
Услуги точной механической обработки начинается со знаний о разнице между литым акрилом и экструдированным акрилом , хотя выбор подходящего материала – это первый шаг в череде более сложных задач, когда требуется высокое качество. В частности, настоящая трудность заключается в том, как обеспечить целостность и функционирование детали во время последующей прецизионной обработки, поскольку фундаментальная проблема заключается в том, что физические свойства литого и экструдированного акрила определяют, как они обрабатываются, а неспособность распознать это приводит к растрескиванию и нарушениям допусков, создавая ненужный металлолом .
Вот тут-то и пригодятся наши услуги по изготовлению акрила по индивидуальному заказу : они выходят за рамки простой резки и используют мощь знаний в области материаловедения, а также лазер мощностью 10 000 Вт и высокую скорость. Фрезерование с ЧПУ для полной обработки ваших деталей как при проектировании для производства, так и при фактической механической обработке. Мы можем решить любые трудности, возникающие при обработке литых и экструдированных деталей , и наш последующий анализ будет использовать прикладную точку зрения «процесса».

Изготовление акрила на заказ: краткий справочник по механической обработке
| Ключевое соображение | Техническое решение для литого и экструдированного акрила |
| Материальное внутреннее напряжение | Литой акрил со снятыми напряжениями и контролируемые условия обработки предотвращают растрескивание под напряжением. |
| Контроль стружки и плавления | Специальный инструмент, быстрое вращение шпинделя и эффективное применение СОЖ обеспечивают чистый рез без плавления. |
| Четкость кромок и отделка | Тщательно отточенная алмазная обработка и плазменная полировка после механической обработки позволяют получить оптически чистые края. |
| Стабильность размеров | Конструкция и технологические процессы станка гарантируют отсутствие коробления в процессе обработки. |
| Наша оптимизация процессов | Для каждого типа акрила ( оргстекла/люцита ) разрабатываются конкретные скорости подачи, скорости резания и траектории обработки. |
| Результат: оптическая прозрачность | Конечный результат детали оптического качества, прецизионная обработка , высокопрозрачный, с низкой мутностью. |
| Результат: Структурная целостность | Конечным результатом являются точные по размерам, прочные детали без каких-либо внутренних трещин под напряжением . |
Мы решаем проблемы, связанные с обработкой литого и экструдированного акрила, с помощью чистых, точных и точных разрезов. Никакого плавления, растрескивания и мутности здесь нет. Вместо этого мы производим структурно прочную продукцию с отличной оптической прозрачностью и гладкими краями, готовую к использованию в осветительных приборах, витринах и других сложных устройствах.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Хотя существует множество ресурсов, которые могут рассказать вам об акриле, наше руководство было написано на основе реального опыта работы на фабрике, а не академической литературы. Наша реальность заключается в том, чтобы иметь дело с уникальной индивидуальностью литого и экструдированного акрила, поскольку мы обрабатываем его с учетом допусков. Мы не только понимаем его свойства, но и сами наши средства к существованию зависят от нашей способности справляться с термическими проблемами литого акрила во время механической обработки и внутренними напряжениями, присущими экструдированному акрилу при фрезеровании.
Навыки, приобретенные с помощью этого подхода, используются в важных проектах. Мы производим оптические световоды с максимальной четкостью, производим крупногабаритные элементы дисплея , требующие бесшовных соединений, а также корпуса, закаленные машинным способом, которые не имеют никаких дефектов. Весь производственный процесс в нашей компании строго соответствует требованиям качества, установленным Международная группа качества в аэрокосмической отрасли (IAQG) и Агентство по охране окружающей среды (EPA) также проводит политику защиты окружающей среды.
Все рекомендации здесь обоснованы тысячами успешных производственных циклов. Мы точно определили, какая траектория инструмента помогает уменьшить сколы на выдавленных кромках, какое давление охлаждающей жидкости обеспечивает наилучшее качество поверхности литых блоков, а также оптимальную скорость подачи для различных материалов. Мы предоставляем вам такие глубокие знания, основанные на опыте, чтобы сэкономить деньги на ненужных операциях проб и ошибок. Представленная здесь информация — это та же самая информация, которую мы используем каждый день для поставки лучших высокопроизводительных акриловых деталей .

Рисунок 1. Лазер точно режет прозрачный акриловый лист для внутренней отделки автомобиля или линз осветительных приборов.
Почему LS Manufacturing является лучшим выбором для услуг точной обработки в высококачественных проектах по акрилу?
Самая большая проблема в любойВысококачественная точная обработка акрила заключается в сохранении идеальной точности размеров во избежание дополнительной постобработки сборки. Вот методология, которую мы используем для стабилизации допуска обработки акриловых листов толщиной 10 мм в пределах ±0,05 мм с использованием нашей системы точного контроля:
Интегрированный протокол термического кондиционирования и обработки
Материальная нестабильность решается превентивно. Заготовки подвергаются 24-часовому периоду кондиционирования при тщательно контролируемых условиях 20±1°C . Важно отметить, что предлагаемые нами услуги прецизионной обработки включают криогенную систему воздушной струи, работающую в режиме реального времени, которая фокусируется на зоне резания, тем самым поддерживая ΔT ниже 2°C . Это предотвращает любую тепловую ползучесть, обеспечивая тем самым прочную основу для высокоточная резка акрила .
Метрология в реальном времени и адаптивная коррекция траектории инструмента
Мы реализуем замкнутую систему измерения и компенсации в процессе работы. Бесконтактный лазерный сканер фиксирует профиль обрабатываемого элемента сразу после первоначальной резки. Программное обеспечение LS Manufacturing Engineering сравнивает эти данные с моделью САПР, вычисляя отклонения. Затем система автоматически генерирует и выполняет корректирующую траекторию движения инструмента на микронном уровне, что является основным компонентом наших возможностей прецизионной микрообработки для безупречного индивидуального изготовления акрила .
Проверенные параметры обработки для конкретного материала
Общие параметры не используются, а методы были специально разработаны для акрила. В случае материалов толщиной 10 мм многоэтапный процесс становится обязательным; это предполагает быструю черновую резку с минимальными напряжениями, а затем выполнение одной окончательной обработки толщиной 0,2 мм . Каждая техника тестируется на образцах, а их размеры проверяются оптическим компаратором. Именно посредством этого тщательного тестирования мы определяем нашу передовое решение для точной обработки .
Общие параметры не используются, а методы были специально разработаны для акрила . В случае материалов толщиной 10 мм многоэтапный процесс становится обязательным; это предполагает быструю черновую резку с минимальными напряжениями, а затем выполнение одной окончательной обработки толщиной 0,2 мм . Каждая техника тестируется на образцах, а их размеры проверяются оптическим компаратором. Именно посредством этого тщательного тестирования мы определяем нашуперспективные проекты точной обработки .

Как услуги по изготовлению акрила на заказ могут снизить риск растрескивания под напряжением в компонентах медицинского назначения?
Растрескивание под напряжением (растрескивание) из-за механической обработки и химического взаимодействия является серьезной причиной выхода из строя компонентов медицинского назначения, таких как направляющие для жидкости и лабораторное оборудование. В этом техническом примечании описан наш запатентованный процесс изготовления и кондиционирования, который снижает вероятность растрескивания более чем на 95 % при тестировании на вытирание 70 % IPA. Процедура учитывает основные причины: снятие внутреннего напряжения материала и предотвращение любого повторного напряжения во время обработки :
Выбор материала и оценка предварительной обработки
- Неотъемлемая идентификация стресса: мы выбираем литой акрил для критически важных целей. При обработке экструдированного акрила мы измеряем любые остаточные напряжения с помощью исследования в поляризованном свете.
- Стратегическая ориентация заготовок: заготовки вырезаются из мастер-листа с ориентацией относительно оси экструзии. Это уменьшает внутреннее напряжение, которому подвергается режущий инструмент во время прецизионная обработка медицинского оборудования .
Протокол низкотемпературной ступенчатой обработки
- Контролируемая тепловая мощность: при изготовлении акрила по индивидуальному заказу используется процесс «холодного фрезерования». Мы используем инструменты с большим количеством канавок и оптимизируем геометрию.
- Поэтапное удаление материала: критические компоненты детали обрабатываются с использованием методов постепенного удаления материала ( <0,5 мм за проход ), что позволяет избежать накопления тепла и пластической деформации, которые приводят к образованию дополнительных напряжений и обеспечивают точность обработки, целостность .
Систематическое снятие стресса после обработки
- Программируемый термический отжиг: после механической обработки отдельный компонент подвергается процессу отжига. Процесс отжига включает контролируемое повышение температуры до уровня ниже температуры прогиба материала .
- Постепенное охлаждение: детали охлаждаются внутри печи посредством процесса, который происходит со скоростью менее 2°C в минуту, что позволяет молекулам полимера расслабиться и эффективно снять напряжение .
Проверка с помощью агрессивных химических испытаний
- Гарантия количественного результата: Валидация процедуры включает в себя подвергание образцов из всех партий длительному контакту с 70% изопропиловым спиртом.
- Обратная связь по анализу отказов: в случае каких-либо необычных происшествий проблема тщательно фиксируется и принимаются корректирующие меры для точной настройки производственного процесса дляточная механическая обработка с высокими ставками .
Протокол устанавливает наше конкурентное техническое преимущество: разработка предотвращения взлома — это целенаправленное усилие. Производительность обеспечивается систематическим контролем состояния материала до, во время и после обработки. Проверенная интеграция прогнозной обработки материалов, термической обработки и постобработки подтверждает надежность, необходимую для критически важных задач. приложения для точной обработки .
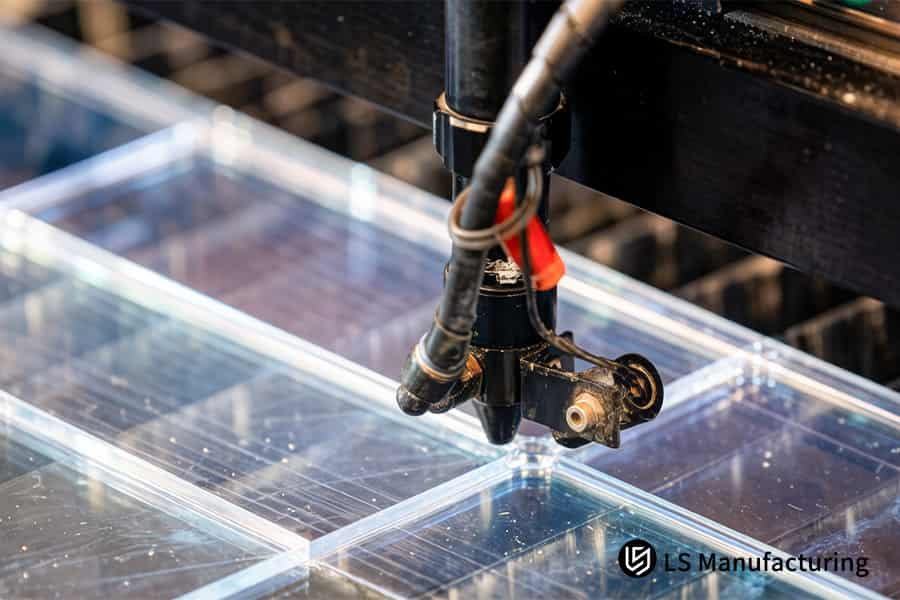
Рисунок 2. Инструмент с ЧПУ формирует экструдированный акриловый лист для изготовления архитектурных или вывесок с высокими допусками.
Почему инженерам следует отдавать предпочтение прецизионной обработке литого акрила для обеспечения структурной оптической четкости?
Инженерам, проектирующим оптические окна, приходится балансировать между прочностью конструкции и полной оптической прозрачностью . Для таких оптических окон лучшим выбором является литой акрил из однородного материала; однако традиционная обработка создает неровности поверхности, которые приводят к оптическому рассеянию. В этом документе представлена высокоточная акриловая деталь с шероховатостью поверхности Ra ≤ 0,2 мкм в готовом виде. Процесс механической обработки позволяет избежать дорогостоящей полировки, что сокращает время завершения проекта на 30% .
| Аспект | Техническая стратегия и количественный результат |
| Материальный фундамент | Единственным материалом, используемым для обработки, является мелкоячеистая отожженная литая акриловая пластина , представляющая собой свободный от напряжений и оптически стойкий материал, необходимый для прецизионной обработки литого акрила . |
| Инструменты и процесс | Выполняется одноточечная алмазная токарная обработка (SPDT) на сверхточном токарном станке, при которой многозубой режущий инструмент заменяется на SPDT для устранения периодических следов инструмента и среднечастотных пульсаций. |
| Параметры обработки | прецизионный процесс оптической обработки предполагает субмикронную глубину резания, сверхвысокую скорость шпинделя и скорость подачи с нанометровым разрешением для получения зеркальной поверхности Ra 0,2 мкм . |
| Стабильность системы | Термическая стабильность системы обработки контролируется струей охлажденного воздуха и гранитной изоляцией основания станка, что является обязательным условием субмикронная прецизионная обработка . |
| Валидация и ворота | 100% оптических поверхностей проверяются с помощью интерферометрии белого света; только оптические поверхности, соответствующие спецификации Ra ≤ 0,2 мкм, подходят для обработки, и не требуется последующей полировки или прямого снижения затрат . |
Глубина проектирования, обсуждаемая в этом документе, позволяет решить проблему клиента, связанную с потерями времени и качества из-за плохой отделки. Готовые к использованию оптические компоненты поставляются путем замены процесса ручной полировки контролируемым и детерминированная прецизионная обработка . Этот документ устанавливает отраслевой конкурентоспособный стандарт, которому инженеры могут следовать и получать превосходные результаты с точки зрения оптических и механических характеристик, а также снижать стоимость проекта.
Как услуги по обработке экструдированного акрила оптимизируют производственные затраты для крупномасштабных заказов на демонстрацию?
Стоимость единицы заказа на крупномасштабную демонстрацию зависит от производительности материала и времени обработки, а также от стоимости материала за единицу веса. В этом разделе будет представлен подход к оказанию услуг по обработке экструдированного акрила для оптимизации затрат на производство единиц заказов на витрины. Наши производственные процессы обеспечивают общий выход материала 92% , при этом время обработки деталей сокращается более чем на 40% по сравнению с производственным циклом в 5000 единиц.
Алгоритмическое вложение для максимального выхода материала
У нас есть современное программное обеспечение для раскроя, которое оценивает всю геометрию деталей. При заказе 5000 рамок дисплея алгоритм прорабатывает тысячи возможных конфигураций для оптимального размещения деталей внутри экструдированных листов. Это имеет решающее значение в нашем крупносерийном производстве. обработка с ЧПУ для акрила , что позволяет нам достичь коэффициента использования материала более 92% по сравнению со стандартными 75–80% в отрасли.
Высокоскоростная лазерная резка для сокращения времени цикла
Первоначальное профилирование деталей выполняется с помощью высокоскоростного лазерного резака мощностью 15 кВт . Лазерная головка с «отслеживанием контуров» удерживает лазерный луч на оптимальном расстоянии и давлении газа при работе со скоростью более 60 метров в минуту . Использование такой машины является неотъемлемой частью нашей эффективные процессы точной обработки для тонкостенных дисплеев это означает, что нам не нужно использовать более медленный механический режущий инструмент для черновой обработки контуров.
Стандартизированные высокоэффективные последовательности обработки
Для таких элементов, как монтажные отверстия или пазы, мы используем оптимизированные стандартизированные траектории на всех аналогичных деталях. Это означает применение высокоскоростных твердосплавных инструментов , установку ступеней глубины и постоянство коэффициента зацепления инструмента. Оптимизированная стандартизация обработки на станках с ЧПУ для акриловых компонентов имеет важное значение, поскольку она обеспечивает скорость программирования работы станка, более короткое время подготовки станка между партиями, а также предсказуемое минимальное время обработки, что является ключевым моментом в планировании крупносерийного производства и оптимизации затрат .
Интегрированное обеспечение качества в потоке
Измерение размеров происходит автоматически с помощью лазерных сканеров на ключевых этапах, где протоколы SPC диктуют проверку каждого N-го компонента . Эта информация позволяет нам предотвратить высокие затраты, связанные с ошибками в партии, гарантируя прецизионную обработку тысяч компонентов в пределах спецификаций и без необходимости сортировки или утилизации после производства, сохраняя эффективность, достигнутую на протяжении всего процесса.
Этот документ доказывает, что оптимизация затрат является тщательно продуманным результатом интеграции процессов. Наше конкурентное преимущество заключается в дополнительном использовании алгоритмов раскроя, высокоскоростной резки и стандартной обработки деталей. услуги по обработке экструдированного акрила . Такой подход гарантирует масштабируемость и предсказуемость, необходимые для эффективной работы с высококонкурентными витринами большого объема .
Что определяет показатели точности прецизионной обработки акриловых деталей для полупроводникового оборудования?
Прецизионное производство компонентов полупроводникового оборудования требует точности, чистоты и стабильности в течение длительного периода времени в агрессивных условиях. В этом документе изложены стандарты точного производства, применяемые нами при выполнении прецизионная обработка акриловых деталей для полупроводников. Ниже мы излагаем технические требования, необходимые для производства компонентов, точность которых измеряется субмикронами, отсутствие загрязнений и долговечность, превышающая пять лет в вакууме или химикатах.
Сертифицированная производственная среда в чистых помещениях
- Контроль твердых частиц: Вся обработка происходит на сертифицированном производственном предприятии класса 1000 (ISO 6) с чистыми помещениями . Обработка деталей происходит на чистой рабочей станции с ламинарным потоком и HEPA-фильтром. Эти рабочие станции предназначены для окончательной обработки и упаковки деталей.
- Протокол гигиены материалов: поступающие отлитые по индивидуальному заказу экструдированные акриловые материалы очищаются с помощью процесса ультразвуковой очистки, а инструменты хранятся в отдельных помещениях.
Достижение субмикронной формы и точности размеров
- Платформа сверхточной обработки: наши станки оснащены технологией стабилизации температуры и шпинделями с воздушными подшипниками , обеспечивающими точность вращения менее 0,001 мм , обеспечивая истинную производительность. прецизионная обработка полупроводников .
- Коррекция, основанная на метрологии: лазерный интерферометр используется для измерения в процессе обработки, что позволяет корректировать траекторию инструмента в процессе, обеспечивая жесткие позиционные допуски ±0,005 мм , что является ключевым принципом сертифицированных процессов точной обработки .
Постобработка для обеспечения химической и вакуумной целостности
- Снятие напряжений и отжиг: все детали подвергаются процессу термического отжига, который снимает все механические напряжения и предотвращает выделение газов.
- Обработка поверхности для обеспечения инертности: поверхность полируется до оптического качества ( Ra < 0,4 мкм ), образуя инертную поверхность, которая предотвращает прилипание частиц и проникновение химических веществ.
Проверка и гарантия производительности на весь срок службы
- Комплексная окончательная проверка: каждая деталь проходит размерное тестирование (CMM), анализ качества поверхности и сертификацию чистоты в соответствии со стандартами IEST, что гарантирует, что деталь соответствует строгим требованиям длявысоконадежная прецизионная обработка .
- Полная отслеживаемость: Полная отслеживаемость материалов и процессов обеспечивается от необработанного литого экструдированного акрила до готовой детали, готовой к отправке. Предоставляется полная сертификация.
Этот стандарт признает, что материалы полупроводникового класса производятся посредством строгого контроля окружающей среды, использования сверхточных инструментов и тщательной проверки . Ключевое отличие наших возможностей заключается в сочетании лучших практик производства в чистых помещениях с сертифицированные прецизионные процессы обработки . Это гарантирует стабильность, чистоту и долговечность наших компонентов, необходимые для производства полупроводникового оборудования.

Рис. 3. Твердосплавная концевая фреза обрабатывает медицинский акрил для корпуса ультразвукового преобразователя.
Почему обработка акрила на станке с ЧПУ является наиболее надежным методом обработки сложной многоосной геометрии?
Для компонентов со сложными трехмерными контурами или глубокими полостями традиционные методы, такие как термоформование, не соответствуют требованиям жестких допусков и истинного положения. В этом документе подробно описано, почему 5-осевая обработка является окончательным решением, обеспечивающим полное 5-стороннее изготовление за одну установку. Эта методология устраняет совокупные ошибки из-за многократного крепления, напрямую обеспечивая идеальную соосность между элементами и снижая процент брака при сборке сложной геометрии .
| Аспект | Техническая стратегия и результат |
| Изготовление за одну установку | Одновременная 5-осевая обработка акрила с ЧПУ позволяет выполнить всю обработку за один установ, избегая увеличения допуска более 0,1 мм из-за различных установов. |
| Оптимизированные траектории для полостей | Динамические траектории обработки и специально разработанные инструменты контролируют силу резания, чтобы поддерживать толщину стенок ±0,1 мм для глубоких полостей и полостей с большим удлинением. |
| Внутрипроизводственная метрология | Система оперативного контроля измеряет исходные точки и выполняет необходимую компенсацию для достижения точности позиционирования 0,02 мм . сложные приложения прецизионной обработки . |
| Контроль температуры и стресса | Импульсная подача СОЖ и оптимальные траекториимногоосная прецизионная обработка свести к минимуму выделение тепла, чтобы избежать деформации детали. |
Этот документ доказывает, что геометрическая надежность сложных деталей зависит от интеграции процесса. Благодаря нашей службе прецизионной обработки мы напрямую решаем проблемы, связанные с несоосностью и низким выходом продукции при первом проходе, используя техническое совершенство за счет обработки за один установ и проверки в процессе процесса. С использованием усовершенствованная 5-осевая прецизионная обработка , точно создаются сложные геометрические формы .
Как решения из литого экструдированного акрила, изготовленные по индивидуальному заказу, могут адаптироваться к экстремальным колебаниям температуры?
Компоненты из акрила, находящиеся в среде с резкими перепадами температуры, будут подвержены механическим повреждениям, а также тепловому расширению или сжатию. Чтобы обеспечить литой экструдированный акрил на заказ Мы предлагаем метод проектирования и выбора материала , который будет учитывать скорость линейного расширения около 0,07 мм/м·°C при температуре от -20°C до 60°C .
Прогнозирующий DFM-анализ термической деформации
На первом этапе мы проводим обширное исследование DFM на этапе котирования. Используя моделирование FEA, мы устанавливаем области высокой концентрации напряжений для компонента при заданной разнице температур. Результаты исследования FEA определят соответствующий выбор материала : литой акрил с низким коэффициентом расширения или более прочный экструдированный акрил. Кроме того, результаты будут диктовать необходимые изменения в проекте, прежде чем мы завершим разработку. протокол прецизионной обработки .
Встроенные в конструкцию функции компенсации расширения
Чтобы уменьшить напряжение в деталях, наш подход предполагает создание определенных геометрических смещений детали для компенсации такого напряжения. В случае крепежного соединения мы обрабатываем удлиненные пазы или податливые отверстия, которые обеспечивают свободное перемещение, уменьшая напряжения сдвига, вызываемые крепежом. Для прессовой посадки мы рассчитываем оптимальную посадку, учитывая различное тепловое расширение акрила и металла; это важный шаг в нашем услуги по изготовлению акрила на заказ для применения в горячих средах.
Прецизионная обработка с температурными допусками
Все критические размеры обработаны с температурной компенсацией. Мы корректируем целевые размеры обработки на основе ожидаемой средней рабочей температуры , гарантируя, что деталь находится в пределах допуска во всем диапазоне эксплуатации. Это требует высокостабильная прецизионная обработка на оборудовании с контролируемой температурой для достижения необходимой консистенции +/- 0,05 мм , гарантируя, что функции компенсации работают должным образом и учитывают расчетное тепловое расширение .
Проверка посредством стресс-тестирования на воздействие окружающей среды
Мы проверяем конструкцию, подвергая образцы прототипов термоциклическим испытаниям , которые воспроизводят конкретную среду проекта. Проверки размеров и визуальные проверки на наличие трещин выполняются после циклов, предоставляя эмпирические данные для уточнения модели FEA и окончательного определения параметров обработки индивидуального литого экструдированного акрила , замыкая цикл инженерного процесса.
В этом документе подчеркивается, что надежность при термоциклировании является запланированным результатом. Наша конкурентоспособность заключается в том, что теплотехника внедряется в первую очередь вэкологически безопасная прецизионная обработка рабочий процесс. Мы решаем критическую проблему клиента, связанную с отказами на месте, поставляя компоненты, которые не просто точно обработаны, но и продуманно спроектированы так, чтобы поглощать тепловые движения, обеспечивая долговременную стабильность размеров и функциональную целостность.
Почему стоит выбрать высокоточное акриловое производство для окон оборонного и защитного класса?
Для баллистических или взрывостойких смотровых окон структурная целостность прозрачного элемента так же важна, как и марка его материала. Любой внутренний дефект или непостоянная толщина становятся точкой отказа. В этом документе подробно описана наша методология высокоточного изготовления акриловых монолитных литых панелей толщиной более 50 мм с упором на процессы, которые предотвращают скрытое напряжение и обеспечивают однородные свойства материала для соответствия строгим сертификатам производительности для приложений безопасности:
Контролируемая обработка сыпучих материалов в тяжелых условиях
- Стратегия градиентного охлаждения: запатентованный алгоритм динамически управляет подачей тепла во времяпрецизионная обработка литого акрила для предотвращения концентрации напряжений за счет корректировки подачи СОЖ в режиме реального времени в зависимости от глубины резания и нагрузки.
- Оптимизированная стратегия траектории инструмента: мы используем специальную геометрию инструмента и трохоидальные траектории фрезерования для равномерного распределения сил резания, что является основополагающим протоколом прецизионной обработки для сохранения свойств материала при глубоких и тяжелых резах.
Обеспечение одинаковой толщины и оптического качества
- Двусторонняя обработка с одним приспособлением: важные параллельные поверхности обрабатываются за один установ, что гарантирует постоянство толщины в пределах 0,1 мм, что является основным требованием для прецизионная обработка баллистического класса и оптическая прозрачность.
- Компенсированная чистовая обработка: в процессе лазерного сканирования создается карта толщины, позволяющая автоматически корректировать траекторию движения инструмента для достижения окончательной однородности размеров по всей поверхности панели.
Комплексная проверка качества и документация
- 100% неразрушающий контроль (NDT): каждый компонент подвергается ультразвуковому контролю, предоставляя отчет об обнаружении дефектов, который является неотъемлемой частью нашей Высокоточное изготовление акрила качественная запись.
- Документация полного соответствия: мы предоставляем сертификат соответствия ультразвуковым данным, картам толщины и отслеживаемости материалов, обеспечивая однозначное соответствие ISO для приложений безопасности .
Этот документ определяет инженерную строгость, необходимую для прозрачной брони, критически важной для безопасности. Наша ценность — это обеспечение не просто детали, а проверяемая целостность. Мы устраняем риск скрытого отказа материала для клиента, внедряя контролируемое снижение стресса. проверенные протоколы прецизионной обработки , в сочетании со 100% проверкой неразрушающим контролем. Этот наглядный, документированный процесс создает необходимое доверие для долгосрочного партнерства в секторе обороны и безопасности.
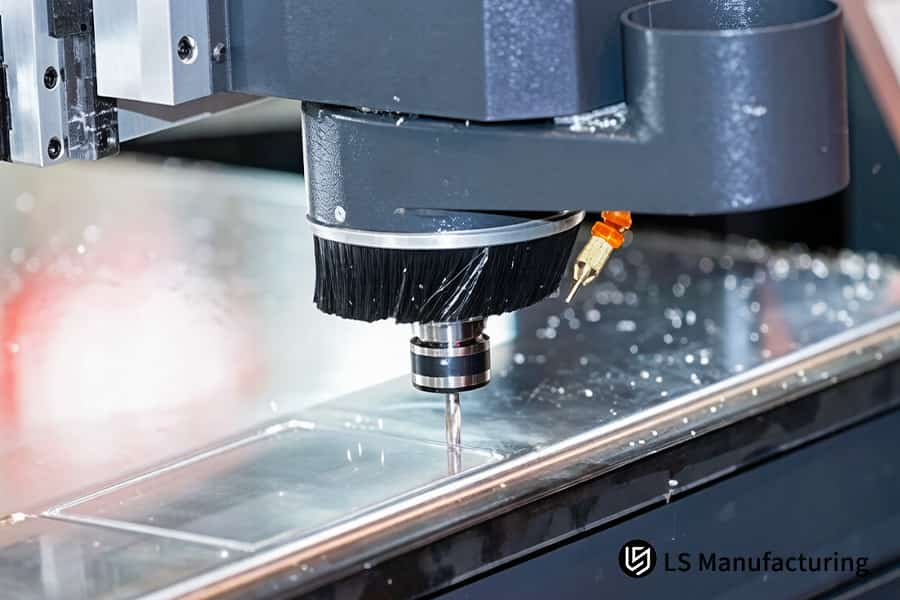
Рисунок 4. Сверло с ЧПУ с охлаждающей жидкостью создает точное отверстие в прозрачном акриле для оптических деталей или деталей дисплея.
Производство LS: высокоточные центрифужные роторы медицинского назначения — индивидуальные решения для производства акрила
В этом документе подробно описано, как специально разработанное компанией LS Manufacturing производство акрила устранило критическую неисправность ротора медицинской центрифуги. Столкнувшись с выходом 45% из-за растрескивания под напряжением при 15 000 об/мин , мы изменили дизайн материала и процесса. Решение демонстрирует нашупрецизионная обработка в зависимости от применения возможности для критически важных компонентов:
Клиентский вызов
Предыдущий поставщик клиента изготовил ротор диаметром 300 мм из экструдированного акрила толщиной 20 мм . Устаревший процесс игнорировал внутреннее напряжение материала и выделял чрезмерное тепло, вызывая радиальные микротрещины. Это привело к тому, что показатель успешности прохождения квалификационных испытаний на скорости 15 000 об/мин составил 45 % , что поставило под угрозу запуск продукта и риск полномасштабного отзыва платформы диагностических устройств, что привело к значительной задержке проекта и финансовым рискам.
Производственное решение LS
Мы выбрали ячеисто-литой акрил с высокой степенью сшивки, обеспечивающий превосходную структурную однородность. Для обработки использовалась 5-осевая высокоскоростная ЧПУ с прецизионная обработка с низким напряжением Стратегия : микрошаговые траектории и охлаждение охлажденным воздухом предотвращали локальный нагрев. Затем последовал критический 4-часовой прецизионный ступенчатый цикл отжига, снимающий все внутренние напряжения. Окончательная облицовка выполнялась с использованием вакуумного приспособления, гарантирующего критическую плоскостность ±0,02 мм для идеального динамического баланса, необходимого для прецизионных компонентов с высокой частотой вращения .
Результаты и ценность
Поставленные роторы достигли 0% отказов (0 трещин) в ходе 50 000 циклов испытаний на долговечность при 15 000 об/мин . Конечный выход продукции достиг 99,8%. Предоставляя компонент, который не требует вторичной динамической балансировки, мы сократили затраты на постобработку на 120 долларов США на единицу конечного устройства. Этот проверенный результат прецизионного производства привел к тому, что клиент назначил LS Manufacturing единственным глобальным поставщиком всех прозрачных компонентов в этой линейке медицинской продукции.
Этот случай подчеркивает, что надежность при экстремальных динамических нагрузках является функцией комплексного проектирования технологического процесса. Нашим конкурентным преимуществом является устранение коренных причин отказов с помощью точного материаловедения, сертифицированной прецизионной обработки с термическим управлением и строгости проверок, что позволяет поставлять не только детали, но и гарантированную производительность для применение в производстве дорогостоящего акрила .
От 45% брака до нуля трещин. Достигайте плоскостности ±0,02 мм в акриле с помощью 5-осевого ЧПУ и индивидуального изготовления.

Часто задаваемые вопросы
1. Почему LS Manufacturing лучше стандартных предприятий по производству пластмасс в плане услуг точной обработки?
Мы управляем цехами с контролируемой температурой, оснащенными 5-осевыми станками с ЧПУ , что позволяет нам поддерживать допуски в пределах ± 0,05 мм, обеспечивая при этом показатели качества, соответствующие стандартам ISO 13485.
2. Какова максимальная толщина для ваших услуг по изготовлению акрила на заказ?
Мы можем прецизионно обрабатывать акриловые листы толщиной от 0,5 мм до более 100 мм , обеспечивая идеальную перпендикулярность даже при резке нескольких сложенных друг на друга слоев.
3. Как компания LS Manufacturing предотвращает образование трещин в процессе обработки?
Используя специальные составы акриловых охлаждающих жидкостей и реализуя комплексный процесс отжига после механической обработки, мы снимаем остаточное напряжение на молекулярном уровне, тем самым полностью устраняя риск растрескивания под напряжением.
4. Можете ли вы предоставить ценовое предложение на мелкосерийную прецизионную обработку литого акрила?
Да, мы не предъявляем строгих требований к минимальному объему заказа (MOQ). Нажмите кнопку «Получить ценовое предложение» ниже, чтобы загрузить файлы STEP; Мы предоставим вам ценовое предложение напрямую от производителя в течение 24 часов .
5. Что лучше для моего проекта: литые или экструдированные акриловые компоненты?
Литой акрил идеально подходит для деталей, требующих исключительной оптической прозрачности и механической прочности, а экструдированный акрил лучше всего подходит для больших объемов и экономически эффективных заказов. Наши инженеры предоставят рекомендации, адаптированные к вашим конкретным требованиям к проектированию для технологичности (DFM).
6. Предоставляет ли LS Manufacturing варианты отделки поверхности, такие как склеивание растворителем или полировка пламенем?
Мы предлагаем комплексные решения для последующей обработки, включая бесшовное склеивание медицинского уровня , полировку паром и антистатическое (ESD) покрытие.
7. Как быстро я могу получить образцы акриловых деталей, изготовленных на станке с ЧПУ?
Используя наши цифровые инженерные системы, мы можем завершить производство высокоточных прототипов и организовать международную экспресс-доставку в течение 48–72 часов с момента подтверждения чертежа.
8. Почему стоит выбрать LS Manufacturing в качестве сертифицированного по ISO производителя металлических и пластиковых компонентов?
Мы предлагаем интегрированные возможности обработки различных материалов, что позволяет нам решать сложные задачи по прецизионным допускам, например установку прозрачных компонентов в металлические каркасы, и помогает вам оптимизировать список поставщиков.
Краткое содержание
В сферепрецизионная обработка Понимание различий между литым и экструдированным акрилом — это только начало; истинный ключ к успеху заключается в преобразовании этих материалов в функциональные компоненты с помощью услуг исключительно точной обработки LS Manufacturing. От решения проблемы микроскопического растрескивания под напряжением до реализации сложных геометрических форм посредством одновременной 5-осевой обработки — мы продемонстрировали — посредством достоверных данных и тематических исследований медицинского уровня — что партнерство с производителем, который действительно «разбирается в материалах», является единственным путем к снижению совокупной стоимости владения (TCO) и повышению конкурентоспособности на рынке.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the " Получите мгновенную цену " button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing's Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours .
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла ,and other one-stop manufacturing services.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


