
EVバッテリー金属溶接サービス電気自動車 (EV) バッテリーの熱管理システムの密閉性と構造を確認するために不可欠です。 EV バッテリーの熱管理システムは800V 高電圧プラットフォームと統合されており、実際にアルミニウム合金ケースを採用し始めたプラットフォームの開発に成功しました。
しかし、EVバッテリー熱管理システムのケーシングの熱影響部(HAZ)の厳重なシールと溶接は、従来の溶接プロセスでは漏れや構造破壊などを引き起こし、バッテリーパックのエネルギー密度の向上を制限するという継続的な課題となっています。この論文では、金属溶接技術では、EV 生産者が価格と品質の最適な組み合わせを達成できるように、主要な問題点と解決策の可能性を検討します。

EV バッテリー金属溶接コアの結論概要
| コア寸法 | 技術的ソリューション | 主要なデータ | お客様のメリット |
| 溶接精度 | 波形制御レーザー溶接 | 熱影響部を±0.1mm以内に管理 | シールリングの熱故障を防止 |
| コストの最適化 | DFM 構造の最適化 | 溶接長さ 15% 削減、コスト 20% 削減 | 製造コストの削減 |
| 封印保証 | ヘリウム質量分析によるリーク検出 | 合格率100% | 高圧漏れのリスクを回避 |
| 強度保証 | パルスレーザー溶接 | 溶接強度 ≥ 母材の 85% | バッテリーパックの耐久性を向上 |
| 配送サイクル | ワンストップの処理とテスト | サンプルは7~10営業日以内に納品されます | 製品の発売を加速します |
重要なポイント
- 溶接精度:熱影響部を波形制御レーザー溶接シールの熱損失を避けるため、0.1mmの範囲内にあります。
- コストの最適化:シェル構造の DFM 再設計により、溶接の長さが 15% 減少し、一般的な製造コストが約 20% 削減されます。
- 信頼保証: LS Manufacturing は ISO 9001:2015 手順を採用しており、ヘリウム質量分析による漏れ検出では 100% の合格率を誇っています。
LS Manufacturing の EV バッテリー金属溶接サービスは、熱管理の課題にどのように対処しますか?
電気自動車のバッテリー熱管理システムの問題は、溶接エラーが原因で発生することが多く、これが慢性的な問題点となっています。ヨーロッパの自動車メーカー向けの 3 か月にわたるテスト作業では、重要な成功要因は適切な溶接変形と材料、厳密な溶接です。 ISO 9001:2015 100%の製品がヘリウム質量分析リーク検査に合格します。
Al 3003 と 6061 の接合部の強度が同等ではないという問題を解決するために、私たちは溶接手順の一連のパラメータを考案するのに多くの時間を費やしました。何百回もの試行を経て、レーザーパルス周波数を50~100Hzにカスタマイズし、材料の接合を強化して構造破壊を防ぎました。
振動によって発生する疲労亀裂に対しては、溶接幅の均一性を高めるために振動溶接という方法が使用されます。また、入熱を減らすための強制空冷治具を使用すると、溶接継手は量産標準として、微小亀裂を発生させることなく 50,000 回の圧力パルス サイクルを通過できます。 IATF 16949:2016 。
重要なことは、適切な EV バッテリー金属溶接サービスを選択することで、熱管理システムの故障率を直接低下させることができ、顧客はアフターセールスのメンテナンス費用を大幅に節約できるということです。溶接の問題により熱管理の問題に直面している場合は、当社のエンジニアに無料の 1 対 1 のコンサルティングを依頼してください。お客様の特定のニーズに基づいて、的を絞ったソリューションを提供します。

LS Manufacturing が最高の EV バッテリー金属溶接サービスプロバイダーである理由
LS Manufacturing は、3 軸および 5 軸のレーザー溶接システムを利用して、公差 ±0.05 mm を達成するバッテリー パックの熱管理コンポーネントの溶接サービスを提供します。このシステムは、複雑な流路を通る 10bar の圧力での試験中にすべての変形や漏れを防ぐため、完全性を維持します。 LS Manufacturing は、 EVバッテリーの金属溶接サービスをリードなぜなら、委託製造業者として機能するのではなく、真の顧客価値を提供できるからです。
アルミニウム合金のカスタマイズされた溶接パラメータの開発
私たちは開発に特化していますカスタマイズされた溶接パラメータ3000 および 6000 シリーズのアルミニウム合金用で、特に薄壁の熱管理ハウジング構造 (厚さ <1.5mm) の耐貫通制御に優れています。
同社は、最適な溶接パラメータを迅速に特定できる完全なパラメータ データベースを開発しました。アルミ溶接精度。同社は、顧客の特定の精密溶接要件を満たす、専用のカスタム精密溶接ソリューションを提供しています。特定のパラメータを以下の表に示します。
| アルミニウム合金シリーズ | 厚さ(mm) | レーザー出力 (W) | パルス周波数 (Hz) | 溶接速度(mm/s) |
| 3003 | 0.8 | 1200 | 80 | 30 |
| 3003 | 1.2 | 1500 | 70 | 25 |
| 6061 | 0.8 | 1300 | 90 | 28 |
| 6061 | 1.5 | 1800 | 60 | 20 |
包括的なテストおよび技術サポート機能
施設は、ツァイス座標測定機 (CMM) およびヘリウム質量分析装置 (HMS) リーク検出装置を使用して完全な製品テストを実行し、 IATF 16949 要件を満たしながら 100% リーク検出機能を提供します。当社は、お客様の目標達成を支援する DFM 評価および熱シミュレーション解析サービスを提供しています。溶接継手の耐久性一般的な委託製造業者が提供するものよりも優れた結果が得られます。初期の DFM アプローチにより、顧客は 15% 低いコストで設計変更を実現できます。
特定のアルミニウム合金シリーズのカスタマイズされた溶接パラメータ評価が必要な場合、または試験技術サポートに関する相談が必要な場合は、溶接パラメータの適応問題を迅速に解決するために、当社のエンジニアに無料のマンツーマンの専門的なガイダンスをお受けください。

図 1: 自動溶接ロボット アームが工場の生産ラインで小さな金属部品を接合します。
カスタムサーマルハウジング溶接プロジェクトで気密性を確保するにはどうすればよいですか?
当社のリアルタイム溶融池監視システムと完全な圧力減衰試験方法を組み合わせることで、すべての製品に対して完全な漏れ保護を実現できます。 カスタムサーマルハウジング溶接-40°C から 120°C までのテスト期間を通じて製品を動作させます。熱管理システムは、その動作能力を維持するためにシーリングに依存しており、そのためにはあらゆる溶接手順を完全に監視する必要があります。
封止溶接のコア技術
シーリング溶接の基本要素は、溶接交点を制御する能力と組み合わされたレーザー エネルギーの分布に依存します。
エネルギー分配係数の式はE=(P×η)/(v×d) (ここで、P はレーザー出力、η はエネルギー利用率、v は溶接速度、d はスポット直径を示します) を使用して、シール機能を維持する漏れのない溶接シームを作成します。
私たちのチームは溶接オーバーラップ率を 70% ~ 80% で管理しています。これは、この範囲が溶接の両端で発生する気孔の問題を完全に防止するためです。アーク溶接工程。
| 溶接オーバーラップ率 (%) | 気孔率 (%) | シール適格率(%) | 該当するシナリオ |
| 50-60 | 8.2 | 89.5 | 低圧熱管理ハウジング |
| 70-80 | 1.3 | 99.8 | 高圧冷却チャネル |
| 80-90 | 0.8 | 99.9 | 超高圧バッテリーハウジング |
溶接前の準備とプロセス管理
- 化学洗浄工程:化学洗浄工程では、特殊な薬品を使用してアルミニウムの表面を覆う酸化膜を除去します。酸化皮膜は、溶接部が適切に融合する能力に直接影響します。脱脂、酸洗、不動態化という 3 段階の手順により、電気自動車のバッテリーの長寿命要件を満たす一貫した溶け込みを達成しながら、バッテリーの性能を向上させることができます。溶接の融合品質。
- リアルタイム監視:リアルタイム溶融池監視システムは、溶融池の形状と温度を監視できます。このシステムは自動シャットダウンプロセスを実行して、製品の欠陥を防止するとともに、カスタムサーマルハウジングの溶接欠陥の 80% 削減を達成します。

図 2: 円筒形の金属部品の配列、精密カスタムサーマルハウジング溶接の結果。
EV OEM 向けの高品質の精密金属溶接サービスとは何ですか?
真の精密溶接には、母材の平滑性と金属粒子構造の制御という 2 つの要素が必要です。 LS Manufacturing は、微小硬度試験を通じて溶接強度が母材の 85% 以上であることを保証します。 EV OEM は高品質を必要とします精密金属溶接サービスこれは実際の要件を満たし、厳しい監査要件に合格します。
EV OEM 監査の精密溶接寸法
電気自動車メーカーは、厳格な監査基準に従って一貫した溶接結果を提供する精密金属溶接サービスを必要としています。評価プロセスには、次の主要要素に関係する複数の要素が含まれます。
- 溶接手順仕様 (WPS):完全かつ標準化された仕様溶接手順一貫した溶接品質を確保するために、すべての溶接パラメータ、材料要件、操作手順を含める仕様が必要です。
- 職員の資格:溶接工は、仕様に従って作業できることを保証するために、対応する専門資格を有し、厳格なスキル評価に合格する必要があります。
- 検査およびテスト システム:完全な検査およびテスト システムが必要です。これには、すべての製品が品質要件を満たしていることを確認するために、溶接前検査、溶接中のモニタリング、溶接後のテストが含まれなければなりません。
当社は、EV OEM 監査に合格するために、すべての製品バッチの完全なテストレポートを提供することを要求する厳格な基準に従っています。当社の溶接品質は AWS D17.1 業界平均をはるかに上回り、国際的な OEM の認知につながっています。高精度溶接を得意とする当社では、 カスタム精密溶接サービス特定のクライアントの要件に一致します。
レーザー溶接技術の応用比較
2つの溶接方法パルスレーザー溶接および連続レーザー溶接は、それぞれ熱管理ハウジングに使用されます。以下の表は、EV OEM が自社のニーズに合った適切なテクノロジーを選択するのに役立つ比較を示しています。ビジネス要件。
| 溶接技術 | 利点 | 短所 | 適用厚さ(mm) | アプリケーションシナリオ |
| パルスレーザー溶接 | 熱影響部が小さく、変形が少ない | 溶接速度が遅い | 0.5~2.0 | 薄壁の熱管理ハウジング |
| 連続レーザー溶接 | 速い溶接速度、高効率 | 熱影響部が大きく、変形しやすい | 2.0~5.0 | 厚肉のバッテリーハウジング |
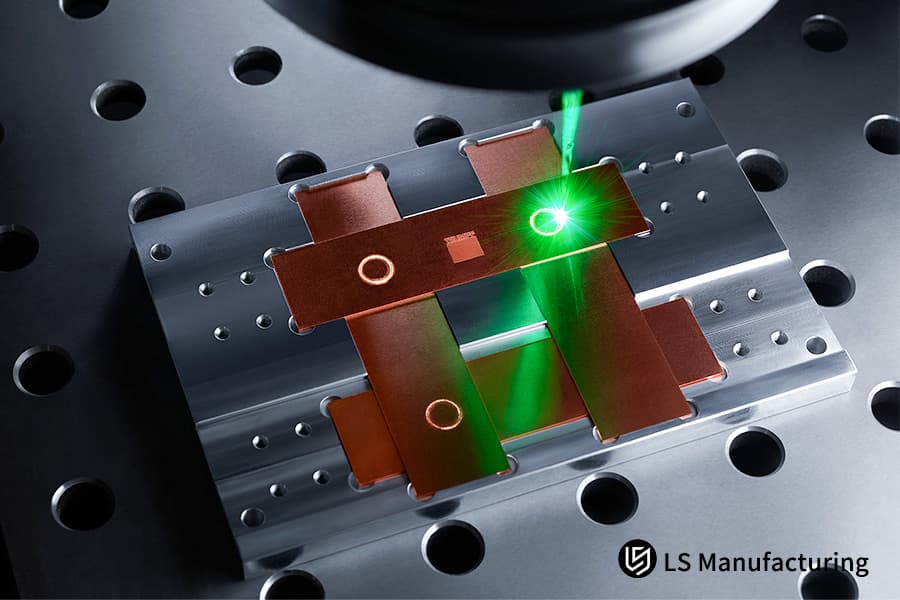
図 3: 金属ベース上の 2 つの銅ストリップを溶接する緑色レーザー ビームの拡大図。
EVの断熱ハウジング用金属溶接は総製造コストを削減できるか?
片面シングルパス溶接の導入により、生産プロセスが合理化されるため、お客様は各バッテリー ハウジングの製造時間を 30% 節約できます。自動車業界は、製造コストを低く抑えることをメーカーに求めています。EV金属溶接熱ハウジングのプロセスでは、コスト削減を達成するために合理的な最適化が必要です。
コスト管理の原則と計算式の分析
EVのコスト管理プロセス金属溶接作業断熱ハウジングソリューションを作成する企業は、資源の使用量を削減する、より優れた運用方法を開発する必要があります。
コストの計算式では、総コスト = 材料 + (セットアップ/数量) + 労働力 + テストとなります。
リソースを最適化する最適化手法を通じてプロジェクト要件が適切に管理されると、溶接作業の生産コストが削減されます。総経費は、材料使用量の削減、業務効率の向上、テスト費用の削減を含む 3 つの方法によって削減されます。
当社のシステムは、強化された治具設計により複数のステーションにわたる同時溶接を実現し、セットアップ費用を削減します。 1 つのステーションの元のセットアップ費用は 500 ドルですが、4 つのステーションを同時に溶接すると、ステーションあたりのコストが 125 ドルに減少し、セットアップ費用が削減され、より良い結果が得られます。溶接の生産性。
コスト最適化の実践事例
- 構造の最適化:統合された溶接構造は、接合部を必要としないため、3 つの潜在的な漏れポイントをもたらす分割流路を置き換えます。毎年 100,000 ユニットを注文する顧客は、年間 200,000 ドルの原材料コストの節約を経験します。
- プロセスの最適化:従来の MIG 溶接の代わりにパルス レーザー溶接を導入することで、運用コストが 25% 削減されます。パルスレーザー溶接は半自動のため、オペレーター1人で2~3台の溶接機を管理できます。
DfM 段階に早期に参入することも、買い手から魅力的な見積もりを得るもう 1 つの鍵です。プロフェッショナルとして溶接熱ハウジングサプライヤー当社は、熱管理シェル溶接プロジェクトのコスト按分サービスを無料で提供し、コスト構造を明確にし、コスト最適化の最適なソリューションを見つけるのに役立ちます。
カスタム精密溶接サービスは熱暴走リスクをどのように解決しますか?
アルミニウム合金材料の選択では、製品の品質、製造コスト、および断熱ハウジング用の EV 金属溶接の耐用年数を含む 3 つの重要な要素が確立されます。さまざまなシリーズにわたる異なる溶接パフォーマンスには、作業環境条件、必要な圧力、予算制限を含む 3 つの要素を評価する必要があります。適切なアルミニウム合金材料を選択することで、組織は 30% の削減を達成できます。溶接欠陥製品の耐久性が向上します。
アルミニウム合金の溶接性能比較
以下の表は、電気自動車が熱管理ハウジングに使用するアルミニウム合金の 4 つのカテゴリを示しています。溶接性能が異なる一方で、適切な用途と費用には大きな違いがあります。このシステムにより、お客様は適切な材料を選択し、効果を高めることができます。アルミニウム溶接プロセス。
| アルミニウム合金シリーズ | 溶接性能 | 適用圧力 | コストレベル | 該当するシナリオ |
| 3003 | 溶接性に優れ、割れの心配がありません | ≤5バール | 低い | 共通低圧熱管理ハウジング |
| 6061 | 良好な溶接性、制御された入熱が必要 | ≤10バール | 中くらい | 主流の高圧冷却チャネル |
| 5052 | 強い耐食性、 溶接変形が小さい | ≤8バール | 中~高 | 屋外用熱管理コンポーネント |
| 7075 | 溶接性が悪く割れやすい | ≤15バール | 高い | 超高圧バッテリーハウジング |
材料選択の原則と溶接のヒント
- 適合する作動圧力:低圧 (≤ 5 bar) の場合はコストと溶接性のバランスを考慮して 3003 シリーズを優先し、高圧 (5 ~ 10 bar) の場合は 6061 シリーズを優先し、溶接パラメータを最適化して変形を低減します。超高圧の場合は、専用の亀裂防止プロセスを採用して 7075 シリーズを選択してください。耐溶接割れ性。
- 耐食性のバランス: 5052 シリーズは、屋外の湿気の多い条件で動作する屋内熱管理ハウジング システムに最適な選択肢です。この材料の溶接接合部により腐食が改善されます。 3003 および 6061 シリーズの素材と比較して保護効果が高く、製品寿命が 5 年以上延長されます。
- コスト管理:パフォーマンス要件を満たしながら、高コストのアルミニウム合金を盲目的に選択することは避けてください。 3003 シリーズの熱管理ハウジングは、一般的な住宅用 EV のすべての要件を満たしているため、6061 シリーズと比較して材料コストが 15% 削減されます。信頼できる溶接熱ハウジングのサプライヤーとして、当社は常にお客様のためにコストとパフォーマンスのバランスを取るよう努めています。
中国で信頼できるEVバッテリーハウジング溶接パートナーはどこで探せますか?
のプロセスサーマルハウジング溶接サービス材料の選択、パラメータ設定、および操作方法を含む 3 つの特定の要因により、気孔欠陥、亀裂欠陥、および不完全貫通欠陥を含む 3 種類の欠陥が発生します。材料が衝撃を与えてシール性能を損なうと同時に、構造強度が低下し、熱管理システムが完全に故障します。
一般的な溶接欠陥と原因
さまざまな溶接欠陥の原因は大きく異なり、正確な特定が問題を解決するための重要な解決策となります。最も一般的な 4 つのサーマル ハウジング溶接欠陥とその主な原因は、実践に基づいたトラブルシューティング研究により効果的な方法が確立されています。溶接欠陥を防ぐ発生しないようにする。
- 多孔性欠陥:主な原因は、アルミニウム表面の酸化膜の不完全な除去、不十分なシールドガス流量 (<15L/min)、または過剰な周囲湿度 (>60%) です。欠陥は溶接の表面または溶接の内部に現れ、シーリングプロセスに影響を与えます。
- 溶接亀裂:この種の欠陥は主に 2xxx アルミニウム合金と 7xxx アルミニウム合金に影響を与えます。これらの欠陥を引き起こす要因には、パラメーターと材料特性の不一致に加えて、過剰な入熱と急速冷却が含まれます。亀裂により構造強度が低下し、ひどい場合にはシェルの破裂につながります。
- 不完全な溶け込み:レーザーの出力不足、溶接速度、および0.2 ミリメートルを超える接合ギャップ スペースを含む 2 つの要因により、溶接材料は完全に接触できません。
- 溶接変形:最も一般的に発生するのは、安全でない固定具の取り付けによりシェル全体に不均一な熱分布が生じるため、薄肉のシェルで発生することです。変形が0.3ミリメートル以上のレベルに達すると、組み立てプロセスは困難に直面します。
対象を絞ったトラブルシューティング ソリューション
上記の欠陥に対処するために、以下の表に示すように、欠陥率を迅速に下げるための標準化されたトラブルシューティングおよび解決プロセスを開発しました。溶接欠陥の除去。
| 欠陥の種類 | 解決 | 効果検証基準 |
| 気孔率 | 化学洗浄プロセスを最適化し、保護ガス流量を 18 ~ 22L/min に調整し、周囲湿度を <50% に制御します | 気孔率 <0.5% |
| ひび割れ | 入熱を低減し、パルスレーザー溶接を使用し、溶接後に低温応力除去処理を行う | 目に見える亀裂はなく、50,000 回のパルステストに合格 |
| 溶接が不完全 | レーザー出力を10%~15%増加させ、溶接速度を下げ、ジョイントギャップを0.1~0.2mmに制御します。 | 溶接融解 ≥95% |
| 変形 | 強制空冷治具を使用し、レーザーエネルギー分布を最適化し、対称溶接プロセスを使用します。 | 変形 ≤0.2mm |

図 4: 色付きワイヤで接続された溶接金属電極を示すバッテリーセルの拡大図。
サーマルハウジング溶接サービスの品質にとってレーザーの精度が重要なのはなぜですか?
生産効率、製品の品質、生産コストは、操業の安定性によって決まります。 EVバッテリーハウジングの溶接量産時。パラメータのドリフト、治具の磨耗、および動作の違いにより、システムの欠陥率が増加します。当社は、インテリジェントなモニタリングと完全なプロセス制御を含む標準化されたプロセスを通じて、不良率 0.5% 以下を達成しています。
量産のための標準化された溶接プロセス
標準化プロセスは、その実装を通じて量産プロセスを維持する基盤として機能します。当社は、人的ミスを防ぐための完全な操作基準と特定のパラメータ制限を確立する、 EV バッテリー ハウジング溶接の製造手順全体を開発しました。具体的なプロセスは次のとおりです。量産溶接の安定性製造プロセス全体を通して。
- 生産前の準備:この手順では、溶接装置を使用しながら、原材料の厚さと組成を確認するために原材料を完全に検査する必要があります。誤差制限±5%でのレーザー出力とパルス周波数の校正と、機器と材料が業界標準に準拠していることを確認するために0.05mmの位置決め誤差基準を満たす必要がある治具の精度評価が必要です。
- パラメータの標準化:システムは、材料特性と製品設計仕様に基づいて標準化された溶接パラメータを受け取ります。エンジニアは、パラメータの一貫性を確保するために公式評価を必要とする文書化プロセスを通じてすべての調整を管理します。
- プロセス監視:このシステムは、オンライン検査装置と組み合わせたリアルタイム システムを通じて溶融池監視を実装します。この手順では、溶接部の寸法、密閉性、強度をテストする検査のために 10 個ごとにサンプリングされます。異常を検知すると自動的に運転を停止し、調査を行います。
- 製造後検査:すべての製品はヘリウム質量分析による漏れ検出と実物大検査を受けます。チームは欠陥製品にマークを付けて分析し、根本原因を特定します。これにより、プロセスの最適化と再溶接が行われ、品質コンプライアンスが保証されます。
量産におけるインテリジェントな監視とコスト管理
同社は、IATF 16949:2016 規格に基づいて一貫した製品品質を維持しながら、大規模生産のリアルタイム制御とコスト削減を可能にする高度な監視システムを導入しました。このシステムは、強化された監視機能を通じて特定の利点を提供します。溶接品質評価。
- コストの最適化:マルチステーション同期溶接 + パラメータの最適化により、一体溶接時間を 1.5 分に短縮し、業界平均より 30% 短縮し、エネルギー消費を 20% 削減します。
- データトレーサビリティ:各製品には固有のトレーサビリティコードが割り当てられており、溶接パラメータやテスト結果、その他の情報が記録されるため、問題の根本原因を迅速に追跡でき、後の最適化プロセスに役立ちます。
- インテリジェントなモニタリング:このシステムは AI アルゴリズムを使用して溶接データをリアルタイムで監視し、10 秒以内に動作する早期警告システムを通じてパラメータの逸脱や治具の損傷を検出し、バッチ欠陥のリスクを 80% 削減します。
ケーススタディ: LS Manufacturing のカスタム アルミニウム 6061-T6 EV バッテリーの断熱ハウジング
ヨーロッパの高性能スーパーカー ブランドは、当社の技術力とサービスの卓越性を示すために、当社のカスタム アルミニウム 6061-T6 EV バッテリー サーマル ハウジング ソリューションを使用しました。
顧客のジレンマ
ヨーロッパの高性能スーパーカー ブランドは、6061-T6 アルミニウム合金バッテリー ハウジングの製造品質に問題を経験しました。従来の MIG 溶接法では、1.5MPa のパルス圧力での試験中に応力がかかると溶接線が破壊されてしまいました。その結果、スクラップ率が 18% になり、出費が増加し、製品の発売が遅れました。クライアントはパラメータの調整に複数回失敗した後、私たちに相談してきました。
LS製造ソリューション
当社の技術チームは、クライアントの既存のプロセスと欠陥の包括的な分析を実施し、過度に大きな熱影響部 (HAZ) と不合理なラップ構造に起因する溶接疲労破壊を特定しました。私たちのチームは、溶接の経験に基づいて、高性能EVバッテリーケースを溶接するためのこれらのソリューションを提案します。
- プロセスの代替:従来の MIG 溶接を高周波パルス レーザー溶接に置き換え、パルス周波数を 80 Hz、レーザー出力を 1600 W、溶接速度を 25 mm/s に設定します。 HAZを±0.1mmに低減することで溶接変形を低減し、疲労亀裂を防止します。
- 構造再設計:ラップ構造を段付きラップ構造として再設計し、溶接接触面積を増加させ、接合強度を向上させました。過度の応力集中を防ぐために接合部の角に丸みを持たせております。
- 応力除去工程:低温熱を用いた特殊な応力除去工程は、180℃×2時間の熱処理を必要とする溶接工程で効果を発揮します。このプロセスにより、溶接中に発生するすべての内部応力が除去され、溶接継手の疲労寿命が延長されます。
実績と価値
システムの導入により、クライアントの製品品質は大幅に向上し、バッテリーケースのスクラップが 18% から 0.5% 以下に削減され、溶接サイクル時間が 40% 短縮され、 カスタム溶接の最適化システムの 50,000 圧力パルス サイクルのテストに成功しました。クライアントは非常に満足し、注文の 100% を当社に転送しました。その結果、年間コストが 300,000 ドル削減され、製品の発売までの時間が 2 か月短縮されました。
同様の溶接品質の問題やコストのプレッシャーに直面している場合は、この完全な事例レポートを参照してください。当社の技術チームにお問い合わせくださいプロジェクトに合わせてカスタマイズされたソリューションを提供します。当社のプロフェッショナルな熱ハウジング溶接サービスがお客様のプロジェクトを保護します。

よくある質問
Q1: EV バッテリーの保温ハウジングのすべての溶接公差の範囲はどれくらいですか?
従来のレーザー溶接プロセスでは、平行移動の公差を 0.1 mm、重要な位置の穴の公差を 0.05 mm に正確に維持できます。これにより、電気自動車のバッテリーの熱管理システムとコンポーネント取り付けアセンブリに対する非常に高い要求を満たすことができます。
Q2: 高圧クーラント通路での漏れがないことをどのように保証しますか?
当社では、すべての高圧冷媒チャネル製品について徹底的なヘリウム質量流量テスト (ヘリウム検査) を実施し、作動圧力 5 bar で漏れ率が 10-6 mbar l/s 未満であることを確認しています。これにより、高圧漏れの問題が本質的に解決され、熱管理システムの信頼性の高い動作がもたらされます。
Q3: 溶接サービスに適したアルミニウムのグレードは何ですか?
当社は、 1xxx シリーズ、3xxx シリーズ、5xxx シリーズ、6xxx シリーズ アルミニウム合金などの一般的なアルミニウム合金の主要シリーズであり、より困難な単一、2、および 7 シリーズ アルミニウム合金については、特許取得済みの耐クラック性溶接技術を備えており、さまざまな顧客のニーズに柔軟に適用できる一連のソリューションを提供しています。
Q4: LS Manufacturing は、私のハウジング設計の DFM 解析を支援できますか?
もちろん、あなたがいる限り、シェル設計図を提供する, 当社の専門エンジニアリング チームは、24 時間以内に包括的な溶接プロセスの評価を完了し、設計の最適化と製造コストの削減に役立つ詳細な DFM 分析レポートを発行します。
Q5: 薄肉アルミニウムの溶接歪みをどのように制御しますか?
高周波ナローパルスレーザー溶接と専用の強制空冷治具の採用により、正確な入熱制御が可能となり、工程中の薄肉アルミ材の溶接変形を防ぎ、組立精度と製品の安定性を保証します。
Q6: 溶接の見積価格には、カスタマイズされた (カスタマイズされた) 工具が含まれていますか?
治具ソリューションは、ご注文数量に応じて柔軟に設計できます。ツールとセットアップのコストは、ツールがカスタマイズされているため、機器のプロジェクトの開始コストの一部となり、カスタマイズされたツールの追加コストを支払う必要がなく、開始投資が削減されます。
Q7: カスタム溶接プロトタイプの製造には通常どのくらい時間がかかりますか?
高精度のサンプル溶接を行うのにかかる時間は (原材料が供給されている場合) 7 ~ 10 営業日です。また、この時間内にフルサイズの検査レポートを提供することもでき、サンプルの承認プロセスを迅速化し、製品開発時間を最小限に抑え、市場投入までの時間を短縮することができます。
Q8: EV コンポーネントに関する IATF 16949 規格に準拠していますか?
詳細を教えてください。すべてのプログラム ISNV は、IATF 16949 品質管理システムの要件を遵守しています。各バッチを含むすべての EV 製品は、完全な製造部品承認プロセス レポート (PPAP) とともに納品されます。
まとめ
トレーニングは 2023 年の 10 月まで延長されます。電気自動車の熱管理システムは、正確で信頼性の高い金属溶接作業を通じて最大の動作能力に達します。 LS Manufacturing は、高度な機器、完全なデータ リソース、現実世界の専門知識を活用して、自動車メーカーが業務効率と生産コストのバランスを維持しながら溶接の課題を解決できるよう支援します。
バッテリーの熱管理システムを改善する準備はできていますか?ステップ/DWG 図面を今すぐアップロードしてください、LS Manufacturing の上級エンジニアが、24 時間以内に無料の DFM (製造可能性設計) 分析レポートを提供します。現在サンプルを開発している場合でも、大規模製造の準備をしている場合でも、正確な価格情報については当社にお問い合わせいただき、当社の溶接専門家とのビデオ会議を手配してください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


