
金属溶接サービス精密製造分野では今でも非常に重要な役割を果たしています。薄い金属部品 (壁の厚さが 1.5 mm 未満) の溶接は、エンジニアが熱変形、過熱、粒界腐食などの問題に常に直面し、非常に高い率で廃棄される金属溶接サービスにおける難しい作業に似ています。
従来の溶接技術入熱と構造強度の満足のいく組み合わせを達成できず、サプライヤーのほとんどはマルチフィジックス応力制御に精通していないため、納入された製品が気密試験や引張試験に合格しないことがよくあります。
「プラスチック溶接の最良の方法は何か」に関する前回の話とは対照的に、ここでは金属に深く焦点を当て、精密なプロセスの選択、カスタマイズされた治具設計、LS Manufacturing 独自のパラメータ最適化ソリューションがどのように薄肉設計の成功への道を切り開くのかを共有します。次のセクションでは、技術的な問題から実際の事例まで、高品質な OEM 金属溶接サービスのポイントを説明します。

薄肉金属溶接サービスの主要な回答の概要
| 中核的な問題 | 主要なソリューション | コアデータのサポート | お客様の主なメリット |
| 入熱制御の課題 | リアルタイムパルス制御技術 | 入熱精度誤差 ≤3% | 部品のねじれがないため、組み立て公差が許容されます |
| 部品の物理的変形 | コンフォーマル放熱治具 + 冷却チャネル | 0.5mm薄板でも波打ち変形なし | レベリングプロセスの削減、コストの削減 |
| 異種金属接続部の亀裂 | 遷移層材料 + ビーム発振軌道 | 関節疲労寿命が 30% 延長 | 品質クレームのリスクの軽減 |
| 大量生産コストが高い | DFM 設計の最適化 + サイクルタイムの最適化 | 溶接サイクル時間を 20% 短縮 | 部品あたりのコストが 15% 削減 |
この記事では、次のような主な問題について説明します。 薄肉金属溶接。また、LS Manufacturing の金属溶接サービスの技術ソリューション、金型設計、品質検査、実践事例の側面が、顧客の薄肉溶接問題の解決、経費の削減、製品認定率の向上にどのように役立つかについても指摘しています。
LS Manufacturing の金属溶接サービスは、薄肉部品をどのように溶接しますか?
薄肉金属部品を溶接する際の最も重要な問題は、入熱と金属強度との妥協であり、これは金属溶接サービスでも主な懸念事項となります。 LS Manufacturing は、最新の技術を使用して薄肉溶接の問題に対処する、精密金属溶接サービスの大手企業です。
0.1~1.5mmのステンレス鋼およびチタン合金部品の場合、 私たちは「プロセスの適応 + ツールのカスタマイズ + パラメーターの閉ループ」ソリューションに依存しています。主なデータは、入熱精度誤差3%、極薄部通過率99%、異種金属溶接強度は母材の95%に達します。
当社の金属溶接は、 AWS D17.1規格。航空宇宙ダクト プロジェクトでは、レーザー パルス変調とカスタマイズされた治具によってスクラップ率が 35% から 0.5% に減少し、その結果、クライアントは毎年 200,000 ドル以上を節約することができました。
当社では、部品の材質と肉厚に基づいて、レーザー溶接または最適化されたマイクロパルス TIG 溶接を非常に柔軟な方法で組み合わせます。溶融池温度と溶接速度を制御するためのリアルタイム監視システムを構築し、次の要件に準拠しています。 ISO9001規格、溶接の一貫性を保証します。
当社の金属溶接サービスは、「溶接ができる」という課題を解決するだけでなく、「高品質・安定・低コストの溶接」というコアニーズにも応えます。薄肉溶接の高いスクラップ率に悩まされている場合は、無料の技術的実現可能性評価と迅速な解決策について当社のエンジニアにお問い合わせください。

薄肉部品の精密金属溶接サービスで入熱管理が厳しいのはなぜですか?
金属溶接サービスが航空宇宙用の導管などの薄肉部品の溶接に従事する場合、医療用センサーハウジング、生成する熱量を非常に正確に制御する必要があります。このような部品は熱容量が非常に低いため、入熱の特徴的な変化でも変形、溶け込み、粒界腐食を引き起こす可能性があり、溶接した薄肉部品はスクラップ品になります。
薄肉部品の微細構造に対する入熱の影響
熱影響部 (HAZ) は重要な役割を果たします。入熱が高すぎるとHAZが大きくなり、粗粒が形成され材料の靭性が低下します。一方、入熱が低すぎると溶け込みが不完全になり、継手の強度が最も影響を受けます。わずかな誤差でも、部品の性能や寿命が変化する可能性があります。
異なる溶接プロセス間の入熱の違いの比較
| 溶接工程 | エネルギー密度 (W/cm2) | 入熱誤差範囲 | 薄肉部品の互換性 | ディメンシオン許容率 |
| 従来のTIG溶接 | 1000-3000 | ±8% | 貧しい | 12~18% |
| 通常のレーザー溶接 | 10000-30000 | ±5% | 良い | 4~8% |
| LSマニュファクチャリング最適化されたレーザー溶接 | 15000-35000 | ±3% | 素晴らしい | 1%以下 |
| マイクロパルスTIG溶接 | 2000-5000 | ±4% | 良い | 3~6% |
LS Manufacturing は、リアルタイム パルス制御技術により、入熱精度誤差を 3% 以内に制御し、 HAZ 範囲を効果的に制御し、部品の歪みを回避し、精密な組み立て公差を確保します。部品の互換性プロセスの詳細については、薄肉金属溶接プロセス選択に関するホワイト ペーパーをダウンロードしてください。

図 1: 火花を散らしながら薄い金属部品を作業する溶接工。
薄肉金属溶接においてカスタム治具を使用して変形を抑制するにはどうすればよいですか?
薄肉金属の溶接変形は、最適化されたパラメータと実践的なツールを適切に組み合わせて使用することで解決できます。優れたツールは、優れた拘束と均一な熱放散を提供します。これは、波状変形を防ぐ主な要因となります。この原則は、 カスタム薄肉溶接がその中心的な利点です。
LSマニュファクチャリング独自のコンフォーマル放熱治具技術
当社のエンジニアは、部品の形状と材料に基づいて、冷却チャネルが埋め込まれた等角放熱器具を開発します。
これにより、溶接中に熱を素早く放散することができ、部品に近づけて不均一な応力の発生を回避することができ、複雑な形状の薄肉部品の変更も可能になります。
薄肉部品のクランプ力設定基準
となると、 薄肉部品厚さが異なる場合、クランプ力を適切に設定することが非常に重要です。わかりやすい算定基準をまとめました。
たとえば、0.5mmのステンレス鋼板を溶接する場合:
- 2 つのピース間に隙間がないように、1 センチメートルあたりのクランプ力を 8 ~ 12N に設定する必要があります。
- 局所的な圧力が部品の損傷を引き起こすレベルに達しないように、クランプ ポイント間の距離は 20 ~ 30 mm に保つ必要があります。
- クランプの安定性を維持しながら部品表面の傷を軽減するには、柔軟なクランプ ヘッドを使用する必要があります。
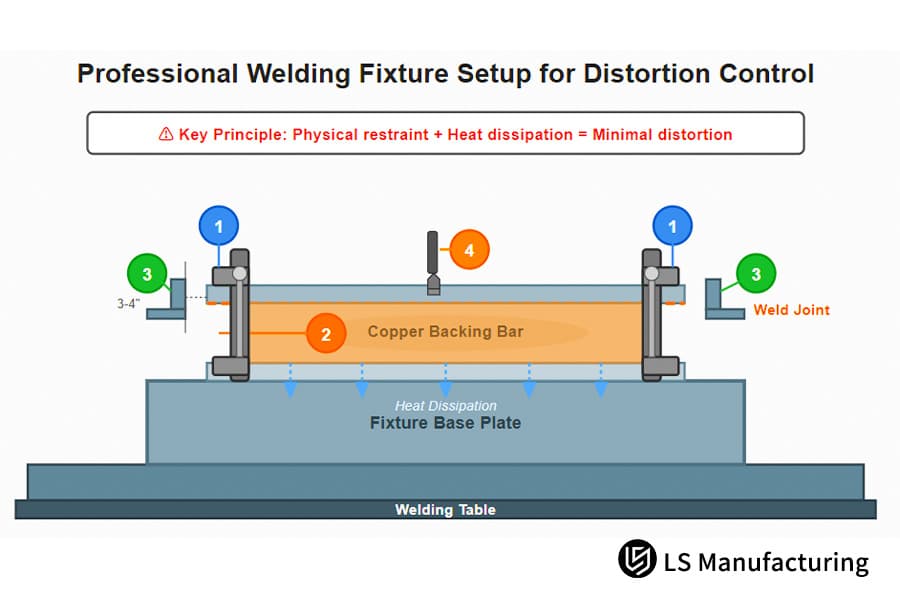
図 2: 薄肉金属溶接用の治具のセットアップ。
薄肉溶接サービスは、異種金属の熱膨張の不一致にどのように対処しますか?
で薄肉溶接サービス溶接による亀裂の発生は、特にアルミニウム合金やステンレス鋼などの異種金属が関与する場合に大きな懸念事項でした。この問題は主に、これらの金属の線膨張係数が互いに大きく異なるために発生します。薄肉部品の金属溶接に携わるほとんどのサプライヤーにとって、この問題は大きな技術的課題です。
遷移層材料とビーム発振軌道の最適化
当社は遷移層の材料を変更することで金属特性の差異に対処し、同時にウォブルテクノロジーのビーム振動軌道を使用して溶融池の流動性を付与し、接合部の靭性を高め、熱膨張の不一致から生じる問題を解決します。
航空宇宙グレードの薄肉部品の推奨溶接パラメータ
| 異種金属の組み合わせ | スキャン速度(mm/s) | パルスエネルギー(J) | 遷移層材料 | 関節疲労寿命 (サイクル) |
| アルミニウム合金+ステンレス鋼 | 18-22 | 1.2~1.5 | ERNiCrMo-3 | ≥10⁶ |
| チタン合金+銅 | 15-18 | 0.9~1.1 | TiCu合金 | ≥8×10⁵ |
| ステンレス+銅 | 20-25 | 1.0~1.3 | エルクニ | ≥9×10⁵ |
OEM 金属溶接サービス サプライヤーを選択する際に、DFM 監査を通じて生産コストを削減するにはどうすればよいですか?
DFM 監査は、コストを削減するための主要な取り組みの 1 つです。 OEM金属溶接サービス適切なパートナーを選択するためのサプライヤーの選択。実際、多くの顧客は、初期設計が不合理であるため、溶接サイクルが非常に遅く、スクラップ率が高くなります。したがって、これらの問題を根本的に回避するには、専門的な DFM のみが役立ちます。
薄肉溶接における典型的な設計エラー
量産コストに直接影響を及ぼす 3 つの典型的な設計エラーは次のとおりです。
- ラップギャップが広すぎる(0.1mm以上)と、溶着量、溶接時間が長くなり、変形の危険性が高くなります。
- 端に熱放散チャネルがないため、溶接中に熱が蓄積し、さらなるレベリング作業が必要となり、人件費が増加します。
- 複雑な重ね構造など、不適切な接合設計は溶接時間やサイクル時間の増加につながり、生産効率の低下につながります。
DFM 最適化の本質
LS Manufacturing のエンジニアは、問い合わせ中に無料の DFM 最適化レポートを提供します。その結果、溶接シーケンスの最適化のシミュレーションが行われ、溶接コストの 20% 削減を達成できます。溶接サイクルタイム、部品の機能を変更することなく、スクラップ率は 1%、部品コストは 10 ~ 15% 削減されます。
航空グレードの薄肉溶接の精密貫入試験標準は業界の入学要件を満たしていますか?
航空宇宙グレードと医療グレードの薄肉溶接非常に正確な溶接溶け込み試験が必要です。これは大きな要因です精密金属溶接サービスの強度を評価する際に考慮します。徹底的かつ正確なテストにより、溶接の強度が保証されるだけでなく、業界監査へのクライアントのコンプライアンスも促進されます。
LS Manufacturing のコア品質管理試験プロセス
我々は持っています溶接溶け込みを高精度で検証するための試験アプローチを組み合わせた徹底した品質管理システムを開発しました。
- 金属組織顕微鏡による溶接溶け込み測定:この方法は、0.01 mm という比類のない精度で溶接部の微細構造を詳細に明らかにし、溶接溶け込みのレベルが設計仕様と一致していることを確認するために使用されます。
- ヘリウム質量分析による漏れ検出:漏れ速度は 110Pam/s に維持され、航空宇宙および医療分野の非常に厳しい気密要件を満たします。
- X線非破壊検査:特定内部溶接の欠陥隠れた品質問題を表す可能性がある融着の欠如や多孔性など。
国際規格への準拠
当社のテスト手順は、AWS D17.1 標準に厳密に従って実行され、データのトレーサビリティとサードパーティのテスト証明書の可用性が保証されます。私たちの精密金属溶接サービス航空宇宙および医療グレードのアクセス要件を完全に満たすことができます。

図 3: 航空グレードの溶接継手の断面図。
精密金属溶接における強度と軽量の要件のバランスをとるにはどうすればよいですか?
精密金属溶接サービスを選択する顧客は通常、軽量化と薄肉部品の構造強度とのバランスを見つける必要があります。使用条件に応じた溶接強度を確保しつつ、肉厚を巧みに調整して軽量化する必要がある。間違いなくこれが主な問題です薄肉部分の溶接薄肉金属溶接全般。
溶接パラメータの最適化手法
溶接補強(0.2~0.5mm)と溶接パターン間隔を最適化の主な要素とすることで、肉厚を厚くすることなく強度を向上させ、応力集中を排除し、軽量化と性能の要求に応えます。
レーザーパルス変調の応用効果
特定の周波数を使用することでレーザーパルス変調技術LS Manufacturing は、強度と軽量化の相乗効果を生み出すことができます。社内でテストしたところ、引張状態での溶接強度が母材金属の強度の95% 以上に達することができ、部品の重量が増加しないことが判明しました。これは米国のハイエンド市場の要件に対応しています。
部品の強度と軽量設計のバランスが必要な場合は、当社のエンジニアに個別にご相談ください。当社は、部品の構造を考慮して、お客様の特定のニーズに合わせて精密金属溶接ソリューションをカスタマイズし、性能と重量の最適なバランスを実現します。
LS Manufacturing のケーススタディ: 医療大手の内視鏡用薄肉チタン合金チューブ コンポーネントのカスタマイズ
医療機器には、生体適合性基準を維持しながら、変形の防止や酸化の制御など、薄肉金属の溶接に対する最も厳しい要件が求められます。これは、世界中の大手医療会社のニーズに対応する、オーダーメイドの薄肉チタン合金チューブ アセンブリのケーススタディの一例です。 金属溶接サービス能力。
クライアントの課題
クライアントは世界規模の著名な医療機器メーカーです。同社の製品要件の 1 つは、壁厚 0.3 mm という信じられないほど薄い内視鏡チタン合金チューブの組み立てです。溶接は酸化や変形がなく、同時に生体適合性基準を満たさなければなりません。以前のサプライヤーの成功率は 65% 未満で、溶接部の黒ずみ、生産のダウンタイム、および廃棄コストの高騰を引き起こしたと報告されています。
LS製造ソリューション
お客様の問題への対応として、当社は専門の技術スタッフを編成し、カスタム薄肉溶接の経験から、オーダーメイドのソリューションを考案しました。
- プロセスの選択: 「高純度アルゴン雰囲気を備えた完全密閉型グローブ ボックス」+「ファイバーレーザー微細穴溶接」プロセスでは、保護ガスの純度が 99.999% であることを確認し、溶接部の酸化を完全に排除します。
- カスタム ツール:当社が独自に開発した精密な回転シャフト リンケージ ツールは、溶接中に部品が均一に回転することを保証する 5 軸 CNC 電気サーボ システムです。これにより、局所的な熱が高くなりすぎるのを防ぎ、死角のない 360 度の溶接が容易になります。
- パラメータの最適化:部品が変形しないように、パルスエネルギーは約 0.8J に制限され、スキャン速度は 16 ~ 18mm/s が標準で、入熱精度の誤差は 2.5% 未満に抑えられます。
結果と価値
t以降このソリューションが導入されると、溶接部は銀白色 (酸化なし) になり、歩留まり率は 99.5% に上昇し、部品あたりのコストは 15% 低下しました。これは、クライアントにとって年間 120 万ドル以上の節約を意味します。その後、クライアントは 3 年間の長期 OEM 供給契約を結ぶことに同意しました。
どんなに要求が厳しい場合でも、 薄肉溶接のニーズつまり、カスタマイズされたソリューションを提供できます。同様の溶接の課題に直面している場合は、ケースの詳細をすべて表示し、カスタマイズされた金属溶接サービス ソリューションについてお問い合わせください。

貴社の世界的な精密金属溶接サービスのサプライチェーンで LS Manufacturing を信頼する理由は何ですか?
信頼できるものを選ぶなら金属溶接サービスパートナー、溶接の問題、サプライチェーンの安定性、コスト管理を解決できます。 LSマニュファクチャリングの最大の強みは、技術、サービス、リスク管理による総合的なサポートを提供することであり、それがクライアントから信頼できるパートナーである理由です。
完全なテクニカルサポートによりクライアントのリスクを軽減
当社は、DFM レビュー、プロセスの選択、工具の調整、品質検査に始まる包括的な技術サポートを提供することができます。このようにして、クライアントの設計とプロセスのリスク軽減、納期を確保するための柔軟な在庫、生産上の問題解決のための 24 時間 365 日のオンライン フィードバックを実行します。
主力を確保、品質と効率を両立
弊社には最先端の溶接機械と完全に自動化された生産ラインがあり、人的作業の干渉がゼロです。
当社の統計的プロセス管理指標 (CPK) は通常 1.33 を超えています。金属精密溶接サービス当社では0.1mm~1.5mmの薄肉部品も取り揃えております。そのため、薄い部品の金属溶接が効果的かつ効率的に行われます。このサービスは確かに汎用性が高く、ハイエンドのシナリオやさまざまなマテリアルも考慮されています。
当社は溶接に加え、包括的なリスク管理とサプライチェーンの確実性を提供します。これは、クライアントが生産コストを削減し、製品の競争力を向上させるのに役立つ方法です。安定した効率的なカスタム薄肉溶接サービスが必要な場合は、詳細な要件を提出してください。カスタマイズされた協力プランをカスタマイズします。

図 4: LS Manufacturing のグローバル サプライ チェーンのシーン。
よくある質問
Q1: 薄肉金属溶接の最小厚みはどれくらいですか?
肉厚が0.1mm程度のステンレス鋼やチタン合金製の部品を、非常に信頼性の高い方法でバッチ処理できます。特製の治具と高精度のパルス制御により、ブローホールがなく、変形が最小限に抑えられた溶接を保証し、精密溶接アセンブリに適しています。
Q2: 薄肉部品の溶接に関する OEM サービスの見積もりを取得するにはどうすればよいですか?
あなたはできる3D 図面をアップロードする(STEP/IGS形式)材質、肉厚、合格基準を記載します。当社のエンジニアは、24 時間以内に DFM 提案を含む詳細な見積もりを提供します。
Q3: 薄肉溶接時の気密性はどのように確保しますか?
当社では、すべてのバッチの 100% に対してヘリウム質量分析計のリーク テストを実施しており、リーク率は 1e-8 より良好です。さらに、溶接欠陥をできる限り少なくするためにプロセスの改善に常に取り組んでおり、結果として部品の長期安定性が得られます。
Q4: 設計の実現可能性を検証するための小バッチ試作サービスは提供していますか?
当社のラピッドプロトタイピングラインを使用すると、最長 3 ~ 5 営業日でサンプルをお渡しできます。サンプルとともに、設計の実現可能性の検証に役立つ非常に詳細な溶融深さ断面分析レポートを無料で入手できます。
Q5: 薄肉加工はレーザー溶接とTIG溶接どちらが安いですか?
実際には、それは部品の構造と精度によって決まります。レーザー溶接は、非常に正確で非常に薄い部品にしか機能しませんが、最適化された当社のマイクロパルス TIG 溶接はより柔軟であり、多くの場合、特定の接合構成でコストを節約できます。
Q6: LS Manufacturing では、長期的な生産一貫性 (CPK) を保証するためにどのような対策を講じていますか?
当社のメソッドは自動化されたワークステーションを使用し、同時にパラメーターを継続的に追跡するため人間の介入を必要としません。そのため、バッチ間の CPK 値は安定しているだけでなく、1.33 を超えており、これは生産の一貫性が保証されていることを意味します。
Q7: 注文した部品が熱変形してしまった場合、修正方法はありますか?
変形した部品の寸法を元に戻す真空熱矯正機を完備しております。同時に、溶接の初期段階でのプロセスの最適化により変形を防止することを第一に考えています。
Q8: 貴社の溶接サービスが ISO 9001 またはその他の業界標準に準拠しているかどうか教えてください。
当社は ISO 9001 認証を取得しており、溶接は AWS または EN に準拠しています。また、航空宇宙、医療などのハイエンド産業で必要な場合は、第三者の試験証明書を発行することもできます。
まとめ
薄肉金属を高精度で溶接するには、材料ツールの熱バランスとテスト段階を完全に制御する必要があります。 LS Manufacturing の金属溶接サービスは、顧客に利点をもたらし、溶接の問題点を完璧に修復し、強度と軽量の間の適切な妥協点を見つけることに重点を置いています。
複雑な薄肉溶接で問題が発生したり、スクラップ率が高すぎたりする問題はありませんか? LS Manufacturing の専門家チームに今すぐ連絡してください、設計図面を送信すると、無料の技術的実現可能性評価と非常に競争力の高い OEM 見積もりを受け取ります。あなたのデザインアイデアを最高品質の製品で具体的な形にするためのデータと精度を当社にお任せください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


