на том, насколько сильным лазером можно резать акрил , однако реальное массовое производство страдает от микротрещин (растрескиваний), чрезмерного скоса и смещения размеров, что приводит к значительным колебаниям производительности. Основная техническая проблема заключается в том, что процесс не адаптируется к физическим характеристикам акрила, литого или экструдированного, что ограничивает возможность динамической регулировки энергии импульса, что приводит к очень широкой зоне термического влияния (ЗТВ) .
LS Manufacturing решает эту задачу с помощью яркого волоконного лазера мощностью 15 кВт в сочетании с индивидуальным методом газовой защиты, который обеспечивает допуск обработки ±0,05 мм для акриловых листов толщиной 20 мм . LS Manufacturing предоставляет комплексные индивидуальные услуги, начиная от проверки DFM и заканчивая отжигом для снятия напряжений для повышения эффективности « автономной сборки ». Из следующего технического обсуждения станет ясно, как наша философия цифрового производства решает физические проблемы точной обработки акрила.

Прецизионная лазерная резка акрила: краткий справочник OEM
| Технические параметры | Внедрение качественных акриловых деталей |
| Оптимальный диапазон толщины | Наш акрил, вырезанный лазером, производится посредством точного контроля параметров от 0,5 до 25 мм . |
| Тип лазера и длина волны | Используется CO2-лазер (длина волны 10,6 мкм ), поскольку он хорошо впитывается в акрил, обеспечивая эффективная лазерная резка . |
| Управление теплом и плавлением | Мощность, скорость и вспомогательные газы (воздух) контролируются для испарения материала, избегая избыточного плавления и повторного литья. |
| Четкость краев и полировка | Лазерная резка приводит к пламенной полировке кромок реза, исключая последующие операции. |
| Наша обработка материалов | Нанесение защитной пленки и специальное крепление исключают возможность появления царапин на поверхности во время лазерной резки . |
| Результат: отделка оптического уровня | Создает компоненты идеальной формы с оптическими краями и исключительной светопроницаемостью, идеально подходящие для оптических линз и экранов дисплеев . |
| Результат: Точность размеров | Гарантирует точную резку без отклонения от допуска ±0,1 мм и отсутствие деформации, что важно для защелкивания и герметизации . |
Мы предоставляем решения проблемы точности лазерная резка акрилового материала для целей OEM. Наша технология предотвращает плавление, гарантирует чистые края и сохраняет стабильность размеров. Он производит эстетически привлекательные детали высокой оптической прозрачности и качества, которые сразу же готовы к сборке в конечный продукт.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Существует множество источников, описывающих, как резать акрил лазером , но почему вам следует выбрать именно это руководство? Мы не просто ученые, а скорее профессионалы, которые ежедневно работают в нашей мастерской, а не в лабораторной среде. Мы сталкиваемся с такими проблемами, как предотвращение образования трещин по краям акрила или соблюдение строгих допусков при производстве аэрокосмических иллюминаторов и медицинских корпусов, где нет права на ошибку.
Весь процесс основан на проверке на основе опыта и практического применения. Наша группа всегда зависит от надежных источников, таких как Данные о материалах NIST при исследовании данных о материалах и использовании Википедия определить термины, которые помогут сформировать используемые подходы. Результатом наших обширных исследований и экспериментов, которые были проведены на тысячах изготовленных деталей, стал эффективный метод контроля толщины и подачи газа, который мы разработали и рекомендуем.
Практические знания, полученные в результате этого опыта, были использованы при разработке рекомендаций, необходимых для вашего OEM-проекта. Цель — помочь вам избежать дорогостоящих ошибок, максимально использовать свои дизайнерские возможности и сразу же добиться успеха с первой попытки.
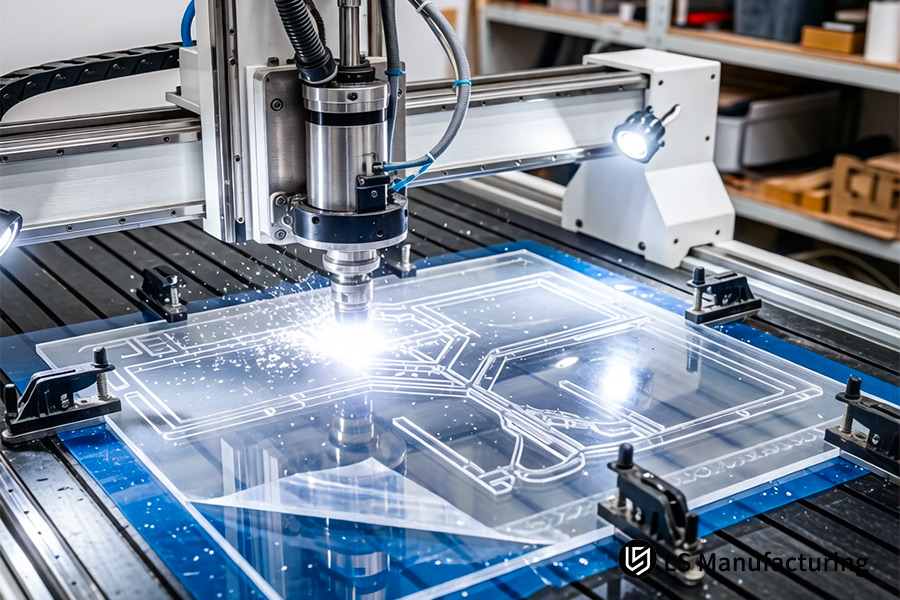
Рисунок 1. Лазерная резка генерирует яркие искры при обрезке нестандартных акриловых форм для крышек освещения.
Почему LS Manufacturing является лучшим выбором для точной лазерной резки акрила в 2026 году?
Производство акриловых материалов с микронной точностью непрерывно, днем и ночью, оказалось одной из основных задач в 2026 году, влияющей на эффективность сборки и расходы в целом. Что касается технологии, используемой LS Manufacturing , она подразумевала использование замкнутого контура управления и статистических расчетов в реальном времени и делала точность постоянной реальностью. Вот наше решение:
Сервоуправление с замкнутым контуром для коррекции траектории в реальном времени
Ядром нашей технологии является оптическая ось, которая приводится в действие серводвигателем, а субмикронные энкодеры обеспечивают обратную связь по ее положению. Когда прецизионная лазерная резка акрила эти данные сравниваются с теоретической траекторией инструмента с интервалами в кГц. Если происходит какое-либо отклонение из-за теплового дрейфа или механического износа, перед следующим лазерным импульсом немедленно запускается сервокоррекция. Это гарантирует идеальную точность процесса резки , что важно при изготовлении сложных акриловых деталей, вырезанных лазером и имеющих функции фиксации.
Проактивное предотвращение дефектов посредством интеграции SPC
Хотя проверки компонентов только по принципу «прошел или не прошел», процедура контроля качества SPC учитывает размеры каждого компонента. Такие размеры, как прорезь и диаметр отверстий, контролируются с помощью контрольных карт. Отклонение от контрольного предела сигнализирует о необходимости профилактического обслуживания, чтобы гарантировать, что все последующее производство останется в пределах технических условий. Для получения точных компонентов для лазерной резки в больших объемах необходимо профилактическое обслуживание.
Управление температурным режимом для обеспечения геометрической стабильности сложных форм
Из-за чувствительности к тепловому воздействию в процессе изготовления на акриловом материале будут возникать локальные напряжения, приводящие к деформации при резке детали. Чтобы уменьшить влияние тепловых эффектов, используется импульсный лазер и используются лучшие рабочие циклы. Кроме того, необходимо обеспечить постоянную температуру заготовки. Таким образом, мы имеем геометрическую стабильность, достигаемую за счет точного лазерная резка акриловых сборок с нулевыми возможными ошибками, например, многослойные оптические световоды.
Обеспечение согласованности в масштабируемом производстве
Последняя задача — добиться масштабируемого производства без ущерба для качества. Наша стратегия решения этой проблемы предполагает внедрение полного цифрового потока, посредством которого вся информация о производительности машины передается в систему SPC, что позволяет создать итеративную модель процесса . Благодаря этой стратегии мы сможем гарантировать идеальное дублирование проверенной рабочей конфигурации на любом станке на нашем заводе и получить идентичные результаты. Последовательность наших процессы лазерной микрорезки для тонких акриловых мембран очень высока даже после миллионов повторений.
В этом техническом документе подчеркивается необходимость системной интеграции для достижения базового уровня 2026 года. Наша репутация основана на научно обоснованном подходе, направленном на контроль процесса, а не на тестирование его результатов. В этом случае мы стремимся решить критическую проблему сохранения опыта LS Manufacturing в сфере услуг точной лазерной резки акрила в больших объемах с предсказуемой доходностью.

Как прецизионная лазерная резка акрила может обеспечить оптическую четкость кромок без вторичной полировки?
Чтобы получить качество кромки, соответствующее качеству акрила оптического класса, необходимы дальнейшие этапы обработки, которые являются дорогостоящими и непредсказуемыми. Ключевой задачей здесь является управление взаимодействием лазера с материалом таким образом, чтобы конечная кромка полировалась самим разрезом. Именно это и делает компания LS Manufacturing. система лазерной резки акрила делает. Технология процесса описана ниже:
Прецизионный лазерный контроль параметров для полировки на месте
- Модуляция ширины импульса и пиковой мощности: Это необходимо для обеспечения достаточной передачи энергии в материал для полного формирования слоя расплава без испарения, в противном случае кромка будет иметь неправильную форму.
- Динамическое позиционирование фокуса: оптимальное положение фокуса лазера относительно толщины материала выбирается так, чтобы обеспечить необходимую передачу энергии для инициирования оплавления слоя расплавленного пластика за счет поверхностного натяжения .
- Решение: Процесс, упомянутый выше, является основой нашей Качественные услуги по резке акрила в результате получаются готовые к использованию компоненты с оптической прозрачностью прямо из резака.
Оптимизация реакции материала для обеспечения стабильной отделки
- Снижение термического напряжения: в плоскости разреза используется запатентованная газовая смесь, чтобы предотвратить окислительное обугливание и охладить подложку, чтобы минимизировать тепловые деформации.
- Калибровка для конкретного материала: каждая форма акрила (например, литой, экструдированный), а также его цвет оптимизируются на основе различных свойств поглощения при длине волны 10,6 мкм .
- Решение: В результате в каждой партии акриловых листов достигается стабильное качество кромок, что позволяет производить обработанные лазером акриловые компоненты, подходящие для использования в витринах и осветительных устройствах.
Подтвержденное качество посредством прямых измерений
- Поточный мониторинг: поточный качественный анализ на прозрачность и непрозрачность с помощью коаксиальных систем визуализации.
- Количественная проверка: Измерения шероховатости поверхности после обработки с использованием контактного профилометра для подтверждения соответствия значений Ra строгим критериям менее 0,8 мкм .
- Решение: Эмпирическая проверка гарантирует, что это техника лазерной резки надежно соответствует высоким оптическим стандартам без необходимости делать какие-либо предположения.
Обеспечение стабильности и повторяемости процесса
- Управление мощностью с обратной связью: Выходная мощность лазерного источника постоянно контролируется и контролируется в режиме реального времени, чтобы компенсировать любые отклонения от источника.
- Единая библиотека параметров. Библиотека, содержащая все параметры, необходимые для достижения наилучших результатов при работе с различными материалами и формами, создана для облегчения точного воспроизведения работ на любом производственном предприятии.
- Решение: Описанная система управления гарантирует стабильность и воспроизводимость результатов. лазерная резка оптического уровня и обеспечивает предсказуемую полированную кромку.
В этом документе описывается процедура проектирования с учетом конкретных параметров для выполнения задания обработки кромки. Наш авторитет основан на том факте, что мы можем контролировать физику фазы расплава, задействованной в нашем процессе, а не просто выполнять резку. Уникальный процесс позволяет нам решить проблему сертификации оптической прозрачности посредством прецизионной лазерной резки акрила , что делает этот процесс экономически эффективным и удобным для наших клиентов, поскольку не будет узких мест в полировке.
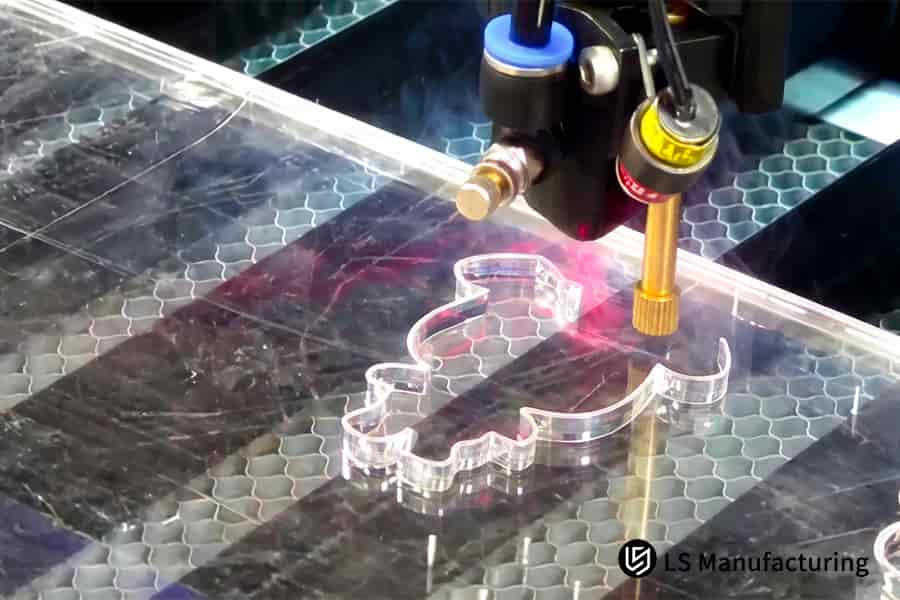
Рисунок 2. Лазерная резка позволяет изготавливать сложные внутренние детали из толстого акрила для компонентов архитектурных вывесок.
Почему инженеры OEM должны отдавать предпочтение лазерной резке акрила OEM для сложной многоосной геометрии?
Традиционный подход терпит неудачу, когда для OEM-разработчиков изготавливаются сложные трехмерные детали или компоненты с высокой перфорацией. Проблема здесь в том, как сохранить точность размеров при работе с такой сложной геометрией. В этом отчете мы объясним нашу многоосную геометрию и сложная лазерная резка акрила подход, конкретно направленный на решение вышеуказанных проблем. Предлагаемые нами решения упомянуты ниже:
| Испытание | Наше техническое вмешательство | Количественный результат |
| Размерная ошибка 3D-контура | Одновременное движение по 5 осям сохраняет перпендикулярность и фокусное расстояние луча на протяжении всего процесса. | Помогает достичь точности позиционирования ±0,05 мм в комплексе. Лазерная резка 3D контуров операции. |
| Тепловая деформация тонких тканей | Управление скоростью и мощностью, а также выбор оптимальной траектории помогают равномерно распределять тепло. | Ограничивает ошибки деформации более чем на 70% в деликатных компонентах. |
| Искажение объектов в острых углах | Сложный программный алгоритм обеспечивает сглаживание углов и снижение скорости лазера на острых кромках. | Это снижает риск обгорания углов на 85% . |
| Обеспечение истинного положения отверстия на кривых | Компьютерная оптимизация траектории проектирования гарантирует, что оси отверстий остаются ортогональными векторам поверхности . | Концентричность отверстия остается неизменной, что критично для многоосевая лазерная резка . |
Можно сделать вывод, что эффективный OEM акриловая лазерная резка включает в себя сочетание синхронизированных движений, адаптивного контроля температуры и умного планирования пути. Наши решения для производства LS созданы для решения уникальных задач, связанных с уменьшением деформации, вызванной напряжением, и достижением геометрической точности при лазерной резке акрила для OEM-проектов . Эта техническая строгость служит прочной основой для разработки передовых компонентов.
Что позволяет индивидуальным услугам лазерной резки акрила уменьшить растрескивание под напряжением в компонентах медицинского назначения?
Поскольку растрескивание под напряжением (или растрескивание) медицинского акрила в присутствии химических стерилизаторов является серьезной проблемой, которая может поставить под угрозу как производительность, так и безопасность медицинских устройств, ключевым преимуществом нашего решения является структурированный подход к постобработке, который эффективно снимает напряжение, возникающее в рамках индивидуальных услуг лазерной резки акрила . Он состоит из:
Оптимизированные наборы параметров лазера для минимизации начального напряжения
Лазерная резка начинается с параметров, специально подобранных для ограничения зоны термического влияния (ЗТВ) . Использование быстрых импульсов с низкой плотностью мощности и точно контролируемым потоком вспомогательного газа азота ограничивает тепловой удар и быстрое охлаждение, которые вызывают блокировку напряжения. В результате кромка склонна к снижению остаточного напряжения до того, как будет произведена постобработка, что создает основу для производства упругих прецизионных акриловых деталей, вырезанных лазером .
Точно контролируемый цикл отжига с нарастающим темпом
Пост-процесс начинается с серии процессов отжига, выполняемых в компьютеризированной печи. Температура будет повышаться до тех пор, пока не станет чуть ниже температуры стеклования акрила. Он будет оставаться на этом уровне достаточно долго, чтобы полимерные цепи стабилизировались. Наконец, она будет опускаться максимум на 10 градусов в час . Медленное охлаждение имеет важное значение, поскольку оно снимает термические напряжения при снятии объемных напряжений , что является требованием при обработке. лазерная резка медицинского оборудования .
Строгая проверка посредством испытаний на химическое воздействие
Тестирование, а не презумпция, является методом контроля качества . После отжига образцы подвергают либо погружению, либо протиранию на 24 часа в 70-процентный IPA . Такой растворитель обладает высоким потенциалом причинения вреда, что делает его наиболее часто используемым решением. Затем каждый образец исследуют под оптическим микроскопом. Отсутствие каких-либо микротрещин во время этого испытания является доказательством того, что термическое напряжение было успешно снижено, что позволяет применять его в сложных условиях. микрофлюидная лазерная резка акрила и диагностика.
В этом предложении обсуждается, как мы можем создать замкнутый процесс инженерного проектирования , который обеспечит раз и навсегда устранение проблем с растрескиванием под напряжением. Наш авторитет подтверждается нашей способностью контролировать всю технологическую цепочку: от оптимизированных параметров для минимального воздействия стресса до точного снятия термического напряжения и процесса химической проверки. Это поможет нам решить проблему обеспечения химической стойкости медицинского класса. лазерная резка акриловых компонентов которые обычно подвержены этой проблеме, поэтому мы предлагаем услуги лазерной резки акрила по индивидуальному заказу .
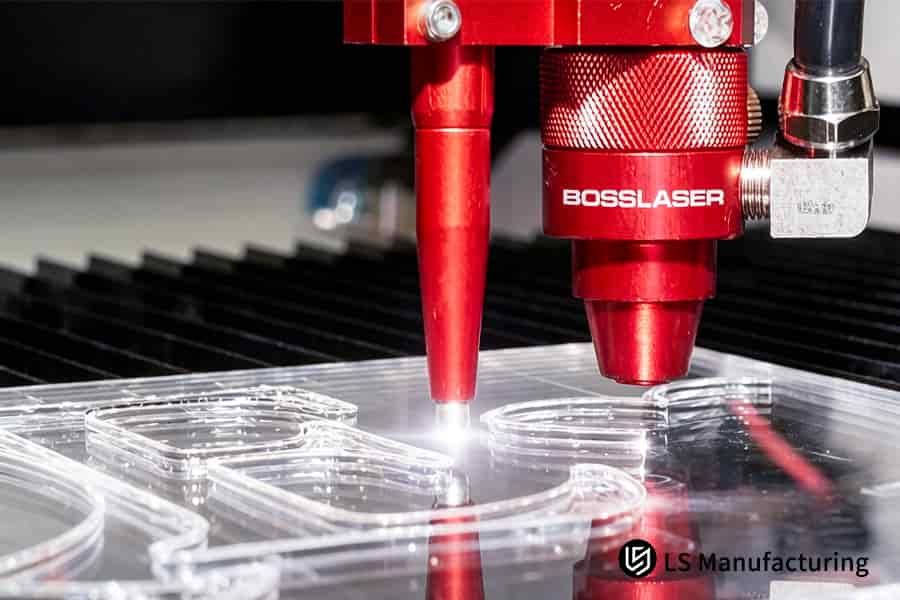
Рисунок 3. Лазерная резка обеспечивает точную обработку кромок акриловых панелей для прозрачных корпусов дисплеев.
Как лазерная резка акрила решает проблемы конусности пластин толщиной 25 мм?
Формирование острой кромки под углом 89,5° на акриловых деталях толщиной более 20 мм является сложной задачей из-за естественного свойства расходимости лазерного луча. Эта проблема чрезвычайно затрудняет контакт с поверхностью, что приводит к увеличению стоимости отделочной обработки деталей. Наше решение использует динамическое манипулирование и управление лазерным лучом в реальном времени, чтобы обеспечить формирование конусности 0,5° . лазерная резка толщины акрила . Наше решение включает в себя:
Динамическая регулировка фокусного расстояния для равномерной подачи энергии
- Система адаптивной оптики: использование системы фокусирующих линз , которая позволяет лазерному лучу изменять свою фокальную плоскость во время резки.
- Компенсация расхождения: гарантирует, что диаметр остается постоянным во всех областях перетяжки балки в пределах толщины материала .
- Решение: достигается постоянная плотность энергии на протяжении всего реза, что важно для правильного контроля конуса при резке. лазерная резка толстого акрила .
Модулированные профили мощности и скорости
- Программирование кривой мощности: мощность лазера намеренно увеличивается в зонах с низким вырезом, чтобы обеспечить компенсацию энергии внутри луча.
- Оптимизированная скорость подачи: Скорость лазера регулируется таким образом, чтобы весь материал удалялся в нижней части, но не перегревался в верхней части.
- Решение: Этот сбалансированный подход предотвращает появление характерной V-образной формы , создавая более прямые боковые стенки на толстых акриловых панелях.
Оптимизация вспомогательного газа высокого давления
- Специализированная конструкция сопла: это достигается за счет уникальной конструкции сопла , которая обеспечивает быстрый и ламинарный поток азота к разрезу.
- Эффективный выброс расплавленного материала: за счет использования вспомогательного газа для удаления расплавленного акрилового материала из пропила возможность образования расплавленных акриловых отложений на боковых сторонах значительно сводится к минимуму.
- Решение: Это означает, что мы получаем аккуратные острые края, которые можно легко соединить, что является одним из важнейших факторов в наших услугах по точной лазерной резке акрила .
В документе освещаются вопросы управления лучом и процессом, участвующие в решении фундаментальной проблемы конусности. Благодаря нашему уникальному решению динамической регулировки фокуса, модуляции параметров и оптимальной газовой динамики мы можем обеспечить надежные лазерная резка с низким конусом из толстого акрила . Это техническое решение составляет основу нашей лазерной резки акрила по толщине , обеспечивая значительную экономию средств за счет минимизации вторичной механической обработки.
Может ли высококачественная услуга по резке акрила поддерживать постоянство микронного уровня для 10 000 единиц?
Возможность достижения микронного уровня однородности в большой партии деталей является критически важным фактором, поскольку изменения толщины материала и температурный дрейф приводят к несоответствию размеров. Этот компромисс особенно важен при использовании автоматизированная лазерная резка системы. В этом документе описываются системы, интегрированные для нашей высококачественной резки акрила , которая позволяет достичь размера детали менее 0,03 мм на 10 000 единиц материала. В следующей таблице перечислены задействованные ключевые элементы управления:
| Испытание | Наше техническое вмешательство | Количественный результат |
| Изменение толщины материала (±0,1 мм) | Линейное лазерное измерительное устройство измеряет каждый лист и автоматически регулирует положение фокуса режущего лазера. | Отменяет эффект изменения материала, гарантируя однородность формирования пропила и обрезанных кромок. лазерная резка больших объемов . |
| Термоиндуцированный технологический дрейф | Внутренние термодатчики постоянно контролируют температуру окружающей среды и автоматически регулируют мощность лазера и скорость подачи. | Поддерживает энергетическую стабильность резки, что напрямую способствует долгосрочной стабильности массового производства . |
| Влияние износа инструмента с течением времени | Алгоритмы прогнозирования, основанные на предыдущих характеристиках, автоматически запускают техническое обслуживание, чтобы избежать постепенного ухудшения качества продукции. | Сохраняет первоначальную точность процесса, гарантируя его единообразие для всей продукции, производимой в течение всего процесса. производство лазерной резки бегать. |
| Статистическая проверка в реальном времени | 100%-ная оперативная проверка критических размеров дает информацию в реальном времени, отображаемую в контрольной таблице SPC . | Обеспечивает стабильность КФК не менее 1,67 , предоставляя статистические доказательства стабильности процесса и соответствия всех частей. |
Этот анализ доказывает, что точная согласованность массового производства обеспечивается за счет реализации управления параметрами процесса с обратной связью. Мы решаем проблему накопления допусков при прецизионной лазерной резке акрила , тем самым гарантируя, что и первая, и 10-тысячная единица одинаковы. Это гарантирует стабильность CPK, необходимую для непрерывной сборки, что является истинным услуги высокоточной лазерной резки означает. Наши встроенные элементы управления гарантируют стабильность на микронном уровне при больших объемах производства. Отправьте нам свой самый сложный чертеж акриловой детали для технико-экономического обоснования и расчета стоимости.

Рисунок 4. Лазерная резка создает точные пазы из прозрачного акрила для приспособлений для электронных устройств.
Почему интеграция услуг по штамповке металла на заказ жизненно важна для гибридных акриловых и металлических сборок?
Из-за разных коэффициентов термического расширения акриловых и металлических деталей гибридные сборки из таких материалов требуют выравнивания. Ключевым преимуществом интеграции наших услуг является использование процесса точной штамповки металла в качестве основы для дальнейшей обработки акрила, что позволяет устранить проблемы сопряжения и унифицировать весь производственный процесс. Подход, который мы используем, описан ниже:
Создание основной базы данных с помощью точной штамповки металла
Службы штамповки металла на заказ сначала изготовят металлический компонент, поскольку он обеспечивает лучшую стабильность размеров. Затем измерение этого штампованного компонента проводится с помощью КИМ для создания его цифрового двойника. Эта 3D-модель, а не теоретическая модель САПР, служит эталоном для прецизионная лазерная резка акриловых деталей продвигаясь вперед, таким образом выравнивая детали на основе изготовленного металлического компонента .
Вторичная обработка акрила с привязкой к исходной точке
Измеряемую металлическую деталь вставляют в специально разработанное приспособление. Система машинного зрения измеряет ее характеристики, чтобы создать систему координат станка, используя саму деталь. Затем акриловая деталь вырезается на основе реальных данных с помощью резака. компенсированная лазерная резка процесс для любой ошибки. Это гарантирует, что форма акрила будет соответствовать реальной металлической детали.
Упреждающая компенсация несоответствия теплового расширения
Дифференциальное расширение материалов (например, алюминия по сравнению с акрилом ) в пределах желаемого температурного диапазона сборки определяется и учитывается в разрезе акриловой детали. Затем акриловую деталь разрезают с учетом дифференциального расширения, чтобы она идеально соответствовала размерам металлической детали при температуре сборки, эффективно устраняя основную причину напряжения в гибридной сборке .
В этом документе описывается интегрированная технология производства, которая устраняет совокупность допусков сборки путем устранения основной причины. Наш технический опыт заключается в использовании штампованного компонента в качестве исходной точки и учете различий между материалами. Этот интегрированная лазерная резка а штамповка позволяет получить компоненты, которые хорошо работают вместе, устраняя сложную проблему установки. Он действительно предлагает оптимизацию цепочки поставок , обеспечивая качество и с самого начала вписываясь в ваш производственный процесс.
Как лазерная резка акрила для OEM-проектов может оптимизировать размещение материалов и снизить производственные затраты?
Количество используемого материала определяет цену за единицу продукции в производстве B2B, где неэффективное использование раскроя деталей на дорогих листах приводит к значительным отходам. Ключом к успеху является максимально эффективное использование каждого листа без ущерба для точности и качества резки. Решение включает в себя алгоритмы вложения в сочетании с параметрами процесса. Здесь мы представляем наш технический подход:
Алгоритмическое вложение высокой плотности
- Оптимизация AI-шаблона: специальное программное обеспечение оценивает геометрию деталей и использует сложные алгоритмы для их размещения, автоматически вращая и переворачивая детали для получения наиболее эффективного рисунка.
- Уменьшение компенсации реза: система предназначена для динамической корректировки схемы резки, чтобы максимально безопасно минимизировать расстояние между резами, уменьшая его с 2 мм до 0,8 мм .
- Решение: Это напрямую улучшает использование материалов , что является одним из ключевых результатов, предоставляемых нашей услуги лазерной резки акрила на заказ , за счет увеличения количества деталей на листе.
Интеграция ограничений с учетом процесса
- Правила управления нагревом. Этот алгоритм раскладки включает тепловую модель, гарантирующую, что детали не деформируются, обеспечивая достаточное пространство для выделения тепла .
- Фильтры механической стабильности. Этот алгоритм поддерживает минимальную толщину полотна и расположение выступов, чтобы мелкие детали не отрывались и не смещались во время работы. высокопроизводительная лазерная резка .
- Решение: Это гарантирует, что максимально развернутое гнездо будет надежно технологичным, предотвращая потерю урожая во время производства.
Динамическое управление остатками для смешанных томов
- База данных остатков: В этой базе данных хранится вся информация об оставшихся листах от предыдущих операций, а также их точные размеры и положение .
- Автоматическое сопоставление: В новом OEM лазерная резка проектов программа сначала просматривает доступные остатки, прежде чем назначать новые целые листы.
- Решение: Реализация этой стратегии еще больше повышает эффективность использования сырья в производственном процессе, что имеет решающее значение для снижения затрат .
Подтвержденный результат: показательный пример
- Объем проекта: При обработке партии из 3000 рамок дисплея первоначальный раскрой дал эффективность 78% с использованием стандартных листов размером 4х8 футов .
- Наше вмешательство: Использование наших ограниченных алгоритмов привело к повышению плотности деталей с необходимой корректировкой промежутков между деталями.
- Измеримый результат: В конечном итоге нам удалось увеличить конечный коэффициент использования материала до 91% , что привело к снижению удельной стоимости для нашего клиента примерно на 15% .
В этом документе описывается инженерный подход к оптимизации материалов, основанный на данных. Наш опыт в лазерная резка акрила для OEM-проектов демонстрируется очень плотным и эффективным вложением. Мы решаем проблему неизбежных отходов материалов, превращая сэкономленные квадратные дюймы в прямое снижение затрат для наших клиентов. Эти технические возможности, необходимые для точной лазерной резки в больших масштабах, создают явное конкурентное преимущество в крупносерийном производстве .
LS Manufacturing Окна для инструментов для диагностики in vitro медицинского класса: прецизионная лазерная резка акрила — индивидуальные решения
Этот технический тематическое исследование подробно рассказывает, как компания LS Manufacturing решила критическую ошибку в производстве компонентов медицинского назначения . Мировой лидер в области IVD столкнулся с постоянными утечками в оптических окнах толщиной 15 мм из-за плохого качества кромок в результате традиционной прецизионной лазерной резки акрила . Наше инженерное решение сочетает в себе материаловедение с передовым управлением температурным режимом и соответствует высочайшим стандартам надежности:
Клиентский вызов
Клиенту требовалось акриловое окно оптического класса толщиной 15 мм с почти вертикальными краями для диагностического устройства. Технология действующего поставщика привела к заметному сужению кромок (~ 1,2° ) и образованию микротрещин, что привело к утечке жидкости во время 1000-цикловых испытаний в автоклаве . Это привело к неприемлемому выходу сборки при первом проходе, составившему всего 65% , что поставило под угрозу сроки клинической проверки и поставило под угрозу провал проекта из-за нестабильного качества деталей.
Производственное решение LS
Наш лазерная резка медицинского уровня Процесс начался с проверки DFM и перехода на литой акрил с высокой степенью сшивки, обеспечивающий превосходную химическую стойкость . Мы внедрили запатентованную технологию лазерной резки с холодным импульсом , используя микросекундные импульсы азота под высоким давлением, чтобы сохранить зону термического влияния (ЗТВ) ниже 50 мкм . Основным нововведением стал 6-часовой многоступенчатый цикл отжига с контролируемой скоростью охлаждения 8°C в час, гарантирующий полное снятие напряжений без возникновения новых деформаций.
Результаты и ценность
В готовых деталях был достигнут оптический край с шероховатостью поверхности Ra 0,4 мкм и постоянной конусностью всего 0,3° . Выход сборки при первом проходе вырос до 99,7% , что позволило клиенту завершить клиническую проверку на 3 недели раньше запланированного срока. Отменив всю вторичную полировку, мы снизили себестоимость единицы продукции для клиента на 125 долларов . Этот высокостабильная лазерная резка и решения по отделке обеспечили нам позицию их стратегического поставщика на три года.
Этот случай демонстрирует, что решение важных производственных задач требует глубокой интеграции процессов, а не только механической обработки. Мы добились надежности, контролируя всю цепочку — от выбора материала до холодно-импульсная лазерная резка прецизионному отжигу. Опыт LS Manufacturing в прецизионной лазерной резке акрила для критически важных применений превращает потенциальные сбои в гарантированную производительность, обеспечивая безусловное преимущество в регулируемых отраслях с высокой добавленной стоимостью.
Сталкиваетесь с аналогичными проблемами, связанными с оптической прозрачностью или целостностью стерилизации? Отправьте свои спецификации нашей команде инженеров для гарантированного производственного решения.

Часто задаваемые вопросы
1. Почему стоит выбирать LS Manufacturing для услуг точной лазерной резки акрила вместо местных типографий?
Мы предлагаем не только промышленную точность ±0,05 мм , но также проводим предварительные проверки DFM и процедуры отжига медицинского уровня , гарантируя, что детали не только визуально привлекательны, но и соответствуют строгим функциональным требованиям сборки.
2. Какую максимальную толщину может резать компания LS Manufacturing для получения высококачественных услуг по резке акрила?
Используя лазерный кластер высокой яркости мощностью 15 кВт , мы можем надежно изготавливать литые акриловые детали толщиной до 50 мм, сохраняя при этом перпендикулярность кромки, соответствующую стандартам ISO 9013.
3. Как предотвратить растрескивание или растрескивание под напряжением при изготовлении индивидуальных услуг по лазерной резке акрила?
Мы предотвращаем эти проблемы, контролируя тепловложение во время обработки и внедряя сертифицированные по ISO процедуры отжига для снятия внутренних напряжений и гарантируя, что в деталях не возникнут трещины при воздействии растворителей или сред высокого давления.
4. Как быстро я могу получить расценки на заказ на лазерную резку акрила для OEM-проектов?
Просто нажмите кнопку ниже, чтобы загрузить файл STEP; Наша команда инженеров предоставит вам официальное техническое предложение — включая рекомендации по оптимизации затрат DFM — в течение 12–24 часов .
5. Может ли LS Manufacturing обеспечить обработку поверхности, например антистатическое или антибликовое покрытие?
Да, мы предлагаем комплексные решения для последующей обработки, включая склеивание медицинского назначения, шелкографию и функциональные покрытия, такие как ESD или AR , для улучшения характеристик поверхности.
6. Почему точная лазерная резка акрила более рентабельна, чем фрезерование на станке с ЧПУ для прозрачных деталей?
Лазерная резка на 400% быстрее, чем фрезерование при обработке сложных контуров, и по своей сути обеспечивает гладкую поверхность кромки, тем самым устраняя необходимость в дорогостоящем 5-осном станке с ЧПУ и последующих затратах на ручную полировку.
7. Обеспечивает ли LS Manufacturing отслеживание материалов для важнейших OEM-проектов?
Мы строго придерживаемся системы управления качеством ISO 9001; Каждый заказ на партию сопровождается оригинальным отчетом об испытаниях материала (MTR) и отчетом о 100% проверке размеров, созданным с помощью 2D-оптической метрологии.
8. Можете ли вы обрабатывать как небольшие заказы на прототипы, так и массовое производство?
Да, мы не предъявляем строгих требований к минимальному объему заказа (MOQ). Our goal is to accelerate your R&D progress through rapid prototyping , while leveraging economies of scale to offer highly competitive factory-direct pricing for your mass production phases.
Краткое содержание
In precision manufacturing, superior прецизионная лазерная резка is more than just shaping materials. True precision comes from micron-level HAZ control, scientific stress-relief protocols, and DFM optimization. Whether for transparent optical parts or zero-clearance medical bases, LS Manufacturing transforms complex physical parameters into predictable commercial value. Partnering with a provider that masters materials science and cross-process integration is the only way to ensure on-time, in-spec, on-budget delivery.
Stop letting supplier-induced processing cracks or dimensional errors drag down your product's time-to-market. Твой precision laser cutting designs deserve a physical realization solution of laboratory-grade quality. Click the "Get a Quote" button below and upload your technical drawings today ; LS Manufacturing's application engineers will provide you with a complimentary DFM feasibility assessment, helping you secure the most competitive, direct-from-manufacturer solution within just 24 hours .
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


