
Service de soudage des métaux joue toujours un rôle très important dans le domaine de la fabrication de précision. Le soudage de pièces métalliques minces (avec une épaisseur de paroi <1,5 mm) ressemble à une activité délicate dans les services de soudage des métaux où les ingénieurs sont continuellement confrontés à des problèmes tels que la déformation thermique, la surchauffe et la corrosion intergranulaire , entraînant des taux de mise au rebut très élevés.
Conventionnel techniques de soudage ne parviennent pas à obtenir la combinaison satisfaisante d'apport thermique et de résistance structurelle et la majorité des fournisseurs ne sont pas familiarisés avec le contrôle des contraintes multi-physiques, de sorte qu'il arrive généralement que les produits livrés ne passent pas les tests d'étanchéité à l'air ou de traction.
Contrairement à notre dernière présentation sur « quelle est la meilleure méthode de soudage du plastique », nous nous concentrerons ici en profondeur sur les métaux, en expliquant comment la sélection précise des processus, la conception de fixations personnalisées et les solutions exclusives d'optimisation des paramètres de LS Manufacturing ouvrent la voie à des conceptions à parois minces réussies. Les sections à suivre expliqueront les points clés d'un service de soudage de métaux OEM de haute qualité , allant des problèmes techniques aux exemples réels.

Aperçu rapide des réponses de base pour le service de soudage de métaux à paroi mince
| Problèmes fondamentaux | Solutions clés | Prise en charge des données de base | Principaux avantages pour le client |
| Défis du contrôle de l’apport de chaleur | Technologie de contrôle des impulsions en temps réel | Erreur de précision de l'apport de chaleur ≤3 % | Aucune torsion de pièce, permettant des tolérances d'assemblage |
| Déformation physique de la pièce | Appareil de dissipation thermique conforme + canal de refroidissement | Aucune déformation ondulée dans les plaques minces de 0,5 mm | Processus de nivellement réduits, coûts réduits |
| Fissuration au niveau de connexions métalliques différentes | Matériau de la couche de transition + trajectoire d'oscillation du faisceau | Augmentation de 30 % de la durée de vie des articulations | Risque réduit de réclamations de qualité |
| Coûts de production de masse élevés | Optimisation de la conception DFM + Optimisation du temps de cycle | Temps de cycle de soudage 20 % plus court | Coût par pièce réduit de 15 % |
Cet article porte sur les principaux problèmes liés à soudage des métaux à paroi mince . Il souligne également comment les solutions techniques, la conception d'outillage, l'inspection de la qualité et les cas pratiques du service de soudage des métaux de LS Manufacturing peuvent aider les clients à résoudre les problèmes de soudage des parois minces, à réduire leurs dépenses et à augmenter leurs taux de qualification de produits.
Comment le service de soudage des métaux de LS Manufacturing soude-t-il les pièces à parois minces ?
Le problème le plus important lors du soudage de pièces métalliques à parois minces est le compromis entre l'apport de chaleur et la résistance du métal, qui s'avère également être la principale préoccupation dans les services de soudage des métaux. LS Manufacturing est une entreprise leader dans les services de soudage de précision des métaux, utilisant les dernières technologies pour résoudre les problèmes du soudage à parois minces.
Pour les pièces en acier inoxydable et en alliage de titane de 0,1 à 1,5 mm, nous nous appuyons sur une solution « adaptation des processus + personnalisation des outillages + paramètres en boucle fermée ». Les données principales représentent : une erreur de précision de l'apport de chaleur de 3 %, un taux de réussite des pièces ultra-minces de 99 % et la résistance de la soudure de métaux différents atteignant 95 % du matériau de base.
Notre soudage des métaux est basé sur le Norme AWS D17.1 . Pour un projet de conduits aérospatiaux, nous avons réduit le taux de rebut de 35 % à 0,5 % grâce à la modulation d'impulsions laser et à des luminaires personnalisés, ce qui a permis au client d'économiser plus de 200 000 $ chaque année.
Nous combinons de manière très flexible le soudage laser ou le soudage TIG micro-pulsé optimisé en fonction du matériau de la pièce et de l'épaisseur de la paroi. Nous mettons en place un système de surveillance en temps réel pour réguler la température du bain de fusion et la vitesse de soudage et en respectant Normes ISO 9001 , nous garantissons la cohérence des soudures.
Notre service de soudage des métaux résout non seulement le problème de « la capacité à souder », mais répond également aux besoins fondamentaux d'un « soudage de haute qualité, stable et à faible coût ». Si vous êtes préoccupé par le taux de rebut élevé des soudures à parois minces, contactez nos ingénieurs pour une évaluation de faisabilité technique gratuite et une solution rapide.

Pourquoi le contrôle de l’apport de chaleur est-il strict dans le service de soudage de précision des métaux pour les pièces minces ?
Lorsque les services de soudage des métaux s'engagent dans le soudage de pièces à parois minces comme des conduits aérospatiaux et boîtiers de capteurs médicaux , ils doivent exercer un contrôle extrêmement précis sur la quantité de chaleur qu’ils génèrent. Étant donné que ces pièces ont des capacités thermiques très faibles, même une variation caractéristique de l'apport de chaleur peut provoquer une déformation, des brûlures et une corrosion intergranulaire, faisant de la pièce à paroi mince soudée une pièce de rebut.
Effet de l'apport de chaleur sur la microstructure des pièces à parois minces
La zone affectée thermiquement (ZAT) joue un rôle important. Un apport thermique trop élevé entraînera un élargissement de la ZAT, ce qui entraînera la formation de gros grains et une diminution de la ténacité du matériau . Par contre, un apport thermique trop faible entraînera une pénétration incomplète, la résistance du joint étant la plus affectée. Même des erreurs minimes peuvent modifier les performances et la durée de vie des pièces.
Comparaison des différences d'apport de chaleur entre différents procédés de soudage
| Processus de soudage | Densité énergétique (W/cm²) | Plage d’erreur d’apport de chaleur | Compatibilité des pièces à paroi mince | Dimension Taux de tolérance onal |
| Soudage TIG traditionnel | 1000-3000 | ±8% | Pauvre | 12-18% |
| Soudage laser ordinaire | 10 000-30 000 | ±5% | Bien | 4-8% |
| Fabrication LS Soudage laser optimisé | 15000-35000 | ±3% | Excellent | ≤1% |
| Soudage TIG micro-pulsé | 2000-5000 | ±4% | Bien | 3-6% |
LS Manufacturing, grâce à la technologie de contrôle d'impulsions en temps réel, contrôle l'erreur de précision de l'apport de chaleur à moins de 3 %, contrôlant efficacement la plage HAZ, évitant la distorsion des pièces et réservant des tolérances d'assemblage de précision. Pour plus d'informations sur les processus de compatibilité des pièces, veuillez télécharger le livre blanc sur la sélection des processus de soudage des métaux à paroi mince.

Figure 1 : Soudeur travaillant sur une pièce métallique fine avec des étincelles.
Comment supprimer la déformation avec des fixations personnalisées lors du soudage de métaux à paroi mince ?
La déformation du soudage des métaux à paroi mince peut être résolue en utilisant une bonne combinaison de paramètres optimisés et d'outillage pratique. Un bon outillage offre une excellente contrainte et une dissipation thermique uniforme , ce qui est un facteur majeur pour éviter la déformation ondulée . Ce principe de soudage à paroi mince sur mesure en est le principal avantage.
Technologie exclusive de fixation conforme à dissipation thermique de LS Manufacturing
En fonction de la forme et du matériau de la pièce, les ingénieurs de notre société développent des dispositifs de dissipation thermique conformes avec canaux de refroidissement intégrés.
Cela permettra de dissiper rapidement la chaleur pendant le soudage , la proximité de la pièce pour éviter le développement de contraintes inégales et des modifications des pièces à parois minces de forme complexe seront également possibles.
Norme pour le réglage de la force de serrage des pièces à parois minces
Quand il s'agit de pièces à parois minces d'épaisseur différente, il est très important de régler correctement la force de serrage. Nous avons fait une synthèse des normes de calcul qui sont claires.
Par exemple, lors du soudage de tôles d'acier inoxydable de 0,5 mm :
- La force de serrage par centimètre doit être réglée à 8-12N pour s'assurer qu'il n'y a pas d'espace entre les deux pièces,
- La distance entre les points de serrage doit être maintenue entre 20 et 30 mm afin que la pression locale n'atteigne pas un niveau susceptible d'endommager la pièce.
- Une tête de serrage flexible doit être utilisée pour réduire les rayures sur la surface de la pièce tout en maintenant la stabilité du serrage.
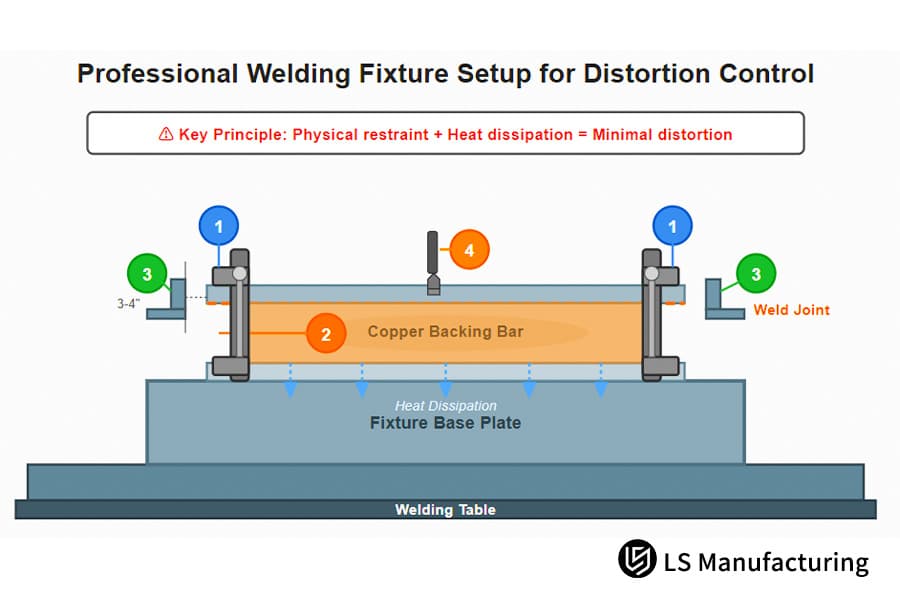
Figure 2 : Configuration du luminaire pour le soudage de métaux à parois minces.
Comment le service de soudage à parois minces gère-t-il les différences de dilatation thermique dans des métaux différents ?
Dans service de soudage de parois minces , le développement de fissures lors du soudage constitue une préoccupation majeure, en particulier lorsque des métaux différents tels que les alliages d'aluminium et l'acier inoxydable sont impliqués. Ce problème se pose principalement parce que les coefficients de dilatation linéaire de ces métaux diffèrent grandement les uns des autres. Pour la plupart des fournisseurs engagés dans le soudage des métaux pour pièces minces, cette problématique représente un défi technique majeur.
Optimisation du matériau de la couche de transition et de la trajectoire d'oscillation du faisceau
Nous abordons les disparités dans les caractéristiques des métaux en modifiant le matériau de la couche de transition et, en même temps, nous utilisons la trajectoire d'oscillation du faisceau de Wobble Technology pour garantir la fluidité du bain fondu, augmenter la ténacité des joints et résoudre le problème résultant du décalage de dilatation thermique.
Paramètres de soudage recommandés pour les pièces à parois minces de qualité aérospatiale
| Combinaisons de métaux différentes | Vitesse de numérisation (mm/s) | Énergie d'impulsion (J) | Matériau de la couche de transition | Durée de vie en fatigue articulaire (cycles) |
| Alliage d'aluminium + acier inoxydable | 18-22 | 1,2-1,5 | ERNiCrMo-3 | ≥10⁶ |
| Alliage de titane + cuivre | 15-18 | 0,9-1,1 | Alliage TiCu | ≥8×10⁵ |
| Acier inoxydable + Cuivre | 20-25 | 1,0-1,3 | ERCuNi | ≥9×10⁵ |
Comment réduire vos coûts de production grâce à l'audit DFM lors du choix d'un fournisseur de services de soudage de métaux OEM ?
Les audits DFM sont l'une des initiatives majeures visant à réduire les coûts tout en Service de soudage des métaux OEM sélection des fournisseurs pour choisir un partenaire approprié. De nombreux clients ont en réalité des cycles de soudage très lents et des taux de rebut élevés en raison d’une conception initiale déraisonnable. Ainsi, seul un DFM professionnel pourrait contribuer à éviter fondamentalement ces problèmes.
Erreur de conception typique lors du soudage de parois minces
Trois erreurs de conception typiques qui ont un impact direct sur les coûts de production de masse sont les suivantes :
- Un écart de recouvrement trop important (plus de 0,1 mm) entraîne plus volume de dépôt de soudure , temps de soudage plus long et plus de risques de déformation.
- L'absence de canaux de dissipation de chaleur sur les bords provoque une accumulation de chaleur pendant le soudage, ce qui nécessite des opérations de nivellement supplémentaires et augmente ainsi les coûts de main d'œuvre.
- Une mauvaise conception des joints, comme des structures à recouvrement compliquées, entraîne des temps de soudage et de cycle plus longs, réduisant ainsi l'efficacité de la production.
L'essence de l'optimisation DFM
Les ingénieurs de LS Manufacturing proposent des rapports d'optimisation DFM gratuits pendant la demande, ce qui donne lieu à une simulation d'optimisation de la séquence de soudage capable d'atteindre une réduction de 20 % des coûts. temps de cycle de soudage , un taux de rebut de 1 % et une économie de 10 à 15 % sur les pièces sans modification fonctionnelle des pièces.
La norme de test de pénétration de précision pour le soudage à paroi mince de qualité aéronautique a-t-elle répondu aux exigences d'admission de votre industrie ?
De qualité aérospatiale et soudage à paroi mince de qualité médicale nécessitent des tests de pénétration de soudure extrêmement précis. Il s'agit d'un facteur majeur qui nous prenons en compte lors de l'évaluation de la résistance de notre service de soudage de précision des métaux. Des tests approfondis et précis garantissent non seulement la résistance de la soudure, mais facilitent également la conformité du client aux audits de l'industrie.
Processus de test de contrôle qualité de base de LS Manufacturing
Nous avons développé un système de contrôle qualité approfondi comprenant une combinaison d'approches de test pour vérifier la pénétration des soudures avec une grande précision :
- Mesure de pénétration de soudure par microscopie métallographique : Avec une précision inégalée de 0,01 mm, cette méthode révèle de manière très détaillée la microstructure de la soudure et est utilisée pour confirmer que le niveau de pénétration de la soudure correspond aux spécifications de conception.
- Détection de fuite par spectrométrie de masse à l'hélium : Le taux de fuite est maintenu à 110Pam/s, satisfaisant aux exigences d'étanchéité à l'air très strictes des secteurs aérospatial et médical.
- Contrôle non destructif aux rayons X : Identifie imperfections de soudure internes comme le manque de fusion et la porosité qui pourraient représenter des problèmes de qualité cachés.
Conformité aux normes internationales
Notre procédure de tests est réalisée en stricte conformité avec la norme AWS D17.1, qui garantit la traçabilité des données et la disponibilité de certificats de tests tiers . Notre service de soudage de précision des métaux est capable de répondre entièrement aux exigences d’accès de qualité aérospatiale et médicale.

Figure 3 : Coupe transversale d'un joint soudé de qualité aéronautique.
Comment équilibrer les exigences de résistance et de légèreté dans le soudage de précision des métaux ?
Les clients qui optent pour des services de soudage de précision des métaux doivent généralement trouver un équilibre entre légèreté et résistance structurelle des pièces à parois minces. Ils doivent ajuster habilement l'épaisseur du mur pour diminuer le poids tout en s'assurant que la résistance de la soudure sera suffisante pour les conditions d'utilisation. C'est certainement là le principal problème de soudage d'une pièce à paroi mince et le soudage des métaux à parois minces en général.
Techniques d'optimisation des paramètres de soudure
Nous améliorons la résistance sans rendre les murs plus épais en faisant du renforcement des soudures (0,2-0,5 mm) et de l'espacement des motifs de soudure les principaux éléments de notre optimisation, éliminant ainsi la concentration des contraintes et répondant aux exigences d'allègement et de performances.
Effets d'application de la modulation d'impulsions laser
Grâce à l'utilisation d'une fréquence spécifique technologie de modulation d'impulsions laser , LS Manufacturing est capable de produire une combinaison synergique de résistance et de légèreté . Lors de tests internes, il a été constaté que la résistance de la soudure en traction peut atteindre plus de 95 % de celle du métal de base et que le poids de la pièce n'augmente pas, ce qui correspond aux exigences du marché haut de gamme américain.
Si vos pièces nécessitent un équilibre entre résistance et légèreté, contactez nos ingénieurs pour une consultation individuelle. Nous adapterons une solution de soudage de précision des métaux à vos besoins spécifiques, en tenant compte de la structure de la pièce, afin d'atteindre l'équilibre optimal entre performances et poids.
Étude de cas de fabrication LS : personnalisation de composants de tubes en alliage de titane à paroi mince pour les endoscopes destinés aux géants médicaux
Les instruments médicaux comportent les exigences les plus strictes pour le soudage des métaux à parois minces, notamment la prévention des déformations et le contrôle de l'oxydation, tout en respectant les normes de biocompatibilité. Voici un exemple tiré d'une étude de cas de nos assemblages de tubes en alliage de titane à paroi mince sur mesure répondant aux besoins des grandes entreprises médicales du monde entier, qui illustre notre capacités du service de soudage des métaux .
Défis des clients
Le client est un important fabricant de dispositifs médicaux à l’échelle mondiale. L'une de leurs exigences en matière de produits est l'assemblage d'un tube en alliage de titane pour endoscope avec une épaisseur de paroi incroyablement fine de 0,3 mm. Le soudage ne doit produire aucune oxydation ni déformation et satisfaire simultanément aux normes de biocompatibilité . Il a été rapporté que le taux de réussite du fournisseur précédent était inférieur à 65 %, ce qui entraînait des soudures noircies, des arrêts de production et des coûts de déchets élevés.
Solution de fabrication LS
En réponse aux problématiques de nos clients, nous avons constitué une équipe technique spécialisée et fort de notre expérience en soudage de parois minces sur mesure, nous avons élaboré une solution sur mesure :
- Sélection du processus : Utilisation d'une "boîte à gants entièrement fermée avec atmosphère protectrice d'argon de haute pureté" + " soudage de micro-trous au laser à fibre ", nous veillons à ce que la pureté du gaz protecteur soit de 99,999%, ainsi l'oxydation de la soudure est complètement éliminée.
- Outillage personnalisé : notre outil de liaison d'arbre rotatif précis développé par nos soins est un système de servomoteur électrique CNC à cinq axes qui garantit que les pièces tournent uniformément pendant le soudage, ce qui empêche la chaleur localisée d'être trop élevée et facilite le soudage à 360° sans angles morts .
- Optimisation des paramètres : nous limitons l'énergie d'impulsion à environ 0,8 J, une vitesse de balayage de 16 à 18 mm/s est notre norme et l'erreur de précision de l'apport de chaleur est maintenue inférieure à 2,5 %, afin que la pièce ne se déforme pas.
Résultats et valeur
Après t La solution a été mise en œuvre, la soudure était blanc argenté (pas d'oxydation), le taux d'élasticité est passé à 99,5 % et le coût par pièce a diminué de 15 %, ce qui représente une économie annuelle de plus de 1,2 million de dollars pour notre client. Plus tard, le client a accepté de signer un contrat de fourniture OEM à long terme de 3 ans.
Peu importe à quel point votre besoins de soudage à parois minces sont, nous pouvons fournir des solutions personnalisées. Si vous êtes confronté à des défis de soudage similaires, veuillez consulter les détails complets du cas et nous contacter pour une solution de service de soudage des métaux personnalisée.

Pourquoi faire confiance à LS Manufacturing dans votre chaîne d’approvisionnement mondiale de services de soudage de précision des métaux ?
Si vous choisissez un fournisseur fiable partenaire de service de soudage des métaux , qui peut résoudre les problèmes de soudage, la stabilité de la chaîne d’approvisionnement et le contrôle des coûts. La plus grande force de LS Manufacturing réside dans la fourniture d'un support complet grâce à la technologie, au service et à la gestion des risques , c'est pourquoi les clients nous considèrent comme un partenaire digne de confiance.
Support technique complet, réduisant les risques pour les clients
Nous sommes capables d'offrir une assistance technique complète depuis l'examen DFM, le choix du processus, l'ajustement des outils et l'inspection qualité. De cette façon, nous effectuons une atténuation des risques de conception et de processus pour les clients, un inventaire flexible pour garantir les délais de livraison et un retour en ligne 24h/24 et 7j/7 pour la résolution des problèmes de production.
Principale force sécurisée, qualité et efficacité équilibrées
Nous disposons de machines de soudage et de lignes de production de pointe entièrement automatisées, garantissant ainsi aucune interférence humaine dans le travail.
Notre métrique statistique de contrôle des processus (CPK) est généralement supérieure à 1,33. Service de soudage de précision des métaux par notre société comprennent des pièces à parois minces de 0,1 mm à 1,5 mm. Ainsi, le soudage métallique de pièces minces est effectué à la fois de manière efficace et efficiente. Le service est en effet très polyvalent et prend même en compte des scénarios haut de gamme et divers matériaux.
Nous assurons une gestion complète des risques et une certitude sur la chaîne d’approvisionnement en plus du soudage. C'est une façon pour nous d'aider nos clients à réduire les coûts de production et à améliorer la compétitivité des produits. Si vous avez besoin de services de soudage à parois minces personnalisés, stables et efficaces , veuillez soumettre vos exigences détaillées et nous personnaliserons un plan de coopération personnalisé pour vous.

Figure 4 : Scène de la chaîne d'approvisionnement mondiale de LS Manufacturing.
FAQ
Q1 : Quelle est l’épaisseur minimale que vous manipulez pour le soudage de métaux à parois minces ?
Le traitement par lots de pièces en acier inoxydable et en alliage de titane avec des épaisseurs de paroi aussi faibles que 0,1 mm peut être effectué par nos soins de manière très fiable . Grâce à des montages spécialement conçus et à un contrôle d'impulsions d'une grande précision, nous garantissons des soudures sans soufflage et avec une déformation minimale, adaptées aux assemblages soudés de précision.
Q2 : Comment puis-je obtenir un devis pour vos services OEM pour le soudage de pièces à parois minces ?
Tu peux télécharger des dessins 3D (format STEP/IGS) et indiquer le matériau, l’épaisseur de paroi et les normes d’acceptation. Nos ingénieurs fourniront un devis détaillé avec des suggestions DFM dans les 24 heures.
Q3 : Comment assurez-vous l’étanchéité lors du soudage à paroi mince ?
Nous effectuons un test d'étanchéité au spectromètre de masse à l'hélium sur 100 % de chaque lot et le taux de fuite est meilleur que 1e-8. Par ailleurs, nous travaillons constamment à améliorer les processus afin d’avoir le moins de défauts de soudure possible, ce qui entraîne une stabilité des pièces sur une longue période.
Q4 : Proposez-vous des services de prototypage en petits lots pour vérifier la faisabilité de la conception ?
Grâce à notre ligne de prototypage rapide, nous pouvons remettre les échantillons en 3 à 5 jours ouvrables au maximum. Outre les échantillons, vous obtiendrez gratuitement un rapport d'analyse de section transversale très détaillé de la profondeur de fusion qui vous aidera à vérifier la faisabilité de la conception.
Q5 : Qu'est-ce qui est le moins cher pour l'usinage de parois minces, le soudage laser ou le soudage TIG ?
En fait, cela dépend de la structure et de la précision de la pièce : le soudage laser ne peut fonctionner que sur des pièces très précises et très fines, mais notre soudage TIG micro-pulsé qui a été optimisé est plus flexible et permet dans de nombreux cas de réaliser des économies pour les configurations de joints particulières.
Q6 : Quelles mesures LS Manufacturing met-elle en œuvre pour assurer la cohérence de la production à long terme (CPK) ?
Nos méthodes n'impliquent aucune intervention humaine car nous utilisons des postes de travail automatisés et en même temps nous suivons les paramètres en continu, ainsi les valeurs CPK d'un lot à l'autre restent non seulement stables mais sont également supérieures à 1,33, ce qui signifie que la cohérence de la production est garantie.
Q7 : Dans le cas où la pièce que j'ai commandée a déjà été déformée thermiquement, proposez-vous une méthode pour la réparer ?
Nous disposons de machines de redressage thermique sous vide pour ramener les dimensions des pièces déformées à celles d'origine. Dans le même temps, la prévention de la déformation par l'optimisation du processus dès les premiers stades du soudage est notre première priorité.
Q8 : Pouvez-vous me dire si votre service de soudage est conforme à la norme ISO 9001 ou à d’autres normes industrielles ?
Nous avons le certificat ISO 9001 et nos soudures sont conformes aux normes AWS ou EN. En outre, nous pouvons délivrer un certificat de test tiers si les industries haut de gamme comme l'aérospatiale, le médical, etc. l'exigent.
Résumé
Le soudage de métaux à parois minces avec une grande précision nécessite une maîtrise totale du bilan thermique des outils et des matériaux ainsi que des phases de tests. Le service de soudage des métaux chez LS Manufacturing vise à apporter des avantages au client, à résoudre parfaitement les problèmes de soudage et à trouver un bon compromis entre résistance et légèreté.
Vous rencontrez des problèmes avec le soudage complexe de parois minces ou les taux de rebut sont trop élevés ? Contactez immédiatement l'équipe d'experts de LS Manufacturing , envoyez vos dessins de conception et recevez une évaluation de faisabilité technique gratuite ainsi qu'un devis OEM très compétitif. Permettez-nous d'utiliser les données et la précision pour donner à vos idées de conception une forme matérielle avec des produits de la plus haute qualité !
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


