
Metal welding service still plays a very important role in the manufacturing field of precision. Welding thin metal parts (with the thickness of the wall <1.5mm) resembles a tricky business in metal welding services where engineers are continually confronted by issues such as heat deformation, overheating, and intergranular corrosion, resulting in very high rates of scrapping.
Conventional welding techniques are unable to achieve the satisfactory combination of heat input and structural strength and the majority of suppliers are not familiar with multi-physics stress control, so that it is usually the case that the products delivered do not pass airtight or tensile tests.
In contrast to our last talk about "what is the best method of plastic welding", here we will concentrate deeply on metals, sharing how precision process selection, customized fixture design, and LS Manufacturing's exclusive parameter optimization solutions pave the way for successful thin walled designs. The sections to follow will explain the key points for high-quality OEM metal welding service, going from technical issues to real examples.

Quick Overview Of Core Answers For Thin-Wall Metal Welding Service
| Core Problems | Key Solutions | Core Data Support | Core Customer Benefits |
| Heat Input Control Challenges | Real-time Pulse Control Technology | Heat Input Accuracy Error ≤3% | No Part Twist, Allowing for Assembly Tolerances |
| Part Physical Deformation | Conformal Heat Dissipation Fixture + Cooling Channel | No Wavy Deformation in 0.5mm Thin Plates | Reduced Leveling Processes, Lower Costs |
| Cracking at Dissimilar Metal Connections | Transition Layer Material + Beam Oscillation Trajectory | 30% Increase in Joint Fatigue Life | Reduced Risk of Quality Claims |
| High Mass Production Costs | DFM Design Optimization + Cycle Time Optimization | 20% Shorter Welding Cycle Time | 15% Lower Cost per Part |
This article is about the main problems related to thin wall metal welding. It also points out how the technical solutions, tooling design, quality inspection, and practical cases aspects of metal welding service of LS Manufacturing can help customers solve thin wall welding problems, reduce their expenses, and increase their product qualification rates.
How Does LS Manufacturing's Metal Welding Service Weld Thin-Walled Parts?
The most significant issue while welding thin walled metal parts is the compromise between heat input and metal strength which happens to be the main concern in metal welding services as well. LS Manufacturing is a leading company in precision metal welding services, using the latest technology to address the problems of thin walled welding.
For 0.1-1.5mm stainless steel and titanium alloy parts, we rely on a "process adaptation + tooling customization + parameter closed-loop" solution. The main data represents: heat input accuracy error 3%, ultra-thin part pass rate 99%, and the weld strength of dissimilar metals reaching 95% of the base material.
Our metal welding is based on the AWS D17.1 standard. For an aerospace duct project, we decreased the scrap rate from 35% to 0.5% by laser pulse modulation and customized fixtures, resulting in the client saving more than $200,000 each year.
We combine laser welding or optimized micro-pulse TIG welding based on the part material and wall thickness in a very flexible way. We set up a real-time monitoring system to regulate molten pool temperature and welding speed and by complying with ISO 9001 standards, we guarantee weld consistency.
Our metal welding service not only solves the problem of "being able to weld," but also addresses the core needs of "high-quality, stable, and low-cost welding." If you are troubled by the high scrap rate of thin walled welding, contact our engineers for a free technical feasibility assessment and a quick solution.

Why Is Heat Input Control Strict In Precision Metal Welding Service For Thin Parts?
When metal welding services engage in welding thin walled parts like aerospace conduits and medical sensor housings, they have to exercise an extremely precise control over the amount of heat they generate. Because such parts have very low heat capacities, even a characteristic variation of heat input can cause deformation, burn-through and intergranular corrosion, making the welding thin walled part a scrap item.
Effect of Heat Input on the Microstructure of Thin Walled Parts
The heat-affected zone (HAZ) plays an important role. Overly high heat input will cause the HAZ to become larger, resulting in the formation of coarse grains and material toughness being lowered, on the other hand, too low heat input will lead to incomplete penetration, the strength of the joint being the most affected. Even minimal errors can change performance and lifespan of the parts.
Comparison of Heat Input Differences Between Different Welding Processes
| Welding Process | Energy Density (W/cm²) | Heat Input Error Range | Thin Wall Part Compatibility | Dimensional Tolerance Rate |
| Traditional TIG Welding | 1000-3000 | ±8% | Poor | 12-18% |
| Ordinary Laser Welding | 10000-30000 | ±5% | Good | 4-8% |
| LS Manufacturing Optimized Laser Welding | 15000-35000 | ±3% | Excellent | ≤1% |
| Micro-Pulse TIG Welding | 2000-5000 | ±4% | Good | 3-6% |
LS Manufacturing, through real-time pulse control technology, controls the heat input accuracy error within 3%, effectively controlling the HAZ range, avoiding part distortion, and reserving precision assembly tolerances. For information on part compatibility processes, please download the Thin Wall Metal Welding Process Selection White Paper.

Figure 1: Welder working on thin metal part with sparks.
How To Suppress Deformation With Custom Fixtures In Thin Wall Metal Welding?
Thin wall metal welding deformation can be solved by using a right combination of optimized parameters and hands-on tooling. Good tooling offers an excellent constraint and uniform heat dissipation which is a major factor for preventing the wavy deformation. This principle of custom thin wall welding is the core advantage of it.
LS Manufacturing Exclusive Conformal Heat Dissipation Fixture Technology
Based on the shape and material of the part, the engineers at our company develop conformal heat dissipation fixtures with embedded cooling channels.
This will make it possible to dissipate heat quickly during welding, closeness to part to avoid the development of uneven stress, and also changes to the complex shaped thin walled parts are possible.
Standard for Clamping Force Setting for Thin Walled Parts
When it comes to thin walled parts of different thickness, it is very important to set properly the clamping force. We have made a summary of the calculation standards that are clear.
For example, when welding 0.5mm stainless steel sheets:
- The clamping force per centimeter should be set at 8-12N to make sure there is no gap between the two pieces,
- The distance between clamping points should be kept at 20-30mm so that the local pressure does not go up to the level capable to cause the part to get damaged.
- A flexible clamping head must be utilized for reducing scratches on the part surface while maintaining clamping stability.
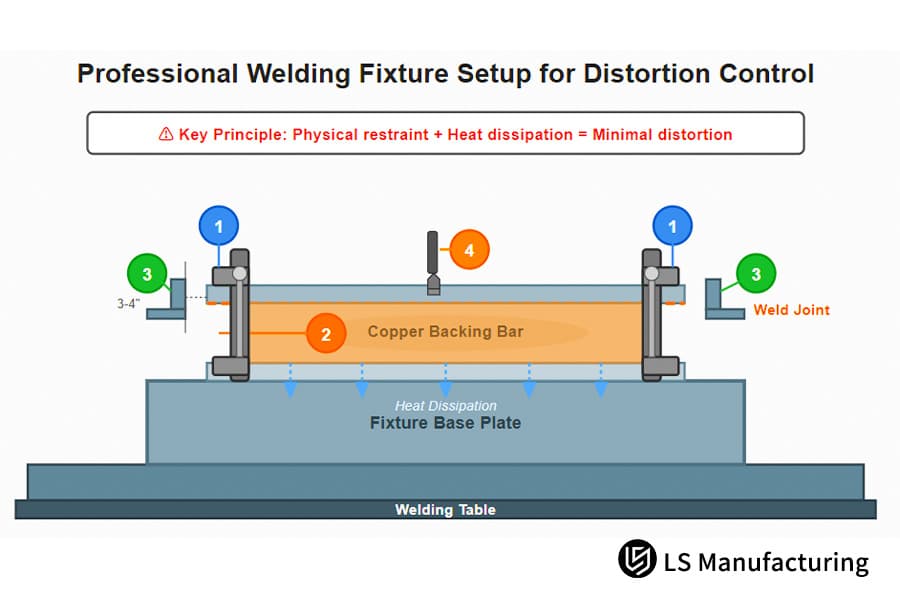
Figure 2: Fixture setup for thin wall metal welding.
How Does Thin Wall Welding Service Handle Thermal Expansion Mismatch In Dissimilar Metals?
In thin wall welding service, crack development from welding has been a major concern especially when dissimilar metals like aluminum alloys and stainless steel were involved. This issue primarily arises because the linear expansion coefficients of these metals greatly differ from one another. For most suppliers engaged in the metal welding for thin parts, this issue represents a major technical challenge.
Optimization of Transition Layer Material and Beam Oscillation Trajectory
We address the disparities in metal characteristics by changing the material of the transition layer and, at the same time, we use Wobble Technology's beam oscillation trajectory to grant the molten pool fluidity, increase joint toughness and resolve the issue arising from thermal expansion mismatch.
Recommended Welding Parameters for Aerospace-Grade Thin Walled Parts
| Dissimilar Metal Combinations | Scanning Speed (mm/s) | Pulse Energy (J) | Transition Layer Material | Joint Fatigue Life (cycles) |
| Aluminum Alloy + Stainless Steel | 18-22 | 1.2-1.5 | ERNiCrMo-3 | ≥10⁶ |
| Titanium Alloy + Copper | 15-18 | 0.9-1.1 | TiCu Alloy | ≥8×10⁵ |
| Stainless Steel + Copper | 20-25 | 1.0-1.3 | ERCuNi | ≥9×10⁵ |
How To Reduce Your Production Costs Through DFM Audit When Choosing An OEM Metal Welding Service Supplier?
DFM audits are one of the major initiatives to cut the cost while OEM metal welding service supplier selection to choose a proper partner. A lot of customers actually have very slow welding cycles and high scrap rates due to the unreasonable initial design. So, professional DFM only could help these problems to be fundamentally avoided.
Typical Design Error in Thin Wall Welding
Three typical design errors that have a direct impact on mass production costs are as follows:
- Too wide a lap gap (more than 0.1mm) results in more weld deposit volume, longer welding time, and more risk of deformation.
- No heat dissipation channels at the edges causes heat accumulation whilst welding, which needs further leveling operations and thus increasing labor costs.
- Improper joint design, like complicated lap structures, lead to higher weld and cycle times thus lower production efficiency.
The Essence of DFM Optimization
LS Manufacturing engineers offer free DFM optimization reports during the inquiry, resulting in a simulation of welding sequence optimization capable of achieving a 20% reduction in welding cycle time, a scrap rate of 1%, and a 10-15% cost saving in parts without functional changes to the parts.
Has The Precision Penetration Testing Standard For Aviation Grade Thin Wall Welding Met Your Industry Admission Requirements?
Aerospace-grade and medical-grade thin wall welding require extremely precise weld penetration testing. This is a major factor that we consider when evaluating the strength of our precision metal welding service. Thorough and accurate testing not only guarantees the strength of the weld but also facilitates client compliance with industry audits.
LS Manufacturing Core Quality Control Testing Process
We have developed a thorough quality control system comprising a combination of testing approaches to verify weld penetration with high accuracy:
- Metallographic microscopy weld penetration measurement: To an unparalleled accuracy of 0.01mm, this method reveals in great detail the microstructure of the weld and is used to confirm that the level of weld penetration aligns with design specifications.
- Helium mass spectrometry leak detection: Leakage rate is maintained at 110Pam/s, satisfying the very stringent airtightness requirements of the aerospace and medical sectors.
- X-ray non-destructive testing: Identifies internal weld imperfections such as lack of fusion and porosity that could represent hidden quality issues.
International Standards Compliance
Our testing procedure is carried out in strict accordance with the AWS D17.1 standard, which guarantees the traceability of data and the availability of third-party testing certificates. Our precision metal welding service is capable of meeting completely aerospace and medical-grade access requirements.

Figure 3: Cross-section of aviation grade welded joint.
How To Balance Strength And Lightweight Requirements In Precision Metal Welding?
Customers who opt for precision metal welding services typically have to find a balance between lightweighting and the structural strength of the thin walled parts. They have to skillfully adjust the thickness of the wall to decrease the weight while at the same time making sure that the weld strength will be sufficient for the usage conditions. This most certainly is the main problem of welding thin walled part and thin wall metal welding in general.
Weld Parameter Optimization Techniques
We make the strength better without making the walls thicker by making weld reinforcement (0.2-0.5mm) and weld pattern spacing the main elements of our optimization, thereby getting rid of stress concentration and meeting the requirements of lightweighting and performance.
Application Effects of Laser Pulse Modulation
Through the use of specific frequency laser pulse modulation technology, LS Manufacturing is capable of producing a synergistic combination of strength and lightweighting. When internally tested, It has been found that the strength of the weld in tension is able to reach more than 95% of that of the base metal and the weight of the part is not increased, which corresponds to the requirements of the US high-end market.
If your parts require a balance between strength and lightweight design, contact our engineers for a one-on-one consultation. We will tailor a precision metal welding solution to your specific needs, taking into account the part's structure, to achieve the optimal balance between performance and weight.
LS Manufacturing Case Study: Customizing Thin Walled Titanium Alloy Tube Components For Endoscopes For Medical Giants
Medical instruments entail the most stringent requirements for the welding of thin wall metals, including the prevention of deformations and the control of oxidation, while still maintaining biocompatibility standards. Here is an example from a case study of our tailor-made thin wall titanium alloy tube assemblies addressing the needs of major medical companies worldwide, which illustrates our metal welding service capabilities.
Client Challenges
The client is a prominent medical device manufacturer on a global scale. One of their product requirements is the assembly of endoscope titanium alloy tube with an incredibly thin wall thickness of 0.3mm. The welding should produce no oxidation and deformation and simultaneously satisfy the biocompatibility standards. It was reported that the previous supplier's success rate was below 65%, which caused blackened welds, production downtime, and high waste costs.
LS Manufacturing Solution
As a response to our customer's problems, we formed a specialized technical crew and from our experience in custom thin wall welding, we came up with a tailor-made solution:
- Process Selection: Using a "fully enclosed glove box with protective high-purity argon atmosphere" + "fiber laser micro-hole welding" processes, we make sure that the purity of the protective gas is 99.999%, thus the weld oxidation is completely eliminated.
- Custom Tooling: Our self-developed precise rotary shaft linkage tooling is a five-axis CNC electric servo system that ensures that the parts are rotated uniformly during welding, which prevents localized heat from being too high and facilitates the 360 welding without dead angles.
- Parameter Optimization: We limit pulse energy to about 0.8J, a scanning speed of 16-18mm/s is our standard, and the error in the heat input accuracy is kept under 2.5%, so that the part does not get deformed.
Results and Value
After the solution was implemented, the weld was silver-white (no oxidation), the yield rate went up to 99.5%, and the cost per piece has gone down by 15%, which means more than $1.2 million annual saving for our client. Later on, the client agreed to sign a long-term 3-year OEM supply contract.
No matter how demanding your thin wall welding needs are, we can provide customized solutions. If you are facing similar welding challenges, please view the full case details and contact us for a customized metal welding service solution.

Why Trust LS Manufacturing In Your Global Precision Metal Welding Service Supply Chain?
If you pick a dependable metal welding service partner, that can fix the welding issues, supply chain stability, and cost control. LS Manufacturing's biggest strength is delivering comprehensive support through technology, service, and risk management, which is why the clients find us a trustworthy partner.
Complete Technical Support, Lowering Client Risks
We are capable of offering comprehensive technical support starting from DFM review, process choice, tooling adjustment, and quality inspection. This way, we perform client design and process risk mitigation, flexible inventory to ensure delivery times, and 24/7 online feedback for production problem resolution.
Main Strength Secured, Quality & Efficiency Balanced
We have state-of-the-art welding machinery and production lines that are fully automated, assuring zero human work interference.
Our statistical process control metric (CPK) is usually over 1.33. Metal precision welding service by our company include thin walled parts from 0.1 mm to 1.5 mm.So, the metal welding of thin parts is done both effectively and efficiently. The service is indeed highly versatile and it even takes high-end scenarios and various materials into consideration.
We provide comprehensive risk management and supply chain certainty in addition to welding. This is a way we help clients to reduce production costs and improve product competitiveness. If you require stable and efficient custom thin wall welding services, please submit your detailed requirements, and we will customize a customized cooperation plan for you.

Figure 4: LS Manufacturing global supply chain scene.
FAQs
Q1: What is the minimum thickness you handle for thin walled metal welding?
Batch processing of parts made of stainless steel and titanium alloy with wall thicknesses as low as 0.1mm can be done by us, in a very reliable manner. Through specially made fixtures and pulse control of great precision, we guarantee welds without blow holes and with minimal deformation, suitable for precision welded assemblies.
Q2: How can I obtain a quote for your OEM services for welding thin walled parts?
You can upload 3D drawings (STEP/IGS format) and indicate the material, wall thickness, and acceptance standards. Our engineers will provide a detailed quotation with DFM suggestions within 24 hours.
Q3: How do you ensure leak-tightness during thin walled welding?
We carry out a helium mass spectrometer leak test on 100% of every batch and the leak rate is better than 1e-8. Besides that, we constantly work to improve the processes so as to have as few weld defects as possible, resulting in part stability over a long period.
Q4: Do you offer small-batch prototyping services to verify design feasibility?
With our rapid prototyping line, we can hand over the samples in 3-5 business days at most. Along the samples, you will get a very detailed melt depth cross-section analysis report free of charge that will help you with design feasibility verification.
Q5: Which is cheaper for thin walled machining, laser welding or TIG welding?
Actually it depends on structure and precision of the part: laser welding can work only on very accurate, very thin parts, but our micro-pulse TIG welding that has been optimized is more flexible and in many cases offers cost saving for the particular joint configurations.
Q6: What measures does LS Manufacturing implement to assure long-term production consistency (CPK)?
Our methods involve no human intervention because we use automated workstations and at the same time we track parameters continuously, thus batch to batch CPK values not only stay stable but also are greater than 1.33 which means production consistency is guaranteed.
Q7: In case the part I ordered has been thermally deformed already, do you propose a method to fix it?
We have vacuum thermal straightening machines to get the dimensions of the parts that have been deformed back to the original ones. At the same time, preventing deformation by process optimization at the early stage of welding is our first preference.
Q8: Can you tell me whether your welding service is compliant with ISO 9001 or other industry standards?
We have the ISO 9001 certificate and our welding is according to AWS or EN. Also, we can issue a third party testing certificate if required by high-end industries like aerospace, medical, etc.
Summary
Welding of thin walled metals with great precision entails full control over the materials tools thermal balance, and testing phases. Metal welding service at LS Manufacturing is centered on bringing customer advantages, mending welding pain points flawlessly, and finding a good compromise between strength and lightweight.
Are you having problems with complicated thin walled welding or scrap rates are too high? Contact LS Manufacturing's expert team immediately, send in your design drawings, and receive a free technical feasibility assessment along with an OEM quote that is very competitive. Allow us to employ data and accuracy for giving your design ideas a material form with the highest-quality products!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


