
Service d'usinage de précision commence par la connaissance de la différence entre l'acrylique coulé et l'acrylique extrudé , bien que le choix du bon matériau soit la première étape d'une série de tâches plus difficiles lorsqu'une haute qualité est requise. En particulier, la véritable difficulté réside dans la manière de garantir l'intégrité et le fonctionnement de la pièce lors de l'usinage de précision ultérieur, car le problème fondamental est que les propriétés physiques de l'acrylique coulé et extrudé définissent la manière dont ils sont usinés, où le fait de ne pas les reconnaître entraîne des fissures et des ruptures de tolérance, créant des rebuts inutiles .
C'est là que nos services de fabrication acrylique sur mesure s'avèrent utiles, allant au-delà des bases de la simple découpe pour utiliser la puissance de l'expertise en science des matériaux ainsi que 10 000 watts de laser et une vitesse élevée. Fraisage CNC pour traiter entièrement vos pièces à la fois en conception pour la fabrication et en usinage réel. Nous sommes en mesure de résoudre toutes les difficultés rencontrées lors de l’usinage de pièces moulées et extrudées , et notre analyse ultérieure utilisera un point de vue « processus » appliqué.

Fabrication acrylique personnalisée : référence rapide sur l'usinage
| Considération clé | Solution technique pour l'acrylique coulé et extrudé |
| Contrainte interne du matériau | L'acrylique coulé sans contrainte et les conditions d'usinage contrôlées empêchent les fissures sous contrainte. |
| Contrôle des éclats et de la fonte | Un outillage spécialisé, une rotation rapide de la broche et une application efficace du liquide de refroidissement produisent des coupes nettes sans fondre. |
| Clarté et finition des bords | L'outillage diamanté finement affûté et le polissage à la flamme après usinage produisent des bords optiquement clairs. |
| Stabilité dimensionnelle | La conception et les processus de la machine garantissent qu'il n'y a pas de déformation pendant le processus d'usinage. |
| Notre optimisation de processus | Des avances, des vitesses de coupe et des parcours d'outils spécifiques sont développés pour chaque type d'acrylique ( plexiglas/lucite ). |
| Résultat : clarté optique | Le résultat final est usinage de précision de pièces de qualité optique , hautement transparent avec un faible voile. |
| Résultat : Intégrité structurelle | Le résultat final est des pièces dimensionnellement précises et solides, sans aucune fracture de contrainte interne . |
Nous abordons les problèmes associés à l’usinage de l’acrylique coulé et extrudé avec des coupes nettes, précises et précises. Pas de fonte, de fissuration et de flou ici. Au lieu de cela, nous produisons des produits structurellement solides avec une grande transparence optique et des bords lisses, prêts à être utilisés dans des luminaires, des vitrines et d'autres applications sophistiquées.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
Bien qu'il existe de nombreuses ressources qui peuvent vous renseigner sur l'acrylique, notre guide a été rédigé sur la base d'une expérience réelle en usine, et non de la littérature académique. Notre réalité est de faire face à la personnalité unique de l’acrylique coulé et extrudé alors que nous l’usinons pour respecter les tolérances. Non seulement nous comprenons ses propriétés, mais notre gagne-pain dépend également de notre capacité à gérer les problèmes thermiques de l'acrylique coulé lors de l'usinage et les contraintes inhérentes à l'acrylique extrudé lors du broyage.
Les compétences acquises grâce à cette approche sont utilisées dans des projets importants. Nous fabriquons des conduits de lumière optiques avec la plus grande clarté, fabriquons des éléments d'affichage à grande échelle nécessitant des joints sans soudure et des boîtiers renforcés à la machine qui ne peuvent présenter aucun défaut. L'ensemble du processus de fabrication de notre entreprise suit strictement les exigences de qualité énoncées par le Groupe international de qualité aérospatiale (IAQG) , et Agence de protection de l'environnement (EPA) de protection de l'environnement également.
Toutes les recommandations présentées ici sont fondées sur des milliers de cycles de production réussis. Nous avons déterminé exactement quelle trajectoire d'outil permet de réduire l'écaillage des bords extrudés, quelle pression du liquide de refroidissement produit les meilleurs états de surface sur les blocs coulés et la vitesse d'avance appropriée pour différents matériaux. Nous vous fournissons des connaissances approfondies basées sur l'expérience afin d'économiser de l'argent pour des opérations d'essais et d'erreurs inutiles. Les informations présentées ici sont les mêmes que celles que nous utilisons chaque jour pour fournir les meilleures pièces acryliques hautes performances .

Figure 1 : Un laser découpe avec précision une feuille d'acrylique transparent pour les garnitures intérieures d'automobiles ou les lentilles de luminaires.
Pourquoi LS Manufacturing est-il le premier choix pour un service d'usinage de précision dans les projets acryliques haut de gamme ?
Le plus grand défi de toususinage de précision acrylique haut de gamme réside dans le maintien d'une précision dimensionnelle parfaite afin d'éviter un assemblage post-traitement supplémentaire. Voici la méthodologie que nous utilisons pour stabiliser la tolérance d'usinage des feuilles acryliques de 10 mm d'épaisseur à ±0,05 mm à l'aide de notre cadre de contrôle de précision :
Protocole intégré de conditionnement thermique et d’usinage
L’instabilité matérielle est traitée de manière proactive. Les flans sont soumis à une période de conditionnement de 24 heures dans des conditions soigneusement surveillées de 20 ± 1°C . Il est important de noter que le service d'usinage de précision que nous proposons comprend un système de jet d'air cryogénique en temps réel qui se concentre sur la zone de coupe, maintenant ainsi le ΔT inférieur à 2°C . Cela empêche tout fluage thermique, fournissant ainsi une base cohérente pour découpe acrylique de haute précision .
Métrologie en temps réel et correction adaptative du parcours d'outil
Nous mettons en œuvre un système de mesure et de compensation en boucle fermée. Un scanner laser sans contact capture le profil d'un élément usiné immédiatement après la découpe initiale. Le logiciel d'ingénierie LS Manufacturing compare ces données au modèle CAO et calcule les écarts. Le système génère et exécute ensuite automatiquement un parcours d'outil correctif au niveau du micron, un élément essentiel de nos capacités de micro-usinage de précision pour un service de fabrication acrylique personnalisé sans faille.
Paramètres d'usinage validés et spécifiques au matériau
Les paramètres génériques ne sont pas utilisés et les techniques ont été spécialement conçues pour l'acrylique. Dans le cas de matériaux de 10 mm d'épaisseur, un processus en plusieurs étapes devient obligatoire ; cela implique une découpe rapide avec un minimum de contraintes, puis une finition finale unique de 0,2 mm . Chaque technique est testée avec des éprouvettes, et leurs dimensions sont vérifiées avec un comparateur optique. C'est grâce à ces tests rigoureux que nous définissons notre solution d'usinage de précision avancée .
Les paramètres génériques ne sont pas utilisés et les techniques ont été spécialement conçues pour l'acrylique . Dans le cas de matériaux de 10 mm d'épaisseur, un processus en plusieurs étapes devient obligatoire ; cela implique une découpe rapide avec un minimum de contraintes, puis une finition finale unique de 0,2 mm . Chaque technique est testée avec des éprouvettes, et leurs dimensions sont vérifiées avec un comparateur optique. C'est grâce à ces tests rigoureux que nous définissons notreProjets d'usinage de précision exigeants .

Comment le service de fabrication acrylique personnalisé peut-il réduire le risque de fissuration sous contrainte dans les composants de qualité médicale ?
Les fissures sous contrainte (fissuration) dues à l'usinage et à l'interaction chimique sont une cause importante de défaillance des composants de qualité médicale tels que les guides de fluides et le matériel de laboratoire. Cette note technique décrit notre processus exclusif de fabrication et de conditionnement qui réduit le potentiel de fissuration de plus de 95 % lors des tests d'essuyage IPA à 70 % . La procédure prend en compte les raisons sous-jacentes : soulagement des contraintes intrinsèques du matériau et inhibition de toute recontrainte lors de l'usinage :
Sélection des matériaux et évaluation avant traitement
- Identification des contraintes inhérentes : Nous sélectionnons l'acrylique moulé en cellules pour les utilisations critiques. Dans le service d’usinage de l’acrylique extrudé , nous mesurons toute contrainte résiduelle à l’aide d’un examen en lumière polarisée.
- Orientation stratégique des flans : les flans sont découpés à partir de la feuille principale avec une orientation par rapport à l'axe d'extrusion. Il réduit l'état de contrainte inhérent soumis à l'outil de coupe pendant usinage de précision pour dispositifs médicaux .
Protocole d'usinage par étapes à basse température
- Entrée thermique contrôlée : Le service de fabrication acrylique personnalisé utilise un processus de « fraisage à froid ». Nous utilisons des outils à grand nombre de cannelures et des optimisations géométriques.
- Enlèvement de matière incrémentiel : les composants critiques de la pièce sont usinés à l'aide de techniques d'enlèvement de matière incrémentielle ( ≤ 0,5 mm par passe ), évitant toute accumulation de chaleur et de déformation plastique entraînant la formation de contraintes supplémentaires et garantissant intégrité de l'usinage de précision .
Réduction systématique des contraintes post-usinage
- Recuit thermique programmé : le composant individuel est soumis à un processus de recuit après l'usinage. Le processus de recuit implique une augmentation contrôlée de la température jusqu'à un niveau inférieur à la température de déflexion du matériau .
- Refroidissement progressif : les pièces subissent un refroidissement dans le four grâce à un processus qui se déroule à une vitesse délibérée de moins de 2 °C par minute pour permettre la relaxation des molécules de polymère et un soulagement efficace des contraintes .
Validation via des tests chimiques agressifs
- Garantie de performance quantitative : La validation de la procédure implique l'exposition des échantillons de tous les lots à un contact prolongé avec de l'alcool isopropylique à 70 % .
- Commentaires sur l'analyse des défaillances : en cas d'événement inhabituel, le problème est soigneusement enregistré et des mesures correctives sont prises pour affiner le processus de fabrication.usinage de précision à enjeux élevés .
Le protocole établit notre avantage technique compétitif : la conception de l’atténuation des fissures est un effort délibéré. Les performances sont assurées grâce à un contrôle systématique de l’état du matériau avant, pendant et après l’usinage. L'intégration éprouvée de la manutention prédictive des matériaux, de l'usinage thermique et du post-traitement valide la fiabilité exigée pour les applications critiques. applications d'usinage de précision .
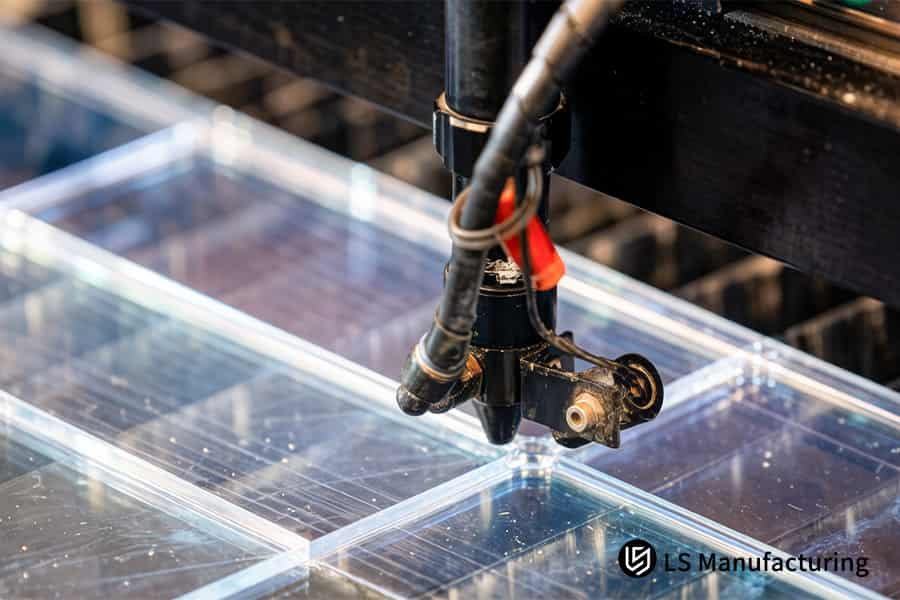
Figure 2 : Un outil CNC façonne une feuille acrylique extrudée pour des composants architecturaux ou de signalisation à haute tolérance.
Pourquoi les ingénieurs devraient-ils donner la priorité à l’usinage de précision de l’acrylique coulé pour une clarté optique structurelle ?
Les ingénieurs qui conçoivent des fenêtres optiques doivent trouver un équilibre entre la résistance structurelle et la clarté optique totale. Pour de telles fenêtres optiques, l'acrylique coulé est le meilleur choix pour le matériau homogène ; cependant, l'usinage traditionnel crée des irrégularités de surface qui conduisent à une diffusion optique. Ce document présente une pièce de fabrication acrylique de haute précision avec une rugosité de surface une fois finie de Ra ≤ 0,2 μm . Le processus d'usinage évite un polissage coûteux, réduisant ainsi le temps de réalisation du projet de 30 % .
| Aspect | Stratégie technique et résultat quantifiable |
| Fondation matérielle | Le seul matériau utilisé pour l'usinage est une plaque acrylique coulée recuite à cellules fines, offrant un matériau sans contrainte et optiquement cohérent nécessaire à l'usinage de précision de l'acrylique coulé . |
| Outillage et processus | Le tournage diamanté en un seul point (SPDT) sur un tour ultra-précis est effectué, où l' outil de coupe à plusieurs cannelures est remplacé par le SPDT pour éliminer les marques d'outils périodiques et les ondulations à moyenne fréquence. |
| Paramètres d'usinage | Leprocessus d'usinage optique de précision implique une profondeur de coupe inférieure au micron, une vitesse de broche ultra-élevée et une vitesse d'avance de résolution nanométrique pour une finition de surface miroir de Ra 0,2 μm . |
| Stabilité du système | La stabilité thermique du système d'usinage est contrôlée par un jet d'air réfrigéré et une isolation en granit du socle de la machine, ce qui est impératif dans usinage de précision submicronique . |
| Validation et porte | 100 % des surfaces optiques sont validées par interférométrie en lumière blanche ; seules les surfaces optiques répondant à la spécification Ra ≤ 0,2 μm sont qualifiées pour le traitement, et aucun post-polissage ou réduction directe des coûts n'est requis. |
La profondeur de l'ingénierie abordée dans ce document relève le défi du client en matière de pertes de temps et de qualité dues à une mauvaise finition. Les composants optiques prêts à l'emploi sont fournis en remplaçant le processus de polissage manuel par le processus contrôlé et usinage de précision déterministe . Ce document établit une norme compétitive de l'industrie que les ingénieurs doivent suivre et obtenir des résultats supérieurs en termes de performances optiques et mécaniques, ainsi qu'une réduction des coûts de projet.
Comment le service d’usinage d’acrylique extrudé optimise-t-il le coût de fabrication pour les commandes d’affichage à grande échelle ?
Le coût unitaire des commandes d'affichage à grande échelle dépend du taux de rendement des matériaux et du temps de traitement en plus du coût des matériaux par unité de poids. Dans cette section, une approche de service d'usinage d'acrylique extrudé pour optimiser les coûts de fabrication unitaires des commandes d'affichage sera présentée. Nos processus de fabrication offrent un taux de rendement total des matériaux de 92 % , tout en réduisant le temps de traitement des pièces de plus de 40 % par rapport à un cycle de fabrication de 5 000 unités.
Imbrication algorithmique pour un rendement maximal en matériaux
Nous disposons d’un logiciel d’imbrication de pointe qui évalue toute la géométrie de commande des pièces. En une seule commande de 5 000 cadres d’écran, l’algorithme parcourra des milliers de configurations possibles pour un placement optimal des pièces dans les feuilles extrudées. Ceci est essentiel dans notre production à haut volume Usinage CNC pour l'acrylique , nous permettant d'atteindre plus de 92 % d'utilisation des matériaux par rapport à la norme de 75 % à 80 % dans l'ensemble de l'industrie.
Découpe laser à grande vitesse pour réduire le temps de cycle
Le profilage initial des pièces est réalisé à l'aide d'une découpeuse laser rapide de 15 kW . La tête laser « suivi des contours » maintient le faisceau laser à la distance et à la pression de gaz optimales tout en fonctionnant à une vitesse supérieure à 60 mètres par minute . L'utilisation d'une telle machine, élément essentiel de notre processus d'usinage de précision efficaces pour les écrans à parois minces, cela signifie que nous n'avons pas besoin d'utiliser l'outil de coupe mécanique plus lent pour ébaucher les contours.
Séquences d'usinage standardisées et à haut rendement
Pour des fonctionnalités telles que des trous ou des fentes de montage, nous utilisons des chemins standardisés optimisés sur toutes les pièces similaires. Cela signifie appliquer des outils en carbure à grande vitesse , définir des pas de profondeur et des rapports d'engagement d'outil constants. La standardisation optimisée de l'usinage CNC pour les composants acryliques est essentielle car elle garantit une programmation rapide du travail de la machine, un temps de préparation de la machine plus court entre les lots, ainsi que des temps d'usinage minimum prévisibles, qui sont essentiels à la planification de la production à grand volume et à l'optimisation des coûts .
Assurance qualité intégrée dans le flux
La mesure des dimensions s'effectue automatiquement à l'aide de scanners laser à des étapes clés, où les protocoles SPC imposent l'inspection de chaque Nième composant . Ces informations nous permettent d'éviter les coûts élevés liés aux erreurs de lot, en garantissant l' usinage de précision de milliers de composants dans les limites des spécifications et sans aucun besoin de tri ou de mise au rebut après la fabrication, économisant ainsi l'efficacité acquise tout au long du processus.
Ce document prouve que l'optimisation des coûts est un résultat soigneusement conçu de l'intégration des processus. Notre avantage concurrentiel vient de l'utilisation complémentaire d'algorithmes d'imbrication, de découpe à grande vitesse et d'usinage standard de service d'usinage d'acrylique extrudé . Une telle approche garantit l’évolutivité et la prévisibilité nécessaires pour gérer efficacement les vitrines à haut volume hautement compétitives .
Qu'est-ce qui définit les paramètres de précision de l'usinage de pièces acryliques de précision pour les équipements à semi-conducteurs ?
La fabrication de précision de composants pour équipements semi-conducteurs nécessite précision, propreté et stabilité sur une longue période dans des conditions hostiles. Ce document décrit les normes de fabrication de précision que nous appliquons lors de l'exécution usinage de précision de pièces acryliques pour les semi-conducteurs. Nous décrivons ci-dessous les exigences techniques nécessaires pour produire des composants dont la précision est mesurée au micron, sans contamination et dont la longévité dépasse cinq ans sous vide ou avec des produits chimiques.
Environnement de production en salle blanche certifié
- Contrôle des particules : tous les usinages ont lieu dans une installation de production en salle blanche certifiée classe 1000 (ISO 6). L'usinage des pièces s'effectue dans un poste de travail propre à flux laminaire filtré HEPA. Ces postes de travail sont destinés à la manipulation finale des pièces et à leur emballage.
- Protocole d'hygiène des matériaux : Les matériaux acryliques extrudés moulés sur mesure entrants sont nettoyés via un processus de nettoyage par ultrasons et les outils sont conservés dans des installations séparées.
Obtenir une forme submicronique et une précision dimensionnelle
- Plate-forme d'usinage d'ultra-précision : nos machines-outils sont dotées d'une technologie de stabilisation de la température et de broches à coussin d'air , produisant une précision de rotation inférieure à 0,001 mm , offrant une véritable précision de rotation. usinage de précision de qualité semi-conducteur .
- Correction basée sur la métrologie : un interféromètre laser est utilisé pour mesurer en cours de processus, permettant une correction du parcours d'outil en cours de processus capable de maintenir des tolérances de position serrées de ± 0,005 mm , un principe clé derrière les processus d'usinage de précision certifiés .
Post-traitement pour l'intégrité chimique et sous vide
- Soulagement des contraintes et recuit : toutes les pièces seront soumises à un processus de recuit thermique qui élimine toutes les contraintes d'usinage, empêchant ainsi le dégazage.
- Finition de surface pour l'inertie : La finition de surface est polie jusqu'à une finition de surface de qualité optique ( Ra < 0,4 μm ), formant une finition de surface inerte qui empêche l'adhésion des particules et la pénétration chimique.
Validation et assurance des performances à vie
- Inspection finale complète : chaque pièce est soumise à des tests dimensionnels (CMM), à une analyse de l'état de surface et à une certification de propreté selon les normes IEST, ce qui garantit que la pièce répond aux exigences strictes deusinage de précision de haute fiabilité .
- Traçabilité complète : La traçabilité complète des matériaux et des processus est assurée depuis l' acrylique extrudé brut moulé sur mesure jusqu'à la pièce finie prête à être expédiée. Une certification complète est fournie.
Cette norme reconnaît que les matériaux de qualité semi-conducteur sont produits grâce à un contrôle strict de l'environnement, des outils de très haute précision et une validation rigoureuse . La principale différence dans nos capacités réside dans la combinaison des meilleures pratiques de production en salle blanche avec procédés d'usinage de précision certifiés . Cela garantit que nos composants ont la stabilité, la propreté et la longévité requises par les applications de fabrication d'équipements semi-conducteurs.

Figure 3 : Une fraise en carbure usine de l'acrylique de qualité médicale pour un boîtier de transducteur à ultrasons.
Pourquoi l'usinage CNC pour l'acrylique est-il la méthode la plus fiable pour les géométries multi-axes complexes ?
Pour les composants présentant des contours 3D complexes ou des cavités profondes, les méthodes traditionnelles comme le thermoformage ne parviennent pas à répondre aux exigences strictes de tolérance et de position réelle. Ce document explique pourquoi Usinage 5 axes est la solution définitive, permettant une fabrication complète sur 5 faces en une seule configuration. Cette méthodologie élimine les erreurs cumulées dues à plusieurs fixations, garantissant directement une parfaite coaxialité entre les éléments et réduisant les taux de rejet d'assemblage pour les géométries complexes et complexes .
| Aspect | Stratégie technique et résultat |
| Fabrication à configuration unique | L'usinage CNC simultané sur 5 axes pour l'acrylique réalise tous les usinages en une seule configuration, évitant ainsi l'accumulation de tolérances de plus de 0,1 mm en raison de diverses configurations. |
| Parcours d'outils optimisés pour les empreintes | Des parcours d'outils dynamiques et des outils spécialement conçus contrôlent la force de coupe afin de maintenir des parois de ± 0,1 mm d'épaisseur pour les cavités profondes et à rapport d'aspect élevé. |
| Métrologie en cours de processus | Un système d'inspection à la volée mesure les points de référence et effectue la compensation nécessaire afin d'atteindre une précision de position de 0,02 mm . applications d'usinage de précision complexes . |
| Contrôle thermique et du stress | Application de liquide de refroidissement pulsé et parcours d'outils optimaux pourusinage de précision multi-axes minimiser la génération de chaleur pour éviter la distorsion des pièces. |
Ce document prouve que la fiabilité géométrique de pièces complexes dépend de l'intégration des procédés. Grâce à notre service d'usinage de précision , nous résolvons directement les problèmes liés au désalignement et aux faibles rendements au premier passage en employant l'excellence technique grâce aux moyens d'usinage en une seule configuration et de vérification en cours de processus. Avec l'utilisation de usinage de précision avancé sur 5 axes , des géométries complexes sophistiquées sont créées avec précision.
Comment les solutions acryliques extrudées coulées sur mesure peuvent-elles s’adapter aux fluctuations extrêmes de température ?
Les composants en acrylique qui se trouvent dans un environnement où se produisent des changements extrêmes de température seront sujets à des défaillances mécaniques ainsi qu'à une dilatation ou une contraction thermique. Afin de fournir un acrylique extrudé coulé sur mesure , nous proposons une méthode de conception et de sélection des matériaux qui prendra en compte le taux de dilatation linéaire d' environ 0,07 mm/m·°C entre -20°C et 60°C .
Analyse DFM prédictive pour la déformation thermique
Dans la première phase, nous menons une étude DFM approfondie pendant la phase de cotation. À l’aide de la simulation FEA, nous établissons les zones de concentration de contraintes élevées pour le composant sous la différence de température donnée. Les résultats de l'étude FEA détermineront le choix du matériau approprié, soit de l'acrylique coulé à faible expansion, soit de l'acrylique extrudé plus résistant. De plus, les résultats dicteront les modifications de conception nécessaires avant de finaliser protocole d'usinage de précision .
Fonctionnalités de compensation d'expansion intégrées à la conception
Afin de réduire les contraintes dans les pièces, notre approche consiste à concevoir certains décalages géométriques dans la pièce pour compenser ces contraintes. Dans le cas d'un joint de fixation, nous usinons des fentes allongées ou des trous de conformité qui permettent un libre mouvement, réduisant ainsi les contraintes de cisaillement provoquées par la fixation. Pour les applications d'ajustement à la presse, nous calculons les ajustements optimaux en tenant compte des différentes dilatations thermiques entre l'acrylique et le métal ; c'est une étape essentielle dans notre service de fabrication acrylique sur mesure pour les applications en environnement chaud.
Usinage de précision avec tolérance thermique
Toutes les dimensions critiques sont usinées avec des tolérances compensées en température. Nous ajustons les dimensions d'usinage cibles en fonction de la température de fonctionnement moyenne attendue , garantissant que la pièce est dans les tolérances sur toute la plage de service. Cela nécessite usinage de précision à haute stabilité sur des équipements à température contrôlée pour obtenir la cohérence nécessaire de +/-0,05 mm , garantissant que les fonctions de compensation fonctionnent comme prévu et s'adaptent à la dilatation thermique calculée.
Validation par des tests de stress environnemental
Nous validons la conception en soumettant des échantillons prototypes à des tests de cycle thermique qui reproduisent l'environnement spécifique du projet. Des contrôles dimensionnels et des inspections visuelles de fissuration sont effectués après les cycles, fournissant des données empiriques pour affiner le modèle FEA et finaliser les paramètres d'usinage de l'acrylique extrudé coulé sur mesure , bouclant ainsi la boucle du processus d'ingénierie.
Ce document souligne que la fiabilité du cyclage thermique est un résultat planifié. Notre valeur concurrentielle réside dans l’intégration de l’ingénierie thermique dans le secteurusinage de précision écologiquement robuste flux de travail. Nous résolvons le problème critique des clients en matière de défaillance sur le terrain en fournissant des composants qui sont non seulement usinés avec précision, mais aussi intelligemment conçus pour absorber les mouvements thermiques, garantissant ainsi une stabilité dimensionnelle et une intégrité fonctionnelle à long terme.
Pourquoi choisir la fabrication acrylique de haute précision pour les fenêtres de qualité défense et sécurité ?
Pour les fenêtres de visualisation balistiques ou résistantes aux explosions, l'intégrité structurelle de l'élément transparent est aussi critique que la qualité de son matériau. Tout défaut interne ou épaisseur incohérente devient un point de défaillance. Ce document détaille notre méthodologie de fabrication acrylique de haute précision pour les panneaux coulés monolithiques de plus de 50 mm , en se concentrant sur les processus qui évitent les contraintes cachées et garantissent des propriétés matérielles uniformes pour répondre aux certifications de performances strictes pour les applications de sécurité :
Usinage intensif contrôlé pour les matériaux en vrac
- Stratégie de refroidissement par gradient : un algorithme propriétaire gère dynamiquement l'entrée thermique pendantusinage de précision en acrylique moulé pour éviter les concentrations de contraintes, en utilisant des ajustements en temps réel de la distribution du liquide de refroidissement en fonction de la profondeur de coupe et de la charge.
- Stratégie de parcours d'outil optimisée : Nous utilisons des géométries d'outils spécialisées et des trajectoires de fraisage trochoïdales pour répartir uniformément les forces de coupe, un protocole d'usinage de précision fondamental pour maintenir les propriétés des matériaux dans les coupes profondes et lourdes.
Assurer une épaisseur uniforme et une qualité optique
- Usinage double face avec un seul montage : les surfaces parallèles critiques sont finies en une seule configuration pour garantir une consistance d'épaisseur inférieure à 0,1 mm, une exigence essentielle pour usinage de précision de qualité balistique et la clarté optique.
- Finition compensée : le balayage laser en cours de processus crée une carte d'épaisseur, permettant des ajustements automatisés du parcours d'outil pour obtenir une uniformité dimensionnelle finale sur toute la surface du panneau.
Vérification et documentation complètes de la qualité
- Tests 100 % non destructifs (CND) : chaque composant est soumis à une inspection par ultrasons, fournissant un rapport de détection des défauts qui fait partie intégrante de notre fabrication acrylique de haute précision dossier de qualité.
- Documentation complète de conformité : nous délivrons un certificat de conformité avec les données ultrasonores, les cartes d'épaisseur et la traçabilité des matériaux, garantissant une conformité ISO sans équivoque pour les applications de sécurité .
Ce document définit la rigueur technique requise pour les blindages transparents critiques pour la sécurité. Notre valeur n'est pas de fournir seulement une partie, mais une intégrité vérifiable. Nous résolvons le risque de défaillance matérielle latente du client en mettant en œuvre des mesures contrôlées d'atténuation des contraintes. protocoles d'usinage de précision validés , couplé à une validation 100 % CND. Ce processus démontrable et documenté crée la confiance essentielle pour des partenariats à long terme dans le secteur de la défense et de la sécurité.
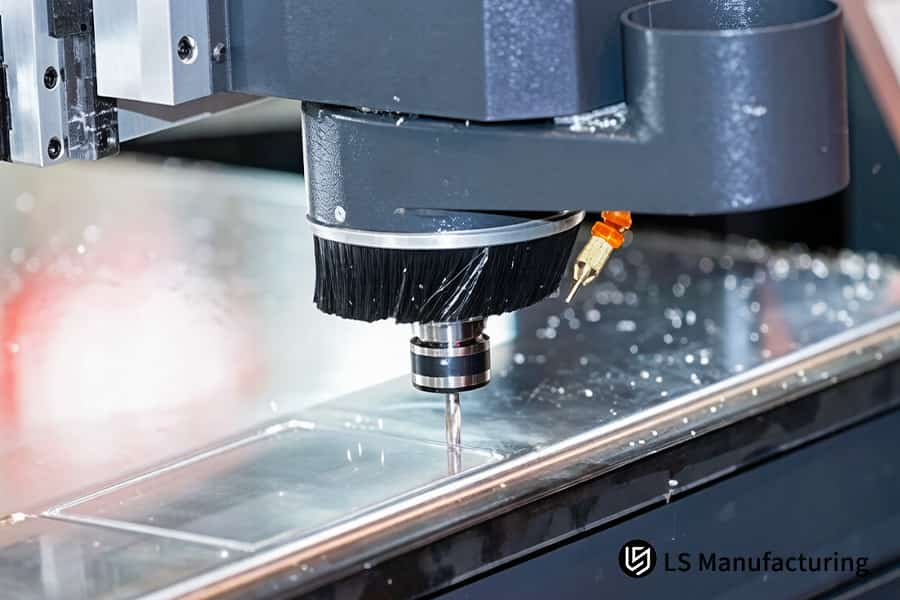
Figure 4 : Une perceuse CNC avec du liquide de refroidissement crée un trou précis dans l'acrylique transparent pour les pièces de luminaires optiques ou d'affichage.
LS Manufacturing : Rotors de centrifugeuse de haute précision de qualité médicale – Solutions de fabrication acrylique sur mesure
Ce document détaille comment la fabrication acrylique sur mesure de LS Manufacturing a résolu une défaillance critique dans un rotor de centrifugeuse médicale. Face à un rendement de 45 % dû à la fissuration sous contrainte à 15 000 tr/min , nous avons mis en œuvre une refonte des matériaux et des procédés. La solution démontre notreusinage de précision spécifique à une application capacité pour les composants critiques :
Défi client
Le fournisseur précédent du client a usiné un rotor de 300 mm de diamètre à partir d'acrylique extrudé de 20 mm d'épaisseur . Le processus existant ignorait les contraintes inhérentes au matériau et générait une chaleur excessive, provoquant des microfissures radiales. Cela a abouti à un taux de réussite de 45 % lors des tests de qualification à 15 000 tr/min , mettant en péril le lancement d'un produit et risquant un rappel à grande échelle de la plate-forme de dispositif de diagnostic, entraînant un retard de projet et une exposition financière importants.
Solution de fabrication LS
Nous avons spécifié un acrylique moulé en cellules hautement réticulé pour une homogénéité structurelle supérieure. L'usinage a utilisé une CNC haute vitesse à 5 axes avec un usinage de précision à faible contrainte stratégie : les parcours d'outils en micro-étapes et le refroidissement par air froid ont empêché un échauffement localisé. Un cycle critique de recuit par étapes de précision de 4 heures a suivi, soulageant toutes les contraintes internes. Le revêtement final a été réalisé à l'aide d'un appareil à vide, garantissant une planéité critique de ± 0,02 mm pour un équilibre dynamique parfait essentiel pour les composants de précision à haut régime .
Résultats et valeur
Les rotors livrés ont atteint un taux de défaillance de 0 % (0 fissure) grâce à 50 000 cycles de tests d'endurance à 15 000 tr/min . Le rendement de production final a atteint 99,8%. En fournissant un composant ne nécessitant aucun équilibrage dynamique secondaire, nous avons éliminé 120 $ de coûts de post-traitement par unité de périphérique final. Ce résultat validé de fabrication de précision a conduit le client à désigner LS Manufacturing comme unique fournisseur mondial de tous les composants transparents de cette gamme de produits médicaux.
Ce cas souligne que la fiabilité sous des charges dynamiques extrêmes est fonction de la conception intégrée du processus. Notre avantage concurrentiel réside dans la résolution des causes profondes des défaillances grâce à une science précise des matériaux, un usinage de précision certifié à gestion thermique et une rigueur de validation, fournissant non seulement des pièces mais aussi des performances garanties pour applications de fabrication acrylique de grande valeur .
De 45 % de rebuts à zéro fissure. Obtenez une planéité de ± 0,02 mm en acrylique avec une CNC 5 axes et une fabrication sur mesure.

FAQ
1. Pourquoi LS Manufacturing est-il meilleur que les ateliers de plastique standards pour les services d'usinage de précision ?
Nous exploitons des ateliers à température contrôlée équipés de machines CNC 5 axes simultanés , nous permettant de maintenir des tolérances à ±0,05 mm tout en fournissant des enregistrements de qualité conformes aux normes ISO 13485.
2. Quelle est l’épaisseur maximale pour votre service de fabrication acrylique sur mesure ?
Nous pouvons usiner avec précision des feuilles acryliques d'une épaisseur allant de 0,5 mm à plus de 100 mm , garantissant une parfaite perpendiculaire même lors de la découpe de plusieurs couches empilées.
3. Comment LS Manufacturing empêche-t-il le faïençage pendant le processus d'usinage ?
En utilisant des formulations de liquides de refroidissement acryliques spécialisées et en mettant en œuvre un processus complet de recuit après usinage, nous soulageons les contraintes résiduelles au niveau moléculaire, éliminant ainsi complètement le risque de fissuration sous contrainte.
4. Pouvez-vous fournir un devis pour l’usinage de précision en petits lots d’acrylique coulé ?
Oui, nous n’imposons pas d’exigences strictes en matière de quantité minimale de commande (MOQ). Veuillez cliquer sur le bouton « Obtenir un devis » ci-dessous pour télécharger vos fichiers STEP ; nous vous fournirons un devis directement du fabricant dans les 24 heures .
5. Quel est le meilleur choix pour mon projet : composants acryliques coulés ou extrudés ?
L'acrylique coulé est idéal pour les pièces nécessitant une clarté optique et une résistance mécanique exceptionnelles, tandis que l'acrylique extrudé est mieux adapté aux commandes de gros volumes et rentables. Nos ingénieurs vous fourniront des recommandations adaptées à vos exigences spécifiques en matière de conception pour la fabricabilité (DFM).
6. LS Manufacturing propose-t-il des options de finition de surface telles que le collage par solvant ou le polissage à la flamme ?
Nous proposons des solutions complètes de post-traitement, notamment des services de collage sans soudure de qualité médicale , de polissage à la vapeur et de revêtement antistatique (ESD).
7. Dans quel délai puis-je recevoir des échantillons de pièces acryliques usinées CNC ?
En tirant parti de nos systèmes d'ingénierie numérique, nous pouvons réaliser la production de prototypes de haute précision et organiser l'expédition express internationale dans les 48 à 72 heures suivant la confirmation du dessin.
8. Pourquoi choisir LS Manufacturing comme fabricant certifié ISO pour les composants métalliques et plastiques ?
Nous proposons des capacités d'usinage multi-matériaux intégrées, nous permettant de résoudre des problèmes complexes de tolérance de précision, tels que l'installation de composants transparents dans des cadres métalliques, et vous aidant à rationaliser votre liste de fournisseurs.
Résumé
Dans le domaine deusinage de précision , comprendre les différences entre l'acrylique coulé et extrudé n'est que le début ; la véritable clé du succès réside dans la transformation de ces matériaux en composants fonctionnels grâce aux services d'usinage de précision exceptionnels de LS Manufacturing. De la résolution des fissures microscopiques sous contrainte à la réalisation de géométries complexes via l'usinage simultané sur 5 axes, nous avons démontré, grâce à des données concrètes et des études de cas de qualité médicale, qu'un partenariat avec un fabricant qui « comprend réellement les matériaux » est le seul moyen de réduire le coût total de possession (TCO) et d'améliorer la compétitivité sur le marché.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the " Obtenez un devis instantané " button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing's Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours .
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux ,and other one-stop manufacturing services.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


