
Serviço de usinagem de precisão começa com o conhecimento da diferença entre o acrílico fundido e o acrílico extrudado , embora a escolha do material certo seja o primeiro passo de uma série de tarefas mais difíceis quando se exige alta qualidade. Em particular, a verdadeira dificuldade está em como garantir a integridade e o funcionamento da peça durante a usinagem de precisão subsequente, pois a questão fundamental é que as propriedades físicas do acrílico fundido e extrudado definem como eles são usinados, onde a falha em reconhecer isso resulta em rachaduras e falhas de tolerância, criando sucata desnecessária .
É aqui que nossos serviços personalizados de fabricação de acrílico são úteis, indo além do básico de apenas cortar para empregar o poder da experiência em ciência de materiais, bem como 10.000 watts de laser e alta velocidade Fresamento CNC para processar totalmente suas peças, tanto no projeto para fabricação quanto na usinagem real. Somos capazes de resolver quaisquer dificuldades encontradas na usinagem de peças fundidas e extrudadas , e nossa análise subsequente usará um ponto de vista de “processo” aplicado.

Fabricação de acrílico personalizado: referência rápida de usinagem
| Consideração principal | Solução Técnica para Acrílico Fundido e Extrudado |
| Tensão interna do material | O acrílico fundido com alívio de tensão e as condições de usinagem controladas evitam trincas por tensão. |
| Controle de cavacos e derretimento | Ferramentas especializadas, rotação rápida do fuso e aplicação eficiente de refrigeração produzem cortes limpos sem derreter. |
| Clareza e acabamento das bordas | Ferramentas diamantadas finamente afiadas e polimento por chama pós-usinagem produzem bordas opticamente nítidas. |
| Estabilidade Dimensional | O projeto e os processos da máquina garantem que não haja empenamento durante o processo de usinagem. |
| Nossa Otimização de Processos | Taxas de avanço, velocidades de corte e percursos de ferramenta específicos são desenvolvidos para cada tipo de acrílico ( Plexiglas/Lucite ). |
| Resultado: Clareza Óptica | O resultado final é usinagem de precisão de peças de qualidade óptica , altamente transparente com baixa neblina. |
| Resultado: Integridade Estrutural | O resultado final são peças dimensionalmente precisas e fortes, sem fraturas por tensão interna . |
Abordamos os problemas associados à usinagem de acrílico fundido e extrudado com cortes limpos, exatos e precisos. Não há derretimento, rachaduras e nebulosidade aqui. Em vez disso, produzimos produtos estruturalmente sólidos, com grande transparência óptica e bordas suaves, prontos para uso em luminárias, vitrines e outras aplicações sofisticadas.
Por que confiar neste guia? Experiência prática dos especialistas em fabricação da LS
Embora existam muitos recursos que podem lhe ensinar sobre acrílico, nosso guia foi escrito com base na experiência do mundo real na fábrica, e não na literatura acadêmica. Nossa realidade é lidar com a personalidade única do acrílico fundido e extrudado à medida que o usinamos para atender às tolerâncias. Não apenas entendemos suas propriedades, mas nosso sustento depende de nossa capacidade de lidar com os problemas térmicos do acrílico fundido durante a usinagem e as tensões inerentes ao acrílico extrudado quando fresado.
As habilidades adquiridas com esta abordagem são empregadas em projetos importantes. Fabricamos tubos de luz óptica com a máxima clareza, fabricamos elementos de exibição em grande escala que precisam de juntas perfeitas e invólucros reforçados por máquina que não podem apresentar falhas. Todo o processo de fabricação em nossa empresa segue rigorosamente os requisitos de qualidade estabelecidos pela Grupo Internacional de Qualidade Aeroespacial (IAQG) , e Agência de Proteção Ambiental (EPA) também.
Todas as recomendações aqui são bem fundamentadas com base em milhares de ciclos de produção bem-sucedidos. Determinamos exatamente qual caminho da ferramenta ajuda a reduzir o lascamento nas arestas extrudadas, qual pressão do refrigerante produz os melhores acabamentos superficiais em blocos fundidos e a taxa de avanço apropriada para diferentes materiais. Fornecemos a você um conhecimento robusto baseado em experiência para economizar dinheiro em operações desnecessárias de tentativa e erro. As informações apresentadas aqui são exatamente as mesmas que usamos todos os dias para entregar as melhores peças acrílicas de alto desempenho .

Figura 1: Um laser corta com precisão folhas de acrílico transparente para acabamento interno de automóveis ou lentes de luminárias.
Por que a LS Manufacturing é a principal escolha para um serviço de usinagem de precisão em projetos de acrílico de alta qualidade?
O maior desafio em qualquerusinagem de precisão em acrílico de alta qualidade consiste em manter uma precisão dimensional perfeita para evitar montagens adicionais de pós-processamento. Aqui está a metodologia que usamos para estabilizar a tolerância de usinagem de chapas acrílicas de 10 mm de espessura dentro de ± 0,05 mm usando nossa estrutura de controle de precisão:
Protocolo Integrado de Condicionamento Térmico e Usinagem
A instabilidade material é tratada proativamente. Os blanks são submetidos a um período de condicionamento de 24 horas sob condições cuidadosamente monitoradas de 20±1°C . É importante ressaltar que o serviço de usinagem de precisão que oferecemos inclui um sistema de jato de ar criogênico em tempo real que se concentra na zona de corte, mantendo assim o ΔT abaixo de 2°C . Isto evita qualquer deformação térmica, proporcionando assim uma base consistente para corte acrílico de alta precisão .
Metrologia em Tempo Real e Correção Adaptativa de Percurso
Implementamos um sistema de medição e compensação em circuito fechado em processo. Um scanner a laser sem contato captura o perfil de um recurso usinado imediatamente após o corte inicial. O software de engenharia LS Manufacturing compara estes dados com o modelo CAD, calculando os desvios. O sistema então gera e executa automaticamente um percurso de ferramenta corretivo em nível de mícron, um componente central de nossos recursos de microusinagem de precisão para um serviço de fabricação de acrílico personalizado impecável.
Parâmetros de usinagem validados e específicos do material
Não são utilizados parâmetros genéricos e as técnicas foram especialmente desenvolvidas para acrílico. No caso de materiais com espessura de 10 mm , torna-se obrigatório um processo em múltiplas etapas; isso envolve desbaste rápido com caminhos de tensão mínimos e, em seguida, execução de um único acabamento final de 0,2 mm . Cada técnica é testada com corpos de prova e suas dimensões são verificadas com um comparador óptico. É através destes testes rigorosos que definimos o nosso solução avançada de usinagem de precisão .
Não são utilizados parâmetros genéricos e as técnicas foram especialmente desenvolvidas para acrílico . No caso de materiais com espessura de 10 mm , torna-se obrigatório um processo em múltiplas etapas; isso envolve desbaste rápido com caminhos de tensão mínimos e, em seguida, execução de um único acabamento final de 0,2 mm . Cada técnica é testada com corpos de prova e suas dimensões são verificadas com um comparador óptico. É através destes testes rigorosos que definimos o nossoexigindo projetos de usinagem de precisão .

Como o serviço personalizado de fabricação de acrílico pode reduzir o risco de rachaduras por estresse em componentes de grau médico?
As fissuras por tensão (fissuras) devido à usinagem e à interação química são uma causa significativa de falha em componentes de grau médico, como guias de fluidos e materiais de laboratório. Esta nota técnica descreve nosso processo proprietário de fabricação e condicionamento que diminui o potencial de fissuras em mais de 95% em testes de limpeza IPA de 70% . O procedimento leva em consideração as razões subjacentes: alívio da tensão intrínseca do material e inibição de qualquer nova tensão durante a usinagem :
Seleção de materiais e avaliação de pré-processamento
- Identificação de tensão inerente: Selecionamos acrílico fundido em células para usos de missão crítica. No serviço de usinagem de acrílico extrudado , medimos qualquer tensão residual usando exame de luz polarizada.
- Orientação estratégica da peça bruta: As peças brutas são cortadas da folha mestre com orientação relativa ao eixo de extrusão. Diminui o estado de tensão inerente submetido à ferramenta de corte durante usinagem de precisão de dispositivos médicos .
Protocolo de usinagem escalonada de baixa temperatura
- Entrada Térmica Controlada: O serviço personalizado de fabricação de acrílico utiliza um processo de “fresamento a frio”. Usamos ferramentas de alta contagem de canais e otimizações de geometria.
- Remoção Incremental de Material: Os componentes críticos da peça são usinados usando técnicas de remoção incremental de material ( ≤0,5 mm por passe ), evitando qualquer acúmulo de calor e deformação plástica que leva à formação de tensão adicional e garante integridade de usinagem de precisão .
Alívio sistemático de tensões pós-usinagem
- Recozimento térmico programado: O componente individual é submetido a um processo de recozimento após a usinagem. O processo de recozimento envolve um aumento controlado da temperatura até um nível abaixo da temperatura de deflexão do material .
- Resfriamento Gradual: As peças são resfriadas dentro do forno por meio de um processo que ocorre a uma taxa deliberada de menos de 2°C por minuto para permitir o relaxamento das moléculas do polímero e o alívio eficaz do estresse .
Validação por meio de testes químicos agressivos
- Garantia de desempenho quantitativo: A validação do procedimento envolve a exposição de amostras de todos os lotes a contato prolongado com álcool isopropílico 70% .
- Feedback da Análise de Falhas: No caso de qualquer ocorrência incomum, o problema é cuidadosamente registrado e ações corretivas são tomadas para ajustar o processo de fabricação parausinagem de precisão de alto risco .
O protocolo estabelece nossa vantagem técnica competitiva: o projeto de mitigação de fissuras é um esforço deliberado. O desempenho é garantido através de um controle sistemático do estado do material antes, durante e após a usinagem. A integração comprovada de manuseio preditivo de materiais, usinagem térmica e pós-processamento valida a confiabilidade exigida para tarefas de missão crítica aplicações de usinagem de precisão .
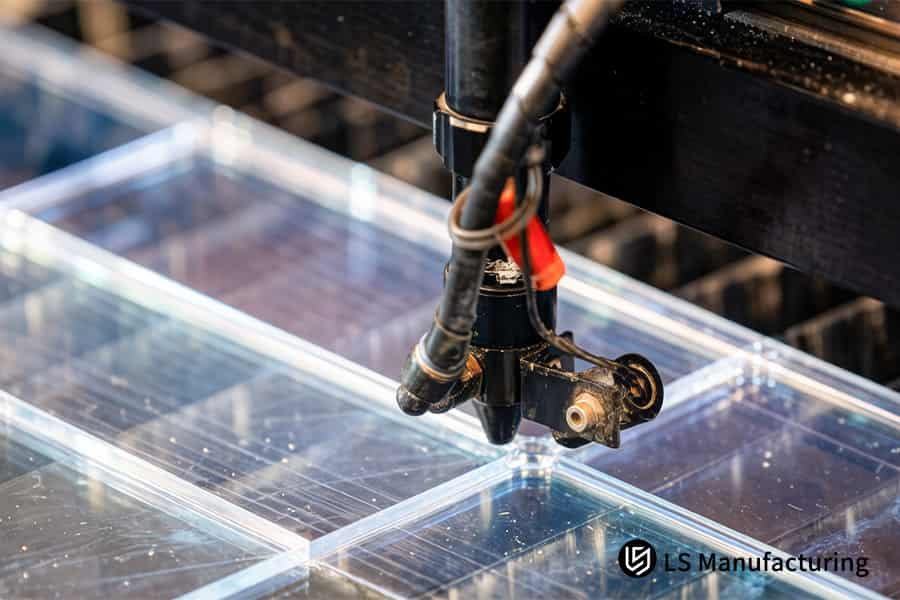
Figura 2: Uma ferramenta CNC molda chapas acrílicas extrudadas para componentes arquitetônicos ou de sinalização de alta tolerância.
Por que os engenheiros devem priorizar a usinagem de precisão em acrílico fundido para clareza óptica estrutural?
Os engenheiros que projetam janelas ópticas precisam equilibrar a resistência estrutural e a clareza óptica completa. Para essas janelas ópticas, o acrílico fundido é a melhor escolha para o material homogêneo; entretanto, a usinagem tradicional cria irregularidades superficiais que levam ao espalhamento óptico. Este documento apresenta uma peça de fabricação em acrílico de alta precisão com rugosidade superficial final de Ra ≤ 0,2μm . O processo de usinagem evita o polimento caro, reduzindo assim o tempo de conclusão do projeto em 30% .
| Aspecto | Estratégia Técnica e Resultado Quantificável |
| Fundação material | O único material utilizado para usinagem é a placa acrílica fundida recozida e de células finas, oferecendo um material livre de tensões e opticamente consistente, necessário para a usinagem de precisão do acrílico fundido . |
| Ferramentas e Processo | O torneamento diamantado de ponto único (SPDT) em um torno de ultraprecisão é realizado, onde a ferramenta de corte multicanal é substituída por SPDT para eliminar marcas periódicas da ferramenta e ondulação de frequência média. |
| Parâmetros de usinagem | Oprocesso de usinagem óptica de precisão envolve profundidade de corte submícron, velocidade de fuso ultra-alta e taxa de avanço de resolução nanométrica para um acabamento superficial espelhado de Ra 0,2μm . |
| Estabilidade do sistema | A estabilidade térmica do sistema de usinagem é controlada por jato de ar resfriado e isolamento de granito da base da máquina, imprescindível em usinagem de precisão submícron . |
| Validação e Portão | 100% das superfícies ópticas são validadas por interferometria de luz branca; apenas as superfícies ópticas que atendem à especificação Ra ≤ 0,2 μm são qualificadas para processamento, e nenhum pós-polimento ou redução direta de custos é necessário. |
A profundidade de engenharia discutida neste documento aborda o desafio do cliente com perdas de tempo e qualidade devido ao acabamento deficiente. Componentes ópticos prontos para uso são fornecidos alterando o processo de polimento manual com o controlado e usinagem de precisão determinística . Este documento estabelece um padrão competitivo do setor que os engenheiros devem seguir e obter resultados superiores em termos de desempenho óptico e mecânico, juntamente com custos reduzidos de projeto.
Como o serviço de usinagem de acrílico extrudado otimiza o custo de fabricação para pedidos de exibição em grande escala?
O custo unitário do pedido de exibição em grande escala depende da taxa de rendimento do material e do tempo de processamento, além do custo do material por peso unitário. Nesta seção, será apresentada uma abordagem de serviço de usinagem de acrílico extrudado para otimizar os custos unitários de fabricação de pedidos de display. Nossos processos de fabricação proporcionam uma taxa total de rendimento de material de 92% , ao mesmo tempo em que diminuem o tempo de processamento de peças em mais de 40% em comparação com o ciclo de fabricação de 5.000 unidades.
Agrupamento algorítmico para rendimento máximo de material
Temos software de agrupamento de última geração que avalia toda a geometria do pedido das peças. Em um único pedido de 5.000 molduras de exibição, o algoritmo percorrerá milhares de configurações possíveis para o posicionamento ideal das peças nas folhas extrudadas. Isto é crítico em nossa produção de alto volume Usinagem CNC para acrílico , o que nos permite alcançar mais de 92% de utilização de material em comparação com o padrão de 75% a 80% em toda a indústria.
Corte a laser de alta velocidade para redução do tempo de ciclo
O perfil inicial das peças é feito usando um cortador a laser rápido de 15kW . A cabeça do laser de "rastreamento de contorno" mantém o feixe de laser na distância e pressão de gás ideais enquanto opera a uma velocidade acima de 60 metros por minuto . A utilização de tal máquina, uma parte essencial do nosso processos eficientes de usinagem de precisão para telas de paredes finas, significa que não precisamos usar a ferramenta de corte mecânico mais lenta para desbastar contornos.
Sequências de usinagem padronizadas e de alta eficiência
Para recursos como furos ou ranhuras de montagem, usamos caminhos padronizados otimizados em todas as peças semelhantes. Isso significa aplicar ferramentas de metal duro de alta velocidade , definir passos de profundidade e taxas de engate constantes da ferramenta. A padronização otimizada da usinagem CNC para componentes acrílicos é essencial porque garante rapidez na programação do trabalho da máquina, menor tempo de preparação da máquina entre lotes, bem como tempos mínimos de usinagem previsíveis, que são fundamentais na programação de produção de alto volume e na otimização de custos .
Garantia de Qualidade Integrada no Fluxo
A medição das dimensões ocorre automaticamente usando scanners a laser em estágios principais, onde os protocolos SPC determinam a inspeção de cada enésimo componente . Essas informações nos permitem evitar os altos custos de erros de lote, garantindo a usinagem de produção de precisão de milhares de componentes dentro dos limites de especificação e livres de qualquer necessidade de classificação ou sucateamento após a fabricação, economizando eficiências obtidas ao longo do processo.
Este documento prova que a otimização de custos é um resultado cuidadosamente projetado da integração de processos. Nossa vantagem competitiva vem do uso complementar de algoritmos de agrupamento, corte em alta velocidade e usinagem padrão de serviço de usinagem de acrílico extrudado . Essa abordagem garante a escalabilidade e a previsibilidade necessárias para lidar com vitrines altamente competitivas e de alto volume de maneira eficaz .
O que define as métricas de precisão da usinagem de peças acrílicas de precisão para equipamentos semicondutores?
A fabricação precisa de componentes para equipamentos semicondutores requer precisão, limpeza e estabilidade durante um longo período de tempo em condições hostis. Este documento descreve os padrões de fabricação de precisão aplicados por nós ao realizar usinagem de peças acrílicas de precisão para semicondutores. Descrevemos abaixo os requisitos técnicos necessários para produzir componentes que tenham precisão medida em submícrons, sem contaminação e longevidade superior a cinco anos em vácuo ou produtos químicos.
Ambiente de produção de sala limpa certificado
- Controle de Partículas: Toda a usinagem ocorre em uma instalação de produção com sala limpa Classe 1000 (ISO 6). A usinagem das peças ocorre em estação de trabalho limpa de fluxo laminar com filtro HEPA. Estas estações de trabalho são para manipulação e embalagem final das peças.
- Protocolo de higiene de materiais: Os materiais acrílicos extrudados fundidos personalizados recebidos são limpos por meio de processo de limpeza ultrassônica e as ferramentas são mantidas em instalações separadas.
Alcançando formato submícron e precisão dimensional
- Plataforma de usinagem de ultraprecisão: Nossas máquinas-ferramentas apresentam tecnologia de estabilização de temperatura e fusos com rolamento de ar , produzindo precisão rotacional inferior a 0,001 mm , proporcionando uma precisão real usinagem de precisão de nível de semicondutores .
- Correção orientada por metrologia: Um interferômetro a laser é usado para medir durante o processo, permitindo a correção do caminho da ferramenta durante o processo, capaz de manter tolerâncias posicionais rígidas de ±0,005 mm , um princípio fundamental por trás dos processos de usinagem de precisão certificados .
Pós-processamento para integridade química e de vácuo
- Alívio de tensões e recozimento: Todas as peças serão submetidas a um processo de recozimento térmico que remove todas as tensões de usinagem, evitando a liberação de gases.
- Acabamento de superfície para inércia: O acabamento de superfície é polido até um acabamento de superfície de grau óptico ( Ra < 0,4μm ), formando um acabamento de superfície inerte que evita a adesão de partículas e a penetração de produtos químicos.
Validação e garantia de desempenho vitalício
- Inspeção Final Abrangente: Cada peça passa por testes dimensionais (CMM), análise de acabamento superficial e certificação de limpeza de acordo com os padrões IEST, o que garante que a peça atenda aos rígidos requisitos deusinagem de precisão de alta confiabilidade .
- Rastreabilidade total: A rastreabilidade total do material e do processo é garantida desde o acrílico extrudado fundido personalizado bruto até a peça acabada pronta para envio. Certificação completa é fornecida.
Este padrão reconhece que os materiais de grau semicondutor são produzidos através de rigoroso controle ambiental, ferramentas de altíssima precisão e validação rigorosa . A principal diferença em nossas capacidades reside na combinação das melhores práticas de produção em salas limpas com processos de usinagem de precisão certificados . Isso garante que nossos componentes tenham estabilidade, limpeza e longevidade exigidas pelas aplicações de fabricação de equipamentos semicondutores.

Figura 3: Uma fresa de topo de metal duro usina acrílico de grau médico para um invólucro de transdutor de ultrassom.
Por que a usinagem CNC para acrílico é o método mais confiável para geometrias complexas de vários eixos?
Para componentes com contornos 3D complexos ou cavidades profundas, os métodos tradicionais, como a termoformação, não atendem aos requisitos rígidos de tolerância e posição real. Este documento detalha por que Usinagem de 5 eixos é a solução definitiva, permitindo a fabricação completa em 5 lados em uma única configuração. Esta metodologia elimina os erros cumulativos de múltiplas fixações, garantindo diretamente a coaxialidade perfeita entre os recursos e reduzindo as taxas de rejeição de montagens para geometrias complexas e intrincadas.
| Aspecto | Estratégia Técnica e Resultado |
| Fabricação de configuração única | A usinagem CNC simultânea de 5 eixos para acrílico realiza toda a usinagem em uma configuração, evitando o aumento de tolerância de mais de 0,1 mm devido a várias configurações. |
| Percursos otimizados para cavidades | Percursos dinâmicos e ferramentas especialmente projetadas controlam a força de corte para manter paredes de ±0,1 mm de espessura para cavidades profundas e de alta proporção de aspecto. |
| Metrologia em Processo | Um sistema de inspeção em tempo real mede pontos de referência e realiza a compensação necessária para atingir precisão posicional de 0,02 mm em aplicações complexas de usinagem de precisão . |
| Controle térmico e de estresse | Aplicação de refrigeração pulsada e percursos de ferramenta ideais parausinagem de precisão multieixos minimizar a geração de calor para evitar distorção da peça. |
Este documento prova que a confiabilidade geométrica de peças complexas depende da integração do processo. Através do nosso serviço de usinagem de precisão , abordamos diretamente questões relacionadas ao desalinhamento e baixos rendimentos na primeira passagem, empregando excelência técnica por meio de usinagem de configuração única e verificação durante o processo. Com o uso de usinagem avançada de precisão de 5 eixos , geometrias complexas sofisticadas são criadas com precisão.
Como as soluções acrílicas extrudadas personalizadas podem se adaptar às flutuações extremas de temperatura?
Componentes feitos de acrílico que estão em um ambiente onde ocorrem mudanças extremas de temperatura estarão sujeitos a falhas mecânicas, bem como a expansão ou contração térmica. Para fornecer um acrílico extrudado fundido personalizado , oferecemos um método de projeto e seleção de material , que levará em consideração a taxa de expansão linear de cerca de 0,07 mm/m·°C a -20°C a 60°C .
Análise Preditiva de DFM para Deformação Térmica
Na primeira fase, realizamos um extenso estudo de DFM durante a fase de cotação. Usando a simulação FEA, estabelecemos as áreas de alta concentração de tensão para o componente sob uma determinada diferença de temperatura. Os resultados do estudo da FEA determinarão a seleção apropriada do material , seja acrílico fundido de baixa expansão ou acrílico extrudado mais forte. Além disso, os resultados ditarão as alterações necessárias no projeto antes de finalizarmos protocolo de usinagem de precisão .
Recursos de compensação de expansão integrados ao design
Para reduzir a tensão nas peças, nossa abordagem envolve projetar certos deslocamentos geométricos na peça para compensar tal tensão. No caso de uma junta de fixação, usinamos ranhuras alongadas ou furos de conformidade que permitem a livre movimentação, reduzindo as tensões de cisalhamento causadas pelo fixador. Para aplicações de encaixe por pressão, calculamos os ajustes ideais considerando as diferentes expansões térmicas entre o acrílico e o metal; este é um passo essencial em nosso serviço de fabricação de acrílico personalizado para aplicações em ambientes quentes.
Usinagem de Precisão com Tolerância Térmica
Todas as dimensões críticas são usinadas com tolerâncias compensadas por temperatura. Ajustamos as dimensões de usinagem desejadas com base na temperatura operacional média esperada , garantindo que a peça esteja dentro da tolerância em toda a faixa de serviço. Isso requer usinagem de precisão de alta estabilidade em equipamentos com temperatura controlada para atingir a consistência necessária de +/-0,05 mm , garantindo que os recursos de compensação funcionem conforme pretendido e acomodem a expansão térmica calculada.
Validação através de testes de estresse ambiental
Validamos o projeto submetendo amostras de protótipos a testes de ciclos térmicos que reproduzem o ambiente específico do projeto. Verificações dimensionais e inspeções visuais de fissuras são realizadas após os ciclos, fornecendo dados empíricos para refinar o modelo FEA e finalizar os parâmetros de usinagem de acrílico extrudado fundido personalizado , fechando o ciclo do processo de engenharia.
Este documento ressalta que a confiabilidade no ciclo térmico é um resultado planejado. Nosso valor competitivo reside na integração antecipada da engenharia térmica nousinagem de precisão ambientalmente robusta fluxo de trabalho. Resolvemos o problema crítico do cliente de falha em campo, fornecendo componentes que não são apenas usinados com precisão, mas também projetados de forma inteligente para absorver o movimento térmico, garantindo estabilidade dimensional e integridade funcional a longo prazo.
Por que escolher a fabricação de acrílico de alta precisão para janelas de nível de defesa e segurança?
Para janelas de visualização balísticas ou resistentes a explosões, a integridade estrutural do elemento transparente é tão crítica quanto a qualidade do material. Qualquer falha interna ou espessura inconsistente torna-se um ponto de falha. Este documento detalha nossa metodologia de fabricação de acrílico de alta precisão para painéis fundidos monolíticos superiores a 50 mm , com foco em processos que evitam tensões ocultas e garantem propriedades uniformes do material para atender às rigorosas certificações de desempenho para aplicações de segurança:
Usinagem Reforçada Controlada para Materiais a Granel
- Estratégia de Corte de Resfriamento Gradiente: Um algoritmo proprietário gerencia dinamicamente a entrada térmica duranteusinagem de precisão em acrílico fundido para evitar concentrações de tensão, utilizando ajustes em tempo real no fornecimento de refrigeração com base na profundidade de corte e na carga.
- Estratégia de percurso de ferramenta otimizado: empregamos geometrias de ferramentas especializadas e percursos de fresamento trocoidal para distribuir uniformemente as forças de corte, um protocolo de usinagem de precisão fundamental para manter as propriedades do material em cortes profundos e pesados.
Garantindo espessura uniforme e qualidade óptica
- Usinagem de dois lados com fixação única: Superfícies paralelas críticas são acabadas em uma configuração para garantir consistência de espessura dentro de 0,1 mm, um requisito essencial para usinagem de precisão de nível balístico e clareza óptica.
- Acabamento compensado: A digitalização a laser durante o processo cria um mapa de espessura, permitindo ajustes automatizados do percurso da ferramenta para alcançar uniformidade dimensional final em toda a superfície do painel.
Verificação e documentação abrangente de qualidade
- 100% Testes Não Destrutivos (NDT): Cada componente passa por inspeção ultrassônica, fornecendo um relatório de detecção de falhas que é parte integrante do nosso fabricação de acrílico de alta precisão registro de qualidade.
- Documentação de conformidade completa: Fornecemos um certificado de conformidade com dados ultrassônicos, mapas de espessura e rastreabilidade de materiais, garantindo conformidade ISO inequívoca para aplicações de segurança .
Este documento define o rigor de engenharia necessário para armaduras transparentes de segurança crítica. Nosso valor é fornecer não apenas uma parte, mas uma integridade verificável. Resolvemos o risco do cliente de falha latente de material, implementando soluções controladas de mitigação de estresse protocolos validados de usinagem de precisão , juntamente com 100% de validação de END. Este processo demonstrável e documentado cria a confiança essencial para parcerias de longo prazo no sector da defesa e segurança.
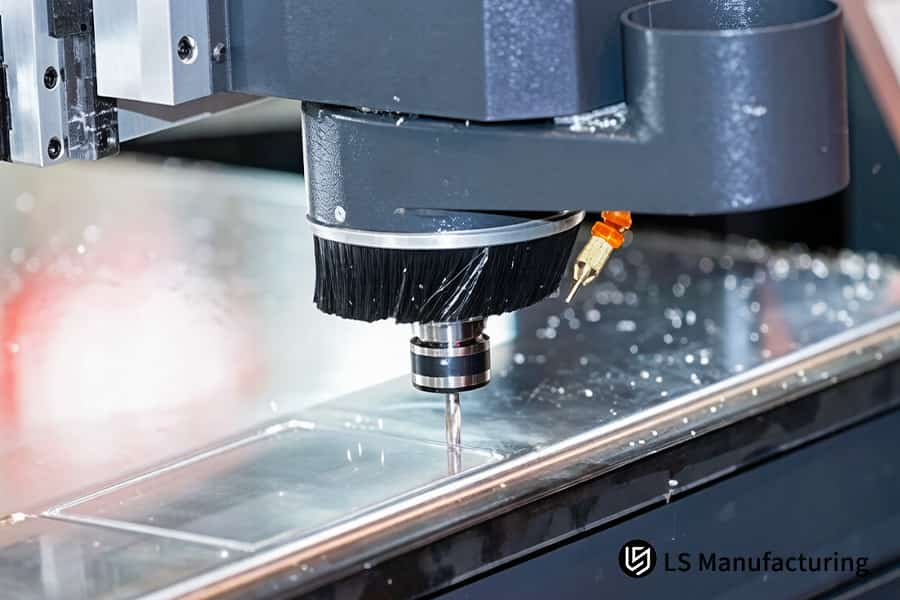
Figura 4: Uma broca CNC com refrigeração cria um furo preciso em acrílico transparente para peças ópticas ou de fixação de display.
LS Manufacturing: Rotores centrífugos de alta precisão de nível médico — Soluções personalizadas de fabricação de acrílico
Este documento detalha como a fabricação de acrílico personalizado da LS Manufacturing resolveu uma falha crítica em um rotor de centrífuga médica. Diante de um rendimento de 45% devido à fissuração por tensão a 15.000 RPM , implementamos um redesenho de materiais e processos. A solução demonstra nossausinagem de precisão específica para aplicação capacidade para componentes de missão crítica:
Desafio do cliente
O fornecedor anterior do cliente usinou um rotor de 300 mm de diâmetro em acrílico extrudado com 20 mm de espessura . O processo legado ignorou a tensão inerente ao material e gerou calor excessivo, causando microfissuras radiais. Isso resultou em uma taxa de aprovação de 45% durante os testes de qualificação de 15.000 RPM , comprometendo o lançamento de um produto e arriscando um recall em grande escala da plataforma do dispositivo de diagnóstico, causando atrasos significativos no projeto e exposição financeira.
Solução de Fabricação LS
Especificamos um acrílico altamente reticulado e fundido em células para homogeneidade estrutural superior. A usinagem utilizou um CNC de alta velocidade de 5 eixos com um usinagem de precisão com baixo estresse estratégia : percursos de microetapas e resfriamento com ar resfriado evitaram aquecimento localizado. Seguiu-se um ciclo crítico de recozimento escalonado de precisão de 4 horas, aliviando todas as tensões internas. O revestimento final foi feito usando um dispositivo de vácuo, garantindo uma planicidade crítica de ±0,02 mm para um equilíbrio dinâmico perfeito, essencial para componentes de precisão de alta rotação .
Resultados e Valor
Os rotores entregues alcançaram taxa de falha de 0% (0 rachaduras) através de 50.000 ciclos de testes de resistência a 15.000 RPM . O rendimento final da produção atingiu 99,8%. Ao fornecer um componente que não exigia balanceamento dinâmico secundário, eliminamos US$ 120 em custos de pós-processamento por unidade final do dispositivo. Este resultado validado de fabricação de precisão levou o cliente a nomear a LS Manufacturing como o único fornecedor global de todos os componentes transparentes desta linha de produtos médicos.
Este caso ressalta que a confiabilidade sob cargas dinâmicas extremas é uma função do projeto de processo integrado. Nossa vantagem competitiva é solucionar falhas causais por meio de ciência de materiais precisa, usinagem de precisão certificada termicamente gerenciada e rigor de validação, fornecendo não apenas peças, mas desempenho garantido para aplicações de fabricação de acrílico de alto valor .
De 45% de sucata a zero rachaduras. Obtenha planicidade de ±0,02 mm em acrílico com CNC de 5 eixos e fabricação personalizada.

Perguntas frequentes
1. Por que a LS Manufacturing é melhor do que as oficinas de plástico padrão para serviços de usinagem de precisão?
Operamos oficinas com temperatura controlada equipadas com máquinas CNC simultâneas de 5 eixos , o que nos permite manter tolerâncias dentro de ± 0,05 mm e, ao mesmo tempo, fornecer registros de qualidade que atendem aos padrões ISO 13485.
2. Qual é a espessura máxima para o seu serviço de fabricação de acrílico personalizado?
Podemos usinar com precisão folhas de acrílico com espessura de 0,5 mm a mais de 100 mm , garantindo perpendicularidade perfeita mesmo ao cortar várias camadas empilhadas.
3. Como a LS Manufacturing evita fissuras durante o processo de usinagem?
Ao utilizar formulações especializadas de refrigeração acrílica e implementar um processo abrangente de recozimento pós-usinagem, aliviamos a tensão residual em nível molecular, eliminando assim completamente o risco de trincas por tensão.
4. Você pode fornecer uma cotação de preço para usinagem de precisão em pequenos lotes de acrílico fundido?
Sim, não impomos requisitos rígidos de Quantidade Mínima de Pedido (MOQ). Clique no botão "Obter um orçamento" abaixo para enviar seus arquivos STEP; forneceremos a você uma cotação de preço direta do fabricante dentro de 24 horas .
5. O que é melhor para o meu projeto: Componentes acrílicos fundidos ou extrudados?
O acrílico fundido é ideal para peças que exigem clareza óptica e resistência mecânica excepcionais, enquanto o acrílico extrudado é mais adequado para pedidos econômicos e de alto volume. Nossos engenheiros fornecerão recomendações adaptadas aos seus requisitos específicos de Design for Manufacturability (DFM).
6. A LS Manufacturing oferece opções de acabamento superficial, como colagem com solvente ou polimento por chama?
Oferecemos soluções abrangentes de pós-processamento, incluindo colagem sem costura de nível médico , polimento a vapor e serviços de revestimento antiestático (ESD).
7. Com que rapidez posso receber amostras de peças acrílicas usinadas em CNC?
Aproveitando nossos sistemas de engenharia digital, podemos concluir a produção de protótipos de alta precisão e providenciar o envio expresso internacional dentro de 48 a 72 horas após a confirmação do desenho.
8. Por que escolher a LS Manufacturing como seu fabricante com certificação ISO para componentes metálicos e plásticos?
Oferecemos recursos integrados de usinagem multimateriais, o que nos permite resolver desafios complexos de tolerância de precisão — como encaixar componentes transparentes em estruturas metálicas — e ajudar você a otimizar sua lista de fornecedores.
Resumo
No reino deusinagem de precisão , compreender as diferenças entre acrílico fundido e extrudado é apenas o começo; a verdadeira chave do sucesso reside na transformação destes materiais em componentes funcionais através dos excepcionais serviços de maquinação de precisão da LS Manufacturing. Desde a resolução de fissuras microscópicas por tensão até a realização de geometrias complexas por meio de usinagem simultânea de 5 eixos, demonstramos – por meio de dados concretos e estudos de caso de nível médico – que a parceria com um fabricante que realmente “entende os materiais” é o único caminho para reduzir o custo total de propriedade (TCO) e aumentar a competitividade do mercado.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the " Obtenha orçamento instantâneo " button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing's Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours .
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção . Metal stamping ,and other one-stop manufacturing services.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .


