
Услуги по сварке металла по-прежнему играет очень важную роль в области точности производства. Сварка тонких металлических деталей (с толщиной стенки менее 1,5 мм) напоминает непростую задачу в сфере сварки металлов, где инженеры постоянно сталкиваются с такими проблемами, как тепловая деформация, перегрев и межкристаллитная коррозия , что приводит к очень высокому уровню брака.
Общепринятый методы сварки не могут достичь удовлетворительного сочетания тепловложения и прочности конструкции, а большинство поставщиков не знакомы с мультифизическим контролем напряжений, поэтому обычно поставляемая продукция не проходит испытания на герметичность или растяжение.
В отличие от нашего последнего разговора о том, « какой метод сварки пластмасс является лучшим », здесь мы сосредоточимся на металлах и расскажем, как точный выбор процесса, индивидуальная конструкция приспособлений и эксклюзивные решения LS Manufacturing по оптимизации параметров открывают путь к успешным конструкциям тонкостенных конструкций. В последующих разделах будут объяснены ключевые моменты высококачественных OEM-услуг по сварке металлов , начиная от технических вопросов и заканчивая реальными примерами.

Краткий обзор основных ответов для услуг по сварке тонкостенных металлов
| Основные проблемы | Ключевые решения | Поддержка основных данных | Основные преимущества для клиентов |
| Проблемы контроля тепловложения | Технология импульсного управления в реальном времени | Ошибка точности ввода тепла ≤3% | Отсутствие скручивания деталей с учетом допусков сборки |
| Физическая деформация детали | Конформное приспособление для отвода тепла + канал охлаждения | Отсутствие волнистой деформации в пластинах толщиной 0,5 мм | Сокращение процессов правки, снижение затрат |
| Растрескивание в местах соединений разнородных металлов | Материал переходного слоя + траектория колебаний луча | 30% увеличение срока службы суставов при усталости | Снижение риска претензий по качеству |
| Высокие затраты на массовое производство | Оптимизация конструкции DFM + оптимизация времени цикла | Продолжительность сварочного цикла на 20 % короче | Стоимость детали на 15 % ниже |
В этой статье речь пойдет об основных проблемах, связанных с сварка тонкостенных металлов . В нем также указывается, как технические решения, конструкция оснастки, контроль качества и практические аспекты услуг по сварке металлов LS Manufacturing могут помочь клиентам решить проблемы сварки тонкостенных стенок, сократить их расходы и повысить уровень квалификации продукции.
Как служба сварки металлов LS Manufacturing сваривает тонкостенные детали?
Наиболее важной проблемой при сварке тонкостенных металлических деталей является компромисс между тепловложением и прочностью металла , что также является основной проблемой при сварке металлов. LS Manufacturing — ведущая компания в сфере услуг по прецизионной сварке металлов, использующая новейшие технологии для решения проблем сварки тонкостенных материалов.
Для деталей из нержавеющей стали и титановых сплавов толщиной 0,1–1,5 мм. мы полагаемся на решение «адаптация процесса + настройка инструмента + замкнутый контур параметров». Основные данные представляют собой: погрешность подвода тепла 3%, проходимость сверхтонких деталей 99%, прочность сварного шва разнородных металлов, достигающая 95% от основного материала.
Наша сварка металлов основана на Стандарт AWS D17.1 . В проекте воздуховода для аэрокосмической отрасли мы снизили процент брака с 35% до 0,5% за счет лазерной импульсной модуляции и индивидуальных приспособлений, в результате чего клиент экономил более 200 000 долларов США в год.
Мы очень гибко комбинируем лазерную сварку или оптимизированную микроимпульсную сварку TIG в зависимости от материала детали и толщины стенки. Мы установили систему мониторинга в режиме реального времени для регулирования температуры расплавленной ванны и скорости сварки , а также соблюдаем Стандарты ИСО 9001 , мы гарантируем стабильность сварного шва.
Наши услуги по сварке металлов не только решают проблему «умения сваривать», но также удовлетворяют основные потребности в «высококачественной, стабильной и недорогой сварке». Если вас беспокоит высокий процент брака при сварке тонкостенных стенок, свяжитесь с нашими инженерами для бесплатной оценки технической осуществимости и быстрого решения.

Почему контроль тепловложения строгий в сфере прецизионной сварки металлов для тонких деталей?
Когда службы по сварке металлов занимаются сваркой тонкостенных деталей, таких как аэрокосмические трубопроводы и корпуса медицинских датчиков , им приходится осуществлять чрезвычайно точный контроль над количеством выделяемого ими тепла. Поскольку такие детали имеют очень низкую теплоемкость, даже характерное изменение тепловложения может вызвать деформацию, прожог и межкристаллитную коррозию, в результате чего свариваемая тонкостенная деталь становится металлоломом.
Влияние тепловложения на микроструктуру тонкостенных деталей
Зона термического влияния (ЗТВ) играет важную роль. Чрезмерно высокое тепловложение приведет к увеличению ЗТВ, что приведет к образованию крупных зерен и снижению прочности материала . С другой стороны, слишком низкое тепловложение приведет к неполному проплавлению, при этом больше всего пострадает прочность соединения. Даже минимальные ошибки могут повлиять на производительность и срок службы деталей.
Сравнение различий в тепловложении между различными процессами сварки
| Процесс сварки | Плотность энергии (Вт/см²) | Диапазон ошибок тепловложения | Совместимость тонкостенных деталей | Дименси общий уровень допуска |
| Традиционная сварка TIG | 1000-3000 | ±8% | Бедный | 12-18% |
| Обычная лазерная сварка | 10000-30000 | ±5% | Хороший | 4-8% |
| ЛС Производство Оптимизированная лазерная сварка | 15000-35000 | ±3% | Отличный | ≤1% |
| Микроимпульсная сварка TIG | 2000-5000 | ±4% | Хороший | 3-6% |
LS Manufacturing с помощью технологии импульсного управления в режиме реального времени контролирует погрешность подвода тепла в пределах 3 %, эффективно контролируя диапазон ЗТВ, избегая деформации деталей и сохраняя прецизионные допуски сборки. Для получения информации о процессах совместимости деталей загрузите информационный документ «Выбор процесса сварки тонкостенных металлов».

Рисунок 1: Сварщик работает с тонкой металлической деталью с искрами.
Как подавить деформацию с помощью нестандартных приспособлений при сварке тонкостенных металлов?
Деформацию тонкостенного металла при сварке можно решить, используя правильное сочетание оптимизированных параметров и ручного инструмента. Хорошая оснастка обеспечивает отличную фиксацию и равномерное рассеивание тепла , что является основным фактором предотвращения волнистой деформации . Этот принцип Сварка тонких стенок на заказ это его основное преимущество.
Эксклюзивная технология конформного рассеивания тепла от LS Manufacturing
Исходя из формы и материала детали, инженеры нашей компании разрабатывают конформные приспособления для отвода тепла со встроенными каналами охлаждения.
Это позволит быстро отводить тепло во время сварки , обеспечивает близость к детали, чтобы избежать развития неравномерных напряжений, а также возможны изменения в тонкостенных деталях сложной формы.
Стандарт настройки зажимного усилия для тонкостенных деталей
Когда дело доходит до тонкостенные детали разной толщины, очень важно правильно установить силу зажима. Мы составили сводку стандартов расчета, которые понятны.
Например, при сварке листов нержавеющей стали толщиной 0,5 мм:
- Усилие зажима на сантиметр должно быть установлено на уровне 8-12 Н, чтобы убедиться в отсутствии зазора между двумя деталями.
- Расстояние между точками зажима должно быть 20-30 мм, чтобы местное давление не достигло уровня, способного привести к повреждению детали.
- Гибкая зажимная головка должна использоваться для уменьшения царапин на поверхности детали при сохранении стабильности зажима.
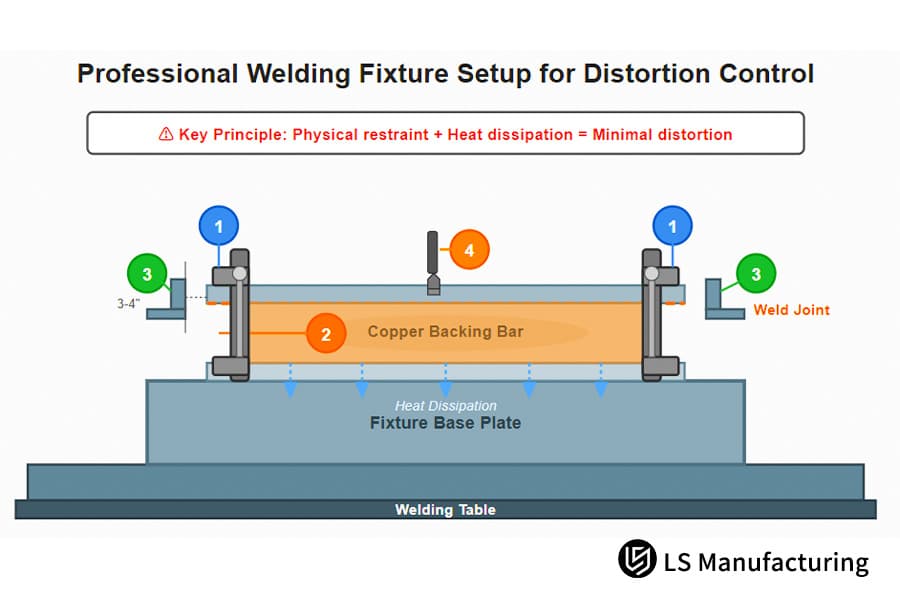
Рисунок 2: Установка приспособления для сварки тонкостенного металла.
Как служба сварки тонких стенок справляется с несоответствием теплового расширения в разнородных металлах?
В услуги сварки тонких стенок Развитие трещин в результате сварки было серьезной проблемой, особенно когда речь шла о разнородных металлах, таких как алюминиевые сплавы и нержавеющая сталь. Этот вопрос возникает в первую очередь потому, что коэффициенты линейного расширения этих металлов сильно отличаются друг от друга. Для большинства поставщиков, занимающихся сваркой металлов тонких деталей, этот вопрос представляет собой серьезную техническую проблему.
Оптимизация материала переходного слоя и траектории колебаний луча
Мы устраняем различия в характеристиках металла, изменяя материал переходного слоя, и в то же время мы используем траекторию колебаний луча Wobble Technology, чтобы обеспечить текучесть расплавленной ванны, повысить ударную вязкость соединения и решить проблему, возникающую из-за несоответствия теплового расширения.
Рекомендуемые параметры сварки тонкостенных деталей аэрокосмического назначения
| Разнородные комбинации металлов | Скорость сканирования (мм/с) | Импульсная энергия (Дж) | Материал переходного слоя | Совместная усталость (циклы) |
| Алюминиевый сплав + нержавеющая сталь | 18-22 | 1,2-1,5 | ЭРНиКрМо-3 | ≥10⁶ |
| Титановый сплав + медь | 15-18 | 0,9-1,1 | Сплав TiCu | ≥8×10⁵ |
| Нержавеющая сталь + медь | 20-25 | 1,0-1,3 | ЭРЦуНи | ≥9×10⁵ |
Как снизить производственные затраты с помощью аудита DFM при выборе OEM-поставщика услуг по сварке металлов?
Аудиты DFM являются одной из основных инициатив, направленных на сокращение затрат и одновременное OEM услуги по сварке металла выбор поставщика для выбора подходящего партнера. Многие клиенты на самом деле имеют очень медленные сварочные циклы и высокий процент брака из-за необоснованной первоначальной конструкции. Таким образом, только профессиональный DFM может помочь избежать этих проблем.
Типичная ошибка проектирования при сварке тонкостенных стенок
Три типичные ошибки проектирования, которые оказывают непосредственное влияние на затраты на массовое производство, заключаются в следующем:
- Слишком большой зазор притира (более 0,1 мм) приводит к более объем сварочного наплавления , более длительное время сварки и больший риск деформации.
- Отсутствие каналов отвода тепла по краям приводит к накоплению тепла во время сварки, что требует дополнительных операций по выравниванию и, следовательно, увеличивает трудозатраты.
- Неправильная конструкция соединений, например, сложные конструкции внахлестку, приводят к увеличению времени сварки и цикла, что снижает эффективность производства.
Суть оптимизации DFM
Инженеры-производители LS предлагают бесплатные отчеты по оптимизации DFM во время запроса, в результате чего моделируется оптимизация последовательности сварки, позволяющая добиться сокращения затрат на 20%. время сварочного цикла , уровень брака 1% и экономия затрат на детали 10-15% без функциональных изменений деталей.
Соответствует ли стандарт прецизионного испытания на проникновение для тонкостенной сварки авиационного класса требованиям вашей отрасли?
Аэрокосмического класса и сварка тонких стенок медицинского назначения требуют чрезвычайно точного контроля проплавления сварного шва. Это основной фактор, который мы учитываем при оценке прочности наших услуг по прецизионной сварке металлов. Тщательное и точное тестирование не только гарантирует прочность сварного шва, но также способствует соблюдению клиентом требований отраслевых аудитов.
Процесс тестирования основного контроля качества производства LS
У нас есть разработала тщательную систему контроля качества, включающую сочетание подходов к тестированию для проверки проплавления сварного шва с высокой точностью:
- Измерение проплавления сварного шва с помощью металлографической микроскопии: с беспрецедентной точностью 0,01 мм этот метод очень детально выявляет микроструктуру сварного шва и используется для подтверждения того, что уровень проплавления сварного шва соответствует проектным спецификациям.
- Обнаружение утечек с помощью гелиевой масс-спектрометрии: Скорость утечки поддерживается на уровне 110 Пам/с, что соответствует самым строгим требованиям к воздухонепроницаемости в аэрокосмической и медицинской отраслях.
- Рентгеновский неразрушающий контроль: идентифицирует внутренние дефекты сварного шва такие как непровар и пористость, которые могут указывать на скрытые проблемы качества.
Соответствие международным стандартам
Наша процедура тестирования проводится в строгом соответствии со стандартом AWS D17.1, что гарантирует отслеживаемость данных и наличие сторонних сертификатов тестирования . Наш услуги прецизионной сварки металлов способен полностью удовлетворить требования к доступу в аэрокосмической и медицинской сферах.

Рисунок 3: Поперечное сечение сварного соединения авиационного класса.
Как сбалансировать требования к прочности и легкости при прецизионной сварке металлов?
Клиентам, которые выбирают услуги прецизионной сварки металлов, обычно приходится находить баланс между весом и структурной прочностью тонкостенных деталей. Им приходится умело регулировать толщину стенки, чтобы уменьшить вес и в то же время убедиться, что прочность сварного шва будет достаточной для условий эксплуатации. Это, безусловно, основная проблема сварка тонкостенной детали и сварка тонкостенных металлов в целом.
Методы оптимизации параметров сварки
Мы повышаем прочность, не утолщая стенки, делая усиление сварных швов (0,2-0,5 мм) и расстояние между швами основными элементами нашей оптимизации, тем самым избавляясь от концентрации напряжений и отвечая требованиям легкости и производительности.
Эффекты применения модуляции лазерного импульса
За счет использования определенной частоты технология модуляции лазерного импульса Компания LS Manufacturing способна обеспечить синергетическое сочетание прочности и легкости . При внутренних испытаниях было обнаружено, что прочность сварного шва при растяжении может достигать более 95% от прочности основного металла, а вес детали не увеличивается, что соответствует требованиям рынка высокого класса США.
Если ваши детали требуют баланса между прочностью и легкостью конструкции, свяжитесь с нашими инженерами для индивидуальной консультации. Мы адаптируем решение для прецизионной сварки металлов к вашим конкретным потребностям, принимая во внимание структуру детали, чтобы достичь оптимального баланса между производительностью и весом.
Пример производства LS: изготовление тонкостенных трубок из титанового сплава по индивидуальному заказу для эндоскопов для медицинских гигантов
К медицинским инструментам предъявляются самые строгие требования к сварке тонкостенных металлов, включая предотвращение деформаций и контроль окисления при сохранении стандартов биосовместимости. Вот пример из тематического исследования наших тонкостенных трубок из титанового сплава, отвечающих потребностям крупнейших медицинских компаний по всему миру, который иллюстрирует наши Возможности услуги по сварке металла .
Проблемы клиента
Клиент — известный производитель медицинского оборудования в мировом масштабе. Одним из требований к их продукции является сборка эндоскопической трубки из титанового сплава с невероятно тонкой стенкой толщиной 0,3 мм. Сварка не должна вызывать окисления и деформации и одновременно соответствовать стандартам биосовместимости . Сообщалось, что уровень успеха предыдущего поставщика был ниже 65%, что привело к почернению сварных швов, простоям производства и высоким затратам на отходы.
Производственное решение LS
В ответ на проблемы наших клиентов мы сформировали специализированную техническую команду и, основываясь на нашем опыте сварки тонких стенок на заказ, разработали индивидуальное решение:
- Выбор процесса: использование «полностью закрытого перчаточного бокса с защитной атмосферой аргона высокой чистоты» + « волоконная лазерная сварка микроотверстий ", мы обеспечиваем чистоту защитного газа 99,999%, таким образом, окисление сварного шва полностью исключается.
- Специальные инструменты: Наши прецизионные инструменты для соединения вращающихся валов собственной разработки представляют собой пятиосную электрическую сервосистему с ЧПУ, которая обеспечивает равномерное вращение деталей во время сварки, что предотвращает слишком высокое локализованное тепло и облегчает сварку на 360 градусов без мертвых углов .
- Оптимизация параметров: мы ограничиваем энергию импульса примерно до 0,8 Дж, скорость сканирования 16-18 мм/с является нашим стандартом, а погрешность в точности подвода тепла поддерживается на уровне менее 2,5 %, чтобы деталь не деформировалась.
Результаты и ценность
После т Решение было реализовано, сварной шов стал серебристо-белым (без окисления), предел текучести увеличился до 99,5%, а себестоимость за штуку снизилась на 15%, что означает для нашего клиента экономию более 1,2 миллиона долларов США в год. Позже клиент согласился подписать долгосрочный трехлетний контракт на поставку OEM.
Каким бы требовательным ни был ваш необходимость сварки тонких стенок есть, мы можем предоставить индивидуальные решения. Если вы столкнулись с аналогичными проблемами сварки, просмотрите полную информацию о случае и свяжитесь с нами, чтобы получить индивидуальное решение по сварке металлов.

Почему стоит доверять LS Manufacturing в вашей глобальной цепочке поставок услуг по прецизионной сварке металлов?
Если вы выберете надежный сервисный партнер по сварке металлов , что может решить проблемы со сваркой, обеспечить стабильность цепочки поставок и контроль затрат. Самая сильная сторона LS Manufacturing — это комплексная поддержка посредством технологий, обслуживания и управления рисками , поэтому клиенты считают нас надежным партнером.
Полная техническая поддержка, снижение рисков клиента
Мы способны предложить комплексную техническую поддержку, начиная с проверки DFM, выбора процесса, настройки инструментов и проверки качества. Таким образом, мы обеспечиваем планирование клиентов и снижение рисков процессов, гибкую инвентаризацию для обеспечения сроков поставки и круглосуточную онлайн-обратную связь для решения производственных проблем.
Основные преимущества гарантированы, качество и эффективность сбалансированы
У нас есть современное сварочное оборудование и производственные линии, которые полностью автоматизированы, что гарантирует отсутствие вмешательства человека в работу.
Наш статистический показатель управления процессом (CPK) обычно превышает 1,33. Услуги прецизионной сварки металла Наша компания включает тонкостенные детали от 0,1 мм до 1,5 мм. Итак, сварка металла тонких деталей выполняется одновременно эффективно и качественно. Услуга действительно очень универсальна и учитывает даже высококачественные сценарии и различные материалы.
Помимо сварки, мы обеспечиваем комплексное управление рисками и надежность цепочки поставок. Так мы помогаем клиентам снизить затраты на производство и повысить конкурентоспособность продукции. Если вам требуются стабильные и эффективные услуги по сварке тонких стенок по индивидуальному заказу , отправьте свои подробные требования, и мы разработаем для вас индивидуальный план сотрудничества.

Рисунок 4: Сцена глобальной цепочки поставок LS Manufacturing.
Часто задаваемые вопросы
В1: Какова минимальная толщина сварки тонкостенного металла?
Мы можем надежно и надежно выполнить серийную обработку деталей из нержавеющей стали и титановых сплавов с толщиной стенок всего 0,1 мм. Благодаря специально изготовленным приспособлениям и высокоточному импульсному управлению мы гарантируем сварные швы без дыр и с минимальной деформацией, подходящие для прецизионных сварных узлов.
В2: Как я могу получить расценки на ваши OEM-услуги по сварке тонкостенных деталей?
Ты можешь загрузить 3D рисунки (формат STEP/IGS) и укажите материал, толщину стенок и стандарты приемки. Наши инженеры предоставят подробное предложение с предложениями DFM в течение 24 часов.
Вопрос 3: Как обеспечить герметичность при сварке тонкостенных стенок?
Мы проводим тест на утечку гелиевого масс-спектрометра для 100% каждой партии , и степень утечки лучше, чем 1e-8. Кроме того, мы постоянно работаем над совершенствованием процессов, чтобы иметь как можно меньше дефектов сварки, что обеспечивает стабильность деталей в течение длительного периода.
Вопрос 4: Предлагаете ли вы услуги мелкосерийного прототипирования для проверки осуществимости проекта?
Благодаря нашей линии быстрого прототипирования мы можем передать образцы максимум в течение 3-5 рабочих дней. Вместе с образцами вы бесплатно получите очень подробный отчет об анализе поперечного сечения по глубине расплава, который поможет вам проверить осуществимость проекта.
Вопрос 5: Что дешевле: обработка тонкостенных материалов, лазерная сварка или сварка TIG?
На самом деле это зависит от структуры и точности детали: лазерная сварка может работать только с очень точными и очень тонкими деталями, но наша оптимизированная микроимпульсная сварка TIG более гибкая и во многих случаях обеспечивает экономию средств для конкретных конфигураций соединений.
Вопрос 6. Какие меры принимает компания LS Manufacturing для обеспечения долгосрочной стабильности производства (CPK)?
Наши методы не требуют вмешательства человека, поскольку мы используем автоматизированные рабочие станции и в то же время постоянно отслеживаем параметры, поэтому значения CPK от партии к партии не только остаются стабильными, но и превышают 1,33, что означает, что стабильность производства гарантирована.
В7: Если заказанная мною деталь уже термически деформирована, предлагаете ли вы способ ее исправить?
У нас есть машины для вакуумной термической правки, позволяющие вернуть размеры деформированных деталей к исходным. В то же время мы предпочитаем предотвращать деформацию путем оптимизации процесса на ранней стадии сварки.
Вопрос 8: Можете ли вы сказать мне, соответствуют ли ваши сварочные услуги стандарту ISO 9001 или другим отраслевым стандартам?
У нас есть сертификат ISO 9001, и наша сварка соответствует стандартам AWS или EN. Кроме того, мы можем выдать сертификат испытаний третьей стороны, если этого требуют такие высокотехнологичные отрасли, как аэрокосмическая, медицинская и т. д.
Краткое содержание
Сварка тонкостенных металлов с высокой точностью предполагает полный контроль над тепловым балансом материалов, инструментов и этапов испытаний. Услуги по сварке металлов в LS Manufacturing направлены на предоставление преимуществ клиентам, безупречное устранение проблем при сварке и поиск хорошего компромисса между прочностью и легкостью.
У вас возникли проблемы со сложной сваркой тонкостенных материалов или процент брака слишком высок? Немедленно свяжитесь с командой экспертов LS Manufacturing. , отправьте свои проектные чертежи и получите бесплатную оценку технической осуществимости вместе с очень конкурентоспособным ценовым предложением OEM. Позвольте нам использовать данные и точность, чтобы воплотить ваши дизайнерские идеи в материальную форму с помощью продукции высочайшего качества!
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


