
アクリルの精密レーザー切断サービス多くの場合、アクリルを切断するレーザーの強度に焦点を当てることから始まりますが、実際の大量生産では、微小な亀裂 (クレージング)、過剰な面取り、寸法のドリフトが発生し、歩留まりの大幅な変動を引き起こします。主な技術的問題は、プロセスがキャストまたは押出されたアクリルの物理的特性に適応していないことにあり、そのためパルスエネルギーを動的に調整する能力が制限され、その結果、非常に広い熱影響部 (HAZ) が発生します。
LS Manufacturing は、 15kW の高輝度ファイバー レーザーと、厚さ 20mm のアクリル シートの加工公差 ±0.05mm を保証するカスタマイズされたガス シールド方法を組み合わせて、この課題を解決しました。 LS Manufacturing は、DFM チェックから「オフライン組立」の効率化のための応力除去焼鈍まで、エンドツーエンドのカスタマイズされたサービスを提供します。次の技術的な説明では、当社のデジタル製造哲学が、精密なアクリル加工の物理的課題をどのように解決するかが明らかになるでしょう。

アクリルの精密レーザー切断: OEM クイックリファレンス
| 技術的パラメータ | 高品質のアクリル部品の実装 |
| 最適な厚さの範囲 | 当社のレーザーカットアクリルは、 0.5mm から 25mm までの正確なパラメータ制御を通じて製造されます。 |
| レーザーの種類と波長 | アクリルへの吸収が良いため、CO2レーザー(波長10.6μm )を使用。 効果的なレーザー切断性能。 |
| 熱と溶融の管理 | パワー、スピード、および補助ガス (空気)を制御して材料を蒸発させ、過剰な溶解や再鋳造を回避します。 |
| エッジの明瞭さと磨き | レーザー切断により、切断端が火炎研磨され、後仕上げ作業が不要になります。 |
| 当社のマテリアルハンドリング | 保護フィルムの貼り付けと特別な固定具により、レーザー切断中に表面に傷が付く可能性が排除されます。 |
| 結果: 光学グレードの仕上げ | 光学グレードのエッジと優れた光透過率で完璧にカットされたコンポーネントを作成し、光学レンズやディスプレイ画面に最適です。 |
| 結果: 寸法精度 | ±0.1mmの公差から逸脱しない精密な切断を保証し、スナップフィットやシールに重要な歪みがありません。 |
精度の問題を解決しますアクリル素材のレーザーカットOEM目的のため。当社の技術は溶けを防ぎ、きれいなエッジを保証し、寸法安定性を保ちます。高い光学的透明度と品質を備えた、見た目にも美しい部品が生成され、すぐに最終製品に組み立てることができます。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
アクリルのレーザーカット方法を説明する情報源は数多くありますが、なぜこの特定のガイドを選択する必要があるのでしょうか?私たちは単なる学者ではなく、研究室環境ではなくワークショップで日々働く専門家です。航空宇宙用ビューポートや医療用ハウジングユニットを製造する際には、誤差が許されない、アクリルの端に沿ったひび割れを回避したり、厳しい公差を満たすなどの問題に直面します。
プロセス全体は、実際のアプリケーションを通じた経験ベースの検証に基づいています。私たちのグループは常に次のような信頼できる情報源に依存しています。 NIST 材料データ素材や用途に関するデータを調べるときウィキペディア使用されるアプローチを形成するのに役立つ用語を定義します。何千もの製造部品に対して行われた当社の広範な研究と実験の結果、厚さとガスアシストを制御するための効率的な技術が考案され、推奨されています。
この経験から得られた現実世界の知識は、OEM プロジェクトに必要な推奨事項の作成に使用されています。目的は、コストのかかる間違いを回避し、設計の機会を最大限に活用し、最初の試行ですぐに成功できるように支援することです。
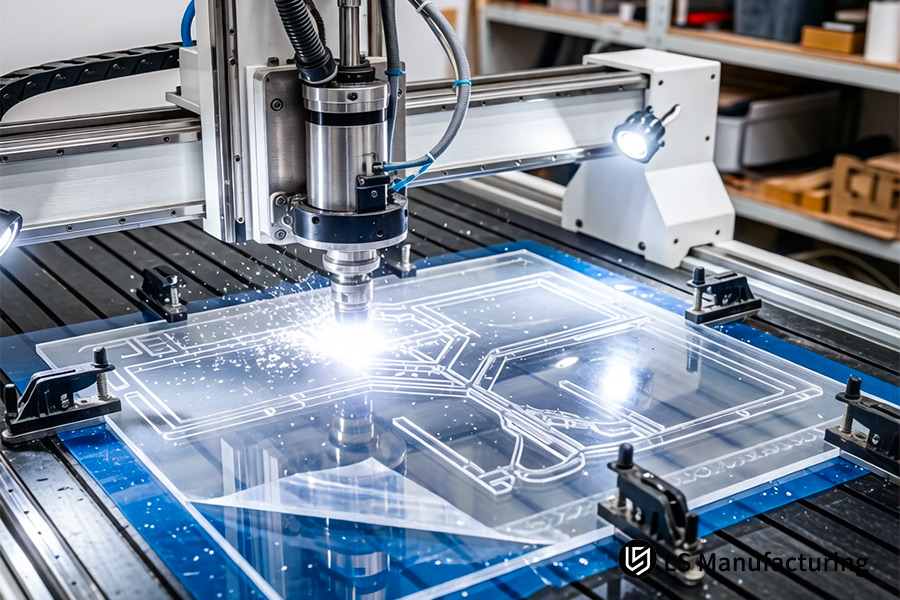
図 1: レーザー切断により、照明カバー用のカスタム アクリル形状をトリミングしながら、明るい火花が生成されます。
LS Manufacturing が 2026 年のアクリル精密レーザー切断サービスの第一の選択肢となるのはなぜですか?
昼夜を問わず継続的にミクロンスケールの精度でアクリル材料を製造することは、組み立ての効率と費用全般に影響を与える2026年の主要な課題の1つであることが判明しました。 LS Manufacturingが採用したテクノロジーに関しては、リアルタイムの閉ループ制御と統計計算を使用し、精度を継続的に実現しました。私たちの解決策は次のとおりです。
リアルタイム経路修正のための閉ループサーボ制御
当社のテクノロジーの中核は、サーボ モーターによって駆動される光軸であり、サブミクロンのエンコーダーがその位置に関するフィードバックを提供します。いつ精密アクリルレーザー切断、このデータは kHz 間隔で理論上の工具パスと比較されます。熱ドリフトや機械的磨耗により偏差が発生した場合、次のレーザーパルスの前にサーボ補正が直ちに開始されます。これにより、切断プロセスの完璧な精度が保証されます。これは、ロック機能を備えた複雑なレーザー切断アクリル部品を製造する場合に不可欠です。
SPC統合によるプロアクティブな欠陥防止
合否ベースでのコンポーネントの検査だけでは十分ではありませんが、 SPC の品質管理手順では各コンポーネントの寸法が考慮されます。カーフや穴の直径などの寸法は、管理図を使用して管理されます。管理限界からの逸脱は、その後のすべての生産が仕様限界内に確実に収まるように、予防保守の必要性を示します。正確な大量のレーザー切断コンポーネントを使用するには、予知メンテナンスが必要です。
複雑な形状の幾何学的安定性のための熱管理
熱の影響を受けやすいため、製造中にアクリル材料に局所的な応力がかかり、部品の切断時に変形が発生します。熱の影響を軽減するために、パルスレーザーが利用され、最適なデューティサイクルが使用されます。さらに、ワークピースの一定温度を確保する必要があります。したがって、正確な形状によって幾何学的安定性が得られます。 レーザーカットされたアクリルアセンブリ多層光ライトガイドなど、エラーゼロが可能です。
スケーラブルな生産における一貫性の確保
最後の課題は、品質を損なうことなくスケーラブルな生産を実現することです。この問題に取り組む当社の戦略には、マシンのパフォーマンスに関するすべての情報が SPC システムに中継される完全なデジタル スレッドの実装が含まれており、これにより反復プロセス モデルの作成が可能になります。この戦略により、工場内のどのマシンでも実証済みのジョブ構成の完全な複製を保証し、同一の結果を得ることができます。私たちの一貫性レーザーマイクロカッティングプロセス薄いアクリル膜の場合、数百万回繰り返した後でも非常に高い値になります。
この技術文書では、2026 年のベースラインを満たすためのシステム統合の必要性を強調しています。当社の評判は、結果をテストするのではなくプロセスを制御することを目的とした科学主導のアプローチに基づいています。この場合、私たちは、予測可能な歩留まりで大量のアクリルの精密レーザー切断サービスにおけるLS Manufacturing の専門知識を維持するという重要な問題を解決することを目指しています。

精密アクリルレーザー切断により、二次研磨を行わずに光学グレードのエッジの鮮明さをどのように達成できるのでしょうか?
光学グレードのアクリルに匹敵するエッジ品質を得るには、さらにコストがかかり予測不可能な処理ステップが必要になります。ここでの重要な課題は、最終エッジがカット自体によって研磨されるように、レーザーと材料の相互作用を制御することです。これはまさにLSマニュファクチャリングのものですアクリルレーザー切断システムそうです。このプロセスの背後にあるテクノロジーについては以下で説明します。
その場研磨のための高精度レーザーパラメータ制御
- パルス幅とピークパワーの変調:これは、蒸発せずに完全な溶融層を形成するために材料への十分なエネルギー伝達を確保するために必要です。そうしないと、エッジの形状が不規則になります。
- 動的焦点位置決め:表面張力による溶融プラスチック層のリフローを開始するために必要なエネルギー伝達を提供するために、材料の厚さに応じた最適なレーザー焦点位置が選択されます。
- 解決策:上記のプロセスは当社のバックボーンです。高品質のアクリルカットサービスその結果、カッターから取り出してすぐに光学的に透明な、すぐに使用できるコンポーネントが得られます。
材料の反応を最適化して一貫した仕上がりを実現
- 熱応力の軽減:酸化による焦げを防止し、基板を冷却して熱歪みを最小限に抑えるために、切断面に独自の混合ガスが使用されます。
- 材料固有のキャリブレーション:アクリルの各形状 (キャスト、押し出しなど) とその色は、 10.6 μm の波長での異なる吸収特性に基づいて最適化されます。
- 解決策:その結果、アクリル シートの各バッチで一貫したエッジ品質が実現され、ディスプレイや照明ユニットでの使用に適したレーザー仕上げのアクリル コンポーネントの製造が可能になります。
直接測定による品質の検証
- インラインモニタリング:同軸イメージングシステムによる透明度と曇り度のインライン定性検査。
- 定量的検証: Ra 値が0.8 μm 未満という厳しい基準を満たしていることを確認するために、接触式粗さ計を使用した後処理表面粗さ測定。
- 解決策:経験的な検証により、これが確実に行われます。 レーザーカット技術いかなる仮定も必要とせずに、高い光学規格に確実に準拠しています。
プロセスの安定性と再現性の確保
- クローズドループパワー制御:レーザー光源の出力パワーは常に監視され、光源からの偏差を補償するためにリアルタイムで制御されます。
- 統合パラメータ ライブラリ:さまざまな材料や形状で最良の結果を達成するために必要なすべてのパラメータを含むライブラリは、あらゆる製造施設でのジョブの正確な再現を容易にするために作成されます。
- 解決策:説明した制御システムは、安定性と再現性を保証します。光学グレードのレーザー切断予測可能な研磨エッジ仕上げが得られます。
このペーパーでは、エッジ仕上げの割り当てを完了するためのパラメータ固有のエンジニアリング手順について説明します。私たちの権威は、単に切断を実行するのではなく、プロセスに関与する溶融相の物理を制御できるという事実から来ています。独自のプロセスにより、精密なアクリルレーザー切断を通じて光学的透明度認証の問題を解決でき、このプロセスはコスト効率が高く、研磨のボトルネックがないためお客様にとって便利です。
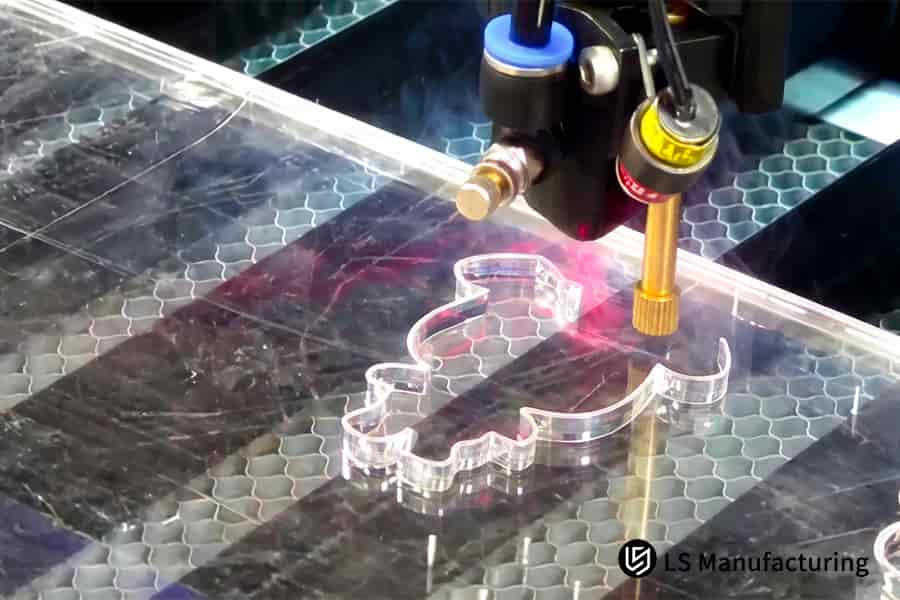
図 2: レーザー切断により、建築看板コンポーネント用の厚いアクリルの複雑な内部フィーチャーを製造します。
OEM エンジニアが複雑な多軸形状の OEM アクリル レーザー切断を優先する必要があるのはなぜですか?
従来のアプローチは、複雑な 3 次元部品や多孔性のコンポーネントを OEM 設計者向けに製造する場合に問題が生じます。ここでの問題は、このような複雑な形状を扱うときに寸法精度をどのように維持するかです。このレポートでは、多軸ジオメトリと複雑なアクリルレーザー切断上記の問題に特に対処するアプローチ。弊社が提供するソリューションは以下の通りです。
| チャレンジ | 当社の技術介入 | 定量化された結果 |
| 3D輪郭寸法誤差 | 5 軸に沿った同時移動により、プロセス全体を通じてビームの垂直性と焦点距離が維持されます。 | 複雑な位置決め公差精度±0.05mmを実現3D輪郭レーザー切断操作。 |
| 薄いウェブの熱による反り | 速度と電力の管理と最適な軌道の選択により、熱を均一に分散させることができます。 | デリケートなコンポーネントの反り誤差を70%以上制限します。 |
| 鋭いコーナーでの特徴の歪み | 高度に洗練されたソフトウェア アルゴリズムにより、コーナーを滑らかにし、鋭いエッジでのレーザーの速度を低減します。 | 角が焼けるリスクが85%減少します。 |
| 曲線上の穴の真の位置を確保 | コンピュータ支援による設計軌道の最適化により、穴の軸が表面ベクトルに対して直交することが保証されます。 | 穴の同心度はそのまま維持されます。これは、多軸レーザー切断。 |
効果的であると結論付けることができます OEMアクリルレーザー切断同期した動き、適応温度制御、スマートな経路計画の組み合わせが含まれます。当社のLS マニュファクチャリング ソリューションは、OEM プロジェクト向けのアクリル レーザー切断における応力関連の反りを軽減し、幾何学的精度を達成することに関連する特有の課題に対処するように調整されています。この技術的な厳密さは、高度なコンポーネントを設計するための強固な基盤として機能します。
カスタムアクリルレーザー切断サービスで医療グレードの部品の応力亀裂を軽減できるのはなぜですか?
化学滅菌剤の存在下での医療グレードのアクリルの応力亀裂 (またはひび割れ) は、医療機器の性能と安全性の両方を脅かす可能性がある大きな懸念事項であるため、当社のソリューションによってもたらされる主な利点は、カスタムのアクリルレーザー切断サービスの一環として発生する応力を効果的に除去する、構造化された後処理アプローチです。内容は以下のとおりです。
初期応力を最小限に抑えるために最適化されたレーザーパラメータセット
レーザー切断は、熱影響部 (HAZ)を制限するように調整されたパラメータで開始されます。窒素アシストガスの流れを正確に制御しながら、高速で低出力密度のパルスを利用することで、応力ロックを発生させる熱衝撃と急速冷却を制限します。その結果、後処理が行われる前にエッジの残留応力が低下する傾向があり、弾力性のある精密レーザーカットアクリル部品を製造するための基盤が確立されます。
精密に制御されたランプアニーリングサイクル
後処理は、コンピューター化された炉内で実行される一連のアニーリングプロセスから始まります。アクリルのガラス転移温度をわずかに下回るまで温度を上げます。ポリマー鎖自体が安定するのに十分な期間、このレベルに留まります。最終的には1 時間あたり最大 10 度ずつ下がります。加工時の要件であるバルク応力緩和で熱応力を緩和するため、徐冷は不可欠です。 医療機器のレーザー切断。
化学物質暴露試験による厳格な検証
推定ではなくテストが品質管理の方法です。アニーリング後、サンプルは70 パーセントの IPA に 24 時間浸漬または拭き取られます。このような溶媒は害を及ぼす可能性が高いため、最も頻繁に使用される溶液です。次に、各サンプルは光学顕微鏡で精査されます。このテスト中に微小亀裂が発生しなかったことは、熱応力が首尾よく軽減され、複雑な用途に適用できることを証明しています。マイクロ流体アクリルレーザー切断そして診断。
この提案では、応力亀裂の問題を確実に解決する閉ループ工学設計プロセスをどのように作成できるかについて説明します。当社の信頼性は、応力の導入を最小限に抑えるための最適化されたパラメータから正確な熱応力除去、化学的検証プロセスに至るまで、プロセスチェーン全体を制御できる当社の能力によって示されています。これは、医療グレードの耐薬品性を提供するという問題の解決に役立ちます。アクリル部品のレーザー切断これらは通常この問題が発生しやすいため、当社のカスタムアクリルレーザー切断サービスとなります。
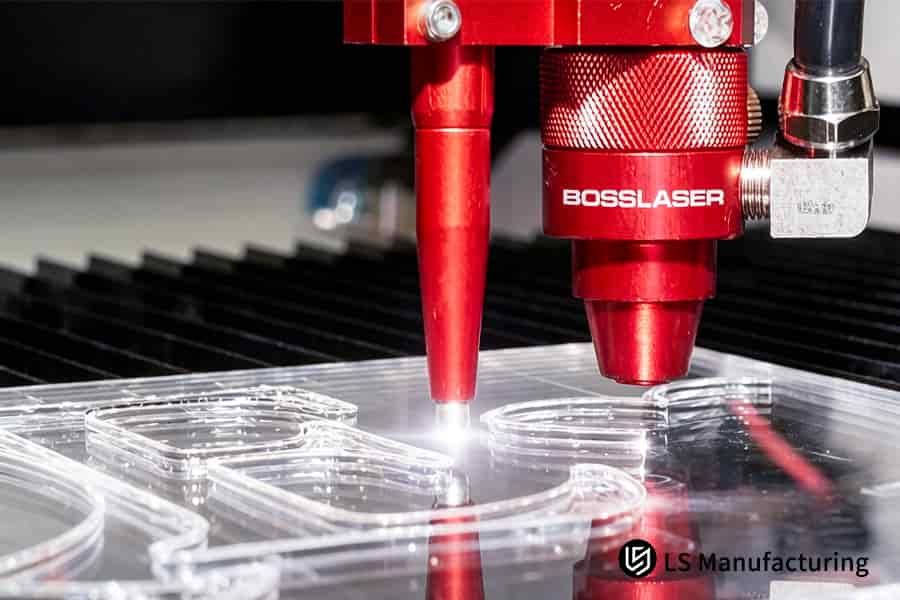
図 3: レーザー切断により、透明ディスプレイ筐体のアクリル パネルに細かいエッジ仕上げが施されます。
アクリル厚さのレーザー切断は、厚さ 25 mm のプレートのテーパーの課題にどのように対処しますか?
厚さ20mmを超えるアクリル部品に89.5°の鋭いテーパーエッジを形成することは、レーザービームの発散という自然な性質により困難な作業です。この問題により、表面接触が非常に困難になり、部品の仕上げコストが増加します。当社のソリューションは、レーザービームのリアルタイムの動的操作と制御を採用し、 0.5°のテーパーを確実に形成します。アクリル厚さのレーザー切断。私たちのソリューションには以下が含まれます:
均一なエネルギー供給のための動的焦点距離調整
- 補償光学システム:切断中にレーザービームの焦点面を変更できる集束レンズシステムを利用します。
- 発散の補正:材料の厚さ内のすべてのビーム ウエスト領域にわたって直径が一定に保たれるようにします。
- 解決策:切断全体にわたって一定のエネルギー密度を実現します。これは、切断における適切なテーパー制御に不可欠です。厚アクリルレーザーカット。
変調された電力および速度プロファイル
- パワーカーブプログラミング:レーザーパワーはローカット領域で意図的に増加し、ビーム内でエネルギーが確実に補償されます。
- 最適化された送り速度:レーザーの速度は、下部領域のすべての材料が除去され、上部領域が過熱しないように調整されます。
- 解決策:このバランスのとれたアプローチにより、特徴的な「V」字型が防止され、厚手のアクリルパネルの側壁がより真っ直ぐになります。
高圧アシストガスの最適化
- 特殊なノズル設計:これは、切断面に向かって窒素の急速な層流を引き起こす独自のノズル設計によって実現されます。
- 効率的な溶融排出:アシストガスを使用して溶融アクリル材料をカットカーフから除去することで、側面に溶融アクリルが堆積する可能性が大幅に最小限に抑えられます。
- 解決策:これは、簡単に組み立てることができるきちんとした鋭いエッジが得られることを意味します。これは、アクリルの精密レーザー切断サービスにおける重要な要素の 1 つです。
この文書では、テーパの根本的な問題の解決に関わるビームとプロセスの制御に焦点を当てています。動的焦点調整、パラメータ変調、最適なガスダイナミクスという当社独自のソリューションにより、信頼性の高いローテーパーレーザー切断ヘビーゲージアクリル製。この技術ソリューションは、当社のアクリル厚レーザー切断のバックボーンを形成し、二次加工を最小限に抑えて大幅なコスト削減を実現します。
高品質のアクリル切断サービスは、10,000 個のユニットにわたってミクロンレベルの一貫性を維持できますか?
材料の厚さの変化や熱によるドリフトにより寸法の不一致が生じるため、大量の部品のバッチでミクロンレベルの一貫性を実現できるかどうかは重要な考慮事項です。このトレードオフは、使用する場合に特に重要です。 自動レーザー切断システム。この文書では、 10,000個の材料で0.03 mm 未満のフィーチャ サイズを実現する、高品質のアクリル切断サービスのために統合されたシステムについて説明します。次の表に、関連する主要な制御を示します。
| チャレンジ | 当社の技術介入 | 定量化された結果 |
| 材料厚さのばらつき (±0.1mm) | インラインレーザー測定器でシートを1枚ずつ測定し、カッティングレーザーの焦点位置を自動調整します。 | 材料のばらつきの影響をキャンセルし、カーフ形成と切断エッジの均一性を保証します。大量のレーザー切断。 |
| 熱によるプロセスドリフト | 内部の熱センサーは周囲温度を常に監視し、レーザー出力と供給速度を自動的に調整します。 | 切削エネルギーの安定性を維持し、長期にわたる量産安定性に直接貢献します。 |
| 時間の経過に伴う工具摩耗の影響 | 以前のパフォーマンスに基づく予測アルゴリズムにより、メンテナンスが自動的に開始され、製品品質の進行性の低下が回避されます。 | プロセスの初期精度を維持し、全工程で生産されるすべての製品の一貫性を保証します。生産レーザー切断走る。 |
| リアルタイムの統計的検証 | 重要な寸法の100%インライン寸法チェックにより、 SPC 管理図に表示されるリアルタイム情報が生成されます。 | CPK の安定性が少なくとも1.67であることを保証し、プロセスの安定性とすべての部品の適合性の統計的証拠を提供します。 |
この分析は、プロセスパラメータのフィードバック制御を実装することにより、正確な量産一貫性が保証されることを証明しています。当社は、精密アクリルレーザー切断における公差累積の問題を解決し、最初のユニットと10,000 台目のユニットの両方が同等であることを保証します。これにより、中断のない組み立てに必要な CPK の安定性が保証されます。これが真の意味です。 高精度レーザー切断サービス手段。当社の統合制御により、大量生産においてミクロンレベルの一貫性が保証されます。実現可能性の分析と見積もりのために、最も要求の厳しいアクリル部品の図面をお送りください。

図 4: レーザー切断により、電子デバイスのジグ用に透明なアクリルに正確なインターロック スロットが作成されます。
カスタム金属スタンピング サービスの統合がアクリルと金属のハイブリッド アセンブリに重要なのはなぜですか?
アクリル部品と金属部品の熱膨張係数が異なるため、このような材料で作られたハイブリッドアセンブリは位置合わせが必要です。当社のサービス統合の主な利点は、精密金属スタンピングプロセスをさらなるアクリル加工の基礎として活用することで、インターフェースの問題を排除し、製造プロセス全体を統合できることです。私たちが利用するアプローチの概要は次のとおりです。
精密金属スタンピングによるマスターデータの確立
カスタム金属スタンピング サービスでは、寸法の安定性が向上するため、最初に金属コンポーネントを製造します。次に、このスタンプされたコンポーネントの測定が CMM を介して行われ、同じデジタル ツインが開発されます。理論上の CAD モデルではなく、この 3D モデルは、 精密レーザーカットされたアクリルパーツ次に、製造された金属コンポーネントに基づいて部品を位置合わせします。
二次的なデータム参照アクリル機械加工
測定された金属部品は、特別に設計された治具に挿入されます。ビジョン システムはその特徴を測定し、部品自体を使用して機械座標系を作成します。次に、アクリル部品を現実世界の基準に基づいてカットします。 補正レーザー切断エラーが発生した場合の処理。これにより、アクリルの形状が現実世界の金属パーツと確実に一致します。
熱膨張の不一致に対するプロアクティブな補償
アセンブリの望ましい温度範囲内での材料の膨張差 (たとえば、アルミニウムとアクリル) が決定され、アクリル片のカットに組み込まれます。次に、アセンブリ温度での金属部品の寸法に完全に一致するように膨張差を考慮してアクリル片が切断され、ハイブリッド アセンブリの応力の根本原因に効果的に対処します。
この文書では、根本原因に対処することで組立公差の積み重ねに対処する統合製造技術について説明します。当社の技術的専門知識は、スタンプされたコンポーネントをマスターデータとして利用し、材料間の差異を考慮することにあります。これ統合されたレーザー切断スタンピングにより、適切に連携するコンポーネントが得られるため、取り付けの困難な問題が解消されます。最初から品質を構築し、製造プロセスに適合させることで、サプライチェーンの真の最適化を実現します。
OEM プロジェクトのアクリル レーザー切断で材料のネスティングを最適化し、製造コストを削減するにはどうすればよいですか?
B2B 製造では、使用可能な材料の量によって単価が決まります。B2B 製造では、高価なシートに部品を入れ子にして非効率的に使用すると、大幅な無駄が生じます。成功の鍵は、カットの精度と品質を損なうことなく、各シートの効率を最大限に活用することです。この解決策には、プロセス パラメーターと組み合わせたネスト アルゴリズムが含まれます。ここでは私たちの技術的アプローチを紹介します。
アルゴリズム駆動の高密度ネスティング
- AI パターンの最適化:カスタム ソフトウェアは部品の形状を評価し、高度なアルゴリズムを利用して部品を配置し、最も効率的なパターンを取得するために部品を自動的に回転および反転します。
- カーフ補正の削減:このシステムは、切断間の距離をできるだけ安全に最小化し、 2mm から 0.8mm に下げるために、切断パターンを動的に調整するように設計されています。
- ソリューション:これにより、材料の利用率が直接向上します。これは、当社の製品を通じて提供される重要な成果物の 1 つです。 カスタムアクリルレーザー切断サービス、シートあたりの部品数を増やすことによって。
プロセスを意識した制約の統合
- 熱管理ルール:このネスティング アルゴリズムには、熱放出のための十分なスペースを確保することで部品が反らないようにするための熱モデルが含まれています。
- 機械的安定性フィルター:このアルゴリズムは、最小のウェブの厚さとタブの位置を維持するため、小さな部品が途中で壊れたりずれたりすることはありません。高効率レーザー切断。
- 解決策:これにより、最大化されたネストが確実に製造可能なネストとなり、生産中の収量の損失が防止されます。
混合ボリュームの動的なレムナント管理
- 残存データベース:このデータベースには、以前の操作で残されたシート片に関するすべての情報が保存され、正確な寸法と位置が含まれます。
- 自動マッチング:新しい OEMレーザー切断プロジェクトの場合、ソフトウェアは新しいシート全体を割り当てる前に、まず利用可能な残りの部分を調べます。
- 解決策:この戦略の導入により、生産プロセスにおける原材料の利用効率がさらに向上します。これはコスト削減に不可欠です。
検証された結果: 好例
- プロジェクトの範囲: 3000 個のディスプレイ ベゼルのバッチを処理する際、標準の4'x8' シートを使用した初期ネスティングでは78% の効率が得られました。
- 当社の介入:制約付きアルゴリズムの採用により、部品間のギャップに必要な調整が必要となり、部品密度が向上しました。
- 定量化可能な結果:最終的に、最終的な材料使用率を91%まで高めることができ、その結果、お客様の単価が約15%削減されました。
この文書では、材料の最適化に対するデータ駆動型のエンジニアリング アプローチの概要を説明します。当社の専門知識アクリルレーザーカットOEM プロジェクトの場合は、高密度で実稼働可能なネストによって実証されます。私たちは、固有の材料の無駄の問題を解決し、節約された平方インチをクライアントの直接的なコスト削減に変えます。この技術力は、大規模な精密レーザー切断に不可欠であり、大量生産において明確な競争上の優位性を確立します。
LS Manufacturing の医療グレードの体外診断装置ウィンドウ: 精密アクリルレーザー切断 — カスタム ソリューション
この技術的なケーススタディLS Manufacturing が医療グレードのコンポーネント製造における重大な失敗をどのように解決したかを詳しく説明します。世界的な IVD リーダーは、従来の精密アクリル レーザー切断によるエッジ品質の悪さが原因で、厚さ 15 mm の光学窓で持続的な漏れに直面しました。当社のエンジニアリング ソリューションは、材料科学と高度な熱管理を組み合わせて、極めて高い信頼性基準を満たしています。
クライアントの課題
クライアントは、診断装置用に、垂直に近いエッジを持つ厚さ15 mm の光学グレードのアクリル窓を必要としていました。既存のサプライヤーのプロセスでは、目に見えるエッジのテーパー (約1.2° ) と微小な亀裂が生じ、 1,000 サイクルのオートクレーブ試験中に液体の漏れが発生しました。その結果、ファーストパスアセンブリの歩留まりはわずか65%という許容範囲外となり、臨床検証のスケジュールが危うくなり、部品の品質が一貫していないためプロジェクトが失敗する危険がありました。
LS製造ソリューション
私たちの医療グレードのレーザー切断プロセスは DFM のレビューから始まり、優れた耐薬品性を実現する高度に架橋されたキャストアクリルに切り替えました。当社は、高圧窒素によるマイクロ秒パルスを使用して、熱影響部 (HAZ) を50µm以下に保つ独自のコールドパルス レーザー切断技術を実装しました。中心となる革新は、1 時間あたり8°Cの制御された冷却速度による6 時間の多段階焼鈍サイクルであり、新たな歪みを誘発することなく完全な応力除去を保証します。
結果と価値
最終部品は、Ra 0.4μmの表面粗さとわずか0.3°の一貫したテーパーを備えた光学エッジを達成しました。ファーストパスアセンブリの歩留まりは99.7%まで上昇し、クライアントは予定より3 週間早く臨床検証を完了することができました。二次研磨をすべて省略することで、クライアントの単価を125 ドル削減しました。これ安定性の高いレーザー切断と仕上げソリューションにより、当社は 3 年間戦略的サプライヤーとしての地位を確保しました。
この事例は、一か八かの製造上の課題を解決するには、機械加工だけではなく、深いプロセス統合が必要であることを示しています。材質選定からチェーン全体をコントロールすることで信頼性をお届けしました。コールドパルスレーザー切断精密焼鈍まで。重要なアプリケーション向けの精密アクリルレーザー切断における LS Manufacturing の専門知識は、潜在的な故障を保証されたパフォーマンスに変換し、規制された高価値産業に決定的な優位性を提供します。
光学的な透明性や滅菌の完全性に関して同様の課題に直面していますか?保証された製造ソリューションについては、当社のエンジニアリング チームに仕様を送信してください。

よくある質問
1. 精密アクリルレーザー切断サービスに地元の印刷所ではなく LS Manufacturing を選ぶ理由は何ですか?
当社は±0.05mmの工業グレードの精度を提供するだけでなく、事前のDFMレビューと医療グレードのアニーリング処理も提供し、部品が単に見た目に魅力的であるだけでなく、厳格な機能アセンブリ要件も満たしていることを保証します。
2. LS Manufacturing が高品質のアクリル切断サービスで切断できる最大の厚さはどれくらいですか?
15kWの高輝度レーザークラスターを活用することで、ISO 9013規格に準拠した切断面の直角度を維持しながら、厚さ50mmまでのキャストアクリル部品を確実に納品することができます。
3. カスタムアクリルレーザー切断サービスでのひび割れや応力亀裂をどのように防ぐのですか?
当社では、加工中の入熱を制御し、ISO 認定のアニーリング手順を実施して内部応力を緩和することでこれらの問題を防止し、溶剤や高圧環境にさらされたときに部品に亀裂が発生しないようにしています。
4. OEM プロジェクトのアクリル レーザー切断注文の見積もりはどのくらい早く受け取ることができますか?
下のボタンをクリックするだけで STEP ファイルをアップロードできます。当社のエンジニアリングチームが正式な情報を提供します。技術見積書—DFM コスト最適化の推奨事項を含む — 12 ~ 24 時間以内。
5. LS Manufacturing では、帯電防止や反射防止コーティングなどの表面処理を提供できますか?
はい。当社は、表面性能を向上させるための医療グレードの接着、シルク スクリーン印刷、 ESD や ARなどの機能性コーティングなどの包括的な後処理ソリューションを提供しています。
6. 透明パーツの場合、CNC フライス加工よりも精密アクリルレーザー切断の方がコスト効率が高いのはなぜですか?
レーザー切断複雑な輪郭を加工する場合、フライス加工よりも400%速く、本質的に滑らかなエッジ仕上げが得られるため、高価な 5 軸 CNC 加工時間とその後の手動研磨コストが不要になります。
7. LS Manufacturing は、重要な OEM プロジェクトに材料のトレーサビリティを提供しますか?
当社は ISO 9001 品質管理システムを厳格に遵守しています。すべてのバッチ注文には、オリジナルの材料試験レポート (MTR) と 2D 光学計測によって生成された100%寸法検査レポートが付属します。
8. 少量の試作注文と大量生産の両方に対応できますか?
はい、厳格な最小注文数量 (MOQ) 要件は課しません。 Our goal is to accelerate your R&D progress through rapid prototyping , while leveraging economies of scale to offer highly competitive factory-direct pricing for your mass production phases.
まとめ
In precision manufacturing, superior精密レーザー切断is more than just shaping materials. True precision comes from micron-level HAZ control, scientific stress-relief protocols, and DFM optimization. Whether for transparent optical parts or zero-clearance medical bases, LS Manufacturing transforms complex physical parameters into predictable commercial value. Partnering with a provider that masters materials science and cross-process integration is the only way to ensure on-time, in-spec, on-budget delivery.
Stop letting supplier-induced processing cracks or dimensional errors drag down your product's time-to-market.あなたのprecision laser cutting designs deserve a physical realization solution of laboratory-grade quality. Click the "Get a Quote" button below and upload your technical drawings today ; LS Manufacturing's application engineers will provide you with a complimentary DFM feasibility assessment, helping you secure the most competitive, direct-from-manufacturer solution within just 24 hours .
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


