
Präzisionsbearbeitungsservice beginnt mit dem Wissen über den Unterschied zwischen gegossenem Acryl und extrudiertem Acryl , obwohl die Auswahl des richtigen Materials der erste Schritt in einer Reihe schwierigerer Aufgaben ist, bei denen hohe Qualität erforderlich ist. Die eigentliche Schwierigkeit besteht insbesondere darin, wie man die Integrität und Funktion des Teils während der anschließenden Präzisionsbearbeitung sicherstellt, da das grundlegende Problem darin besteht, dass die physikalischen Eigenschaften von gegossenem und extrudiertem Acryl bestimmen, wie es bearbeitet wird. Wenn dies nicht erkannt wird, führt dies zu Rissen und Toleranzfehlern, wodurch unnötiger Ausschuss entsteht .
Hier kommen unsere maßgeschneiderten Acryl-Fertigungsdienste zum Einsatz, die über die Grundlagen des bloßen Schneidens hinausgehen und die Kraft materialwissenschaftlichen Fachwissens sowie 10.000- Watt-Laser und Hochgeschwindigkeit nutzen CNC-Fräsen um Ihre Teile sowohl im Design-for-Manufacturing als auch in der tatsächlichen Bearbeitung vollständig zu bearbeiten. Wir sind in der Lage, auf alle Schwierigkeiten einzugehen, die bei der Bearbeitung von Guss- und Strangpressteilen auftreten, und unsere anschließende Analyse wird einen angewandten „Prozess“-Standpunkt verwenden.

Benutzerdefinierte Acrylherstellung: Kurzreferenz zur Bearbeitung
| Wichtige Überlegung | Technische Lösung für gegossenes und extrudiertes Acryl |
| Materielle innere Spannung | Spannungsarm gegossenes Acrylglas und kontrollierte Bearbeitungsbedingungen verhindern Spannungsrisse. |
| Chip- und Schmelzkontrolle | Spezialwerkzeuge, schnelle Spindeldrehung und effiziente Kühlmittelanwendung sorgen für saubere Schnitte ohne Schmelzen. |
| Kantenklarheit und Finish | Fein geschliffene Diamantwerkzeuge und nachträgliches Flammenpolieren sorgen für optisch klare Kanten. |
| Dimensionsstabilität | Maschinendesign und -prozesse stellen sicher, dass es während des Bearbeitungsprozesses zu keinem Verzug kommt. |
| Unsere Prozessoptimierung | Für jede Acrylart ( Plexiglas/Lucite ) werden spezifische Vorschubgeschwindigkeiten, Schnittgeschwindigkeiten und Werkzeugwege entwickelt. |
| Ergebnis: Optische Klarheit | Das Endergebnis ist Präzisionsbearbeitung von Teilen in optischer Qualität , hochtransparent mit geringer Trübung. |
| Ergebnis: Strukturelle Integrität | Das Endergebnis sind maßgenaue, stabile Teile ohne innere Spannungsbrüche . |
Wir lösen die Probleme, die mit der Bearbeitung von gegossenem und extrudiertem Acryl verbunden sind, mit sauberen, genauen und präzisen Schnitten. Hier gibt es kein Schmelzen, Knacken und keine Trübung. Stattdessen produzieren wir strukturell solide Produkte mit großer optischer Transparenz und glatten Kanten, die für den Einsatz in Beleuchtungskörpern, Vitrinen und anderen anspruchsvollen Anwendungen bereit sind.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Obwohl es viele Ressourcen gibt, die Sie über Acryl informieren können, basiert unser Leitfaden auf der Grundlage realer Erfahrungen in der Fabrik und nicht auf akademischer Literatur. Unsere Realität besteht darin, mit der einzigartigen Persönlichkeit von gegossenem und extrudiertem Acryl klarzukommen, während wir es bearbeiten, um Toleranzen einzuhalten. Wir verstehen nicht nur seine Eigenschaften, sondern unser Lebensunterhalt hängt auch von unserer Fähigkeit ab, mit den thermischen Problemen von gegossenem Acryl während der Bearbeitung und den inhärenten Spannungen von extrudiertem Acryl beim Fräsen umzugehen.
Die dabei erworbenen Kompetenzen werden in wichtigen Projekten eingesetzt. Wir fertigen optische Lichtleiter mit höchster Klarheit, großformatige Anzeigeelemente , die nahtlose Verbindungen erfordern, und maschinell gehärtete Gehäuse, die keine Mängel aufweisen dürfen. Der gesamte Herstellungsprozess in unserem Unternehmen folgt strikt den Qualitätsanforderungen der Internationale Qualitätsgruppe für Luft- und Raumfahrt (IAQG) und Umweltschutzbehörde (EPA) ‘s Umweltschutzrichtlinien ebenfalls.
Alle Empfehlungen hier basieren auf Tausenden erfolgreicher Produktionszyklen. Wir haben genau ermittelt, welcher Werkzeugweg dazu beiträgt, Absplitterungen an extrudierten Kanten zu reduzieren, welcher Kühlmitteldruck die besten Oberflächengüten bei Gussblöcken erzeugt und welche Vorschubgeschwindigkeit für verschiedene Materialien geeignet ist. Wir stellen Ihnen so fundiertes, erfahrungsbasiertes Wissen zur Verfügung, um Geld für unnötige Versuch-und-Irrtum-Operationen zu sparen. Bei den hier präsentierten Informationen handelt es sich um dieselben Informationen, die wir täglich verwenden, um die besten Hochleistungs-Acrylteile zu liefern.

Abbildung 1: Ein Laser schneidet präzise klare Acrylplatten für Fahrzeuginnenverkleidungen oder Beleuchtungskörperlinsen.
Warum ist LS Manufacturing die erste Wahl für einen Präzisionsbearbeitungsservice bei hochwertigen Acrylprojekten?
Die größte Herausforderung überhauptHigh-End-Acryl-Präzisionsbearbeitung liegt in der Aufrechterhaltung einer perfekten Maßhaltigkeit, um eine zusätzliche Nachbearbeitung der Montage zu vermeiden. Hier ist die Methode, mit der wir die Bearbeitungstoleranz von 10 mm dicken Acrylplatten mithilfe unseres Präzisionskontrollrahmens innerhalb von ±0,05 mm stabilisieren:
Integriertes thermisches Konditionierungs- und Bearbeitungsprotokoll
Materialinstabilität wird proaktiv angegangen. Die Rohlinge werden einer 24-stündigen Konditionierung unter sorgfältig überwachten Bedingungen von 20 ± 1 °C unterzogen. Wichtig ist, dass der von uns angebotene Präzisionsbearbeitungsservice ein Echtzeit-Kryogen-Luftstrahlsystem umfasst, das sich auf die Schneidzone konzentriert und dadurch die ΔT unter 2 °C hält. Dies verhindert thermisches Kriechen und sorgt so für eine gleichmäßige Grundlage Hochpräzises Acrylschneiden .
Echtzeit-Messtechnik und adaptive Werkzeugwegkorrektur
Wir implementieren ein geschlossenes, prozessbegleitendes Mess- und Kompensationssystem. Ein berührungsloser Laserscanner erfasst das Profil eines bearbeiteten Merkmals unmittelbar nach dem ersten Schneiden. Die Engineering-Software LS Manufacturing vergleicht diese Daten mit dem CAD-Modell und berechnet Abweichungen. Das System generiert dann automatisch einen korrigierenden Werkzeugweg im Mikrometerbereich und führt ihn aus, eine Kernkomponente unserer Präzisions-Mikrobearbeitungsfunktionen für einen einwandfreien kundenspezifischen Acryl-Fertigungsservice .
Validierte, materialspezifische Bearbeitungsparameter
Es werden keine generischen Parameter verwendet und die Techniken wurden speziell für Acryl entwickelt. Bei 10 mm dicken Materialien ist ein mehrstufiger Prozess zwingend erforderlich; Dazu gehört ein schnelles Grobschneiden mit minimalen Belastungspfaden und die anschließende Durchführung einer einzelnen Endbearbeitung von 0,2 mm . Jede Technik wird mit Teststücken getestet und ihre Abmessungen werden mit einem optischen Komparator überprüft. Durch diese strengen Tests definieren wir unser Produkt fortschrittliche Präzisionsbearbeitungslösung .
Es werden keine generischen Parameter verwendet und die Techniken wurden speziell für Acryl entwickelt . Bei 10 mm dicken Materialien ist ein mehrstufiger Prozess zwingend erforderlich; Dazu gehört ein schnelles Grobschneiden mit minimalen Belastungspfaden und die anschließende Durchführung einer einzelnen Endbearbeitung von 0,2 mm . Jede Technik wird mit Teststücken getestet und ihre Abmessungen werden mit einem optischen Komparator überprüft. Durch diese strengen Tests definieren wir unser Produktanspruchsvolle Präzisionsbearbeitungsprojekte .

Wie kann ein maßgeschneiderter Acryl-Fertigungsservice das Risiko von Spannungsrissen bei Komponenten in medizinischer Qualität reduzieren?
Spannungsrisse (Haarrisse) aufgrund von maschineller Bearbeitung und chemischer Wechselwirkung sind eine wesentliche Fehlerursache bei Komponenten medizinischer Qualität wie Flüssigkeitsführungen und Laborgeräten. Dieser technische Hinweis beschreibt unser proprietäres Herstellungs- und Konditionierungsverfahren, das das Haarrisspotenzial bei 70 % IPA-Wischtests um mehr als 95 % verringert. Das Verfahren berücksichtigt die zugrunde liegenden Gründe: Entlastung der Materialeigenspannung und Unterdrückung jeglicher Nachspannung während der Bearbeitung :
Materialauswahl und Bewertung vor der Verarbeitung
- Identifizierung inhärenter Spannungen: Wir wählen zellgegossenes Acryl für geschäftskritische Anwendungen. Bei der Bearbeitung von extrudiertem Acryl messen wir jegliche Restspannung mithilfe einer Untersuchung mit polarisiertem Licht.
- Strategische Rohlingsausrichtung: Die Rohlinge werden mit Ausrichtung relativ zur Extrusionsachse aus dem Masterblech geschnitten. Es verringert den Eigenspannungszustand, dem das Schneidwerkzeug während des Schneidens ausgesetzt ist Präzisionsbearbeitung medizinischer Geräte .
Niedertemperatur-Schrittbearbeitungsprotokoll
- Kontrollierter Wärmeeintrag: Der kundenspezifische Acryl-Herstellungsservice nutzt einen „Kaltfräsprozess“. Wir verwenden Werkzeuge mit hoher Spanzahl und Geometrieoptimierungen.
- Inkrementeller Materialabtrag: Die kritischen Komponenten des Teils werden mit Techniken des inkrementellen Materialabtrags bearbeitet ( ≤0,5 mm pro Durchgang ), wodurch jeglicher Wärmestau und plastische Verformung vermieden wird, die zu zusätzlicher Spannungsbildung führt und gewährleistet Präzisionsbearbeitungsintegrität .
Systematische Spannungsentlastung nach der Bearbeitung
- Programmiertes thermisches Glühen: Das einzelne Bauteil wird nach der Bearbeitung einem Glühprozess unterzogen. Der Glühprozess beinhaltet einen kontrollierten Temperaturanstieg auf ein Niveau unterhalb der Verformungstemperatur des Materials .
- Allmähliche Abkühlung: Die Teile werden im Ofen durch einen Prozess abgekühlt, der absichtlich mit einer Geschwindigkeit von weniger als 2 °C pro Minute abläuft, um eine Entspannung der Polymermoleküle und einen wirksamen Spannungsabbau zu ermöglichen.
Validierung durch aggressive chemische Tests
- Quantitative Leistungsgarantie: Zur Validierung des Verfahrens werden Proben aus allen Chargen längerem Kontakt mit 70 %igem Isopropylalkohol ausgesetzt.
- Feedback zur Fehleranalyse: Im Falle eines ungewöhnlichen Vorkommnisses wird das Problem sorgfältig aufgezeichnet und Korrekturmaßnahmen ergriffen, um den Herstellungsprozess zu optimierenPräzisionsbearbeitung mit hohem Anspruch .
Das Protokoll legt unseren technischen Wettbewerbsvorteil fest: Das Design der Rissminderung ist eine bewusste Anstrengung. Die Leistung wird durch eine systematische Kontrolle des Materialzustands vor, während und nach der Bearbeitung sichergestellt. Die bewährte Integration von vorausschauender Materialhandhabung, thermischer Bearbeitung und Nachbearbeitung bestätigt die Zuverlässigkeit, die für geschäftskritische Anwendungen erforderlich ist Präzisionsbearbeitungsanwendungen .
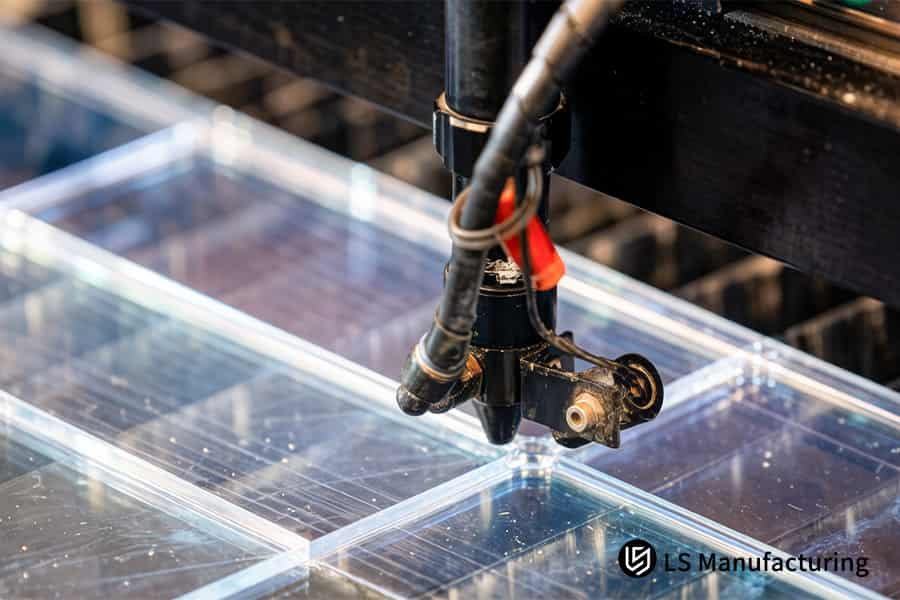
Abbildung 2: Ein CNC-Werkzeug formt extrudierte Acrylplatten für Architektur- oder Beschilderungskomponenten mit hoher Toleranz.
Warum sollten Ingenieure für strukturelle optische Klarheit der Präzisionsbearbeitung von gegossenem Acryl Vorrang einräumen?
Ingenieure, die optische Fenster entwerfen, müssen ein Gleichgewicht zwischen struktureller Festigkeit und vollständiger optischer Klarheit finden. Für solche optischen Fenster ist gegossenes Acryl aufgrund des homogenen Materials die beste Wahl; Bei der herkömmlichen Bearbeitung entstehen jedoch Oberflächenunregelmäßigkeiten, die zu optischer Streuung führen. In diesem Dokument wird ein hochpräzises Acrylfertigungsteil mit einer Oberflächenrauheit im fertigen Zustand von Ra ≤ 0,2 μm vorgestellt. Der Bearbeitungsprozess umgeht kostspieliges Polieren und verkürzt so die Projektabschlusszeit um 30 % .
| Aspekt | Technische Strategie und quantifizierbares Ergebnis |
| Materielle Grundlage | Das einzige für die Bearbeitung verwendete Material ist eine feinzellige, getemperte Acrylgussplatte , die ein spannungsfreies und optisch einheitliches Material bietet, das für die Präzisionsbearbeitung von Acrylgussguss erforderlich ist. |
| Werkzeuge und Prozesse | Das Einpunkt-Diamantdrehen (SPDT) wird auf einer Ultrapräzisionsdrehmaschine durchgeführt, wobei das mehrschneidige Schneidwerkzeug durch SPDT ersetzt wird, um periodische Werkzeugspuren und mittelfrequente Welligkeit zu beseitigen. |
| Bearbeitungsparameter | DerPräzisions-optischer Bearbeitungsprozess erfordert eine Schnitttiefe im Submikrometerbereich, eine ultrahohe Spindelgeschwindigkeit und eine Vorschubgeschwindigkeit mit Nanometerauflösung für eine spiegelnde Oberflächengüte von Ra 0,2 μm . |
| Systemstabilität | Die thermische Stabilität des Bearbeitungssystems wird durch einen gekühlten Luftstrahl und eine Granitisolierung des Maschinensockels kontrolliert, was in diesem Fall unerlässlich ist Präzisionsbearbeitung im Submikrometerbereich . |
| Validierung & Gate | 100 % der optischen Oberflächen werden mittels Weißlichtinterferometrie validiert; Nur optische Oberflächen, die die Ra ≤ 0,2 μm- Spezifikation erfüllen, sind für die Bearbeitung geeignet, und es ist kein Nachpolieren oder direkte Kostenreduzierung erforderlich. |
Die in diesem Dokument besprochene technische Tiefe bewältigt die Herausforderung des Kunden mit Zeit- und Qualitätsverlusten aufgrund schlechter Endbearbeitung. Durch den Wechsel des manuellen Polierprozesses mit dem kontrollierten und kontrollierten Polieren werden gebrauchsfertige optische Komponenten geliefert deterministische Präzisionsbearbeitung . Dieses Dokument legt einen branchenweit wettbewerbsfähigen Standard fest, den Ingenieure befolgen und der bessere Ergebnisse in Bezug auf optische und mechanische Leistung sowie geringere Projektkosten erzielen kann.
Wie optimiert der Bearbeitungsservice für extrudiertes Acryl die Herstellungskosten für große Ausstellungsaufträge?
Die Stückkosten für großformatige Ausstellungsbestellungen hängen zusätzlich zu den Materialkosten pro Gewichtseinheit von der Materialausbeute und der Verarbeitungszeit ab. In diesem Abschnitt wird ein Serviceansatz für die Bearbeitung von extrudiertem Acryl zur Optimierung der Stückfertigungskosten von Display-Bestellungen vorgestellt. Unsere Fertigungsprozesse bieten eine Gesamtmaterialausbeute von 92 % und verkürzen gleichzeitig die Bearbeitungszeit der Teile um über 40 % im Vergleich zu einem Fertigungszyklus von 5.000 Einheiten.
Algorithmische Verschachtelung für maximale Materialausbeute
Wir verfügen über modernste Nesting-Software, die die gesamte Ordnungsgeometrie von Teilen auswertet. Bei einer einzigen Bestellung von 5.000 Displayrahmen durchläuft der Algorithmus Tausende möglicher Konfigurationen für eine optimale Platzierung von Teilen in extrudierten Platten. Dies ist bei unserer Großserienproduktion von entscheidender Bedeutung CNC-Bearbeitung für Acryl , wodurch wir eine Materialausnutzung von mehr als 92 % im Vergleich zu den branchenweit üblichen 75 % bis 80 % erreichen können.
Hochgeschwindigkeits-Laserschneiden zur Reduzierung der Zykluszeit
Die erste Profilierung der Teile erfolgt mit einem 15-kW-Schnelllaserschneider . Der „Contour Tracking“-Laserkopf hält den Laserstrahl bei einer Geschwindigkeit von über 60 Metern pro Minute im optimalen Abstand und Gasdruck. Der Einsatz einer solchen Maschine ist ein wesentlicher Bestandteil unserer effiziente Präzisionsbearbeitungsprozesse Bei dünnwandigen Displays bedeutet dies, dass wir nicht das langsamere mechanische Schneidwerkzeug zum Ausrauen von Konturen verwenden müssen.
Standardisierte, hocheffiziente Bearbeitungsabläufe
Für Merkmale wie Befestigungslöcher oder Schlitze verwenden wir bei allen ähnlichen Teilen optimierte standardisierte Pfade. Dies bedeutet den Einsatz von Hochgeschwindigkeits-Hartmetallwerkzeugen , festgelegten Tiefenschritten und konstanten Werkzeugeingriffsverhältnissen. Eine optimierte Standardisierung der Bearbeitung der CNC-Bearbeitung von Acrylkomponenten ist von wesentlicher Bedeutung, da sie eine schnelle Programmierung der Maschinenarbeit, kürzere Maschinenvorbereitungszeiten zwischen den Chargen sowie vorhersehbare Mindestbearbeitungszeiten gewährleistet, die für die Produktionsplanung und Kostenoptimierung bei großen Stückzahlen von entscheidender Bedeutung sind.
Integrierte Qualitätssicherung im Flow
Die Messung der Abmessungen erfolgt automatisch mithilfe von Laserscannern in Schlüsselphasen, in denen SPC-Protokolle die Inspektion jeder N-ten Komponente vorschreiben . Diese Informationen ermöglichen es uns, die hohen Kosten von Chargenfehlern zu vermeiden und die präzise Produktionsbearbeitung von Tausenden von Komponenten innerhalb der Spezifikationsgrenzen sicherzustellen, ohne dass nach der Herstellung Sortierung oder Ausschuss erforderlich ist, wodurch die im gesamten Prozess erzielte Effizienz gespart wird.
Dieses Dokument beweist, dass Kostenoptimierung ein sorgfältig geplantes Ergebnis der Prozessintegration ist. Unser Wettbewerbsvorteil ergibt sich aus der ergänzenden Verwendung von Verschachtelungsalgorithmen, Hochgeschwindigkeitsschneiden und Standardbearbeitung von Bearbeitungsservice für extrudiertes Acryl . Ein solcher Ansatz gewährleistet die Skalierbarkeit und Vorhersagbarkeit, die für die effektive Handhabung hochkompetitiver, hochvolumiger Vitrinen erforderlich sind.
Was definiert die Präzisionsmetriken der Präzisionsbearbeitung von Acrylteilen für Halbleitergeräte?
Die Präzisionsfertigung von Komponenten für Halbleitergeräte erfordert Genauigkeit, Sauberkeit und Stabilität über einen langen Zeitraum unter rauen Bedingungen. Dieses Dokument beschreibt die Standards der Präzisionsfertigung, die wir bei der Ausführung anwenden Präzisionsbearbeitung von Acrylteilen für Halbleiter. Im Folgenden erläutern wir die technischen Anforderungen, die zur Herstellung von Komponenten erforderlich sind, deren Genauigkeit im Submikrometerbereich liegt, die keine Verunreinigungen aufweisen und eine Lebensdauer von mehr als fünf Jahren im Vakuum oder in Chemikalien aufweisen.
Zertifizierte Reinraum-Produktionsumgebung
- Partikelkontrolle: Die gesamte Bearbeitung erfolgt in einer zertifizierten Reinraumproduktionsanlage der Klasse 1000 (ISO 6). Die Bearbeitung der Teile erfolgt in einem HEPA-gefilterten Laminar-Flow-Reinigungsarbeitsplatz. Diese Arbeitsplätze dienen der Endbearbeitung und Verpackung der Teile.
- Materialhygieneprotokoll: Eingehende, individuell gegossene extrudierte Acrylmaterialien werden mittels Ultraschallreinigungsverfahren gereinigt und die Werkzeuge werden in separaten Einrichtungen aufbewahrt.
Erreichen von Form- und Maßgenauigkeit im Submikrometerbereich
- Ultrapräzisionsbearbeitungsplattform: Unsere Werkzeugmaschinen verfügen über Temperaturstabilisierungstechnologie und luftgelagerte Spindeln , die eine Rotationsgenauigkeit von weniger als 0,001 mm erzeugen und so präzise Ergebnisse liefern Präzisionsbearbeitung in Halbleiterqualität .
- Messtechnische Korrektur: Zur Messung im Prozess wird ein Laserinterferometer verwendet, das eine Werkzeugwegkorrektur während des Prozesses ermöglicht, die enge Positionstoleranzen von ±0,005 mm einhält, ein Schlüsselprinzip zertifizierter Präzisionsbearbeitungsprozesse .
Nachbearbeitung für chemische und Vakuumintegrität
- Spannungsabbau und Glühen: Alle Teile werden einem thermischen Glühprozess unterzogen, der alle Bearbeitungsspannungen beseitigt und ein Ausgasen verhindert.
- Oberflächenveredelung für Inertheit: Die Oberflächenveredelung wird auf eine optische Oberflächengüte poliert ( Ra < 0,4 μm ), wodurch eine inerte Oberflächenveredelung entsteht, die das Anhaften von Partikeln und das Eindringen von Chemikalien verhindert.
Validierung und lebenslange Leistungssicherung
- Umfassende Endkontrolle: Jedes Teil durchläuft Maßprüfungen (CMM), eine Analyse der Oberflächenbeschaffenheit und eine Sauberkeitszertifizierung gemäß IEST-Standards, was garantiert, dass das Teil die strengen Anforderungen erfülltHochzuverlässige Präzisionsbearbeitung .
- Vollständige Rückverfolgbarkeit: Die vollständige Rückverfolgbarkeit von Materialien und Prozessen ist vom rohen , individuell gegossenen extrudierten Acryl bis zum fertigen, versandfertigen Teil gewährleistet. Es liegt eine vollständige Zertifizierung vor.
Dieser Standard erkennt an, dass Materialien in Halbleiterqualität durch strenge Umweltkontrolle , hochpräzise Werkzeuge und strenge Validierung hergestellt werden. Der entscheidende Unterschied unserer Fähigkeiten liegt in der Kombination der besten Praktiken der Reinraumproduktion mit Zertifizierte Präzisionsbearbeitungsprozesse . Dies garantiert, dass unsere Komponenten die Stabilität, Sauberkeit und Langlebigkeit aufweisen, die für Anwendungen im Halbleitergerätebau erforderlich sind.

Abbildung 3: Ein Hartmetall-Schaftfräser bearbeitet medizinisches Acryl für die Gehäuseummantelung eines Ultraschallwandlers.
Warum ist die CNC-Bearbeitung von Acryl die zuverlässigste Methode für komplexe mehrachsige Geometrien?
Bei Bauteilen mit komplexen 3D-Konturen oder tiefen Hohlräumen können herkömmliche Methoden wie das Thermoformen die Anforderungen an enge Toleranzen und genaue Position nicht erfüllen. In diesem Dokument wird detailliert beschrieben, warum 5-Achsen-Bearbeitung ist die ultimative Lösung, die eine komplette 5-seitige Fertigung in einem einzigen Aufbau ermöglicht. Diese Methodik eliminiert die kumulativen Fehler aus mehreren Spannvorrichtungen, stellt direkt eine perfekte Koaxialität zwischen den Merkmalen sicher und reduziert die Ausschussrate bei Baugruppen bei komplizierten , komplexen Geometrien .
| Aspekt | Technische Strategie und Ergebnisse |
| Fertigung in einer Aufspannung | Die 5-Achsen-Simultan -CNC-Bearbeitung für Acryl führt die gesamte Bearbeitung in einer Aufspannung durch und vermeidet den Aufbau von Toleranzen von mehr als 0,1 mm aufgrund verschiedener Aufspannungen. |
| Optimierte Werkzeugwege für Hohlräume | Dynamische Werkzeugwege und speziell entwickelte Werkzeuge steuern die Schnittkraft, um Wände mit einer Dicke von ±0,1 mm für tiefe Hohlräume und Hohlräume mit hohem Seitenverhältnis aufrechtzuerhalten. |
| In-Prozess-Messtechnik | Ein On-the-Fly-Inspektionssystem misst Bezugspunkte und führt die erforderliche Kompensation durch, um eine Positionsgenauigkeit von 0,02 mm Zoll zu erreichen komplexe Präzisionsbearbeitungsanwendungen . |
| Wärme- und Spannungskontrolle | Gepulste Kühlmittelanwendung und optimale Werkzeugwege fürMehrachsige Präzisionsbearbeitung Minimieren Sie die Wärmeentwicklung, um eine Verformung der Teile zu vermeiden. |
Dieses Dokument beweist, dass die geometrische Zuverlässigkeit komplexer Teile von der Prozessintegration abhängt. Mit unserem Präzisionsbearbeitungsservice gehen wir direkt auf Probleme im Zusammenhang mit Fehlausrichtungen und geringen Ausbeuten beim ersten Durchgang ein, indem wir technische Spitzenleistungen durch die Bearbeitung in einem Arbeitsgang und die In-Prozess-Verifizierung einsetzen. Mit der Verwendung von Fortschrittliche 5-Achsen-Präzisionsbearbeitung werden anspruchsvolle komplexe Geometrien präzise erstellt.
Wie können individuell gegossene extrudierte Acryllösungen an extreme Temperaturschwankungen angepasst werden?
Komponenten aus Acryl, die sich in einer Umgebung befinden, in der extreme Temperaturschwankungen auftreten, unterliegen mechanischem Versagen sowie thermischer Ausdehnung oder Kontraktion. Um eine individuell gegossenes extrudiertes Acryl Wir bieten eine Methode zur Konstruktion und Materialauswahl an, die die lineare Ausdehnungsrate von etwa 0,07 mm/m·°C bei -20 °C bis 60 °C berücksichtigt.
Prädiktive DFM-Analyse für thermische Belastung
In der ersten Phase führen wir bereits in der Angebotsphase eine umfangreiche DFM-Studie durch. Mithilfe der FEA-Simulation ermitteln wir die Bereiche mit hoher Spannungskonzentration für das Bauteil unter der gegebenen Temperaturdifferenz. Die Ergebnisse der FEA-Studie werden die geeignete Materialauswahl bestimmen, entweder gegossenes Acryl mit geringer Ausdehnung oder stärkeres extrudiertes Acryl. Darüber hinaus werden die Ergebnisse die notwendigen Designänderungen vorgeben, bevor wir die endgültige Entscheidung treffen Präzisionsbearbeitungsprotokoll .
Designintegrierte Erweiterungskompensationsfunktionen
Um Spannungen in Teilen zu reduzieren, besteht unser Ansatz darin, bestimmte geometrische Versätze in das Teil einzubauen, um solche Spannungen zu kompensieren. Im Falle einer Befestigungsverbindung bearbeiten wir längliche Schlitze oder Ausgleichslöcher, die eine freie Bewegung ermöglichen und so die durch das Befestigungselement verursachten Scherspannungen reduzieren. Für Presspassungsanwendungen berechnen wir optimale Passungen unter Berücksichtigung der unterschiedlichen Wärmeausdehnungen zwischen Acryl und Metall; Dies ist ein wesentlicher Schritt in unserem Maßgeschneiderter Acryl-Fertigungsservice für Anwendungen in heißen Umgebungen.
Präzisionsbearbeitung mit thermischer Toleranz
Alle kritischen Abmessungen werden mit temperaturkompensierten Toleranzen bearbeitet. Wir passen die angestrebten Bearbeitungsabmessungen auf der Grundlage der erwarteten mittleren Betriebstemperatur an und stellen so sicher, dass das Teil über den gesamten Servicebereich innerhalb der Toleranz liegt. Dies erfordert Hochstabile Präzisionsbearbeitung auf temperaturgesteuerten Geräten, um die erforderliche Konsistenz von +/- 0,05 mm zu erreichen und sicherzustellen, dass die Kompensationsfunktionen wie vorgesehen funktionieren und die berechnete Wärmeausdehnung berücksichtigen.
Validierung durch Umweltstresstests
Wir validieren das Design, indem wir Prototypenproben thermischen Wechseltests unterziehen, die die spezifische Umgebung des Projekts nachbilden. Nach den Zyklen werden Maßprüfungen und Sichtprüfungen auf Haarrisse durchgeführt. Sie liefern empirische Daten zur Verfeinerung des FEA-Modells und zur Finalisierung der kundenspezifischen Bearbeitungsparameter für gegossenes extrudiertes Acryl , wodurch der Kreis des Konstruktionsprozesses geschlossen wird.
Dieses Dokument unterstreicht, dass Zuverlässigkeit bei thermischen Zyklen ein geplantes Ergebnis ist. Unser Wettbewerbswert liegt darin, die Wärmetechnik in den Vordergrund zu rückenUmweltrobuste Präzisionsbearbeitung Arbeitsablauf. Wir lösen das kritische Kundenproblem von Feldausfällen, indem wir Komponenten liefern, die nicht nur präzise bearbeitet, sondern auch intelligent konstruiert sind, um thermische Bewegungen zu absorbieren und so langfristige Dimensionsstabilität und Funktionsintegrität zu gewährleisten.
Warum sollten Sie sich für eine hochpräzise Acrylfertigung für Verteidigungs- und Sicherheitsfenster entscheiden?
Bei ballistischen oder explosionsgeschützten Sichtfenstern ist die strukturelle Integrität des transparenten Elements ebenso entscheidend wie seine Materialqualität. Jeder interne Fehler oder jede inkonsistente Dicke wird zu einem Fehlerpunkt. In diesem Dokument wird unsere hochpräzise Acryl-Herstellungsmethode für monolithische Gussplatten mit mehr als 50 mm detailliert beschrieben. Dabei liegt der Schwerpunkt auf Prozessen, die verborgene Spannungen verhindern und einheitliche Materialeigenschaften gewährleisten , um strenge Leistungszertifizierungen für Sicherheitsanwendungen zu erfüllen:
Kontrollierte Schwerzerspanung für Schüttgut
- Gradient Cooling Cut-Strategie: Ein proprietärer Algorithmus verwaltet den Wärmeeintrag während des Betriebs dynamischPräzisionsbearbeitung aus gegossenem Acryl um Spannungskonzentrationen zu verhindern, indem die Kühlmittelzufuhr in Echtzeit auf der Grundlage von Schnitttiefe und Belastung angepasst wird .
- Optimierte Werkzeugwegstrategie: Wir verwenden spezielle Werkzeuggeometrien und trochoide Fräswege, um die Schnittkräfte gleichmäßig zu verteilen, ein grundlegendes Präzisionsbearbeitungsprotokoll zur Aufrechterhaltung der Materialeigenschaften bei tiefen, schweren Schnitten.
Gewährleistung einer gleichmäßigen Dicke und optischen Qualität
- Doppelseitige Bearbeitung mit einer Vorrichtung: Kritische parallele Flächen werden in einer Aufspannung bearbeitet, um eine Dickenkonsistenz von 0,1 mm zu gewährleisten, eine Kernanforderung für Präzisionsbearbeitung auf ballistischem Niveau und optische Klarheit.
- Kompensierte Endbearbeitung: Durch Laserscannen im Prozess wird eine Dickenkarte erstellt, die automatisierte Werkzeugweganpassungen ermöglicht , um eine endgültige Maßeinheitlichkeit über die gesamte Plattenoberfläche zu erreichen.
Umfassende Qualitätsprüfung und Dokumentation
- 100 % zerstörungsfreie Prüfung (NDT): Jede Komponente wird einer Ultraschallprüfung unterzogen, die einen Fehlererkennungsbericht liefert, der für uns von zentraler Bedeutung ist Hochpräzise Acrylherstellung Qualitätsrekord.
- Vollständige Konformitätsdokumentation: Wir liefern ein Konformitätszertifikat mit Ultraschalldaten, Dickenkarten und Materialrückverfolgbarkeit und stellen so die eindeutige ISO-Konformität für Sicherheitsanwendungen sicher.
Dieses Dokument definiert die technische Genauigkeit, die für sicherheitskritische transparente Panzerungen erforderlich ist. Unser Wert besteht darin, nicht nur einen Teil, sondern nachweisbare Integrität bereitzustellen. Wir lösen das Risiko eines latenten Materialversagens des Kunden durch die Implementierung kontrollierter Stressminderungsmaßnahmen validierte Präzisionsbearbeitungsprotokolle , gepaart mit 100 % NDT-Validierung. Dieser nachweisbare und dokumentierte Prozess schafft das notwendige Vertrauen für langfristige Partnerschaften im Verteidigungs- und Sicherheitssektor.
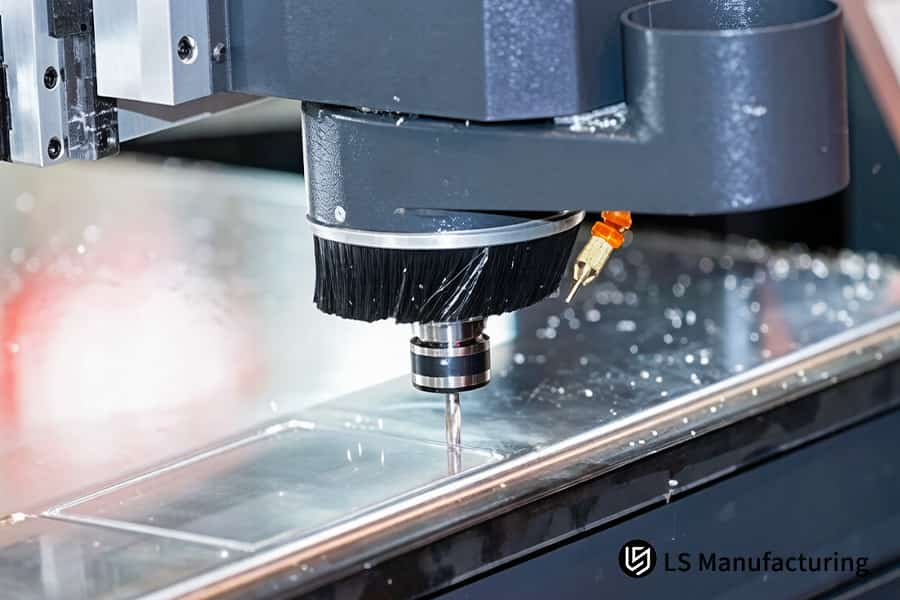
Abbildung 4: Ein CNC-Bohrer mit Kühlmittel erzeugt ein präzises Loch in klarem Acryl für optische oder Display-Befestigungsteile.
LS Manufacturing: Hochpräzise Zentrifugenrotoren in medizinischer Qualität – maßgeschneiderte Acryl-Fertigungslösungen
In diesem Dokument wird detailliert beschrieben, wie die kundenspezifische Acrylfertigung von LS Manufacturing einen kritischen Fehler in einem medizinischen Zentrifugenrotor behoben hat. Angesichts einer Ausbeute von 45 % aufgrund von Spannungsrissen bei 15.000 U/min führten wir eine Neugestaltung von Material und Prozess durch. Die Lösung zeigt unsereanwendungsspezifische Präzisionsbearbeitung Fähigkeit für geschäftskritische Komponenten:
Kundenherausforderung
Der frühere Lieferant des Kunden fertigte einen Rotor mit 300 mm Durchmesser aus 20 mm dickem extrudiertem Acryl . Der herkömmliche Prozess ignorierte die inhärenten Materialspannungen und erzeugte übermäßige Hitze, was zu radialen Mikrorissen führte. Dies führte zu einer Erfolgsquote von 45 % bei den Qualifizierungstests mit 15.000 U/min , wodurch eine Produkteinführung gefährdet wurde und ein umfassender Rückruf der Diagnosegeräteplattform riskiert wurde, was zu erheblichen Projektverzögerungen und finanziellen Risiken führte.
LS-Fertigungslösung
Für eine hervorragende strukturelle Homogenität haben wir ein hochvernetztes, zellgegossenes Acryl spezifiziert. Für die Bearbeitung wurde eine 5-Achsen-Hochgeschwindigkeits-CNC mit a verwendet spannungsarme Präzisionsbearbeitung Strategie : Mikroschritt-Werkzeugwege und Kaltluftkühlung verhinderten lokale Erwärmung. Es folgte ein kritischer 4-stündiger Präzisions-Stufenglühzyklus, bei dem alle inneren Spannungen abgebaut wurden. Die endgültige Planbearbeitung erfolgte mit einer Vakuumvorrichtung, die eine kritische Ebenheit von ±0,02 mm für eine perfekte dynamische Balance gewährleistete, die für Präzisionskomponenten mit hoher Drehzahl unerlässlich ist.
Ergebnisse und Wert
Die gelieferten Rotoren erreichten in 50.000 Dauertestzyklen bei 15.000 U/min eine Ausfallrate von 0 % (0 Risse). Die endgültige Produktionsausbeute erreichte 99,8 %. Durch die Bereitstellung einer Komponente, die kein sekundäres dynamisches Auswuchten erforderte, konnten wir 120 US-Dollar an Nachbearbeitungskosten pro endgültiger Geräteeinheit einsparen. Dieses validierte Ergebnis der Präzisionsfertigung führte dazu, dass der Kunde LS Manufacturing zum einzigen globalen Lieferanten für alle transparenten Komponenten dieser medizinischen Produktlinie ernannte.
Dieser Fall unterstreicht, dass Zuverlässigkeit unter extremen dynamischen Belastungen eine Funktion der integrierten Prozessgestaltung ist. Unser Wettbewerbsvorteil besteht darin, Fehlerursachen durch präzise Materialwissenschaft, thermisch gesteuerte, zertifizierte Präzisionsbearbeitung und strenge Validierung zu beheben und nicht nur Teile, sondern auch garantierte Leistung zu liefern hochwertige Acryl-Herstellungsanwendungen .
Von 45 % Ausschuss bis hin zu null Rissen. Erreichen Sie eine Ebenheit von ±0,02 mm in Acryl mit 5-Achsen-CNC und kundenspezifischer Fertigung.

FAQs
1. Warum ist LS Manufacturing bei Präzisionsbearbeitungsdienstleistungen besser als herkömmliche Kunststoffbetriebe?
Wir betreiben temperaturgeregelte Werkstätten, die mit 5-Achsen-Simultan-CNC-Maschinen ausgestattet sind. Dadurch können wir Toleranzen innerhalb von ±0,05 mm einhalten und gleichzeitig Qualitätsaufzeichnungen liefern, die den ISO 13485-Standards entsprechen.
2. Was ist die maximale Dicke für Ihren maßgeschneiderten Acryl-Fertigungsservice?
Wir können Acrylplatten mit einer Dicke von 0,5 mm bis über 100 mm präzise bearbeiten und so eine perfekte Rechtwinkligkeit gewährleisten, selbst wenn mehrere übereinanderliegende Schichten durchtrennt werden.
3. Wie verhindert LS Manufacturing Haarrisse während des Bearbeitungsprozesses?
Durch die Verwendung spezieller Acryl-Kühlmittelformulierungen und die Implementierung eines umfassenden Glühprozesses nach der Bearbeitung bauen wir Restspannungen auf molekularer Ebene ab und eliminieren so das Risiko von Spannungsrissen vollständig.
4. Können Sie ein Preisangebot für die Präzisionsbearbeitung von gegossenem Acryl in Kleinserien machen?
Ja, wir stellen keine strengen Anforderungen an die Mindestbestellmenge (MOQ). Bitte klicken Sie unten auf die Schaltfläche „Angebot anfordern“, um Ihre STEP-Dateien hochzuladen. Wir unterbreiten Ihnen innerhalb von 24 Stunden ein Preisangebot direkt vom Hersteller.
5. Was ist besser für mein Projekt: gegossene oder extrudierte Acrylkomponenten?
Gegossenes Acryl ist ideal für Teile, die eine außergewöhnliche optische Klarheit und mechanische Festigkeit erfordern, während extrudiertes Acryl am besten für kosteneffiziente Großserienaufträge geeignet ist. Unsere Ingenieure geben Empfehlungen, die auf Ihre spezifischen Design for Manufacturability (DFM)-Anforderungen zugeschnitten sind.
6. Bietet LS Manufacturing Optionen zur Oberflächenveredelung wie Lösungsmittelbindung oder Flammpolieren an?
Wir bieten umfassende Nachbearbeitungslösungen, darunter nahtloses Kleben in medizinischer Qualität , Dampfpolieren und antistatische (ESD) Beschichtungsdienste.
7. Wie schnell kann ich Muster von CNC-bearbeiteten Acrylteilen erhalten?
Mithilfe unserer digitalen Engineering-Systeme können wir die Produktion hochpräziser Prototypen abschließen und den internationalen Expressversand innerhalb von 48 bis 72 Stunden nach Zeichnungsbestätigung veranlassen.
8. Warum sollten Sie LS Manufacturing als Ihren ISO-zertifizierten Hersteller für Metall- und Kunststoffkomponenten wählen?
Wir bieten integrierte Multimaterial-Bearbeitungsfunktionen, die es uns ermöglichen, komplexe Präzisionstoleranzherausforderungen zu lösen – wie z. B. das Einpassen transparenter Komponenten in Metallrahmen – und Ihnen dabei helfen, Ihre Lieferantenliste zu optimieren.
Zusammenfassung
Im Bereich vonPräzisionsbearbeitung Das Verständnis der Unterschiede zwischen gegossenem und extrudiertem Acryl ist nur der Anfang; Der wahre Schlüssel zum Erfolg liegt in der Umwandlung dieser Materialien in funktionelle Komponenten durch die außergewöhnlichen Präzisionsbearbeitungsdienste von LS Manufacturing. Von der Lösung mikroskopischer Spannungsrisse bis hin zur Realisierung komplexer Geometrien durch 5-Achsen-Simultanbearbeitung haben wir anhand fundierter Daten und Fallstudien von medizinischer Qualität gezeigt, dass die Partnerschaft mit einem Hersteller, der sich wirklich mit Materialien auskennt, der einzige Weg ist, die Gesamtbetriebskosten (TCO) zu senken und die Wettbewerbsfähigkeit auf dem Markt zu verbessern.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the " Holen Sie sich sofort ein Angebot " button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing's Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours .
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


